
Study on Laser Polishing of Ti6Al4V Fabricated by Selective Laser Melting
Abstract
:1. Introduction
2. Experimental Details
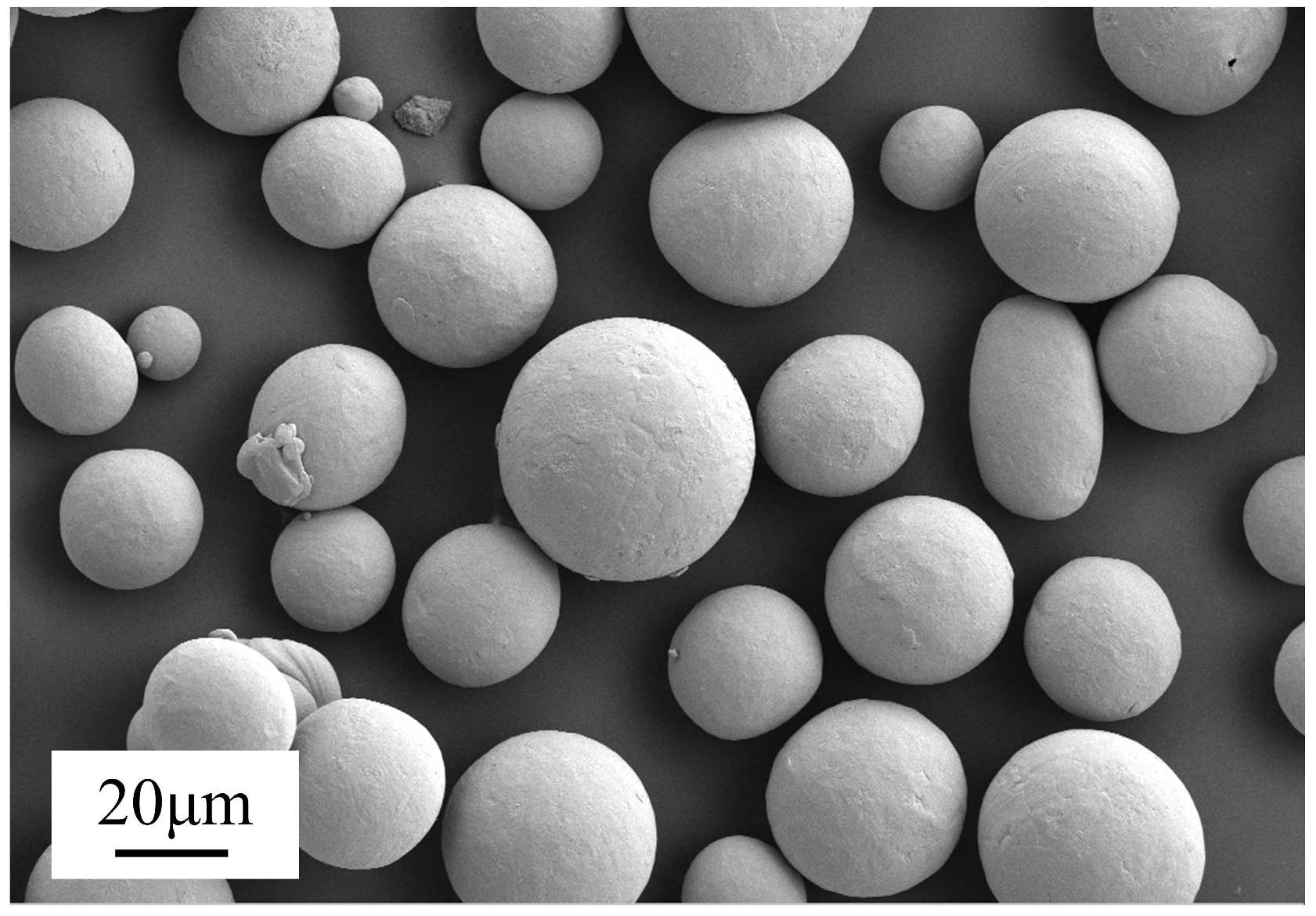
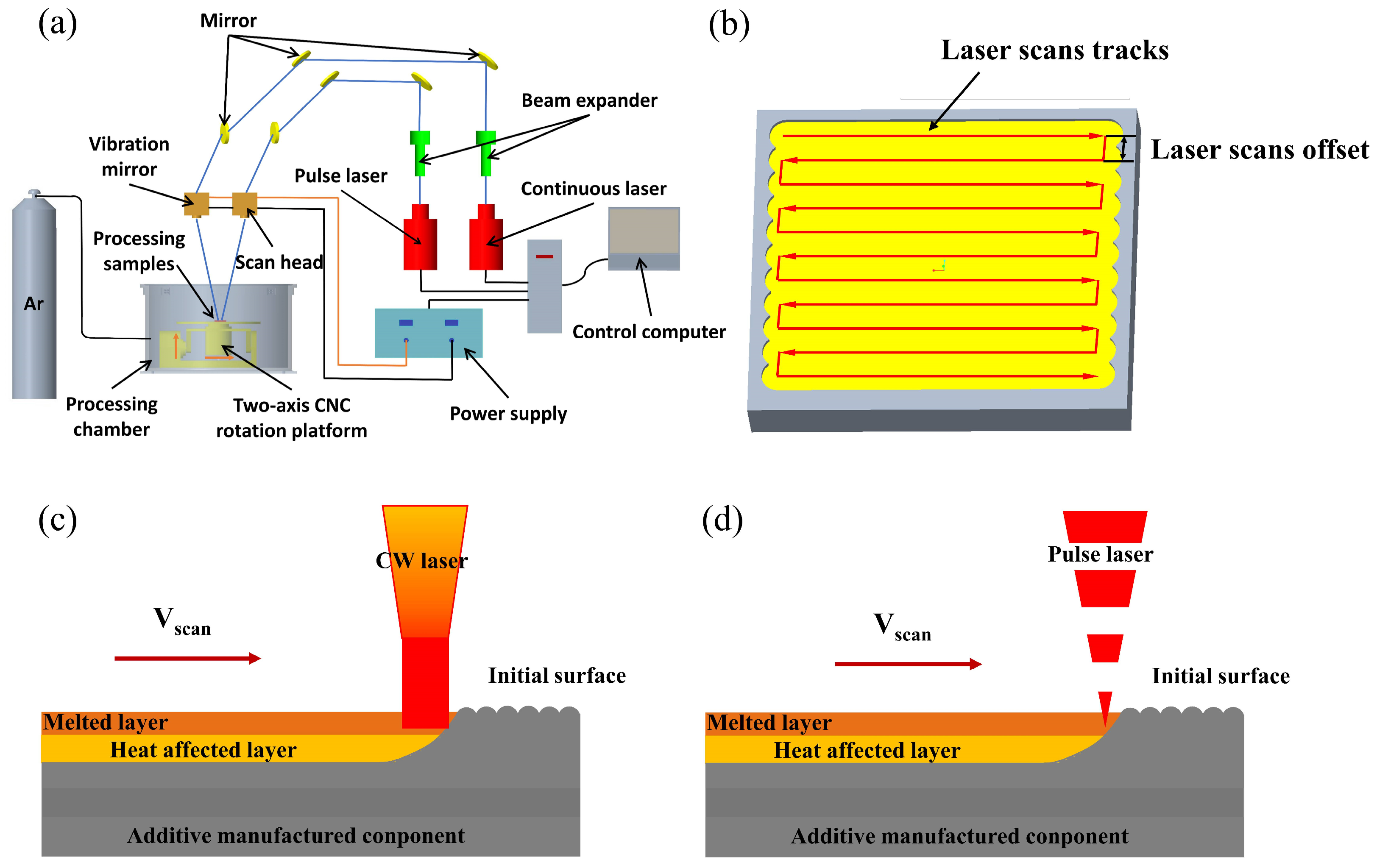
2.1. Experimental Material and Equipment
