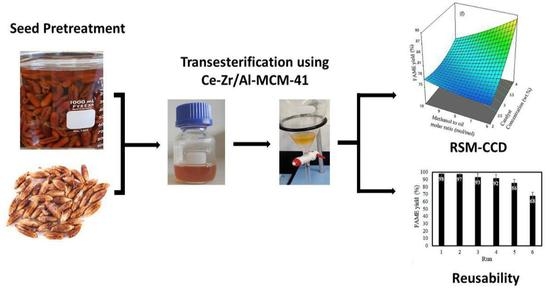
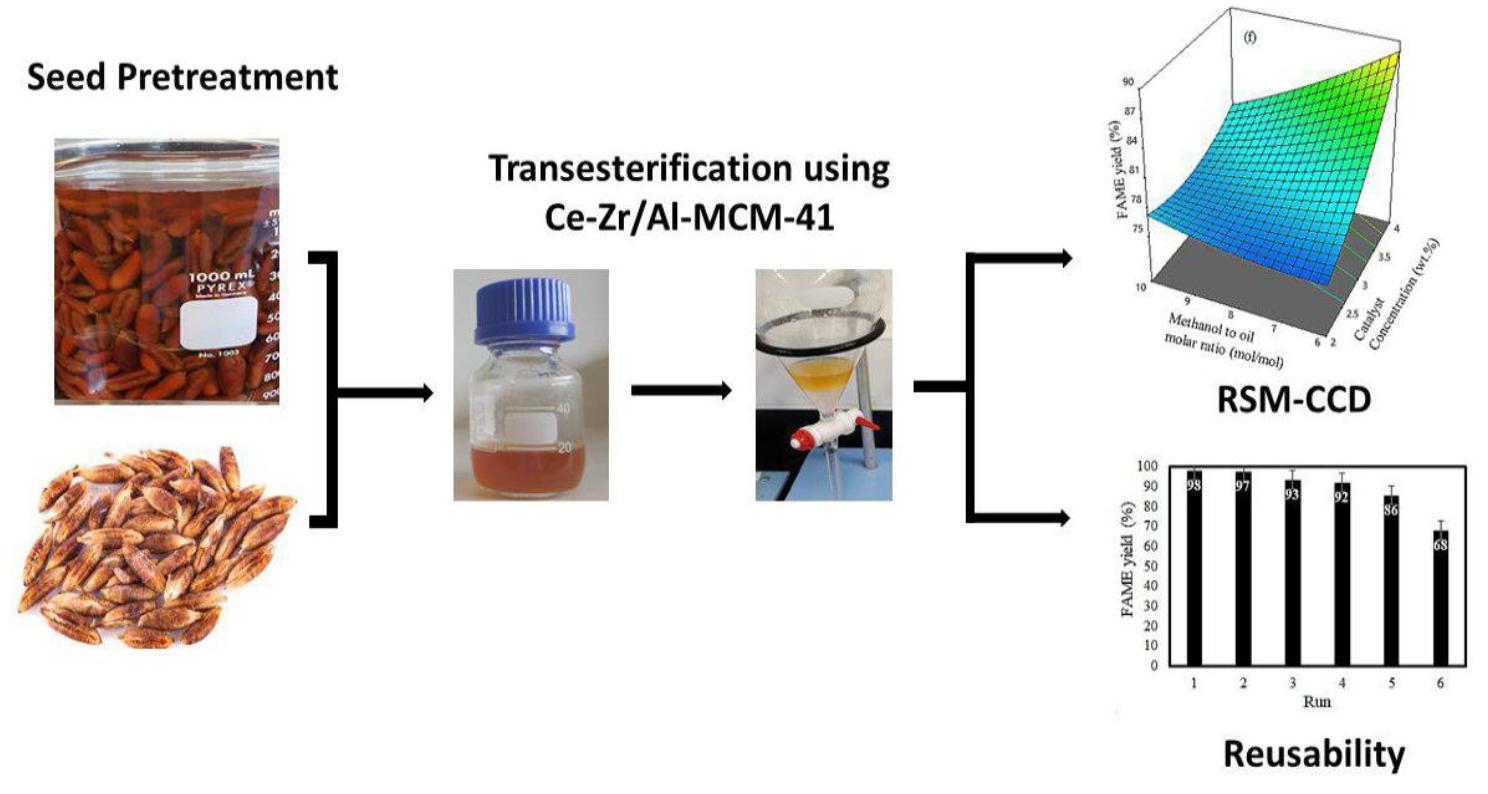
Phoenix dactylifera L. Seed Pretreatment for Oil Extraction and Optimization Studies for Biodiesel Production Using Ce-Zr/Al-MCM-41 Catalyst



Abstract
:
1. Introduction
2. Result and Discussion
2.1. Phoenix dactylifera L. Seeds Pre-Treatment and Extraction of Oil
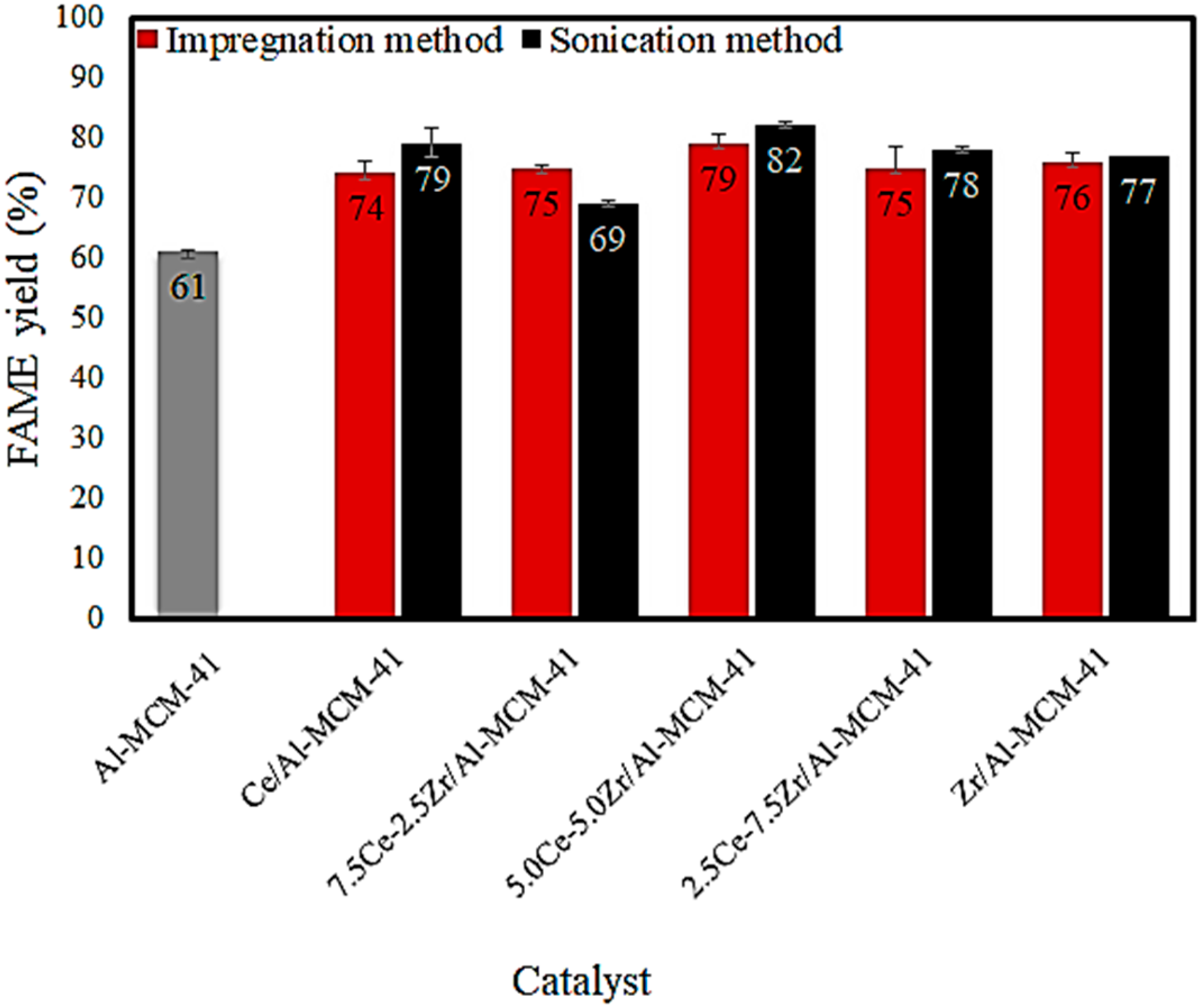
2.2. Catalytic Activity
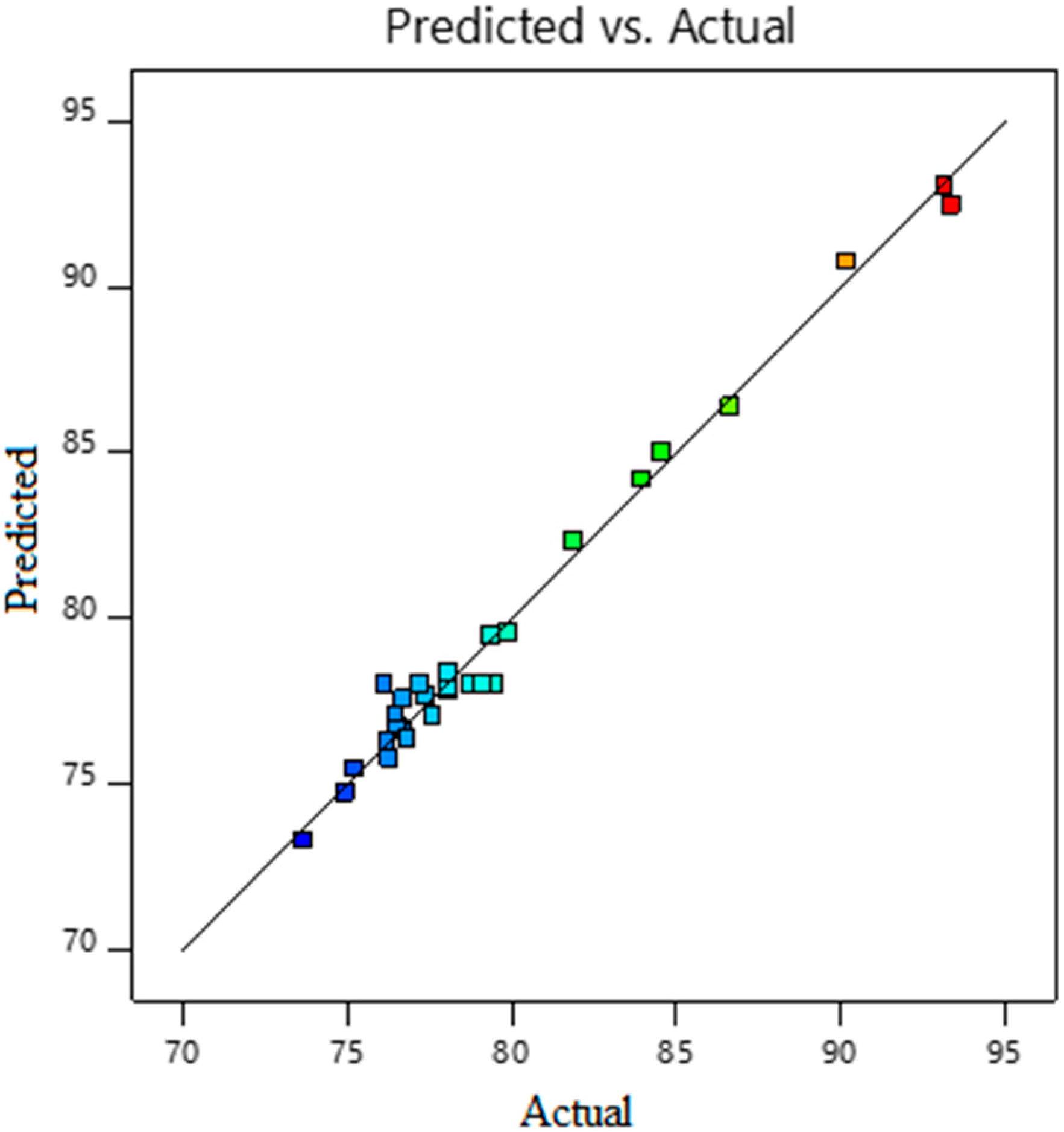
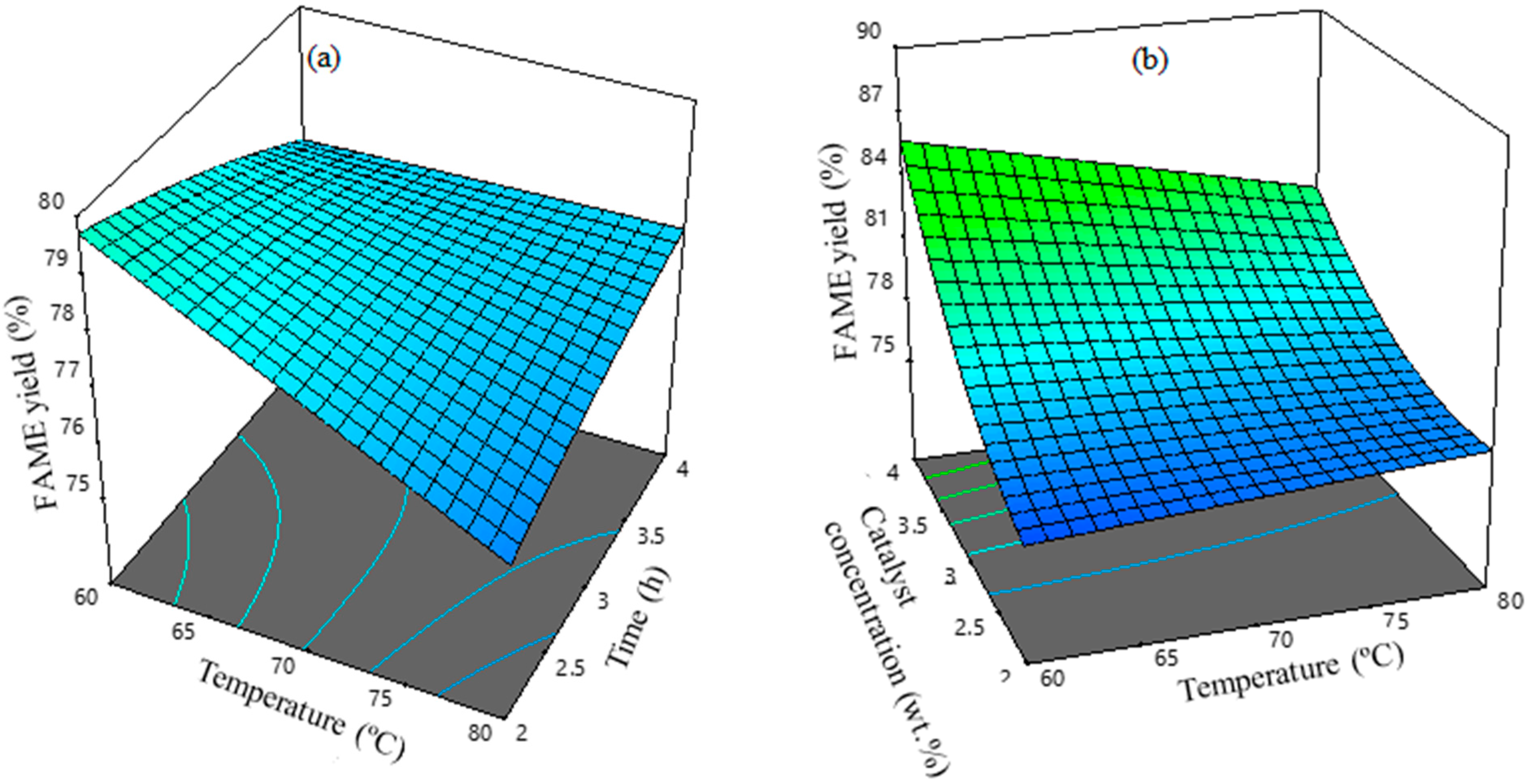
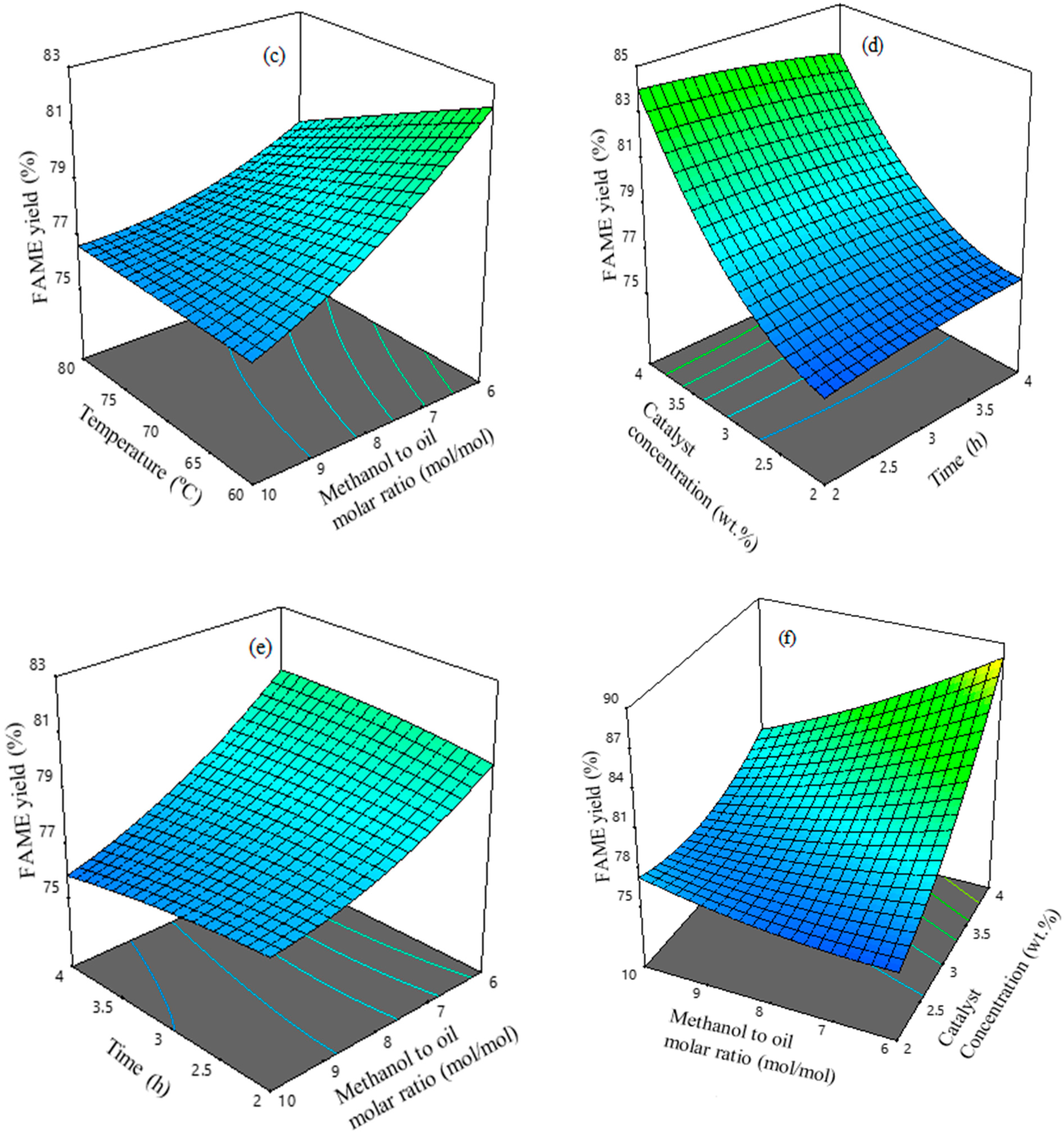
2.3. Optimization of Reaction Conditions by Response Surface Methodology
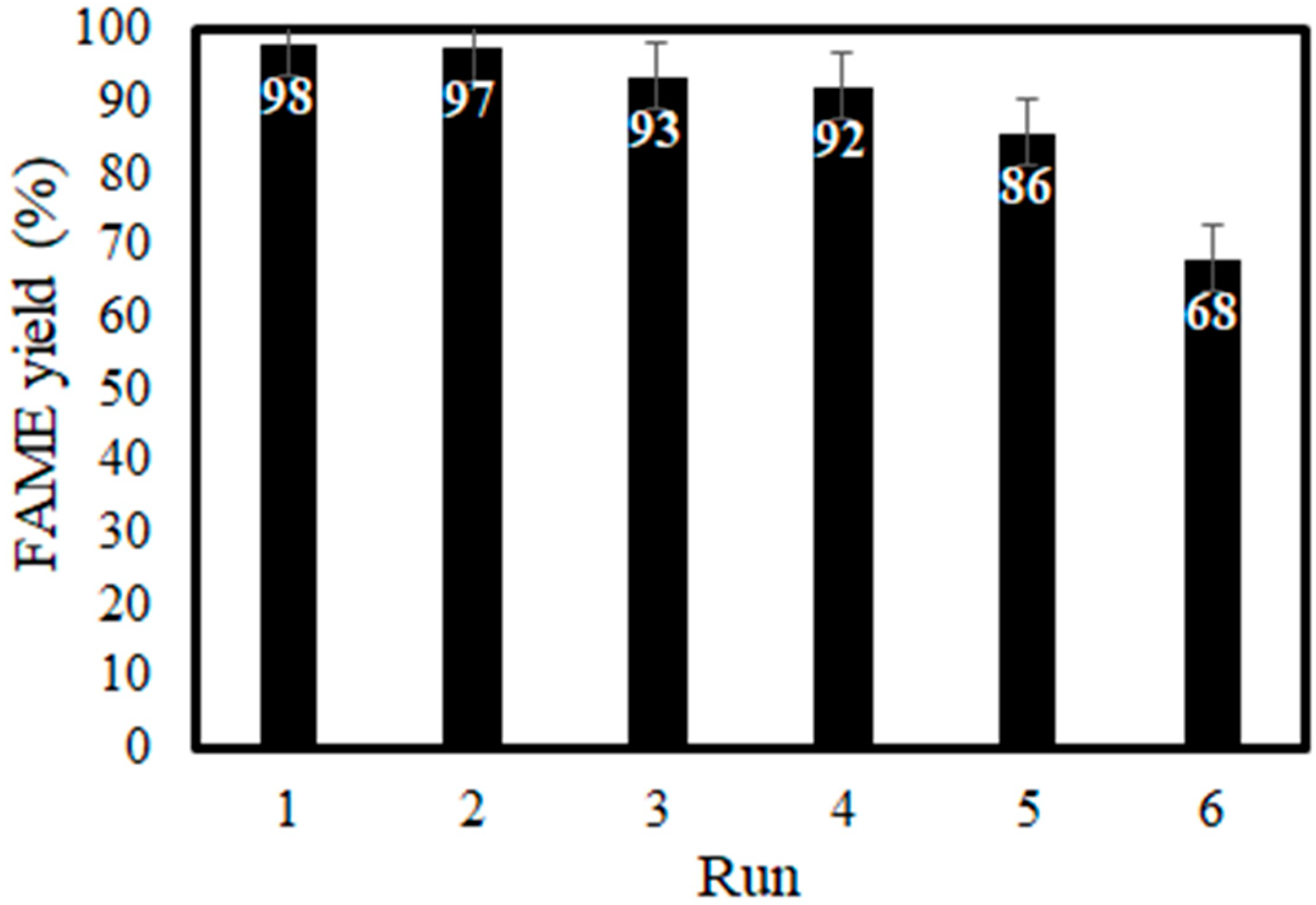
2.4. Reusability Studies
2.5. Physicochemical Properties
3. Materials and Methods
3.1. Materials
3.2. Pre-Treatment of Seeds and Extraction of the Seed Oil
3.3. Transesterification Reaction Process
3.4. Optimization and Reusability Studies
3.5. Physicochemical Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gebremariam, S.N.; Marchetti, J.M. Economics of biodiesel production: Review. Energy Convers. Manag. 2018, 168, 74–84. [Google Scholar] [CrossRef]
- Karmakar, B.; Halder, G. Progress and future of biodiesel synthesis: Advancements in oil extraction and conversion technologies. Energy Convers. Manag. 2019, 182, 307–339. [Google Scholar] [CrossRef]
- Tsita, K.G.; Kiartzis, S.J.; Ntavos, N.K.; Pilavachi, P.A. Next generation biofuels derived from thermal and chemical conversion of the Greek transport sector. Therm. Sci. Eng. Prog. 2020, 17, 100387. [Google Scholar] [CrossRef]
- Endalew, A.K.; Kiros, Y.; Zanzi, R. Heterogeneous catalysis for biodiesel production from Jatropha curcas oil (JCO). Energy 2011, 36, 2693–2700. [Google Scholar] [CrossRef]
- Rezania, S.; Oryani, B.; Park, J.; Hashemi, B.; Yadav, K.K.; Kwon, E.E.; Hur, J.; Cho, J. Review on transesterification of non-edible sources for biodiesel production with a focus on economic aspects, fuel properties and by-product applications. Energy Convers. Manag. 2019, 201, 112155. [Google Scholar] [CrossRef]
- Krishnamurthy, K.N.; Sridhara, S.N.; Ananda Kumar, C.S. Synthesis and optimization of Hydnocarpus wightiana and dairy waste scum as feed stock for biodiesel production by using response surface methodology. Energy 2018, 153, 1073–1086. [Google Scholar] [CrossRef]
- Jamil, F.; Al-Muhatseb, A.H.; Myint, M.T.Z.; Al-Hinai, M.; Al-Haj, L.; Baawain, M.; Al-Abri, M.; Kumar, G.; Atabani, A.E. Biodiesel production by valorizing waste Phoenix dactylifera L. Kernel oil in the presence of synthesized heterogeneous metallic oxide catalyst (Mn@MgO-ZrO2). Energy Convers. Manag. 2018, 155, 128–137. [Google Scholar] [CrossRef]
