2.1. Optimization of the Mechanical Properties of Ceramic Papers
The influence of the added quantity of binder on the mechanical properties was studied, varying between 2.4, 3.2, and 4 g of purified ulexite per 10 g of ceramic fibers. A detailed study of the amount of charges present in the suspension of the preparation of each paper was also carried out, based on the analysis of samples taken at each intermediate stage of the suspension preparation (
Section 3.2.2). The variation of positive charges in the suspension was observed as a function of the added component (
Section 2.1.1): polyvinylamine (PVAm), ceramic fibers, ulexite, cellulosic fibers, and polyacrylamide (A-PAM). On the other hand, the percentage of solids retention was also calculated (
Section 2.1.2), which is related to the effectiveness of the polyelectrolytes to form flocs and, thus, avoid loss of material through the filter mesh. Finally, the papers with three different amounts of binder were calcined at different temperatures (600, 650, and 700 °C) and then tensile tests were performed for each of the nine samples (
Section 2.1.3). In this way, the aim is to select the formulations that generate the optimum values of mechanical properties for the manufacture and application of ceramic papers.
2.1.1. Polyelectrolyte Titrations by Charge-Flow Potential Measurements
Polyelectrolyte titrations were performed on samples extracted from stages 1 to 5, obtained from the suspensions prepared with the three different ulexite contents (U-2.4, U-3.2, and U-4).
Table 1 and
Figure 1 show the values of positive charges remaining in the suspension after the addition of each reagent. For the titrations, the pH was also measured at the different stages since the charge of the polyelectrolytes is affected by pH.
Starting with stage 1, the suspension was found to have a concentration of positive charges of approximately 370 µeq.L
−1 (average value of the three preparations U-4, U-3.2, and U-2.4). They come from the addition of the positive polyelectrolyte (PVAm), which is slightly modified by the addition of ceramic fibers in stage 2. The greatest decrease in the concentration of positive charges is observed with the addition of ulexite (
Figure 1, stage 3), which consumes approximately 72% of the charges present in the suspension for the sample with the highest amount of binder (4 g), 62% when adding 3.2 g and 50% for the suspension with 2.4 g of ulexite, which is to be expected since most natural compounds have negative surface charges. Then, with the addition of cellulosic fiber (stage 4), the excess of positive charges continues to decrease, as occurs with the subsequent addition of the anionic polyelectrolyte (A-PAM), in stage 5. It is worth mentioning that the addition of the binder causes an increase in pH from 7 to 9.5, which is maintained in the forming machine. This pH increase causes the decrease in the positive charges conferred by the PVAm, which behaves as a weak polyelectrolyte. To calculate the charges consumed by the pH variation, the sample extracted from stage 2 was brought to pH 9.5 and with the titration it was observed that the charge consumed by pH increase is 20% of the charges consumed between stages 2 and 3. At the end of the preparation, in the sample extracted from stage 5 almost 100 µeq.L
−1 is reached for the sample with 2.4 g of ulexite, while for the other two samples a final positive charge approximately equal to 63 µeq.L
−1 is obtained.
On this basis, it can be concluded that although the 0 loading point is not reached, the final values detected are quite close to the detection limit of the Chemtrac equipment (in the three analyzed cases of suspensions prepared with different amounts of ulexite). This would indicate that the polyelectrolytes were added in adequate amounts to the preparation, which would allow the formation of flocs and consequently favor the retention of the components added to the suspension, in the filtration stage in the paper forming machine, thus favoring the final structure of the ceramic paper.
However, it is convenient to consider that these studies are indicative but not conclusive due to the physicochemical complexity of the system since the suspension used in the paper forming machine contains electrolytes, particles and two types of polyelectrolytes, and in addition to interactions involving charges, polyelectrolyte rolling and bridging effects may occur.