2.2. Surface Characterization
3. Results and Discussions
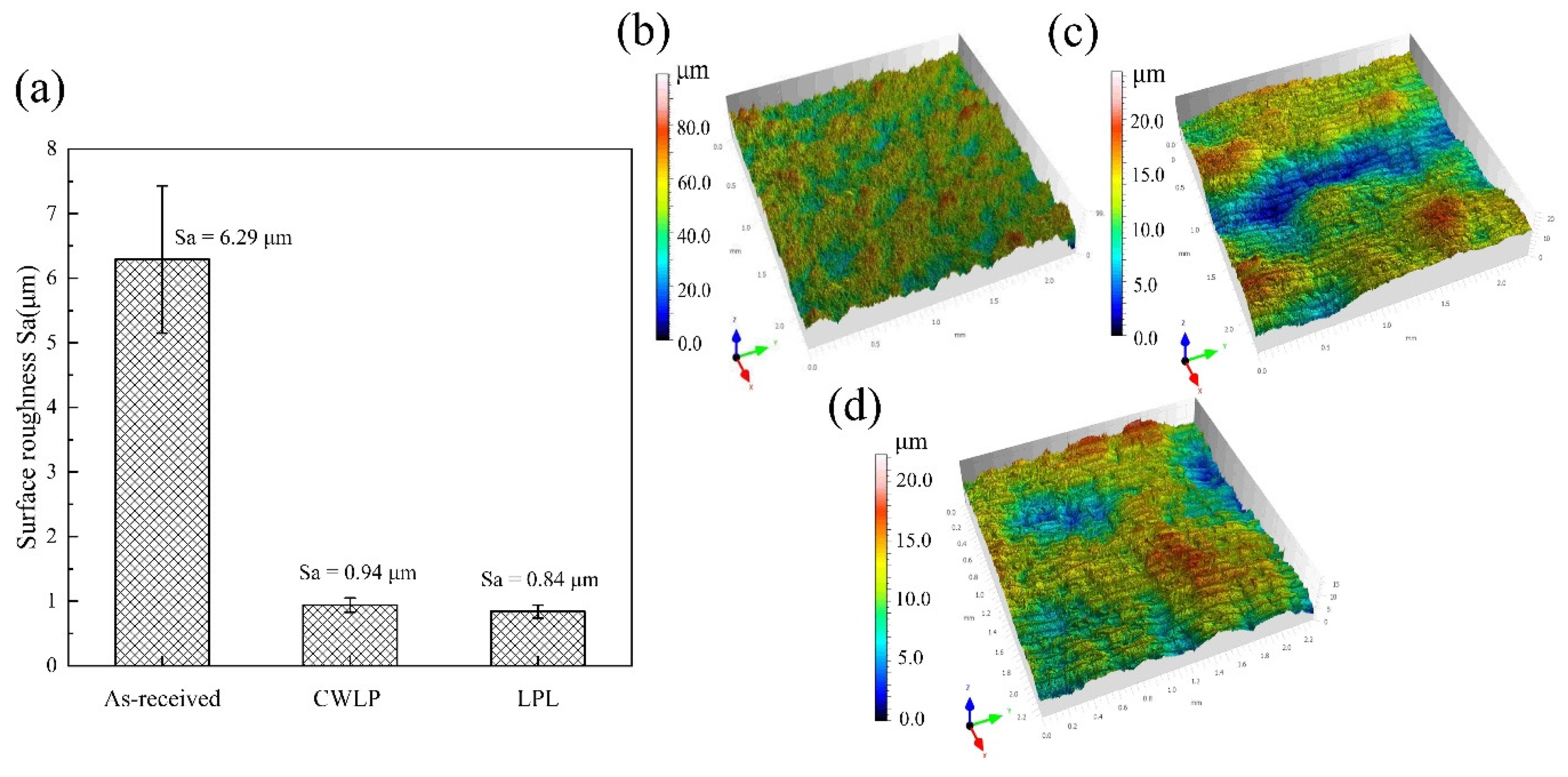
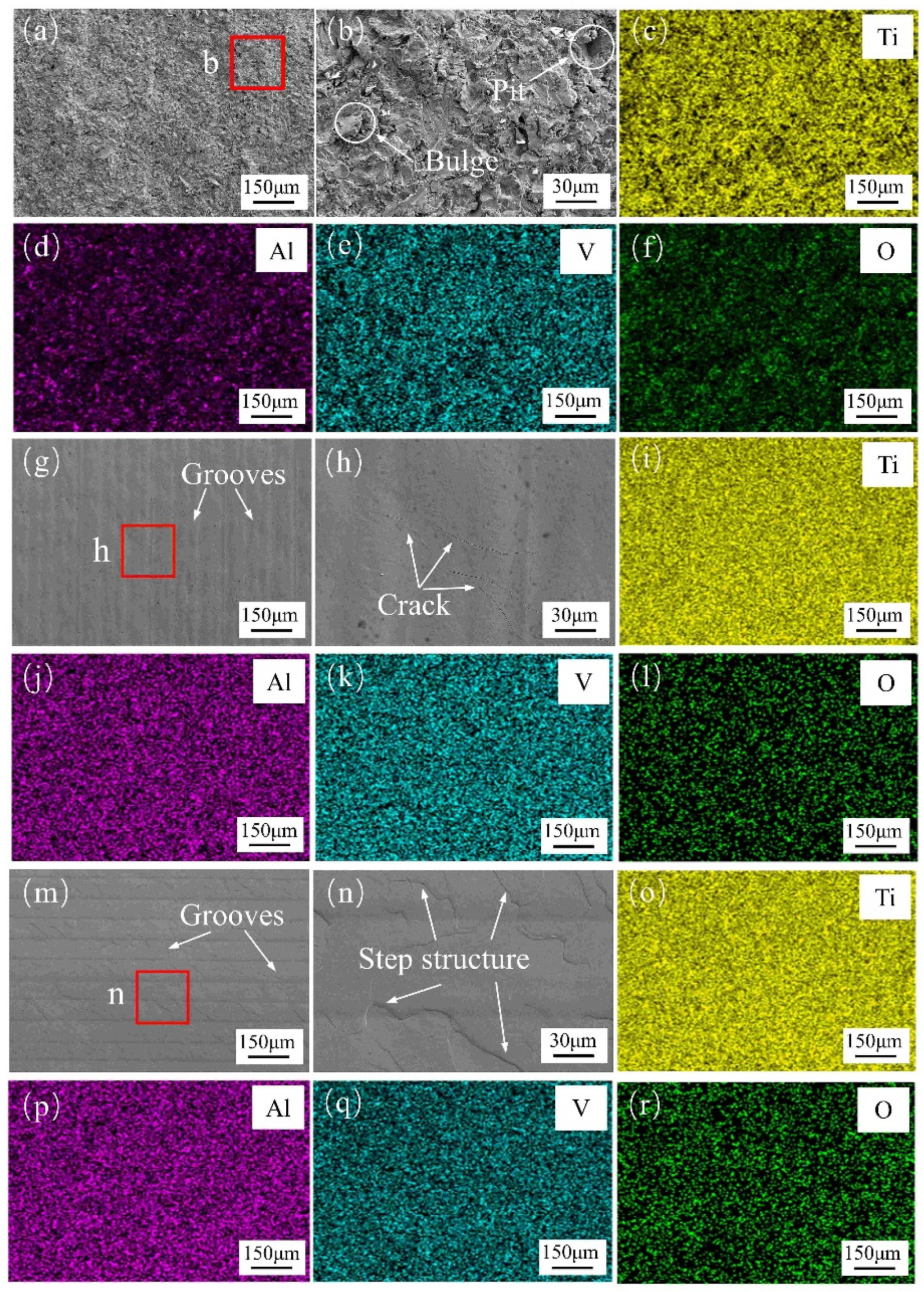
3.1. The Effect of Laser Polishing on Surface Roughness and Surface Topography
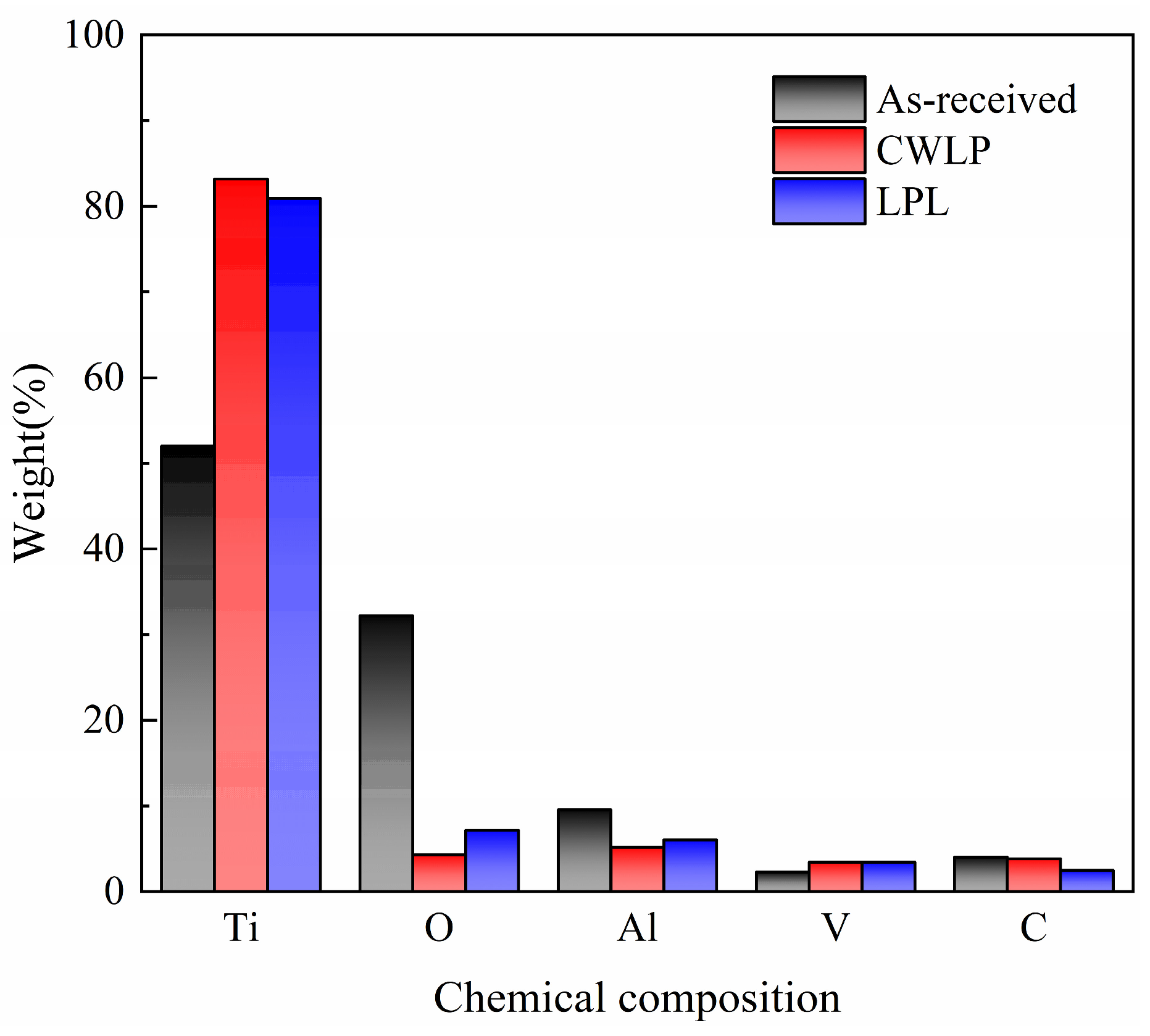