- Rahimi, V.; Shafiei, M. Techno-economic assessment of a biorefinery based on low-impact energy crops: A step towards commercial production of biodiesel, biogas, and heat. Energy Convers. Manag. 2019, 183, 698–707. [Google Scholar] [CrossRef]
- Joshi, S.; Hadiya, P.; Shah, M.; Sircar, A. Techno-economical and Experimental Analysis of Biodiesel Production from Used Cooking Oil. Biophys. Econ. Resour. Qual. 2019, 4, 2. [Google Scholar] [CrossRef]
- Aris, N.A.; Norhuda, I.; Adeib, I.S. Extraction of Phoenix dactylifera (Mariami) seeds oil using supercritical carbon dioxide (SC-CO2). Int. J. Chem. Environ. Eng. 2013, 4, 32–37. [Google Scholar]
- Shalaby, E.A. A Review of Selected Non-Edible Biomass Sources as Feedstock for Biodiesel Production. In Biofuels—Status and Perspective; Biernat, K., Ed.; IntechOpen: London, UK, 2015; pp. 3–20. [Google Scholar]
- Kamil, M.; Ramadan, K.; Olabi, A.G.; Ghenai, C.; Inayat, A.; Rajab, M.H. Desert Palm Date Seeds as a Biodiesel Feedstock: Extraction, Characterization, and Engine Testing. Energies 2019, 12, 3147. [Google Scholar] [CrossRef] [Green Version]
- Mahmud, I.A.; Mirghani, M.E.S.; Alkhatib, M.F.R.; Yusof, F.; Shahabuddin, M.; Rashidi, O.; Daoud, J.I. Nutrients depictions of Barhi date palm (Phoenix dactylifera L.) kernels. Int. Food Res. J. 2017, 24, 325–334. [Google Scholar]
- Soliman, S.S.; Al-Obeed, R.S.; Ahmed, T.A. Physico-chemical characteristics of oil produced from seeds of some date palm cultivars (Phoenix dactylifera L). J. Environ. Biol. 2015, 36, 455. [Google Scholar]
- Bouallegue, K.; Allaf, T.; Besombes, C.; Younes, R.B.; Allaf, K. Phenomenological modeling and intensification of texturing/grinding-assisted solvent oil extraction: Case of date seeds (Phoenix dactylifera L.). Arab. J. Chem. 2019, 12, 2398–2410. [Google Scholar] [CrossRef] [Green Version]
- Waezi-Zadeh, M.; Ghazanfari, A.; Noorbakhsh, S. Finite element analysis and modeling of water absorption by date pits during a soaking process. J. Zhejiang Univ. Sci. B 2010, 11, 482–488. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jamil, F.; Al-Muhtaseb, A.H.; Al-Haj, L.; Al-Hinai, M.A.; Hellier, P.; Rashid, U. Optimization of oil extraction from waste “date pits” for biodiesel production. Energy Convers. Manag. 2016, 117, 264–272. [Google Scholar] [CrossRef]
- Amani, M.A.; Davoudi, M.S.; Tahvildari, K.; Nabavi, S.M.; Davoudi, M.S. Biodiesel production from Phoenix dactylifera as a new feedstock. Ind. Crops Prod. 2013, 43, 40–43. [Google Scholar] [CrossRef]
- Al-Zuhair, S.; Taher, H.; Al Dhaheri, S.; Wajeeh, S.; Nour, M.; El-Najjar, E. Biodiesel Production from Oils Extracted from Date Pits. Green Sustain. Chem. 2017, 07, 48–56. [Google Scholar] [CrossRef] [Green Version]
