
A Review of Print Heads for Fused Filament Fabrication of Continuous Carbon Fiber-Reinforced Composites

Abstract
:1. Introduction
2. Print Heads with Different Extrusion Methods
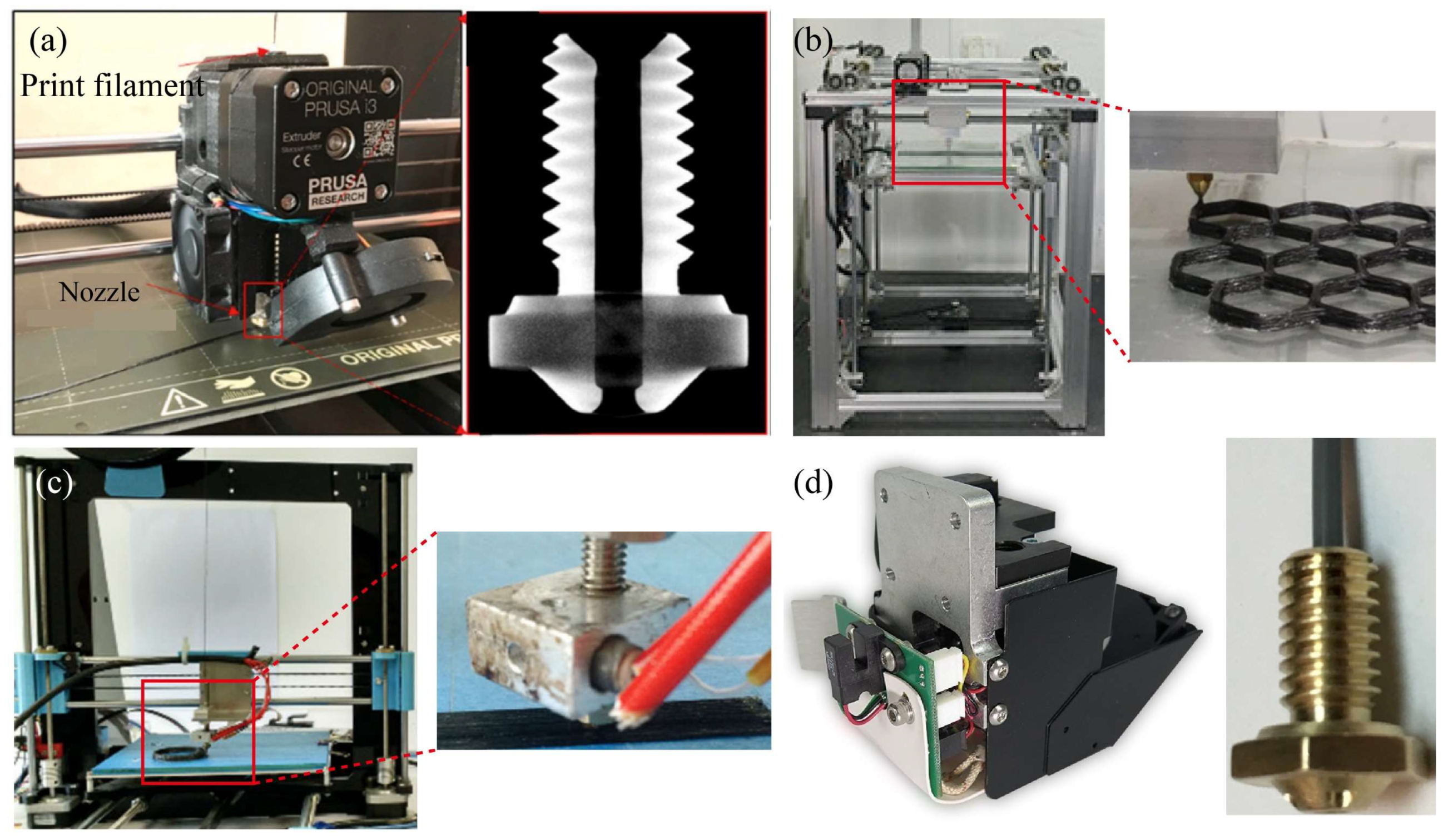
2.1. Single Extrusion

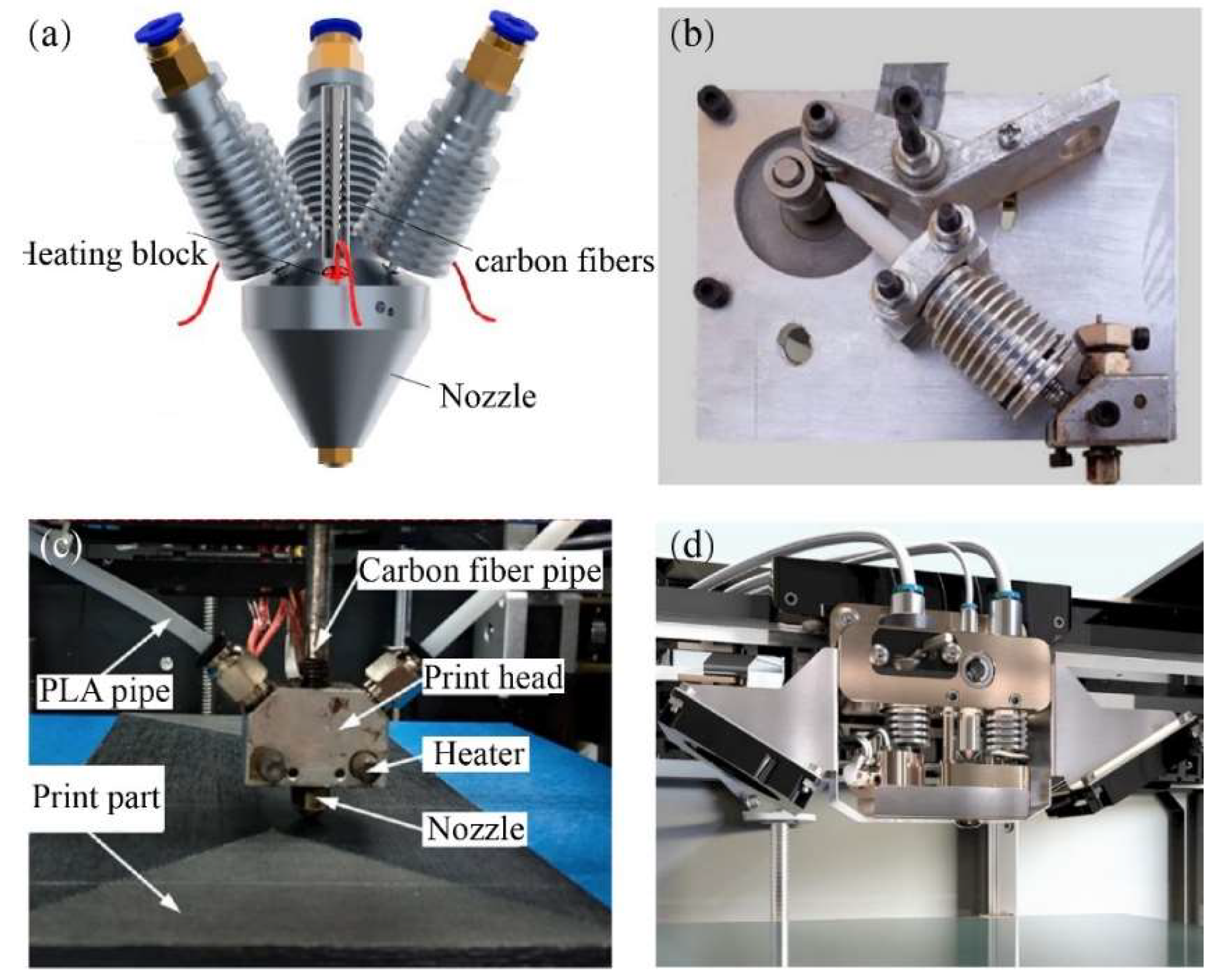
2.2. In Situ Co-Extrusion

2.3. Dual Extrusion

3. Key Components of the Print Head
3.1. Nozzle


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Extrusion Methods | Diameter of Nozzle | Print Temperature | Material of Nozzle | References |
|---|---|---|---|---|
| Single extrusion | 0.601 mm | 80–100 °C | Brass | Zhi et al. [21] |
| Single extrusion | 0.5–0.6 mm | 200–240 °C | - | Zhang et al. [22] |
| Single extrusion | 0.6 mm | 150 °C | - | Ming et al. [23] |
| Single extrusion | 1.5 mm | 200–230 °C | Steel | Hu et al. [25] |
| Single extrusion | 0.4 mm | – | Steel | Sugiyama et al. [26] |
| Single extrusion | 0.9–1.0 mm | 265–285 °C | Brass | Markforged printer [33] |
| Single extrusion | 0.8–2 mm | 240 °C | - | Akhoundi et al. [27] |
| Single extrusion | 0.6 mm | – | Brass | Li et al. [42] |
| Single extrusion | 0.6 mm | – | Ruby orifice | Olsson et al. [44] |
| Single extrusion | 1.0 mm | – | Brass | Todoroki et al. [45] |
| Single extrusion | 1.5 mm | 260 °C | Brass | Ichihara et al. [46] |
| In situ co-extrusion | 1.0 mm | 205 °C | Brass | Kuschmitz et al. [31] |
| In situ co-extrusion | 2.0 mm | 170–180 °C | Brass | Rarani et al. [32] |
| In situ co-extrusion | 0.8–1.0 mm | <270 °C | Steel | Anisoprint printer [35] |
| In situ co-extrusion | 1.75 mm | 180–230 °C | Brass | Yang et al. [39] |
| In situ co-extrusion | 0.5–1.8 mm | 235 °C | - | Mosleh et al. [48] |
| In situ co-extrusion | 4.0 mm | 190 °C | - | Pappas et al. [47] |
| Dual extrusion | 1.5 mm | 200–235 °C | Brass | Olcun et al. [41] |
3.2. Heating and Cooling Block
3.3. Chamber
3.4. Auxiliary Parts
3.4.1. Guide Pipe
3.4.2. Guide Pulley
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Rayna, T.; Striukova, L. From Rapid Prototyping to Home Fabrication: How 3D Printing Is Changing Business Model Innovation. Technol. Forecast. Soc. Change 2016, 102, 214–224. [Google Scholar] [CrossRef]
- Ritter, T.; McNiffe, E.; Higgins, T.; Sam-Daliri, O.; Flanagan, T.; Walls, M.; Ghabezi, P.; Finnegan, W.; Mitchell, S.; Harrison, N.M. Design and Modification of a Material Extrusion 3D Printer to Manufacture Functional Gradient PEEK Components. Polymers 2023, 15, 3825. [Google Scholar] [CrossRef]
