
The Effect of Hydrogen Production Rate of the via Different Preparation of Co-Based Catalyst with Sodium Borohydride


Abstract
:1. Introduction
2. Results
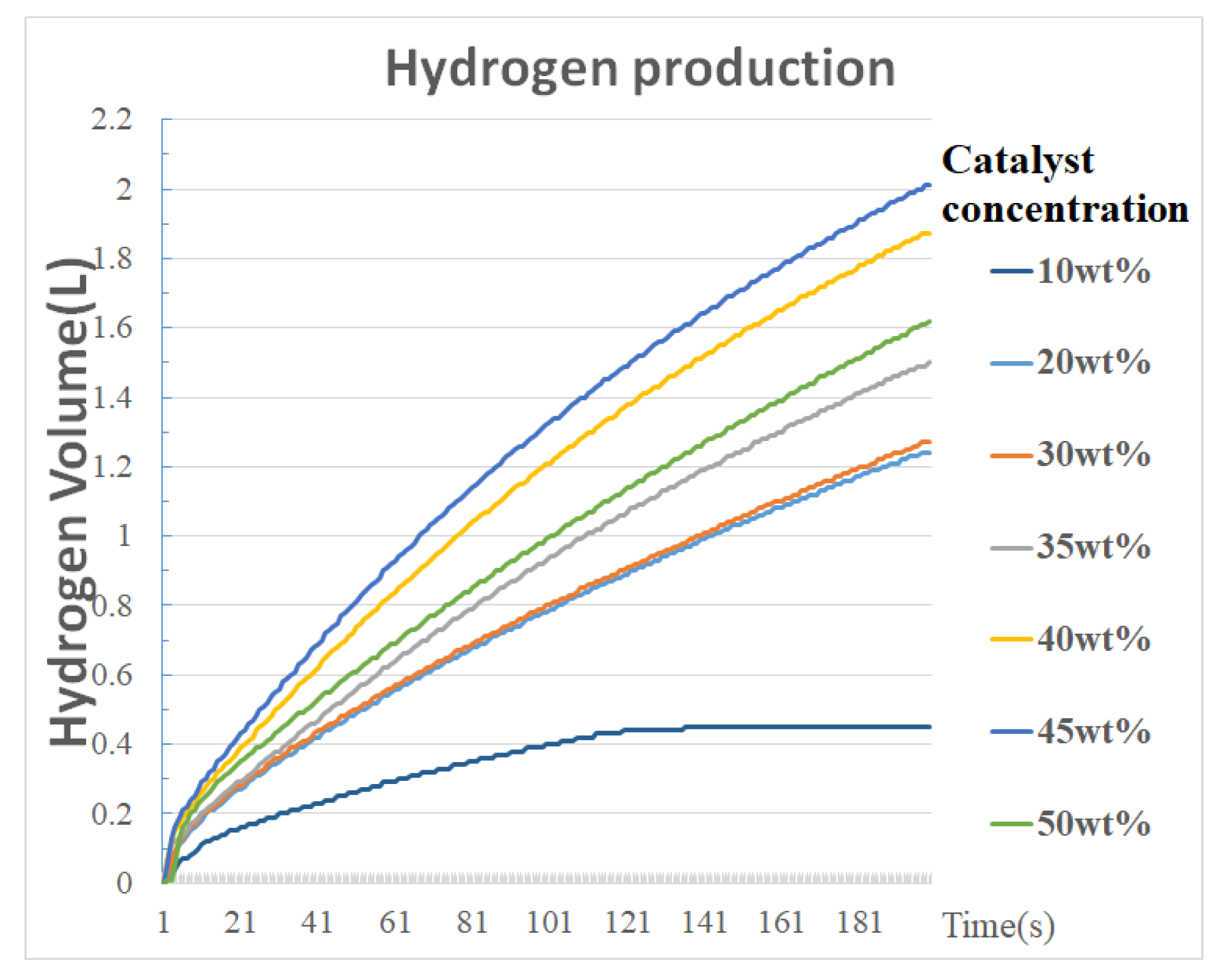
2.1. Comparison of Co2+/Al2O3 Catalyst Chelate Concentrations at Normal Temperature of 25 °C
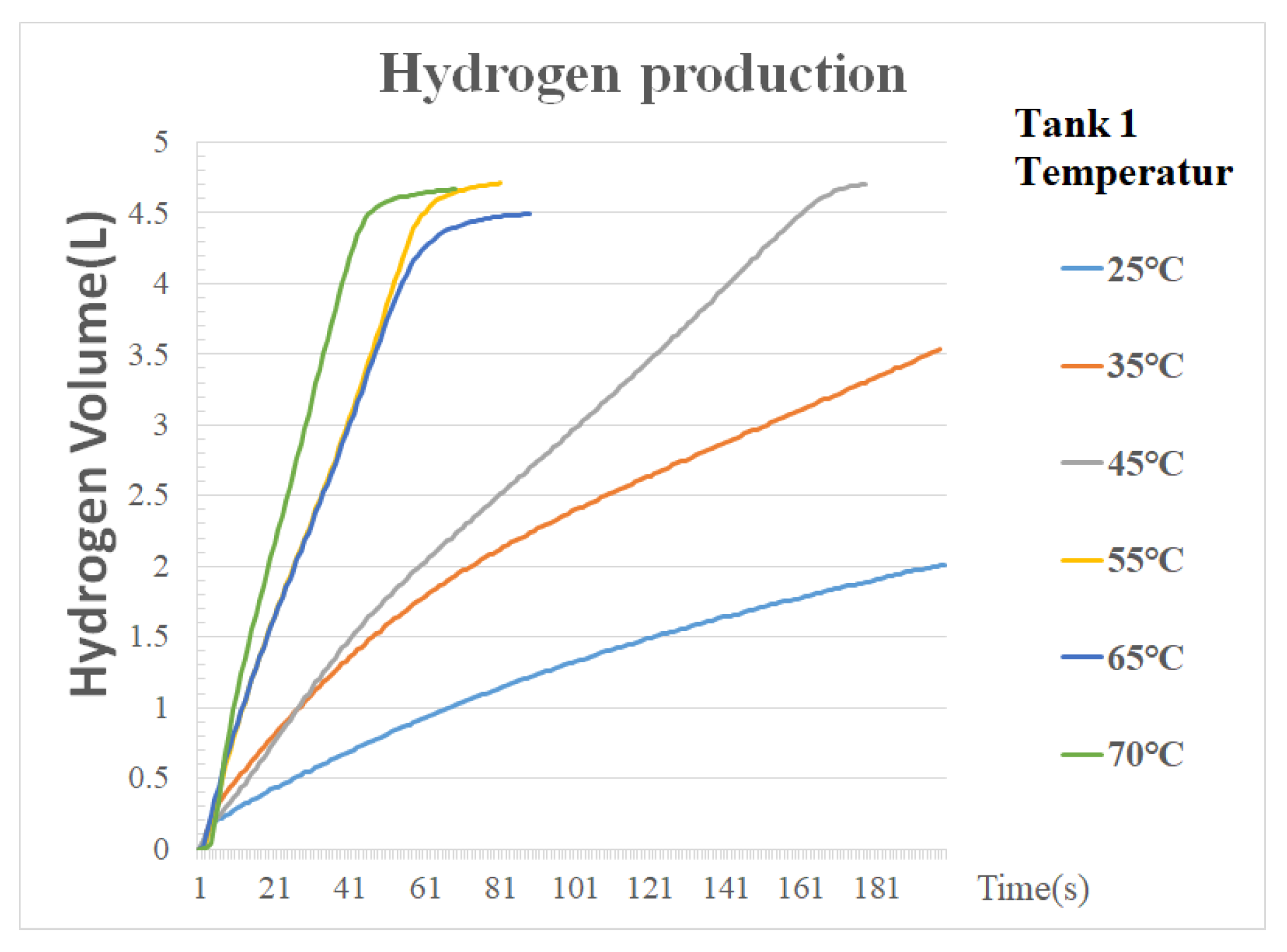
2.2. Comparison of Hydrogen Production Rates of 45 wt% Co2+/Al2O3 Catalyst at Different Temperatures
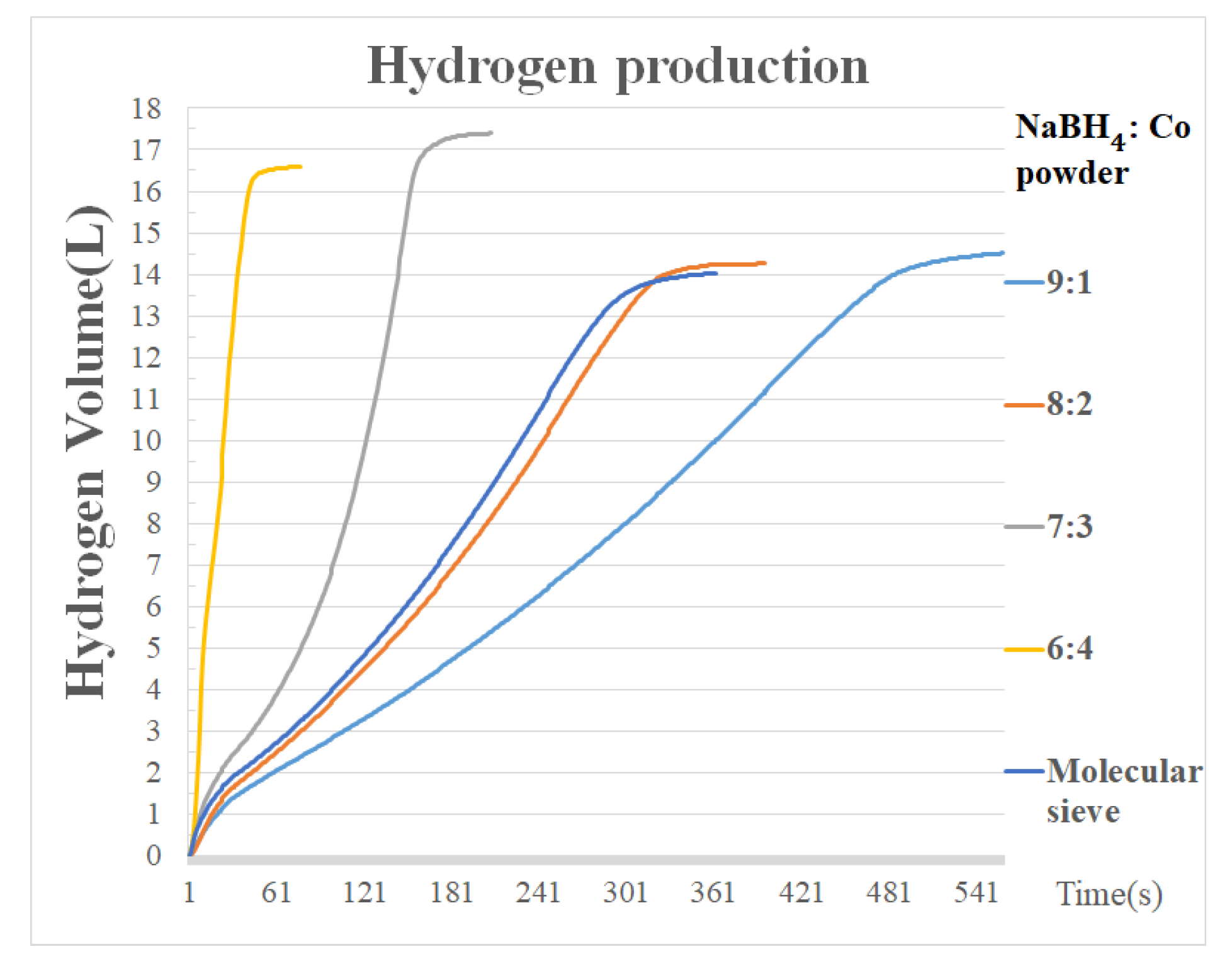
2.3. Comparison of Ball Milling Hydrogen Production Rates of NaBH4+Co in Different Ratios
2.4. Comparison of Hydrogen Production Rates of Ball Milling Steel Ball in Different Ratios
2.5. Comparison of Hydrogen Production Rates of Different Ball Milling Times
2.6. Comparison of Hydrogen Production Rates at Different Temperatures of Catalyst Bed of Secondary Hydrogen Production Tank
3. Discussion
4. Materials and Methods
4.1. Co2+/Al2O3 Catalyst Process
4.2. NaBH4 + Co2+ Catalyst Process
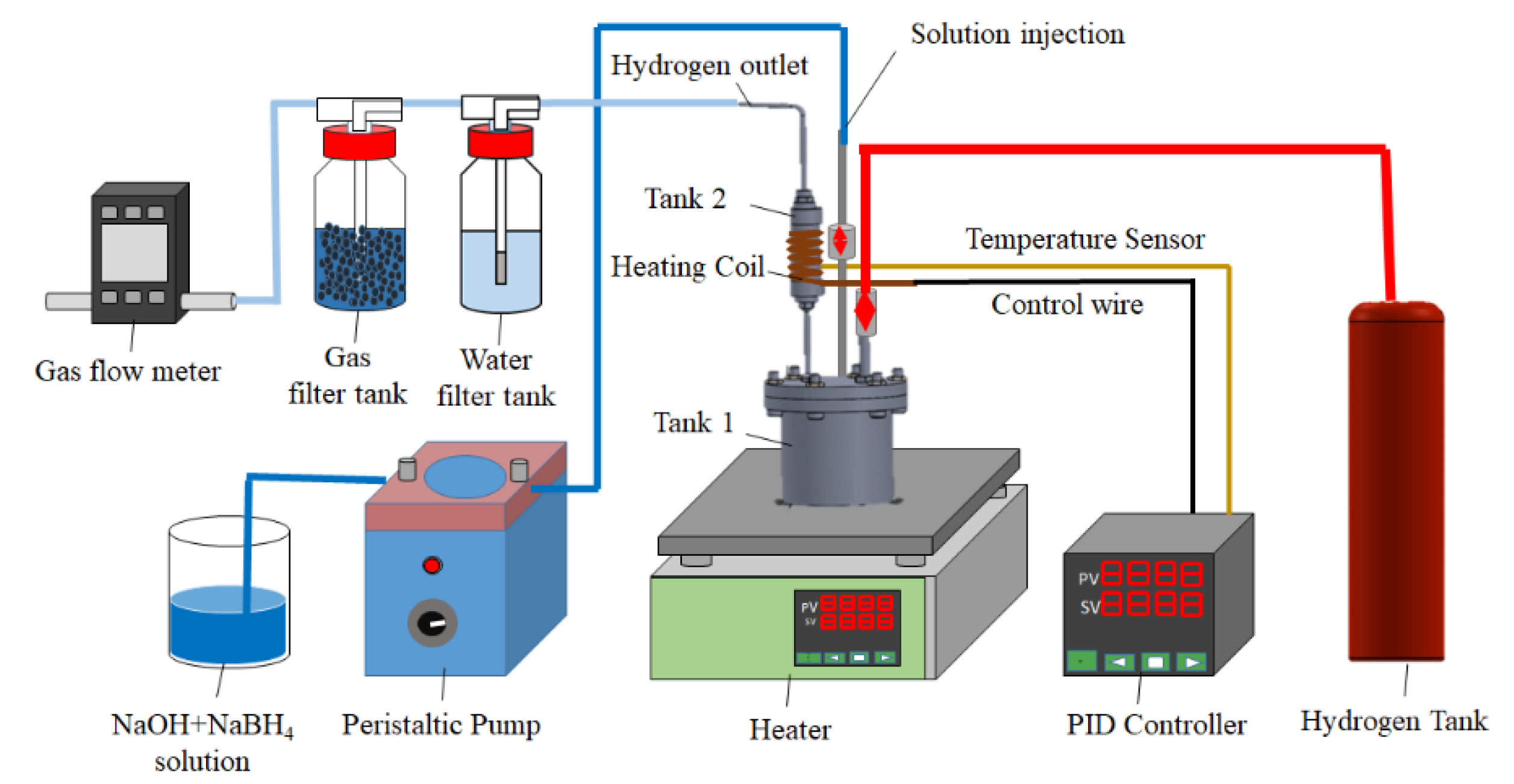
4.3. Experimental Setup
4.3.1. Hydrogen Production System
4.3.2. Primary Hydrogen Production Tank
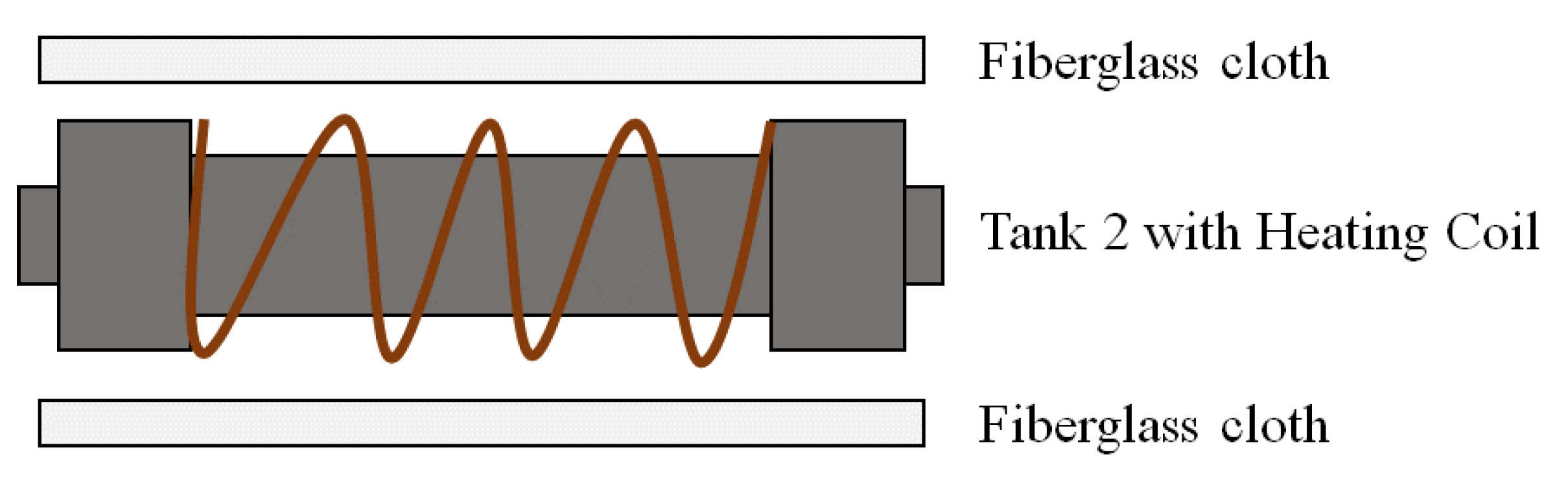
4.3.3. Secondary Hydrogen Production Tank
4.3.4. Pure Water Filter Flask