- Ali, M.A.; Al-Hydary, I.A.; Al-Hattab, T.A. Nano-magnetic catalyst CaO-Fe3O4 for biodiesel production from date palm seed oil. Bull. Chem. React. Eng. Catal. 2017, 12, 460–468. [Google Scholar] [CrossRef] [Green Version]
- Farooq, M.; Ramli, A.; Naeem, A.; Mahmood, T.; Ahmad, S.; Humayun, M.; Islam, M.G.U. Biodiesel production from date seed oil (Phoenix dactylifera L.) via egg shell derived heterogeneous catalyst. Chem. Eng. Res. Des. 2018, 132, 644–651. [Google Scholar] [CrossRef]
- Abu-Jrai, A.M.; Jamil, F.; Al-Muhtaseb, A.H.; Baawain, M.; Al-Haj, L.; Al-Hinai, M.; Al-Abri, M.; Rafiq, S. Valorization of waste Date pits biomass for biodiesel production in presence of green carbon catalyst. Energy Convers. Manag. 2017, 135, 236–243. [Google Scholar] [CrossRef]
- Changmai, B.; Sudarsanam, P.; Rokhum, L. Biodiesel production using a renewable mesoporous solid catalyst. Ind. Crops Prod. 2019, 145, 111911. [Google Scholar] [CrossRef]
- Avhad, M.R.; Marchetti, J.M. Innovation in solid heterogeneous catalysis for the generation of economically viable and ecofriendly biodiesel: A review. Catal. Rev. Sci. Eng. 2016, 58, 157–208. [Google Scholar] [CrossRef]
- Vardast, N.; Haghighi, M.; Dehghani, S. Sono-dispersion of calcium over Al-MCM-41used as a nanocatalyst for biodiesel production from sunflower oil: Influence of ultrasound irradiation and calcium content on catalytic properties and performance. Renew. Energy 2019, 132, 979–988. [Google Scholar] [CrossRef]
- Chen, W.-K.; Tseng, H.-H.; Wei, M.-C.; Su, E.-C.; Chiu, I.-C. Transesterification of canola oil as biodiesel over Na/Zr-SBA-15 catalysts: Effect of zirconium content. Int. J. Hydrogen Energy 2014, 39, 19555–19562. [Google Scholar] [CrossRef]
- Carmo, A.C.; de Souza, L.K.C.; da Costa, C.E.F.; Longo, E.; Zamian, J.R.; da Rocha Filho, G.N. Production of biodiesel by esterification of palmitic acid over mesoporous aluminosilicate Al-MCM-41. Fuel 2009, 88, 461–468. [Google Scholar] [CrossRef]
- Jiménez-Morales, I.; Santamaría-González, J.; Maireles-Torres, P.; Jiménez-López, A. Calcined zirconium sulfate supported on MCM-41 silica as acid catalyst for ethanolysis of sunflower oil. Appl. Catal. B Environ. 2011, 103, 91–98. [Google Scholar] [CrossRef]
- Dehghani, S.; Haghighi, M. Sono-dispersion of MgO over Al-Ce-doped MCM-41 bifunctional nanocatalyst for one-step biodiesel production from acidic oil: Influence of ultrasound irradiation and Si/Ce molar ratio. Ultrason. Sonochem. 2019, 54, 142–152. [Google Scholar] [CrossRef]