- Wang, F.; Wang, G.; Wang, H.; Fu, R.; Lei, Y.; He, J. 3D Printing Technology for Short-Continuous Carbon Fiber Synchronous Reinforced Thermoplastic Composites: A Comparison between Towpreg Extrusion and In Situ Impregnation Processes. Chin. J. Mech. Eng. Addit. Manuf. Front. 2023, 2, 100092. [Google Scholar] [CrossRef]
- Vedrtnam, A.; Ghabezi, P.; Gunwant, D.; Jiang, Y.; Sam-Daliri, O.; Harrison, N.; Goggins, J.; Finnegan, W. Mechanical Performance of 3D-Printed Continuous Fibre Onyx Composites for Drone Applications: An Experimental and Numerical Analysis. Compos. Part C Open Access 2023, 12, 100418. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, T.; Jiang, Q.; He, L.; Bismarck, A.; Hu, Q. Recent Progress of 3D Printed Continuous Fiber Reinforced Polymer Composites Based on Fused Deposition Modeling: A Review. J. Mater. Sci. 2021, 56, 12999–13022. [Google Scholar] [CrossRef]
- Chen, Y.; Mai, Y.-W.; Ye, L. Perspectives for Multiphase Mechanical Metamaterials. Mater. Sci. Eng. R Rep. 2023, 153, 100725. [Google Scholar] [CrossRef]
- Chen, Y.; Ye, L. Topological Design for 3D-Printing of Carbon Fibre Reinforced Composite Structural Parts. Compos. Sci. Technol. 2021, 204, 108644. [Google Scholar] [CrossRef]
- Chen, Y.; Ye, L.; Kinloch, A.J.; Zhang, Y.X. 3D Printed Carbon-Fibre Reinforced Composite Lattice Structures with Good Thermal-Dimensional Stability. Compos. Sci. Technol. 2022, 227, 109599. [Google Scholar] [CrossRef]
- An, Y.; Myung, J.H.; Yoon, J.; Yu, W.-R. Three-Dimensional Printing of Continuous Carbon Fiber-Reinforced Polymer Composites via in-Situ Pin-Assisted Melt Impregnation. Addit. Manuf. 2022, 55, 102860. [Google Scholar] [CrossRef]
- Liu, T.; Tian, X.; Zhang, Y.; Cao, Y.; Li, D. High-Pressure Interfacial Impregnation by Micro-Screw in-Situ Extrusion for 3D Printed Continuous Carbon Fiber Reinforced Nylon Composites. Compos. Part A Appl. Sci. Manuf. 2020, 130, 105770. [Google Scholar] [CrossRef]
- Wang, Z.; Luan, C.; Liao, G.; Yao, X.; Fu, J. Mechanical and Self-Monitoring Behaviors of 3D Printing Smart Continuous Carbon Fiber-Thermoplastic Lattice Truss Sandwich Structure. Compos. B Eng. 2019, 176, 107215. [Google Scholar] [CrossRef]