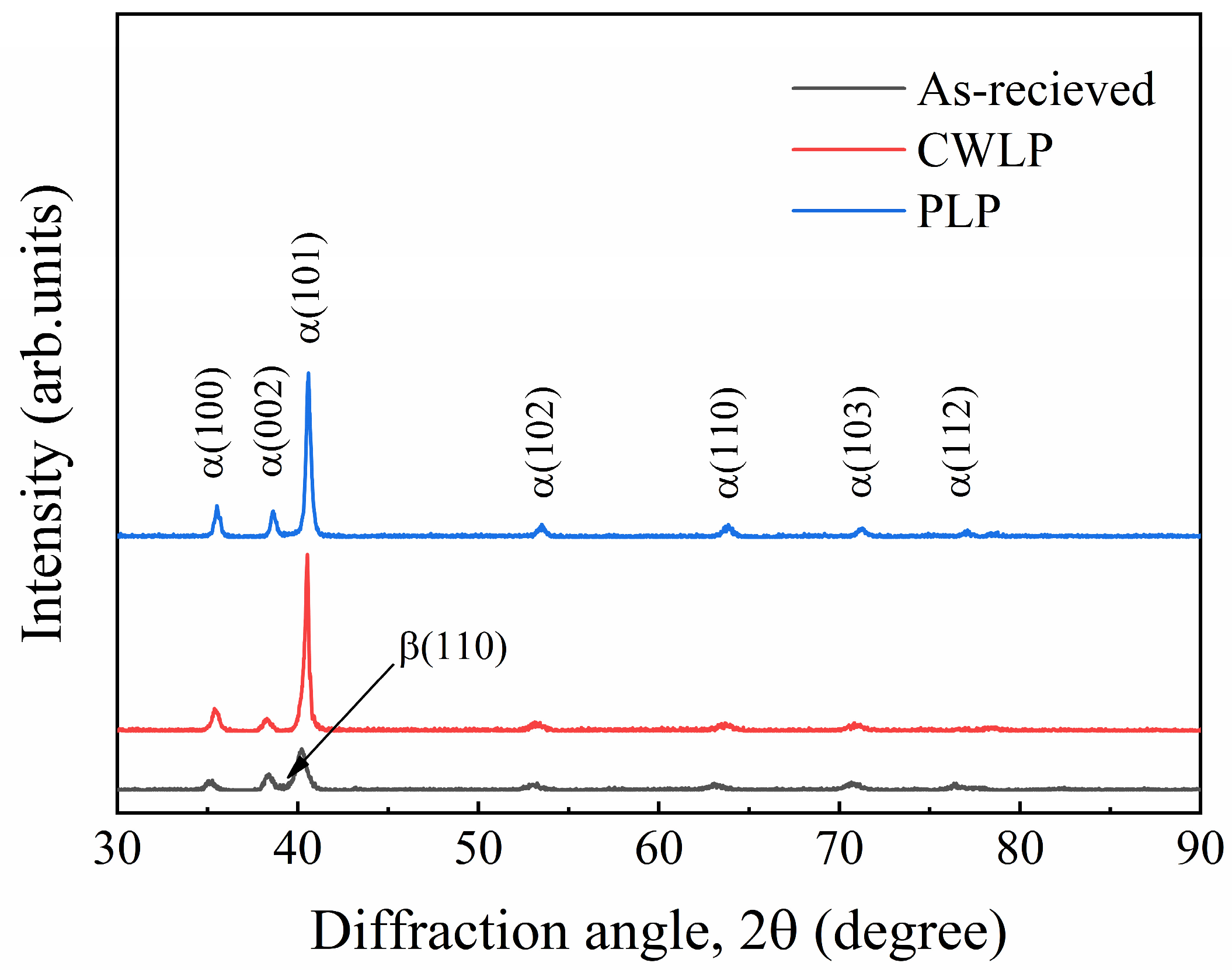
3.2. The Effect of Laser Polishing on Microstructure Evolution and Phase Composition
3.3. The Effect of Laser Polishing on Microhardness
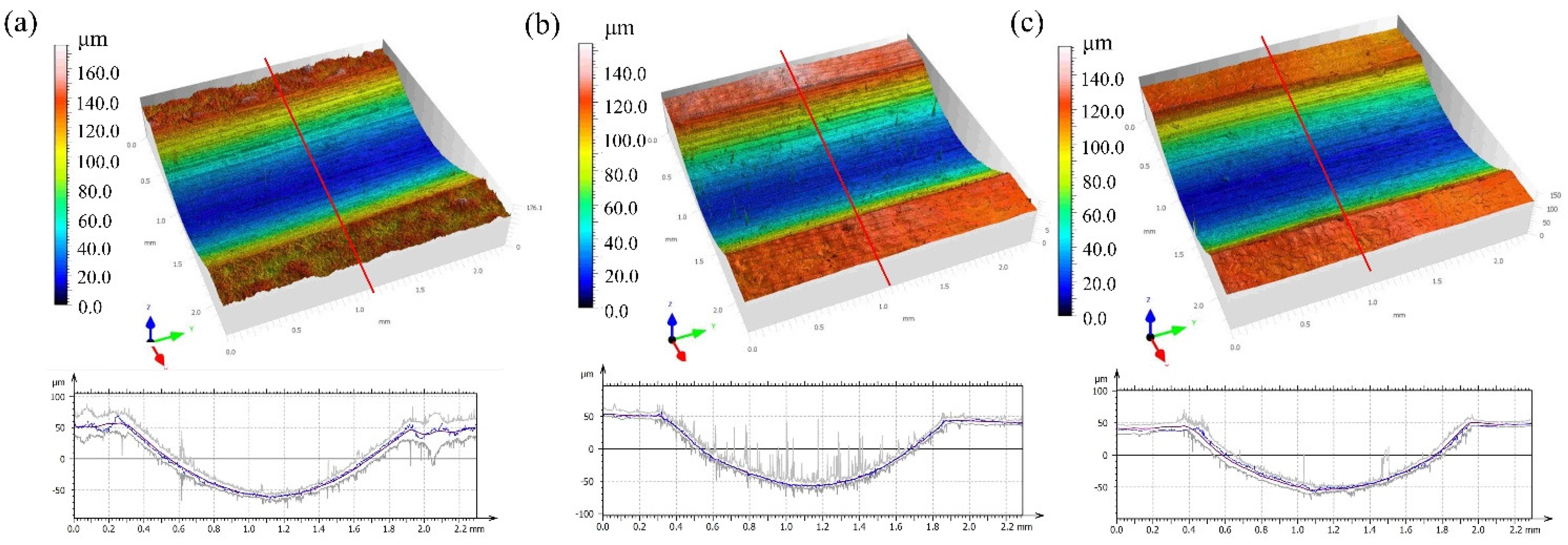