- Dehghani, S.; Haghighi, M. Sono-enhanced dispersion of CaO over Zr-Doped MCM-41 bifunctional nanocatalyst with various Si/Zr ratios for conversion of waste cooking oil to biodiesel. Renew. Energy 2020, 153, 801–812. [Google Scholar] [CrossRef]
- Jiménez-López, A.; Jiménez-Morales, I.; Santamaría-González, J.; Maireles-Torres, P. Biodiesel production from sunflower oil by tungsten oxide supported on zirconium doped MCM-41 silica. J. Mol. Catal. A Chem. 2011, 335, 205–209. [Google Scholar] [CrossRef]
- Dehghani, S.; Haghighi, M. Sono-dispersed MgO over cerium-doped MCM-41 nanocatalyst for biodiesel production from acidic sunflower oil: Surface evolution by altering Si/Ce molar ratios. Waste Manag. 2019, 95, 584–592. [Google Scholar] [CrossRef] [PubMed]
- Ahmad, T.; Danish, M.; Kale, P.; Geremew, B.; Adeloju, S.B.; Nizami, M.; Ayoub, M. Optimization of process variables for biodiesel production by transesterification of flaxseed oil and produced biodiesel characterizations. Renew. Energy 2019, 139, 1272–1280. [Google Scholar] [CrossRef]
- Talebian-Kiakalaieh, A.; Amin, N.A.S.; Zarei, A.; Noshadi, I. Transesterification of waste cooking oil by heteropoly acid (HPA) catalyst: Optimization and kinetic model. Appl. Energy 2013, 102, 283–292. [Google Scholar] [CrossRef]
- Kostić, M.D.; Bazargan, A.; Stamenković, O.S.; Veljković, V.B.; McKay, G. Optimization and kinetics of sunflower oil methanolysis catalyzed by calcium oxide-based catalyst derived from palm kernel shell biochar. Fuel 2016, 163, 304–313. [Google Scholar] [CrossRef]
- Gupta, J.; Agarwal, M.; Dalai, A.K. Optimization of biodiesel production from mixture of edible and nonedible vegetable oils. Biocatal. Agric. Biotechnol. 2016, 8, 112–120. [Google Scholar] [CrossRef]
- Krishnamurthy, K.N.; Sridhara, S.N.; Ananda Kumar, C.S. Optimization and kinetic study of biodiesel production from Hydnocarpus wightiana oil and dairy waste scum using snail shell CaO nano catalyst. Renew. Energy 2020, 146, 280–296. [Google Scholar] [CrossRef]
- Tang, Z.E.; Lim, S.; Pang, Y.L.; Ong, H.C. Optimisation of corncob based heterogeneous acid catalysed biodiesel synthesis using response surface methodology. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Kuala Lumpur, Malaysia, 13–14 August 2018; IOP Publishing: Bristol, UK, 2018; Volume 458, p. 12082. [Google Scholar]
- Jibril, Z.I.; Ramli, A.; Jumbri, K. Al-MCM-41 Based Catalysts for Transesterification of Jatropha Oil to Biodiesel: Effect of Ce and Zr. J. Japan Inst. Energy 2018, 97, 200–204. [Google Scholar] [CrossRef] [Green Version]
- Jibril, Z.I.; Ramli, A.; Jumbri, K. Preparation and Characterization of Ce-Zr/Al-MCM-41 Bimetallic Catalyst for Transesterification of Jatropha Oil to Biodiesel. In Proceedings of the IOP Conference Series: Earth and Environmental Science, Kuala Lumpur, Malaysia, 16–18 January 2018; IOP Publishing: Bristol, UK, 2018; Volume 168, p. 12013. [Google Scholar]