- Wan Muhamad, W.M.; Saharudin, M.S. Nozzle Design for Fused Deposition Modelling 3D Printing of Carbon Fibre Reinforced Polymer Composite Component Using Simulation Method. PalArch’s J. Archaeol. Egypt/Egyptol. 2020, 17, 4192–4204. [Google Scholar]
- Sun, H.; Li, D.; Qu, Y.; Zhi, Q.; Tian, X.; Li, D.; Zhu, W. Near-Perfect Turning of Robot-Based 3D Printing Continuous Carbon Fiber Reinforced Nylon Composites Based on Fiber-Scale Internal Stress Characterization. Compos. Part A Appl. Sci. Manuf. 2023, 175, 107805. [Google Scholar] [CrossRef]
- Adams, T.; Heuer, C.; Brell-Cokcan, S. Dynamic 3D Print Head for Spatial Strand Extrusion of Fiber-Reinforced Concrete: Requirements, Development and Application. Constr. Robot. 2022, 6, 1–13. [Google Scholar] [CrossRef]
- Kamaal, M.; Anas, M.; Rastogi, H.; Bhardwaj, N.; Rahaman, A. Effect of FDM Process Parameters on Mechanical Properties of 3D-Printed Carbon Fibre–PLA Composite. Prog. Addit. Manuf. 2021, 6, 63–69. [Google Scholar] [CrossRef]
- Chen, Y.; Ye, L. Designing and Tailoring Effective Elastic Modulus and Negative Poisson’s Ratio with Continuous Carbon Fibres Using 3D Printing. Compos. Part A Appl. Sci. Manuf. 2021, 150, 106625. [Google Scholar] [CrossRef]
- Fan, C.; Shan, Z.; Zou, G.; Zhan, L.; Yan, D. Interfacial Bonding Mechanism and Mechanical Performance of Continuous Fiber Reinforced Composites in Additive Manufacturing. Chin. J. Mech. Eng. 2021, 34, 21. [Google Scholar] [CrossRef]
- Syrlybayev, D.; Zharylkassyn, B.; Seisekulova, A.; Akhmetov, M.; Perveen, A.; Talamona, D. Optimisation of Strength Properties of FDM Printed Parts—A Critical Review. Polymers 2021, 13, 1587. [Google Scholar] [CrossRef]
- Serdeczny, M.P.; Comminal, R.; Mollah, M.T.; Pedersen, D.B.; Spangenberg, J. Viscoelastic Simulation and Optimisation of the Polymer Flow through the Hot-End during Filament-Based Material Extrusion Additive Manufacturing. Virtual Phys. Prototyp. 2022, 17, 205–219. [Google Scholar] [CrossRef]
- Zhuo, P.; Li, S.; Ashcroft, I.A.; Jones, I.A. Continuous Fibre Composite 3D Printing with Pultruded Carbon/PA6 Commingled Fibres: Processing and Mechanical Properties. Compos. Sci. Technol. 2022, 221, 109341. [Google Scholar] [CrossRef]