4.3.5. Molecular Sieve Filter Flask
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lund, H. Renewable energy strategies for sustainable development. Energy 2007, 32, 912–919. [Google Scholar] [CrossRef] [Green Version]
- Nikolaidis, P.; Poullikkas, A. A comparative overview of hydrogen production processes. Renew. Sustain. Energy Rev. 2017, 67, 597–611. [Google Scholar] [CrossRef]
- Mench, M.M. Fuel Cell Engines; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2008. [Google Scholar]
- Sorensen, B. Hydrogen and Fuel Cells: Emerging Technologies and Applications; Elsevier Academic Press: Cambridge, MA, USA, 2005. [Google Scholar]
- Sarkar, A.; Banerjee, R. Net energy analysis of hydrogen storage options. Int. J. Hydrogen Energy 2005, 30, 867–877. [Google Scholar] [CrossRef]
- Kim, T. NaBH4 (sodium borohydride) hydrogen generator with a volume-exchange fuel tank for small unmanned aerial vehicles powered by a PEM (proton exchange membrane) fuel cell. Energy 2014, 69, 721–727. [Google Scholar] [CrossRef]
- Klanchar, M.; Hughes, T.G.; Gruber, P. Attaining Doe Hydrogen Storage Goals with Chemical Hydrides, Senior Research Associate; Applied Research Laboratory, The Pennsylvania State University: State College, PA, USA, 2003. [Google Scholar]