- Ali, M.A.; Al-hattab, T.A.; Al-hydary, I.A. Extraction of Date Palm Seed Oil by Soxhlet Apparatus. Adv. Eng. Technol. 2015, 8, 261–271. [Google Scholar]
- Abdul Afiq, M.J.; Abdul Rahman, R.; Che Man, Y.B.; Al-Kahtani, H.A.; Mansor, T.S.T. Date seed and date seed oil. Int. Food Res. J. 2013, 20, 2035–2043. [Google Scholar]
- Efthymiopoulos, I.; Hellier, P.; Ladommatos, N.; Kay, A.; Mills-Lamptey, B. Effect of solvent extraction parameters on the recovery of oil from spent coffee grounds for biofuel production. Waste Biomass Valorization 2019, 10, 253–264. [Google Scholar] [CrossRef] [Green Version]
- Tuntiwiwattanapun, N.; Tongcumpou, C.; Wiesenborn, D. Optimization of alcoholic soybean oil extraction as a step towards developing in-situ transesterification for fatty acid isopropyl esters. Ind. Crops Prod. 2016, 94, 189–196. [Google Scholar] [CrossRef]
- Besbes, S.; Blecker, C.; Deroanne, C.; Lognay, G.; Drira, N.E.; Attia, H. Quality characteristics and oxidative stability of date seed oil during storage. Food Sci. Technol. Int. 2004, 10, 333–338. [Google Scholar] [CrossRef]
- Fadhil, A.B.; Alhayali, M.A.; Saeed, L.I. Date (Phoenix dactylifera L.) palm stones as a potential new feedstock for liquid bio-fuels production. Fuel 2017, 210, 165–176. [Google Scholar] [CrossRef]
- Xu, W.; Gao, L.; Wang, S.; Xiao, G. Biodiesel production in a membrane reactor using MCM-41 supported solid acid catalyst. Bioresour. Technol. 2014, 159, 286–291. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Niu, S.; Lu, C.; Gong, Z.; Hu, X. Catalytic performance of NaAlO2/γ-Al2O3 as heterogeneous nanocatalyst for biodiesel production: Optimization using response surface methodology. Energy Convers. Manag. 2020, 203, 112263. [Google Scholar] [CrossRef]
- Nguyen, H.C.; Nguyen, M.L.; Wang, F.-M.; Juan, H.-Y.; Su, C.-H. Biodiesel production by direct transesterification of wet spent coffee grounds using switchable solvent as a catalyst and solvent. Bioresour. Technol. 2020, 296, 122334. [Google Scholar] [CrossRef] [PubMed]
- Baskar, G.; Aberna Ebenezer Selvakumari, I.; Aiswarya, R. Biodiesel production from castor oil using heterogeneous Ni doped ZnO nanocatalyst. Bioresour. Technol. 2018, 250, 793–798. [Google Scholar] [CrossRef]
- Samart, C.; Karnjanakom, S.; Chaiya, C.; Reubroycharoen, P.; Sawangkeaw, R.; Charoenpanich, M. Statistical optimization of biodiesel production from para rubber seed oil by SO3H-MCM-41 catalyst. Arab. J. Chem. 2019, 12, 2028–2036. [Google Scholar] [CrossRef]