- Zhi, Q.; Li, D.; Zhang, Z.; Fu, L.; Zhu, W. High-Content Continuous Carbon Fiber Reinforced Multifunctional Prepreg Filaments Suitable for Direct 3D-Printing. Compos. Commun. 2023, 44, 101726. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, K.; Li, A.; Wan, L.; Robert, C.; Brádaigh, C.M.Ó.; Yang, D. 3D Printing of Continuous Carbon Fibre Reinforced Powder-Based Epoxy Composites. Compos. Commun. 2022, 33, 101239. [Google Scholar] [CrossRef]
- Ming, Y.; Duan, Y.; Wang, B.; Xiao, H.; Zhang, X. A Novel Route to Fabricate High-Performance 3D Printed Continuous Fiber-Reinforced Thermosetting Polymer Composites. Materials 2019, 12, 1369. [Google Scholar] [CrossRef] [PubMed]
- Dhakal, N.; Wang, X.; Espejo, C.; Morina, A.; Emami, N. Impact of Processing Defects on Microstructure, Surface Quality, and Tribological Performance in 3D Printed Polymers. J. Mater. Res. Technol. 2023, 23, 1252–1272. [Google Scholar] [CrossRef]
- Hu, Q.; Duan, Y.; Zhang, H.; Liu, D.; Yan, B.; Peng, F. Manufacturing and 3D Printing of Continuous Carbon Fiber Prepreg Filament. J. Mater. Sci. 2018, 53, 1887–1898. [Google Scholar] [CrossRef]
- Sugiyama, K.; Matsuzaki, R.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D Printing of Composite Sandwich Structures Using Continuous Carbon Fiber and Fiber Tension. Compos. Part. A Appl. Sci. Manuf. 2018, 113, 114–121. [Google Scholar] [CrossRef]
- Akhoundi, B.; Behravesh, A.H.; Bagheri Saed, A. An Innovative Design Approach in Three-Dimensional Printing of Continuous Fiber–Reinforced Thermoplastic Composites via Fused Deposition Modeling Process: In-Melt Simultaneous Impregnation. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2020, 234, 243–259. [Google Scholar] [CrossRef]
- Giarmas, E.; Tsongas, K.; Tzimtzimis, E.K.; Korlos, A.; Tzetzis, D. Mechanical and FEA-Assisted Characterization of 3D Printed Continuous Glass Fiber Reinforced Nylon Cellular Structures. J. Compos. Sci. 2021, 5, 313. [Google Scholar] [CrossRef]
- Chen, A.Y.; Baehr, S.; Turner, A.; Zhang, Z.; Gu, G.X. Carbon-Fiber Reinforced Polymer Composites: A Comparison of Manufacturing Methods on Mechanical Properties. Int. J. Lightweight Mater. Manuf. 2021, 4, 468–479. [Google Scholar] [CrossRef]
- Santos, J.D.; Fernández, A.; Ripoll, L.; Blanco, N. Experimental Characterization and Analysis of the In-Plane Elastic Properties and Interlaminar Fracture Toughness of a 3D-Printed Continuous Carbon Fiber-Reinforced Composite. Polymers 2022, 14, 506. [Google Scholar] [CrossRef]