- Schlesinger, H.I.; Brown, H.C.; Brown, A.B.; Finholt, J.R.; Gilbreath, H.R.; Hockstra, E.K.; Hydo, E.K. Sodium Borohydride, Its Hydrolysis and its Use as a Reducing Agent and in the Generation of Hydrogen. J. Am. Chem. Soc. 1953, 75215. [Google Scholar]
- Andrieux, J.; Laversenne, L.; Krol, O.; Chiriac, R.; Bouajila, Z.; Tenu, R.; Counioux, J.J.; Goutaudier, C. Revision of the NaBO2–H2O phase diagram for optimized yield in the H2 generation through NaBH4 hydrolysis. Int. J. Hydrogen Energy 2012, 37, 5798–5810. [Google Scholar] [CrossRef]
- Balbay, A.; Saka, C. The effect of the concentration of hydrochloric acid and acetic acid aqueous solution for fast hydrogen production from methanol solution of NaBH4. Int. J. Hydrogen Energy 2018, 43, 14265–14272. [Google Scholar] [CrossRef]
- Saka, C.; Balbay, A. Fast and effective hydrogen production from ethanolysis and hydrolysis reactions of potassium borohy-dride using phosphoric acid. Int. J. Hydrogen Energy 2018, 43, 19976–19983. [Google Scholar] [CrossRef]
- Wang, J.; Ke, D.; Li, Y.; Zhang, H.; Wang, C.; Zhao, X.; Yuan, Y.; Han, S. Efficient hydrolysis of alkaline sodium borohydride catalyzed by cobalt nanoparticles supported on three–dimensional graphene oxide. Mater. Res. Bull. 2017, 95, 204–210. [Google Scholar] [CrossRef]