- Karnjanakom, S.; Kongparakul, S.; Chaiya, C.; Reubroycharoen, P.; Guan, G.; Samart, C. Biodiesel production from Hevea brasiliensis oil using SO3H-MCM-41 catalyst. J. Environ. Chem. Eng. 2016, 4, 47–55. [Google Scholar] [CrossRef]
- Pirouzmand, M.; Nikzad-kojanag, B.; Seyed-Rasulzade, S.K. Surfactant containing Ca/MCM-41 as a highly active, green and reusable catalyst for the transesterification of canola oil. Catal. Commun. 2015, 69, 196–201. [Google Scholar] [CrossRef]
- Sahani, S.; Roy, T.; Chandra Sharma, Y. Clean and efficient production of biodiesel using barium cerate as a heterogeneous catalyst for the biodiesel production; kinetics and thermodynamic study. J. Clean. Prod. 2019, 237, 117699. [Google Scholar] [CrossRef]
- Abdalla, R.S.M.; Albasheer, A.A.; ElHussein, A.R.M.; Gadkariem, E.A. Physico-chemical characteristics of date seed oil grown in Sudan. Am. J. Appl. Sci. 2012, 9, 993–999. [Google Scholar]
- Shanab, S.M.M.; Hanafy, E.A.; Shalaby, E.A. Biodiesel production and antioxidant activity of different Egyptian date palm seed cultivars. Asian J. Biochem. 2014, 9, 119–130. [Google Scholar] [CrossRef] [Green Version]
- Azeem, M.W.; Hanif, M.A.; Al-Sabahi, J.N.; Khan, A.A.; Naz, S.; Ijaz, A. Production of biodiesel from low priced, renewable and abundant date seed oil. Renew. Energy 2016, 86, 124–132. [Google Scholar] [CrossRef]
- Knothe, G. Production and Properties of Biodiesel from Algal Oils. In Algae for Biofuels and Energy; Borowitzka, M.A., Moheimani, N.R., Eds.; Springer: Dordrecht, The Netherlands, 2013; pp. 207–221. ISBN 9789400754799. [Google Scholar]
- Al-Muhtaseb, A.H.; Jamil, F.; Al-Haj, L.; Zar Myint, M.T.; Mahmoud, E.; Ahmad, M.N.M.; Hasan, A.O.; Rafiq, S. Biodiesel production over a catalyst prepared from biomass-derived waste date pits. Biotechnol. Rep. 2018, 20, e00284. [Google Scholar] [CrossRef]
- Nehdi, I.A.; Sbihi, H.M.; Tan, C.P.; Rashid, U.; Al-Resayes, S.I. Chemical Composition of Date Palm (Phoenix dactylifera L.) Seed Oil from Six Saudi Arabian Cultivars. J. Food Sci. 2018, 83, 624–630. [Google Scholar] [CrossRef]
- Ranucci, C.R.; Colpini, L.M.S.; Monteiro, M.R.; Kothe, V.; Gasparrini, L.J.; Alves, H.J. Preparation, characterization and stability of KF/Si-MCM-41 basic catalysts for application in soybean oil transesterification with methanol. J. Environ. Chem. Eng. 2015, 3, 703–707. [Google Scholar] [CrossRef]
- Singh, D.; Chopra, A.; Kumar, R.; Sastry, M.I.S.; Patel, M.B.; Basu, B. Response factor correction for estimation of ester content in biodiesel. Chromatographia 2014, 77, 165–169. [Google Scholar] [CrossRef]