- Kuschmitz, S.; Schirp, A.; Busse, J.; Watschke, H.; Schirp, C.; Vietor, T. Development and Processing of Continuous Flax and Carbon Fiber-Reinforced Thermoplastic Composites by a Modified Material Extrusion Process. Materials 2021, 14, 2332. [Google Scholar] [CrossRef]
- Heidari-Rarani, M.; Rafiee-Afarani, M.; Zahedi, A.M. Mechanical Characterization of FDM 3D Printing of Continuous Carbon Fiber Reinforced PLA Composites. Compos. B Eng. 2019, 175, 107147. [Google Scholar] [CrossRef]
- Wang, F.; Wang, G.; Ning, F.; Zhang, Z. Fiber–Matrix Impregnation Behavior during Additive Manufacturing of Continuous Carbon Fiber Reinforced Polylactic Acid Composites. Addit. Manuf. 2021, 37, 101661. [Google Scholar] [CrossRef]
- Zhang, Z.; Long, Y.; Yang, Z.; Fu, K.; Li, Y. An Investigation into Printing Pressure of 3D Printed Continuous Carbon Fiber Reinforced Composites. Compos. Part. A Appl. Sci. Manuf. 2022, 162, 107162. [Google Scholar] [CrossRef]
- Kasmi, S.; Ginoux, G.; Allaoui, S.; Alix, S. Investigation of 3D Printing Strategy on the Mechanical Performance of Coextruded Continuous Carbon Fiber Reinforced PETG. J. Appl. Polym. Sci. 2021, 138, 50955. [Google Scholar] [CrossRef]
- Adumitroaie, A.; Antonov, F.; Khaziev, A.; Azarov, A.; Golubev, M.; Vasiliev, V. V Novel Continuous Fiber Bi-Matrix Composite 3-D Printing Technology. Materials 2019, 12, 3011. [Google Scholar] [CrossRef] [PubMed]
- Gao, J.; Li, B.; Bu, H.; Li, X.; Zhan, X. Effect of Infill Density and Reinforced Perimeters on Tensile Properties and Fracture Mechanism of 3D Printing Carbon Fiber–Reinforced Composite. Int. J. Adv. Manuf. Technol. 2023, 128, 267–281. [Google Scholar] [CrossRef]
- Kaczmarek, D.; Walczyk, D.; Garofalo, J.; Sobkowicz-Kline, M. An Investigation of in Situ Impregnation for Additive Manufacturing of Thermoplastic Composites. J. Manuf. Process 2021, 64, 972–981. [Google Scholar] [CrossRef]
- Yang, Y.; Yang, B.; Chang, Z.; Duan, J.; Chen, W. Research Status of and Prospects for 3D Printing for Continuous Fiber-Reinforced Thermoplastic Composites. Polymers 2023, 15, 3653. [Google Scholar] [CrossRef]
- Saari, M.; Cox, B.; Richer, E.; Krueger, P.S.; Cohen, A.L. Fiber Encapsulation Additive Manufacturing: An Enabling Technology for 3D Printing of Electromechanical Devices and Robotic Components. 3D Print. Addit. Manuf. 2015, 2, 32–39. [Google Scholar] [CrossRef]