- Li, Z.; Li, H.; Wang, L.; Liu, T. Hydrogen generation from catalytic hydrolysis of sodium borohydride solution using supported amorphous alloy catalysts (Ni-Co-P/g-Al2O3). Int. J. Hydrogen Energy 2014, 39, 14935–14941. [Google Scholar] [CrossRef]
- Ke, D.; Tao, Y.; Li, Y.; Zhao, X.; Zhang, L.; Wang, J.; Han, S. Kinetics study on hydrolytic dehydrogenation of alkaline sodium borohydride catalyzed by Mo-modified Co–B nanoparticles. Int. J. Hydrogen Energy 2015, 40, 7308–7317. [Google Scholar] [CrossRef]
- Vinokurov, V.; Stavitskaya, A.; Glotov, A.; Ostudin, A.; Sosna, M.; Gushchin, P.; Darrat, Y.; Lvov, Y. Hallo site nanotube-based cobalt mesocatalysts for hydrogen production from sodium borohydride. J. Solid State Chem. 2018, 268, 182–189. [Google Scholar] [CrossRef]
- Ye, W.; Zhang, H.; Xu, D.; Ma, L.; Yi, B. Hydrogen generation utilizing alkaline sodium borohydride solution and supported cobalt catalyst. J. Power Sources 2007, 164, 544–548. [Google Scholar] [CrossRef]