- Talebi, A.F.; Tabatabaei, M.; Chisti, Y. BiodieselAnalyzer©: A user-friendly software for predicting the properties of prospective biodiesel. Biofuel Res. J. 2014, 1, 55–57. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Independent Variables | FAME Yield (%) | ||||
|---|---|---|---|---|---|---|
| A | B | C | D | Predicted | Actual | |
| 1 | 80 | 4 | 2 | 6 | 76.74 | 76.61 |
| 2 | 70 | 1 | 3 | 8 | 77.38 | 77.68 |
| 3 | 70 | 3 | 3 | 8 | 76.15 | 77.99 |
| 4 | 70 | 3 | 3 | 8 | 79.48 | 77.99 |
| 5 | 80 | 2 | 4 | 10 | 78.12 | 77.88 |
| 6 | 70 | 3 | 3 | 8 | 78.77 | 77.99 |
| 7 | 60 | 4 | 4 | 6 | 90.19 | 90.75 |
| 8 | 60 | 2 | 4 | 10 | 81.88 | 82.33 |
| 9 | 80 | 4 | 4 | 10 | 76.73 | 77.57 |
| 10 | 50 | 3 | 3 | 8 | 79.92 | 79.60 |
| 11 | 80 | 2 | 2 | 10 | 78.07 | 77.83 |
| 12 | 60 | 2 | 4 | 6 | 93.15 | 93.02 |
| 13 | 80 | 2 | 2 | 6 | 73.68 | 73.31 |
| 14 | 80 | 4 | 4 | 6 | 86.65 | 86.39 |
| 15 | 70 | 5 | 3 | 8 | 77.61 | 77.03 |
| 16 | 70 | 3 | 3 | 8 | 79.10 | 77.99 |
| 17 | 60 | 2 | 2 | 10 | 76.55 | 76.77 |
| 18 | 70 | 3 | 3 | 12 | 76.83 | 76.34 |
| 19 | 70 | 3 | 5 | 8 | 93.34 | 92.45 |
| 20 | 70 | 3 | 3 | 8 | 77.23 | 77.99 |
| 21 | 90 | 3 | 3 | 8 | 76.24 | 76.29 |
| 22 | 80 | 4 | 2 | 10 | 79.36 | 79.45 |
| 23 | 60 | 4 | 2 | 10 | 74.95 | 74.77 |
| 24 | 60 | 2 | 2 | 6 | 76.31 | 75.79 |
| 25 | 70 | 3 | 1 | 8 | 76.49 | 77.10 |
| 26 | 70 | 3 | 8 | 77.22 | 77.99 | |
| 27 | 60 | 4 | 4 | 10 | 78.06 | 78.39 |
| 28 | 60 | 4 | 2 | 6 | 75.27 | 75.46 |
| 29 | 80 | 2 | 4 | 6 | 84.53 | 85.03 |
| 30 | 70 | 3 | 3 | 4 | 83.97 | 84.19 |
| Source | Sum of Squares | Df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 750.46 | 14 | 53.60 | 62.16 | < 0.0001 |
| A: Temperature | 16.40 | 1 | 16.40 | 19.02 | 0.0006 |
| B: Time | 0.6273 | 1 | 0.6273 | 0.7274 | 0.4071 |
| C: Catalyst concentration | 353.28 | 1 | 353.28 | 409.69 | < 0.0001 |
| D: Methanol: oil molar ratio | 92.36 | 1 | 92.36 | 107.10 | < 0.0001 |
| AB | 13.14 | 1 | 13.14 | 15.24 | 0.0014 |
| AC | 30.31 | 1 | 30.31 | 35.14 | < 0.0001 |
| AD | 12.53 | 1 | 12.53 | 14.53 | 0.0017 |
| BC | 3.76 | 1 | 3.76 | 4.36 | 0.0541 |
| BD | 2.81 | 1 | 2.81 | 3.25 | 0.0914 |
| CD | 136.07 | 1 | 136.07 | 157.80 | < 0.0001 |
| A² | 0.0043 | 1 | 0.0043 | 0.0050 | 0.9447 |
| B² | 0.6912 | 1 | 0.6912 | 0.8016 | 0.3848 |
| C² | 78.92 | 1 | 78.92 | 91.52 | < 0.0001 |
| D² | 8.83 | 1 | 8.83 | 10.24 | 0.0060 |
| Residual | 12.93 | 15 | 0.8623 | ||
| Lack of Fit | 4.32 | 10 | 0.4318 | 0.2506 | 0.9701 |
| Pure Error | 8.62 | 5 | 1.72 | ||
| Cor Total | 763.40 | 29 |
| Properties | Phoenix dactylifera L. Seed Oil | Phoenix dactylifera L. Seed Oil FAME | Standard Limits | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| References | This study | [60] | [46] | This study | [46] | [7] | [21] | [59] | [18] | ASTM D6750 | EN14214 |