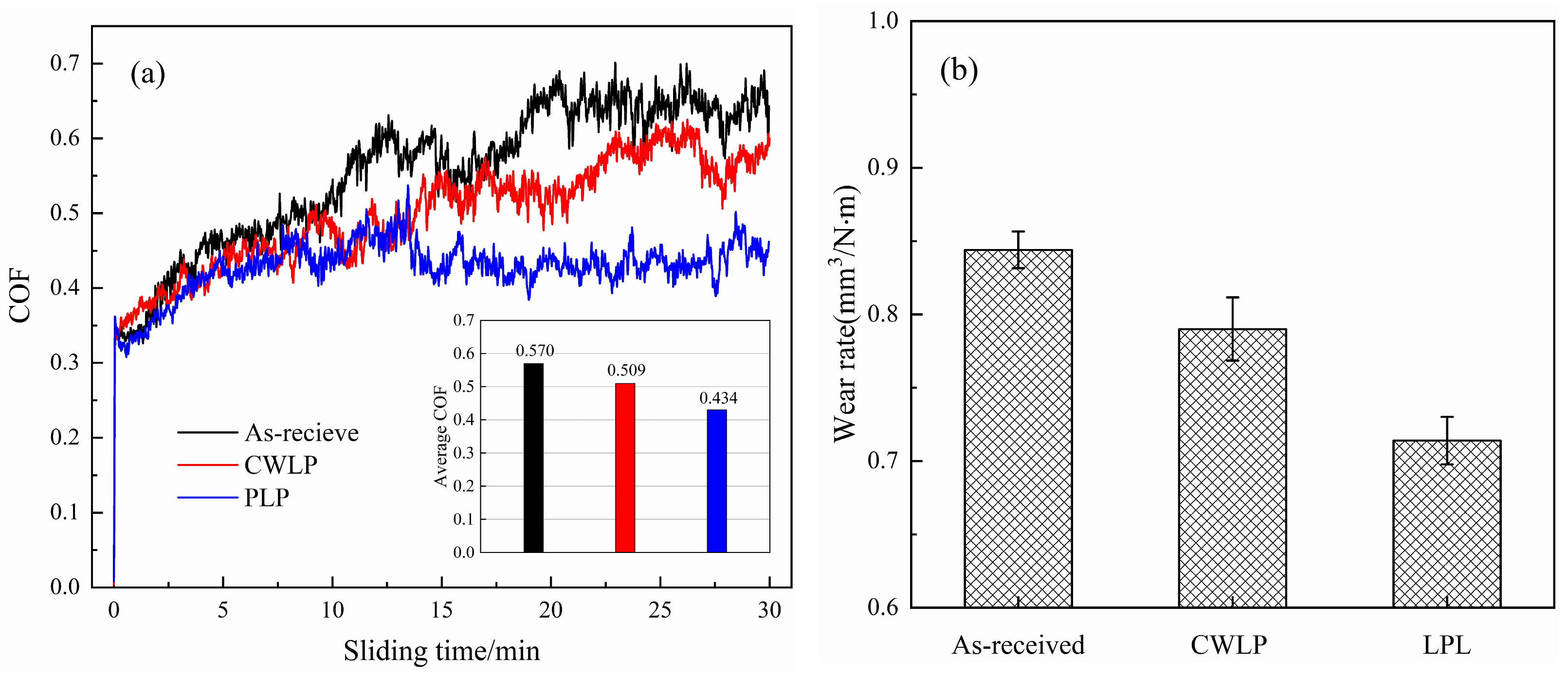
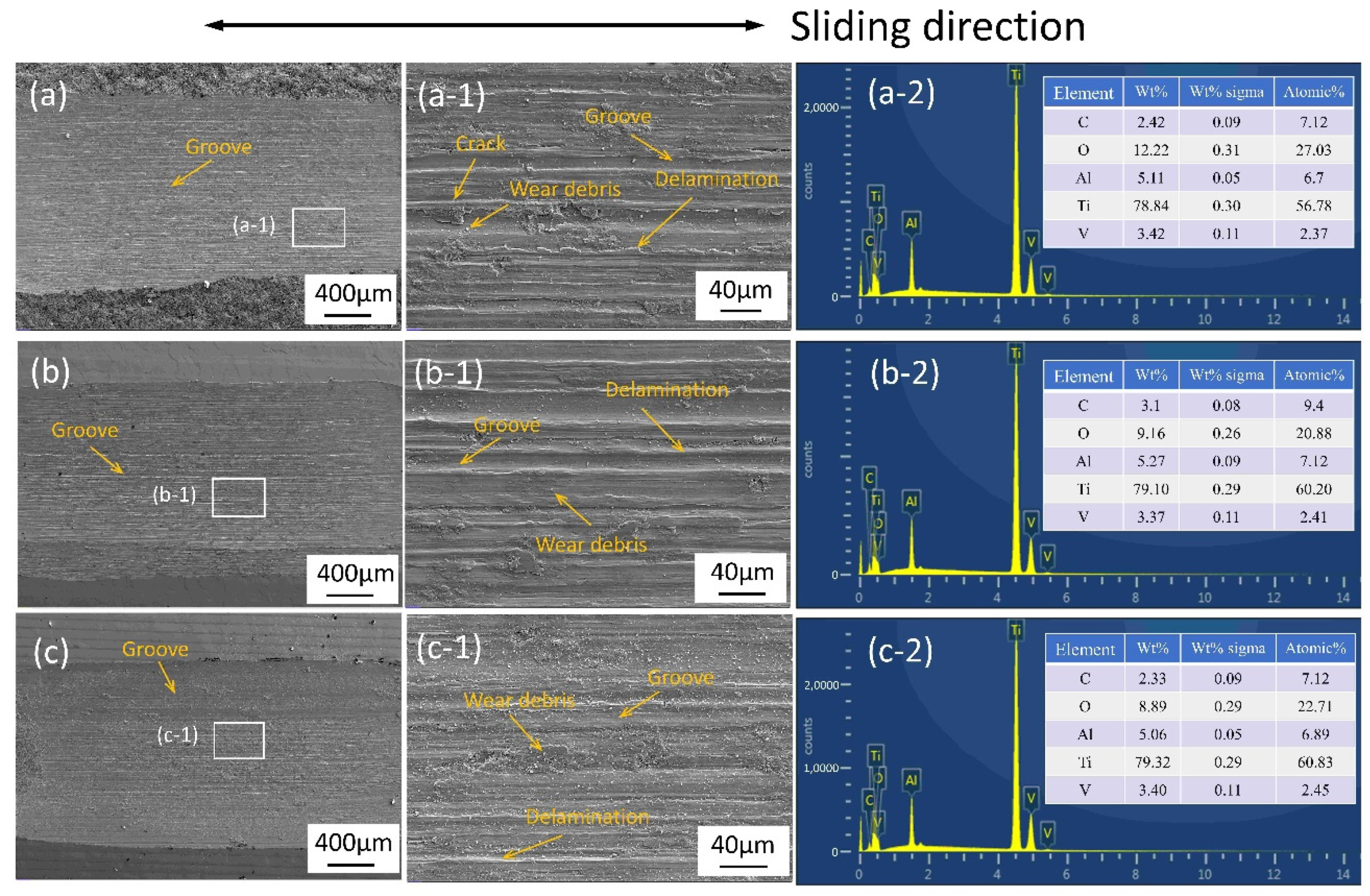
3.4. The Effect of Laser Polishing on Surface Tribology Properties
4. Conclusions
- (1)
- The surface roughness of the as-received sample can be reduced from 6.29 μm to 0.84 μm through the PLP process, achieving a remarkable reduction rate of 87%. In comparison, the CWLP process resulted in a slightly higher surface roughness of 0.94 μm. However, cracks were generated on the surface of samples treated with the CWLP process.