2.1.2. Retention of Inorganic Solids
To perform an analysis of the loss of material during the manufacturing process of ceramic papers, the ratio between the mass of inorganic solids added to the suspension (since the organic components are completely burned in the calcination stage) and the final mass of the ceramic paper obtained after calcination must be calculated. This is calculated according to:
where:
The factor applied to the mass of ulexite is considered to refer the mass added to anhydrous mass, since when ulexite is calcined at high temperatures, it suffers a mass loss of 24.6% due to dehydrations and transformations typical of this type of borate [
8].
Table 2 shows the retention values obtained for each of the nine samples under study, also including the data obtained for a ceramic paper prepared without the addition of a binder (U-0-650). In general, when the binder is added, values of material retention percentages very close to each other are observed, with the best values being obtained for ceramic papers calcined at 650 °C.
Considering the values listed in
Table 2 (retention) with the values obtained from the potentiometric titrations (
Table 1 and
Figure 1), it is concluded that there are no differences in the retention percentages when different amounts of ulexite are incorporated (according to the similar content of the resulting loads at the end of the preparation, stage 5). This indicates that although the amounts of polyelectrolytes and other suspension components used were adequate, there are other factors that affect to a greater extent the retention of inorganic materials in the final structure of the ceramic paper.
By analyzing the high retention of the paper without binder addition, it can be inferred that the material lost in the filtration stage (inside the forming machine) is mainly composed of natural ulexite, due to the particle size of both the ulexite rods (diameter < 5 µm) and the impurities that persist after ulexite purification [
8]. Nevertheless, the high retention of ceramic fibers is noteworthy, highlighting the suitability of the dual polyelectrolyte method for the preparation of ceramic papers.
2.1.3. Mechanical Testing of Ceramic Papers with Different Binder Quantities and Calcination Temperatures
Figure 2 shows the curves obtained from the tensile tests, from which the tensile indices (TI) and elastic modulus (EM) were calculated, which are presented in
Table 3 for each paper formulation performed. Each curve in
Figure 2 is divided into two zones, an elastic zone, characterized by an initial slope and a final declining curve, passing through a maximum that corresponds to the maximum breaking load. The lower the initial slope, the more flexible the paper.
Starting with the papers prepared with 2.4 g of ulexite, it is observed that the curves show a very low initial slope (low values of elastic modulus), so that these papers were flexible, but with a low tensile strength (low values of tensile indexes). Furthermore, no significant differences were found between the samples calcined at different temperatures. For comparison, the values of TI and EM for the ceramic paper prepared without the addition of binder is also included and no significant differences are observed in mechanical properties when adding (or not) 2.4 g ulexite.
Considering the papers with 3.2 g of binder, an increase in the tension index is observed for the samples calcined at different temperatures, as well as a lower elasticity, highlighting that at 650 °C the most resistant papers were obtained. A similar behavior is reported by Cecchini et al. when studying papers with anhydrous ulexite calcined at different temperatures, finding a temperature optimum from which the tension index decreases due to excessive softening of the binder, which causes the anhydrous ulexite to cover the ceramic fibers and not form bonding points between them [
14]. Similar behavior was found for samples prepared with 4 g of binder. In this case, the ceramic papers showed higher tensile strength values, being able to support loads of up to 24 N.
On the other hand, these results are consistent with the higher amount of retained material obtained in the ceramic paper prepared with 4 g of ulexite (
Table 2), since the higher the amount of retained binder, the higher the number of bonding points of ceramic fibers, which helps to increase the mechanical strength. On the other hand, the high elastic modulus obtained for U-4-650 indicates that these papers have extreme stiffness, which makes them brittle, making them difficult to handle and therefore to apply.
For this reason, analyzing the set of parameters evaluated and considering the future applications of ceramic papers, the ceramic paper U-3.2-650 was selected, since it presented a high tensile strength with adequate flexibility for handling.