- Kong, V.; Kirk, D.; Foulkes, F.; Hinatsu, J. Development of hydrogen storage for fuel cell generators II: Utilization of calcium hydride and lithium hydride. Int. J. Hydrogen Energy 2003, 28, 205–214. [Google Scholar] [CrossRef]
- Marrero-Alfonso, E.Y.; Gray, J.R.; Davis, T.A.; Matthews, M.A. Hydrolysis of sodium borohydride with steam. Int. J. Hydrogen Energy 2007, 32, 4717–4722. [Google Scholar] [CrossRef]
- Aiello, R. Production of hydrogen from chemical hydrides via hydrolysis with steam. Int. J. Hydrogen Energy 1999, 24, 1123–1130. [Google Scholar] [CrossRef]
- Beaird, A.M.; Li, P.; Marsh, H.S.; Al-Saidi, W.A.; Johnson, J.K.; Matthews, M.A.; Williams, C.T. Thermal Dehydration and Vibrational Spectra of Hydrated Sodium Metaborates. Ind. Eng. Chem. Res. 2011, 50, 7746–7752. [Google Scholar] [CrossRef]
- Marrero-Alfonso, E.Y.; Gray, J.R.; Davis, T.A.; Matthews, M.A. Minimizing water utilization in hydrolysis of sodium borohydride: The role of sodium metaborate hydrates. Int. J. Hydrogen Energy 2007, 32, 4723–4730. [Google Scholar] [CrossRef]
- Baytar, O.; Izgi, M.S.; Horoz, S.; Sahin, O.; Nar, S. Al2O3 Supported Co-Cu-B (Co-Cu-B/Al2O3) catalyst for hydrogen generation by hydrolysis of aqueous sodium borohydride (NaBH4) solutions. Dig. J. Nanomater. Biostruct. 2019, 14, 673–681. [Google Scholar]