- Olcun, S.; Ibrahim, Y.; Isaacs, C.; Karam, M.; Elkholy, A.; Kempers, R. Thermal Conductivity of 3D-Printed Continuous Pitch Carbon Fiber Composites. Addit. Manuf. Lett. 2023, 4, 100106. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.; Liu, S. Rapid Prototyping of Continuous Carbon Fiber Reinforced Polylactic Acid Composites by 3D Printing. J. Mater. Process Technol. 2016, 238, 218–225. [Google Scholar] [CrossRef]
- Parmiggiani, A.; Prato, M.; Pizzorni, M. Effect of the Fiber Orientation on the Tensile and Flexural Behavior of Continuous Carbon Fiber Composites Made via Fused Filament Fabrication. Int. J. Adv. Manuf. Technol. 2021, 114, 2085–2101. [Google Scholar] [CrossRef]
- Olsson, A.; Hellsing, M.S.; Rennie, A.R. New Possibilities Using Additive Manufacturing with Materials That Are Difficult to Process and with Complex Structures. Phys. Scr. 2017, 92, 053002. [Google Scholar] [CrossRef]
- Todoroki, A.; Oasada, T.; Mizutani, Y.; Suzuki, Y.; Ueda, M.; Matsuzaki, R.; Hirano, Y. Tensile Property Evaluations of 3D Printed Continuous Carbon Fiber Reinforced Thermoplastic Composites. Adv. Compos. Mater. 2020, 29, 147–162. [Google Scholar] [CrossRef]
- Ichihara, N.; Ueda, M.; Kajiwara, K.; Le Duigou, A.; Castro, M. 3D Printing with Tension and Compaction: Prevention of Fiber Waviness in 3D-Printed Continuous Carbon Fiber–Reinforced Thermoplastics. Adv. Compos. Mater. 2023, 1–11. [Google Scholar] [CrossRef]
- Pappas, J.M.; Thakur, A.R.; Leu, M.C.; Dong, X. A Parametric Study and Characterization of Additively Manufactured Continuous Carbon Fiber Reinforced Composites for High-Speed 3D Printing. Int. J. Adv. Manuf. Technol. 2021, 113, 2137–2151. [Google Scholar] [CrossRef]
- Mosleh, N.; Rezadoust, A.M.; Dariushi, S. Determining Process-Window for Manufacturing of Continuous Carbon Fiber-Reinforced Composite Using 3D-Printing. Mater. Manuf. Process. 2021, 36, 409–418. [Google Scholar] [CrossRef]
- Zhang, F.; Ma, G.; Tan, Y. The Nozzle Structure Design and Analysis for Continuous Carbon Fiber Composite 3D Printing. In Proceedings of the 2017 7th International Conference on Advanced Design and Manufacturing Engineering (ICADME 2017), Shenzhen, China, 10–11 May 2017; Atlantis Press: Dordrecht, The Netherlands, 2017; pp. 193–199. [Google Scholar]