2.3. Catalytic Activity Relationship with Composition/Morphology of Catalytic Ceramic Paper
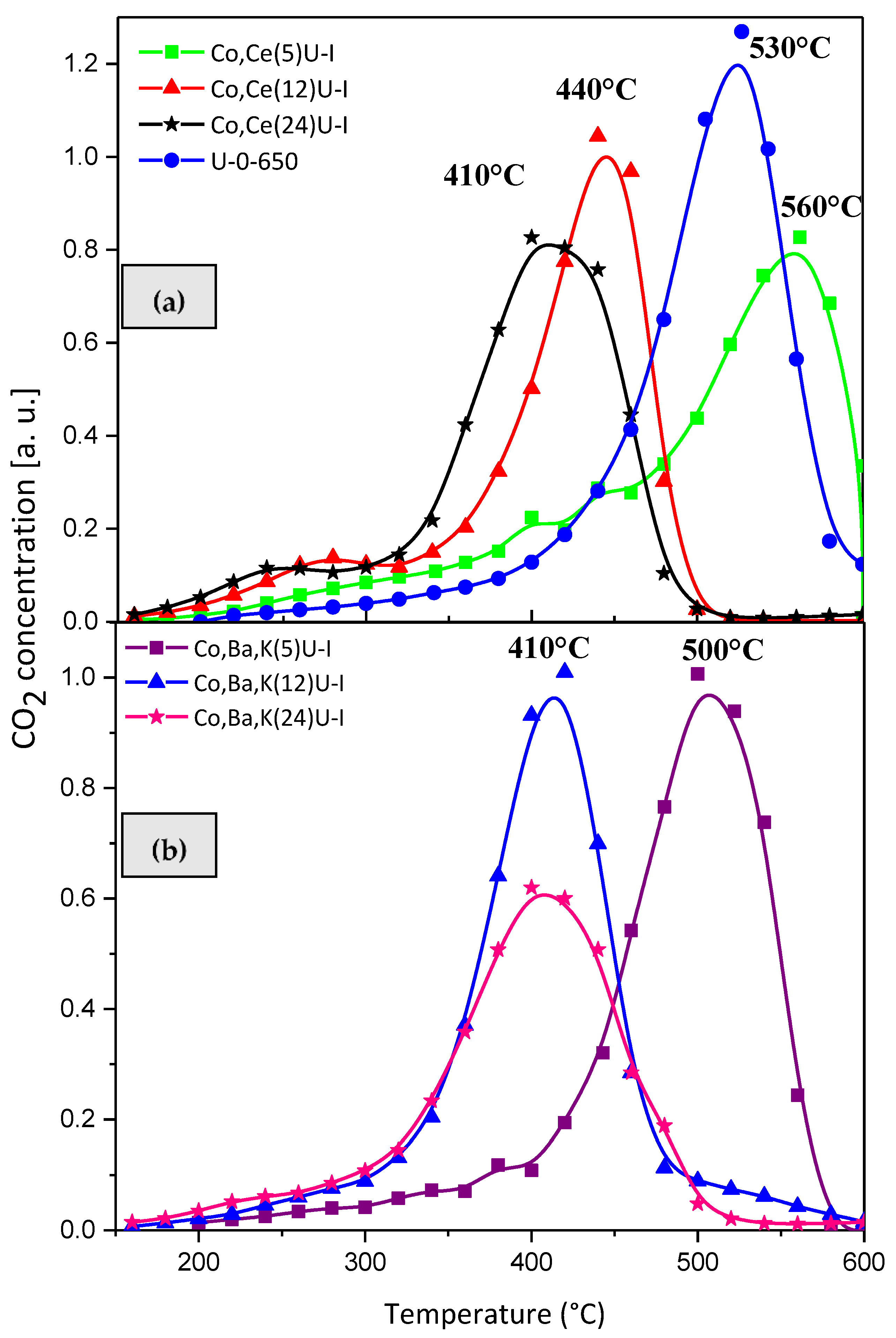
Temperature programmed oxidation (TPO) experiments of diesel soot were carried out using the catalytic ceramic papers with 5, 12, and 24% catalytic phase. In addition, a sample of ceramic paper without the added catalyst (U-0-650) was evaluated in order to analyze how the substrate behaves alone in reaction. It was found that 5% total active phase with respect to the mass of ceramic paper did not yield good results, since a maximum soot burning rate (T
M) temperature was obtained at 500 °C and 560 °C for the Co,Ba,K(5)U-I and Co,Ce(5)U-I samples, respectively (
Figure 9a,b). In the case of the non-catalytic paper, the T
M obtained was 530 °C, so with the addition of this amount of catalyst it was not possible to confer catalytic activity to the ceramic papers. Regarding the evaluations of the ceramic papers with a greater amount of active phase shown in
Figure 9, it is observed that a greater amount of active phase incorporated improves notably the activity of the ceramic papers with ulexite. For the sample containing Co,Ce, when the amount of active phase was increased to 12%, a T
M of 440 °C was obtained, reaching 410 °C with 24% of catalyst incorporated (
Figure 9a). Although for the system containing Co,Ba,K, with 12% of the catalytic phase incorporated, a T
M of 410 °C was obtained and no difference was observed when the amount of catalyst was doubled (Co,Ba,K(24)U-I,
Figure 9b).