- Kim, K.; Kim, T.; Lee, K.; Kwon, S. Fuel cell system with sodium borohydride as hydrogen source for unmanned aerial vehicles. J. Power Sources 2011, 196, 9069–9075. [Google Scholar] [CrossRef]
- Kao, H.-Y.; Lin, C.-C.; Hung, C.-J.; Hu, C.-C. Kinetics of hydrogen generation on NaBH 4 powders using cobalt catalysts. J. Taiwan Inst. Chem. Eng. 2018, 87, 123–130. [Google Scholar] [CrossRef]
- Wang, X.; Liao, J.; Li, H.; Wang, H.; Wang, R. Preparation of pompon-like Co-B Nano alloy by a room-temperature solid-state-reaction as a catalyst for hydrolysis of borohydride solution. Int. J. Hydrogen Energy 2017, 42, 6646–6656. [Google Scholar] [CrossRef]
- Wang, M.; Ouyang, L.; Liu, J.; Wang, H.; Zhu, M. Hydrogen generation from sodium borohydride hydrolysis accelerated by zinc chloride without catalyst: A kinetic study. J. Alloys Compd. 2017, 717, 48–54. [Google Scholar] [CrossRef]
- Demirci, U.B.; Miele, P. Cobalt in NaBH4 hydrolysis. Phys. Chem. Chem. Phys. 2010, 12, 14651–14665. [Google Scholar] [CrossRef]
- Kim, S.J.; Lee, J.; Kong, K.Y.; Jung, C.R.; Min, I.-G.; Lee, S.-Y.; Kim, H.-J.; Nam, S.W.; Lim, T.-H. Hydrogen generation system using sodium borohydride for operation of a 400W-scale polymer electrolyte fuel cell stack. J. Power Sources 2007, 170, 412–418. [Google Scholar] [CrossRef]