- (2)
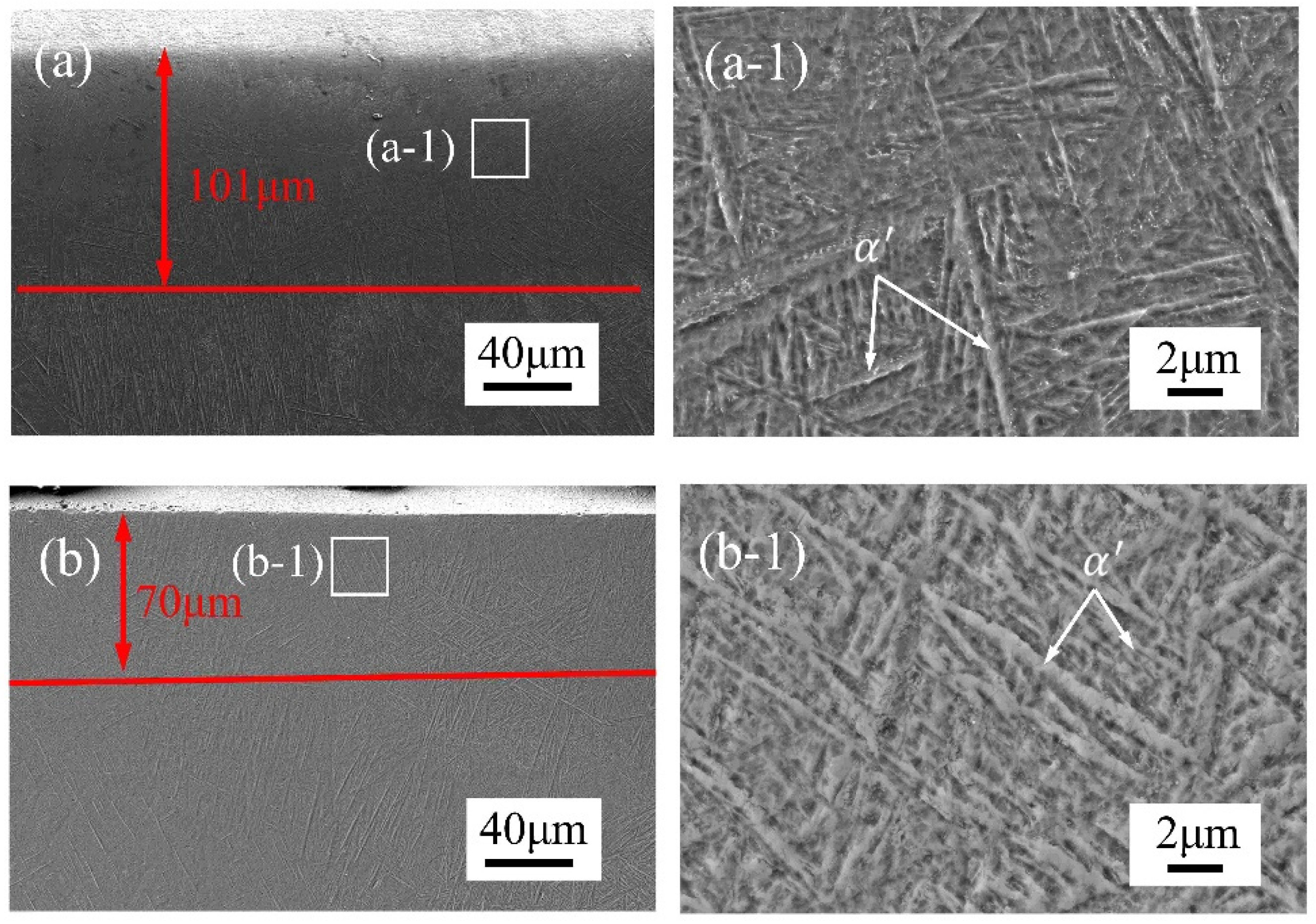
- The microstructure of the SLM Ti6Al4V alloy after laser polishing consisted of a dendritic structure and needle-shaped lamellar regions, comprising α and α′ phase martensite. The average thickness of the remelted layer in the CWLP and LPL samples was 101 μm and 70 μm, respectively.
- (3)
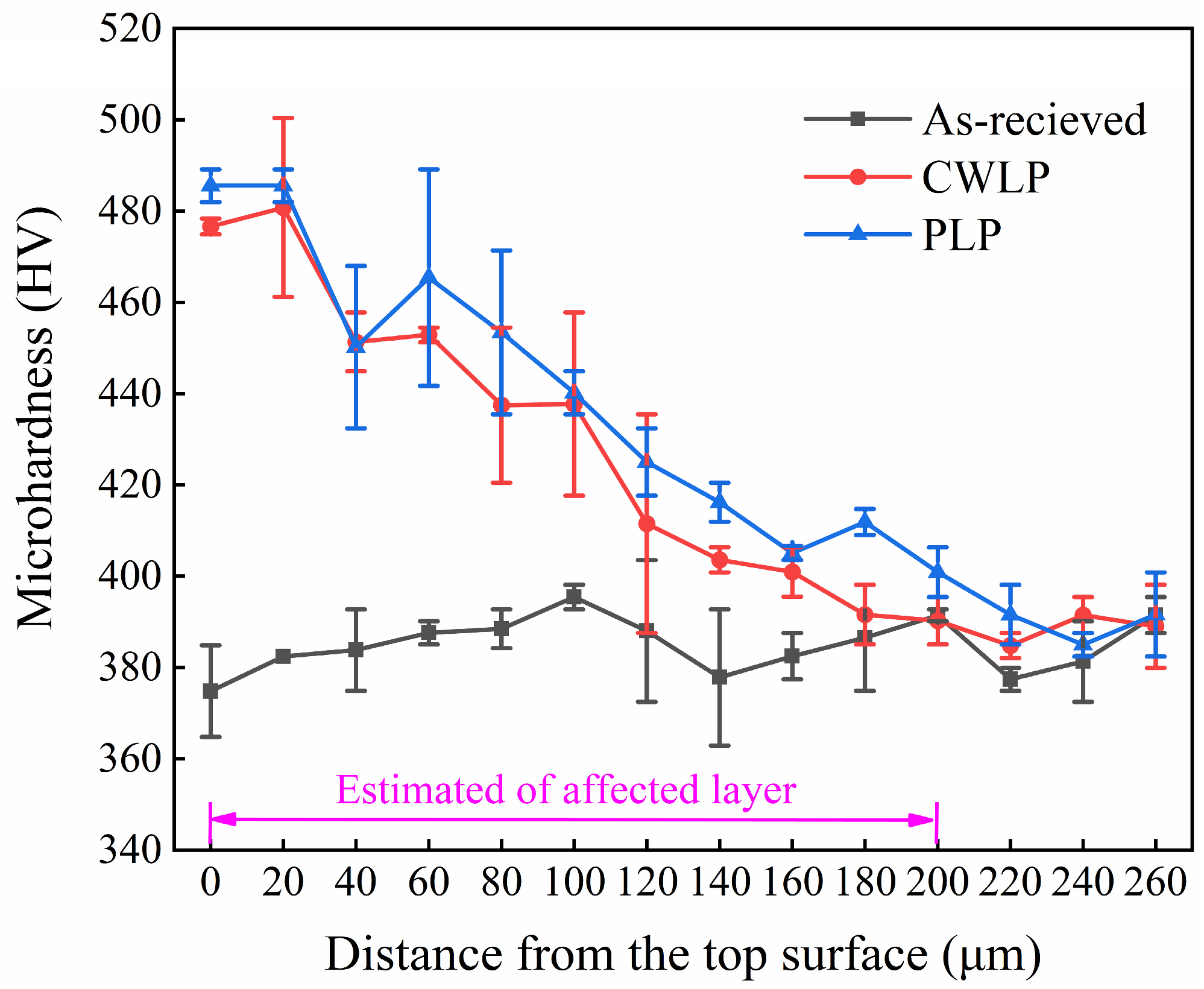
- The microhardness of the laser-polished sample surface exhibited a significant increase and stabilized at about 482 HV, representing an approximately 25.2% improvement compared with the as-received sample, which is attributed to the increased presence of the α′ phase in the remelting layer. Additionally, the affected layer’s depth measured approximately 200 μm.