In order to analyze the cause of the improvement of the catalytic activity with the increase in the amount of active phase, X-ray diffraction was performed on the samples with 5 and 12% of catalyst incorporated. As can be seen in
Figure 10, for both Co,Ce(12)U-I and Co,Ba,K(12)U-I, increasing the amount of active phase results in more intense peaks in the diffraction patterns of the samples, indicating an increase in the crystallinity of the species found: Co
3O
4 (JCPDS-ICDDD # 42-1467) and CeO
2 (JCPDS-ICDD # 34-394) for systems with Co, Ce and Co
3O
4 (JCPDS-ICDDD # 42-1467), and BaCO
3 (JCPDS-ICDD # 45-1471) for systems with Co, Ba, and K.
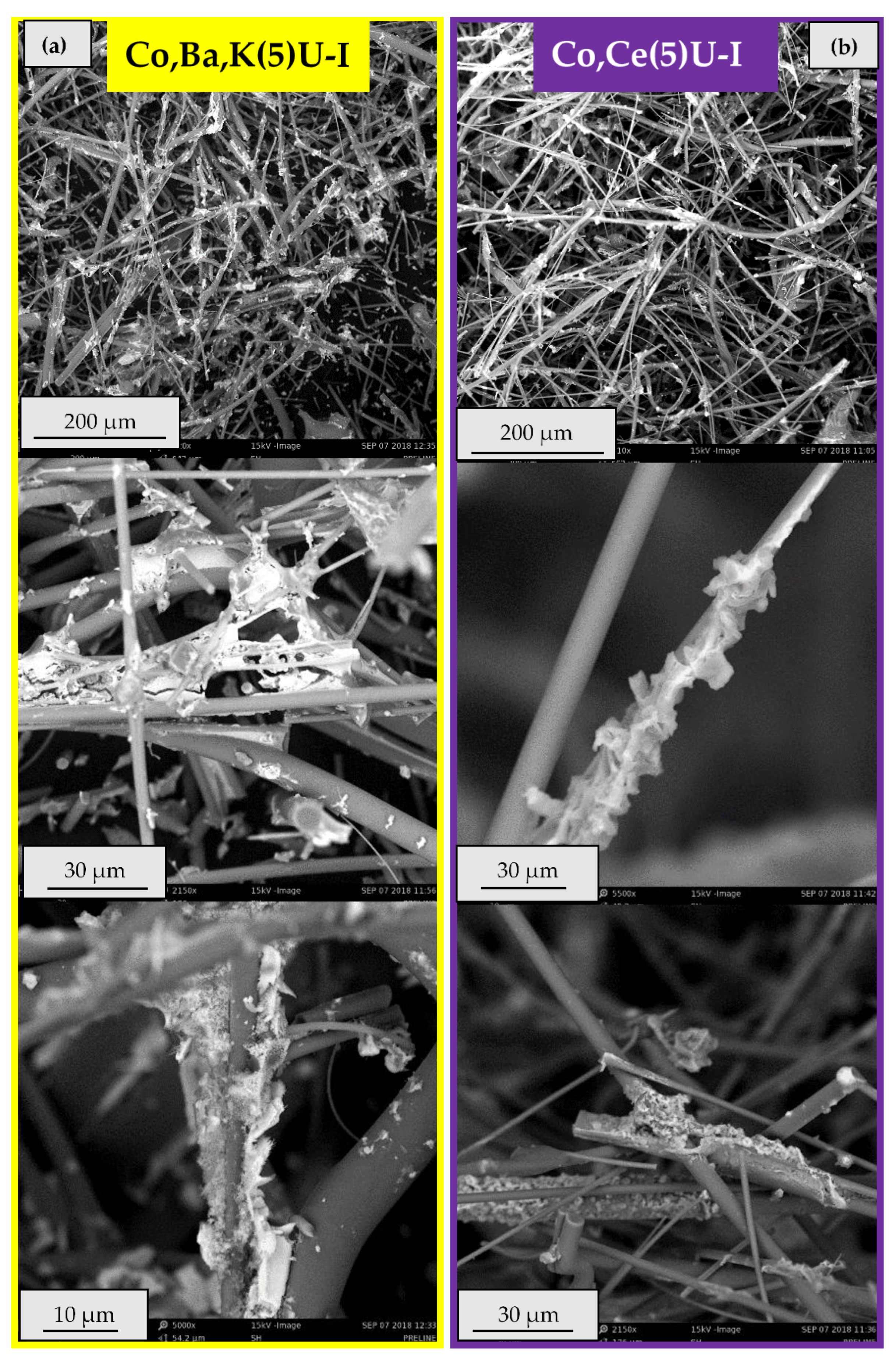
On the other hand, and with the aim of studying a possible partial encapsulation of the catalyst, as observed in previous works when incorporating zeolites in ceramic papers with borates as binders [
15], the SEM micrographs (
Figure 6) and EDX composition results of the systems with 5%
w/
w were compared with the SEM micrographs of papers with 12%
w/
w of active phase (