| Acid value (mg KOH/g) | 1.95 | 0.50 * | 1.23 | 0.46 | 0.1 | 0.21 | 0.27 | 0.26 | — | 0.8 max | 0.5 max |
| Density (g/cm3) at 20 °C | 0.909 | 0.917 | 0.92 | 0.889 | 0.8781 | 0.881 | 0.872 | 0.892 | 0.877 | 0.82–0.9 | 0.86–0.9 |
| Iodine value | 35.53 | 56.76 | 47.66 | 37.44 | 47.66 | — | — | — | 46 | — | 120 max |
| Saponification value (mg KOH/g) | 225.8 | 205.97 | 212 | 224.4 | 224 | — | — | — | 224 | — | — |
| Oxidation stability (h) at 110 °C | — | 17.2–22.9 | — | 19.94 | — | — | — | — | — | 3 min | 6 min |
| Cetane number | — | — | 61.32 | 62.20 | 59.75 | 61.12 | 56 | 59.31 | 60.3 | 47 min | 51 min |
| Flash point °C | — | — | 186 | 96 | 141 | 142 | 155 | 145 | 140 | 93 min | 120 min |
| Pour point °C | — | — | 3 | −1 | −1 | −1.23 | — | −2.1 | −1 | — | — |
| Total glycerol | — | — | 0.11 | 0.01 | 0.11 | 0.162 | — | 0.21 | — | 0.24 max | 0.25 max |
| Free glycerol | — | — | 0.015 | 0.015 | 0.015 | 0.011 | — | 0.011 | — | 0.02 max | 0.02 max |
| Metal Concentration | References | |||
|---|---|---|---|---|
| Catalyst | Ce (wt.%) | Zr (wt.%) | Impregnation method | Sonication method |
| Ce/Al-MCM-41 | 10 | — | [39] | Not published |
| 7.5Ce-2.5Zr/Al-MCM-41 | 7.5 | 2.5 | Not published | [40] |
| 5.0Ce-5.0Zr/Al-MCM-41 | 5 | 5 | [39] | [40] |
| 2.5Ce-7.5Zr/Al-MCM-41 | 2.5 | 7.5 | Not published | [40] |
| Zr/Al-MCM-41 | — | 10 | [39] | Not published |
| Independent Variables | Units | Label | Range and Level | ||||
|---|---|---|---|---|---|---|---|
| −2 | −1 | 0 | +1 | +2 | |||
| Temperature | °C | A | 50 | 60 | 70 | 80 | 90 |
| Time | h | B | 1 | 2 | 3 | 4 | 5 |
| Catalyst loading | wt.% | C | 1 | 2 | 3 | 4 | 5 |
| Methanol to oil ratio | mol/mol | D | 4 | 6 | 8 | 10 | 12 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jibril, Z.I.; Ramli, A.; Jumbri, K.; Mohamad Yunus, N. Phoenix dactylifera L. Seed Pretreatment for Oil Extraction and Optimization Studies for Biodiesel Production Using Ce-Zr/Al-MCM-41 Catalyst. Catalysts 2020, 10, 764. https://doi.org/10.3390/catal10070764
Jibril ZI, Ramli A, Jumbri K, Mohamad Yunus N. Phoenix dactylifera L. Seed Pretreatment for Oil Extraction and Optimization Studies for Biodiesel Production Using Ce-Zr/Al-MCM-41 Catalyst. Catalysts. 2020; 10(7):764. https://doi.org/10.3390/catal10070764
Chicago/Turabian StyleJibril, Zainab Ibrahim, Anita Ramli, Khairulazhar Jumbri, and Normawati Mohamad Yunus. 2020. "Phoenix dactylifera L. Seed Pretreatment for Oil Extraction and Optimization Studies for Biodiesel Production Using Ce-Zr/Al-MCM-41 Catalyst" Catalysts 10, no. 7: 764. https://doi.org/10.3390/catal10070764