- (4)
- The laser polishing process effectively enhanced the tribological performance of SLM Ti6Al4V when sliding against a Si3N4 ceramics ball under dry conditions. The PLP sample exhibited the lowest average COF (0.434) and wear rate (0.714 mm3/N·m), followed by the CWLP sample, while the as-received sample owned the highest average COF (0.590) and wear rate (0.844 mm3/N·m).
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bagehorn, S.; Wehr, J.; Maier, H.J. Application of mechanical surface finishing processes for roughness reduction and fatigue improvement of additively manufactured Ti-6Al-4V parts. Int. J. Fatigue 2017, 102, 135–142. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Song, B.; Dong, S.; Zhang, B.; Liao, H.; Coddet, C. Effects of processing parameters on microstructure and mechanical property of selective laser melted Ti6Al4V. Mater. Des. 2012, 35, 120–125. [Google Scholar] [CrossRef]
- Shipley, H.; McDonnell, D.; Culleton, M.; Coull, R.; Lupoi, R.; O’Donnell, G.; Trimble, D. Optimization of process parameters to address fundamental challenges during selective laser melting of Ti-6Al-4V: A review. Int. J. Mach. Tools Manuf. 2018, 128, 1–20. [Google Scholar] [CrossRef]
- Heinl, P.; Müller, L.; Korner, C.; Singer, R.F.; Müller, F.A. Cellular Ti–6Al–4V structures with interconnected macro porosity for bone implants fabricated by selective electron beam melting. Acta Biometer. 2008, 4, 1536–1544. [Google Scholar] [CrossRef]
- Stef, J.; Poulon-Quintin, A.; Redjaimia, A.; Ghanbaja, J.; Ferry, O.; De Sousa, M.; Gouné, M. Mechanism of porosity formation and influence on mechanical properties in selective laser melting of Ti-6Al-4V parts. Mater. Des. 2018, 156, 480–493. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 589, 3303–3312. [Google Scholar] [CrossRef]
- Basak, A.; Das, S. Epitaxy and microstructure evolution in metal additive manufacturing. Annu. Rev. Mater. Res. 2016, 46, 125–149. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Cvijanovic, S.; Bordatchev, E.V.; Tutunea-Fatan, O.R. Applicability of Laser Polishing on Inconel 738 Surfaces Fabricated Through Direct Laser Deposition. JLMN-J. Laser Micro/Nanoeng. 2023, 18, 8–14. [Google Scholar]
- Yadav, D.; Mingareev, I. Utilizing ultrafast lasers for postprocessing to improve mechanical properties of 3D-printed parts. J. Laser Appl. 2023, 35, 012016. [Google Scholar] [CrossRef]
- Gorsse, S.; Hutchinson, C.; Goune, M.; Banerjee, R. Additive manufacturing of metals: A brief review of the characteristic microstructures and properties of steels, Ti-6Al-4V and high-entropy alloys. Sci. Technol. Adv. Mater. 2017, 18, 584–610. [Google Scholar] [CrossRef]
- Zhang, D.; Yu, J.; Li, H.; Zhou, X.; Song, C.; Zhang, C.; Shen, S.; Liu, L.; Dai, C. Investigation of laser polishing of four selective laser melting alloy samples. Appl. Sci. 2020, 10, 760. [Google Scholar] [CrossRef]
- Chernyshikhin, S.V.; Panov, D.V.; Tuan, T.V.; Ozherelkov, D.Y.; Sheremetyev, V.A.; Shishkovsky, L.V. Laser Polishing of Nickel-Titanium Shape Memory Alloy Produced via Laser Powder Bed Fusion. Met. Mater. Int. 2023, 29, 3024–3038. [Google Scholar] [CrossRef]
- Bordatchev, E.V.; Hafiz, A.M.K. Tutunea-Fatan, O.R. Performance of laser polishing in finishing of metallic surfaces. Int. J. Adv. Manuf. Technol. 2014, 73, 35–52. [Google Scholar] [CrossRef]
- Karlsson, J.; Väisänen, I.; Tourunen, E.; Piiroinen, A.; Gopaluni, A.; Salminen, A. Laser polishing of PBF-LB manufactured stainless steel surfaces. IOP Conf. Series Mater. Sci. Eng. 2023, 1296, 012023. [Google Scholar] [CrossRef]
- Deng, T.; Li, J.; Zheng, Z. Fundamental aspects and recent developments in metal surface polishing with energy beam irradiation. Int. J. Mach. Tools Manuf. 2020, 148, 103472. [Google Scholar] [CrossRef]
- Krishnan, A.; Fang, F. Review on mechanism and process of surface polishing using lasers. Front. Mech. Eng. 2019, 14, 299–319. [Google Scholar] [CrossRef]
- Zhou, H.; Zhou, H.; Zhao, Z.; Li, K.; Yin, J. Numerical Simulation and Verification of Laser-Polishing Free Surface of S136D Die Steel. Metals 2021, 11, 400. [Google Scholar] [CrossRef]
- Ma, C.P.; Guan, Y.C.; Zhou, W. Laser polishing of additive manufactured Ti alloys. Opt. Lasers Eng. 2017, 93, 171–177. [Google Scholar] [CrossRef]
- Marimuthu, S.; Triantaphyllou, A.; Antar, M.; Wimpenny, D.; Morton, H.; Beard, M. Laser polishing of selective laser melted components. Int. J. Mach. Tools Manuf. 2015, 95, 97–104. [Google Scholar] [CrossRef]