- Amendola, S.C. A safe, portable, hydrogen gas generator using aqueous borohydride solution and Ru catalyst. Int. J. Hydrogen Energy 2000, 25, 969–975. [Google Scholar] [CrossRef]
- Lai, J.-L.; Luo, W.-J.; Kuan, Y.-D. Preparation of Catalyst for Hydrogen Production Reaction of Sodium Borohydride and Its Effectiveness. Sens. Mater. 2020, 32, 3659. [Google Scholar] [CrossRef]
- Akkuş, M.S.; Murathan, H.B.; Özgür, D.Ö.; Özkan, G.; Özkan, G. New insights on the mechanism of vapor phase hydrolysis of sodium borohydride in a fed-batch reactor. Int. J. Hydrogen Energy 2018, 43, 10734–10740. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hydride and Reaction | Fraction H | H2 Specific Mass (kg H2/kg) | H2 Density (kg H2/L) |
|---|---|---|---|
| 0.126 | 0.252 | 0.122 | |
| 0.042 | 0.083 | 0.106 | |
| 0.048 | 0.095 | 0.121 | |
| 0.076 | 0.076 | 0.110 | |
| 0.105 | 0.132 | 0.121 | |
| 0.040 | 0.040 | 0.152 | |
| 0.184 | 0.367 | 0.235 | |
| 0.105 | 0.211 | 0.226 | |
| Millennium Cell 35% Solution | 0.077 | 0.077 |
| No. 1 | No. 2 | No. 3 | No. 4 | No. 5 | Average | |
|---|---|---|---|---|---|---|
| original | 0.02 | 0.019 | 0.021 | 0.022 | 0.019 | 0.0202 |