Figure 11). The increase in catalyst content is evidenced, which is distributed covering the ceramic fibers in higher proportion compared to the samples containing only 5%
w/
w of active phase (
Figure 6). In particular, for the sample Co,Ce(12)U-I (
Figure 11a) isolated agglomerates continue to be observed, leaving sections of ceramic fibers uncoated, so the improvement in catalytic activity may be due to a greater amount of catalytic clusters compared to the sample containing only 5%
w/
w. On the other hand, for the sample Co,Ba,K(12)U-I (
Figure 11b) a complete coverage of the ceramic fibers by the catalyst is observed. A new morphology of the catalytic deposits was also found in the form of oval particles approximately 10 to 12 µm long, which are found in large quantities and distributed throughout the fibrous matrix (
Figure 11b). Finally, it is observed in
Figure 11b (higher magnification image) that with 12%
w/
w of catalyst, the ceramic fiber is totally and homogeneously covered by small particles, which explains that only 12%
w/
w of active phase reaches the optimum catalytic activity for this system (
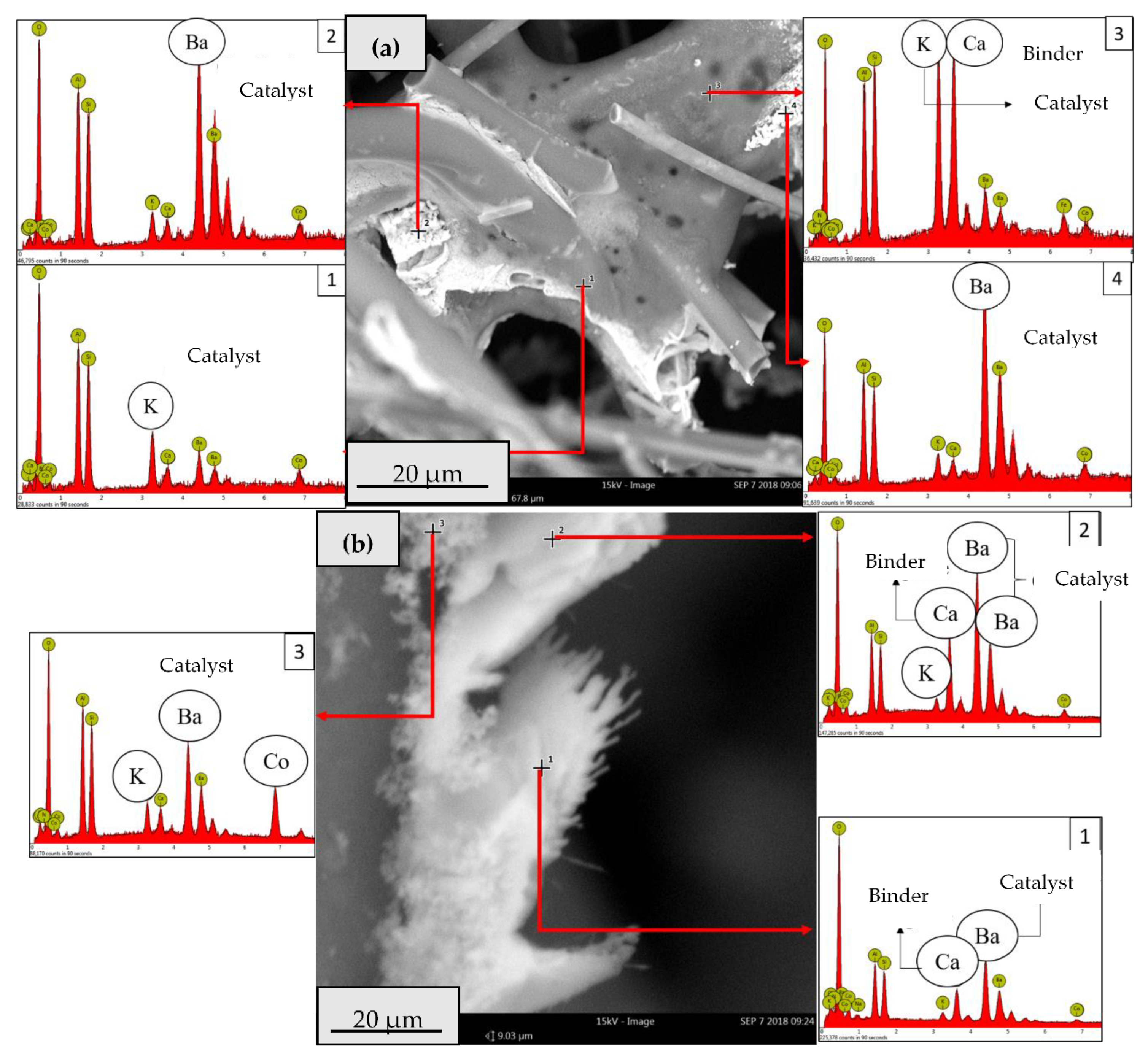
Figure 9b). In addition, to identify the new morphologies observed, point EDX was performed on them (
Figure S1) and it was determined that the oval particles are mainly composed of barium, i.e., the BaCO
3 (identified by XRD) would no longer be growing in the form of filaments perpendicular to the fibers, as was found in the Co,Ba,K(5)U-I samples. It can also be observed that the smaller particles homogeneously distributed homogeneously coating the ceramic fibers are mainly composed of Co and have a size of 1 to 2 µm.
Table 5 shows a comparison of the activity results obtained in this work with others reported in the literature. T
M values are close to the best catalysts showed in the table, and comparing among those that use ceramic paper as support, the mechanical properties of that using ulexite as the binder (this work) are better than the reported in a previous one using commercial Ce Nyacol.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}