- Shen, H.; Liao, C.; Zhou, J.; Zhao, K. Two-step laser-based surface treatments of laser metal deposition manufactured Ti6Al4V components. J. Manuf. Process. 2021, 64, 239–252. [Google Scholar] [CrossRef]
- Xu, Z.; Ouyang, W.; Liu, Y.; Jiao, J.; Liu, Y.; Zhang, W. Effects of laser polishing on surface morphology and mechanical properties of additive manufactured TiAl components. J. Manuf. Process. 2021, 65, 51–59. [Google Scholar] [CrossRef]
- Liu, Y.F.; Ouyang, W.T.; Wu, H.C.; Xu, Z.; Sheng, L.; Zou, Q.; Zhang, M.; Zhang, W.; Jiao, J. Improving surface quality and superficial microstructure of LDED Inconel 718 superalloy processed by hybrid laser polishing. J. Mater. Process. Technol. 2022, 300, 117428. [Google Scholar] [CrossRef]
- Lu, X.L.; Liu, X.B.; Yu, P.C.; Fu, G.; Zhu, G.; Wang, Y.; Chen, Y. Effects of annealing on laser clad Ti2SC/CrS self-lubricating anti-wear composite coatings on Ti6Al4V alloy: Microstructure and tribology. Tribol. Int. 2016, 101, 356–363. [Google Scholar] [CrossRef]
- Wang, C.; Li, Z.; Zhao, H.; Zhang, G.; Ren, T.; Zhang, Y. Enhanced anticorrosion and antiwear properties of Ti–6Al–4V alloys with laser texture and graphene oxide coatings. Tribol. Int. 2020, 152, 106475. [Google Scholar] [CrossRef]
- Abboud, J.H.; Fidel, A.F.; Benyounis, K.Y. Surface nitriding of Ti–6Al–4V alloy with a high power CO2 laser. Opt. Laser Technol. 2008, 40, 405–414. [Google Scholar] [CrossRef]
- Nüsser, C.; Kumstel, J.; Kiedrowski, T.; Diatlov, A.; Willenborg, E. Process-and material-induced surface structures during laser polishing. Adv. Eng. Mater. 2015, 17, 268–277. [Google Scholar] [CrossRef]
- Santos, E.C.; Morita, M.; Shiomi, M.; Osakada, K.; Takahashi, M. Laser gas nitriding of pure titanium using CW and pulsedd Nd: YAG lasers. Surf. Coat. Technol. 2006, 201, 1635–1642. [Google Scholar] [CrossRef]
- Li, Y.; Cheng, X.; Guan, Y. Ultrafine microstructure development in laser polishing of selective laser melted Ti alloy. J. Mater. Sci. Technol. 2021, 83, 1–6. [Google Scholar] [CrossRef]
- Shi, L.; Zhou, J.; Li, H.; Liu, S.; Shen, S.; Wang, H.; Tian, Q.; Wen, S.; Lu, J. Evolution of multi pores in Ti6Al4V/AlSi10Mg alloy during laser post-processing. Mater. Charact. 2021, 176, 111109. [Google Scholar] [CrossRef]
- Zhou, J.; Liao, C.; Shen, H.; Ding, X. Surface and property characterization of laser polished Ti6Al4V. Surf. Coat. Technol. 2019, 380, 125016. [Google Scholar] [CrossRef]
- Amanov, A. Advancement of tribological properties of Ti–6Al–4V alloy fabricated by selective laser melting. Tribol. Int. 2021, 155, 106806. [Google Scholar] [CrossRef]
- Li, X.X.; Zhou, Y.; Ji, X.L.; Li, Y.X.; Wang, S.Q. Effects of sliding velocity on tribo-oxides and wear behavior of Ti–6Al–4V alloy. Tribol. Int. 2015, 91, 228–234. [Google Scholar] [CrossRef]
- Chassaing, G.; Faure, L.; Philippon, S.; Coulibaly, M.; Tidu, A.; Chevrier, P.; Meriaux, J. Adhesive wear of a Ti6Al4V tribopair for a fast friction contact. Wear 2014, 320, 25–33. [Google Scholar] [CrossRef]
- Jozwik, J. Evaluation of tribological properties and condition of Ti6Al4V titanium alloy surface. Teh. Vjesn. 2018, 25, 170–175. [Google Scholar]
- Guo, G.; Tang, G.; Ma, X.; Sun, M.; Ozur, G.E. Effect of high current pulsed electron beam irradiation on wear and corrosion resistance of Ti6Al4V. Surf. Coat. Technol. 2013, 229, 140–145. [Google Scholar] [CrossRef]
- Revankar, G.D.; Shetty, R.; Rao, S.S.; Gaitonde, V.N. Wear resistance enhancement of titanium alloy (Ti–6Al–4V) by ball burnishing process. J. Mater. Res. Technol. 2017, 6, 13–32. [Google Scholar] [CrossRef]
- Deng, G.; Tieu, A.K.; Lan, X.; Su, L.; Wang, L.; Zhu, Q.; Zhu, H. Effects of normal load and velocity on the dry sliding tribological behaviour of CoCrFeNiMo0. 2 high entropy alloy. Tribol. Int. 2020, 144, 106116. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | P (W) | V (mm/s) | d (mm) | f (KHz) | t (ns) |
|---|---|---|---|---|---|
| CW laser polishing | 250 | 70 | 0.1 | - | - |
| Pulsed laser polishing | 120 | 80 | 0.08 | 100 | 240 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, S.; Zeng, J.; Wang, W.; Zhao, Z. Study on Laser Polishing of Ti6Al4V Fabricated by Selective Laser Melting. Micromachines 2024, 15, 336. https://doi.org/10.3390/mi15030336
Huang S, Zeng J, Wang W, Zhao Z. Study on Laser Polishing of Ti6Al4V Fabricated by Selective Laser Melting. Micromachines. 2024; 15(3):336. https://doi.org/10.3390/mi15030336
Chicago/Turabian StyleHuang, Shuo, Junyong Zeng, Wenqi Wang, and Zhenyu Zhao. 2024. "Study on Laser Polishing of Ti6Al4V Fabricated by Selective Laser Melting" Micromachines 15, no. 3: 336. https://doi.org/10.3390/mi15030336