| 10 wt% | 0.022 | 0.022 | 0.022 | 0.022 | 0.025 | 0.0226 |
| 20 wt% | 0.023 | 0.02 | 0.021 | 0.022 | 0.022 | 0.0216 |
| 30 wt% | 0.021 | 0.024 | 0.023 | 0.024 | 0.023 | 0.023 |
| 35 wt% | 0.021 | 0.021 | 0.023 | 0.021 | 0.023 | 0.0218 |
| 40 wt% | 0.021 | 0.021 | 0.022 | 0.023 | 0.025 | 0.0224 |
| 45 wt% | 0.025 | 0.025 | 0.022 | 0.024 | 0.024 | 0.024 |
| 50 wt% | 0.023 | 0.021 | 0.022 | 0.022 | 0.024 | 0.0224 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lai, J.-L.; Luo, W.-J.; Kuan, Y.-D.; Zhang, P.-J. The Effect of Hydrogen Production Rate of the via Different Preparation of Co-Based Catalyst with Sodium Borohydride. Catalysts 2021, 11, 528. https://doi.org/10.3390/catal11050528
Lai J-L, Luo W-J, Kuan Y-D, Zhang P-J. The Effect of Hydrogen Production Rate of the via Different Preparation of Co-Based Catalyst with Sodium Borohydride. Catalysts. 2021; 11(5):528. https://doi.org/10.3390/catal11050528
Chicago/Turabian StyleLai, Jyun-Lin, Win-Jet Luo, Yean-Der Kuan, and Pai-Jun Zhang. 2021. "The Effect of Hydrogen Production Rate of the via Different Preparation of Co-Based Catalyst with Sodium Borohydride" Catalysts 11, no. 5: 528. https://doi.org/10.3390/catal11050528