- Heller, B.P.; Smith, D.E.; Jack, D.A. Planar Deposition Flow Modeling of Fiber Filled Composites in Large Area Additive Manufacturing. Addit. Manuf. 2019, 25, 227–238. [Google Scholar] [CrossRef]
- Ye, W.; Lin, G.; Wu, W.; Geng, P.; Hu, X.; Gao, Z.; Zhao, J. Separated 3D Printing of Continuous Carbon Fiber Reinforced Thermoplastic Polyimide. Compos. Part. A Appl. Sci. Manuf. 2019, 121, 457–464. [Google Scholar] [CrossRef]
- Vaneker, T.H.J. Material Extrusion of Continuous Fiber Reinforced Plastics Using Commingled Yarn. Procedia CIRP 2017, 66, 317–322. [Google Scholar] [CrossRef]
- He, X.; Ding, Y.; Lei, Z.; Welch, S.; Zhang, W.; Dunn, M.; Yu, K. 3D Printing of Continuous Fiber-Reinforced Thermoset Composites. Addit. Manuf. 2021, 40, 101921. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-Dimensional Printing of Continuous-Fiber Composites by in-Nozzle Impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [PubMed]





| Extrusion Methods | Pros | Cons |
|---|---|---|
| Single extrusion | Simplicity, versatility, high molding quality, high degree of impregnation. | Limits the selection of constituent materials, low volume fraction of carbon fibers, low processing efficiency. |
| In situ co-extrusion | High volume fraction of carbon fibers, high molding quality, enhanced flexibility in the selection of constituent materials. | Complex internal structural configuration of the print head, low degree of impregnation, low processing efficiency. |
| Dual extrusion | High processing efficiency, enhanced flexibility in the selection of constituent materials. | (Lack of relevant reports.) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, H.; Chen, Y. A Review of Print Heads for Fused Filament Fabrication of Continuous Carbon Fiber-Reinforced Composites. Micromachines 2024, 15, 432. https://doi.org/10.3390/mi15040432
Cai H, Chen Y. A Review of Print Heads for Fused Filament Fabrication of Continuous Carbon Fiber-Reinforced Composites. Micromachines. 2024; 15(4):432. https://doi.org/10.3390/mi15040432
Chicago/Turabian StyleCai, Heng, and Yuan Chen. 2024. "A Review of Print Heads for Fused Filament Fabrication of Continuous Carbon Fiber-Reinforced Composites" Micromachines 15, no. 4: 432. https://doi.org/10.3390/mi15040432