
Numerical and Experimental Analysis of Dual-Beam Laser Polishing Additive Manufacturing Ti6Al4V
 ,
,
Abstract
:1. Introduction
2. Experiments Study
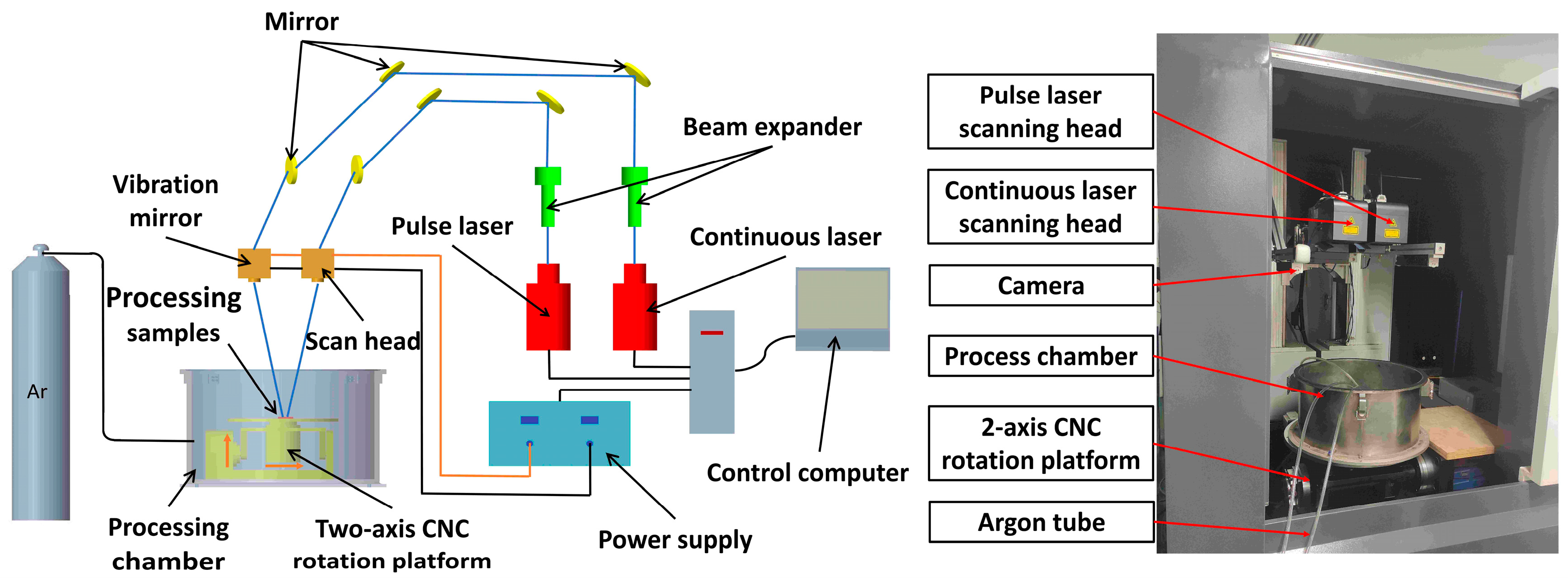
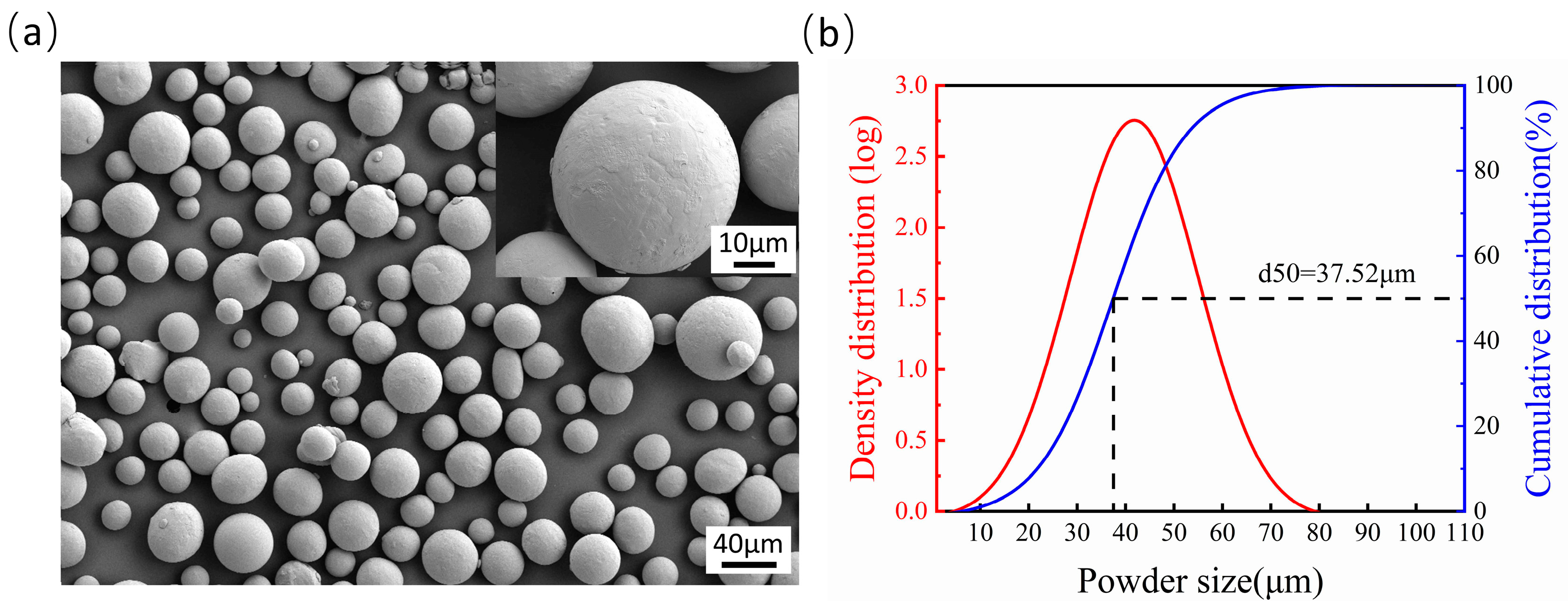
2.1. Experimental Setup and Materials
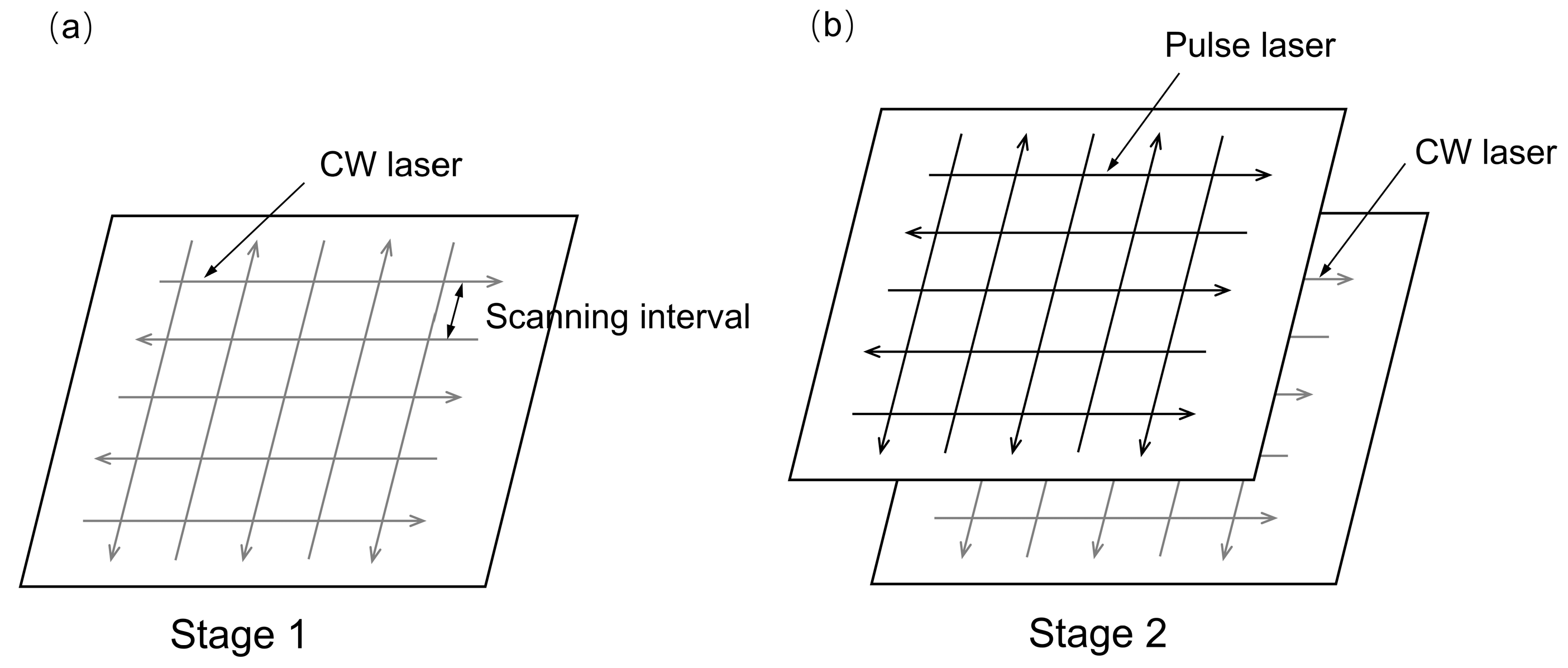
2.2. Experimental Methods
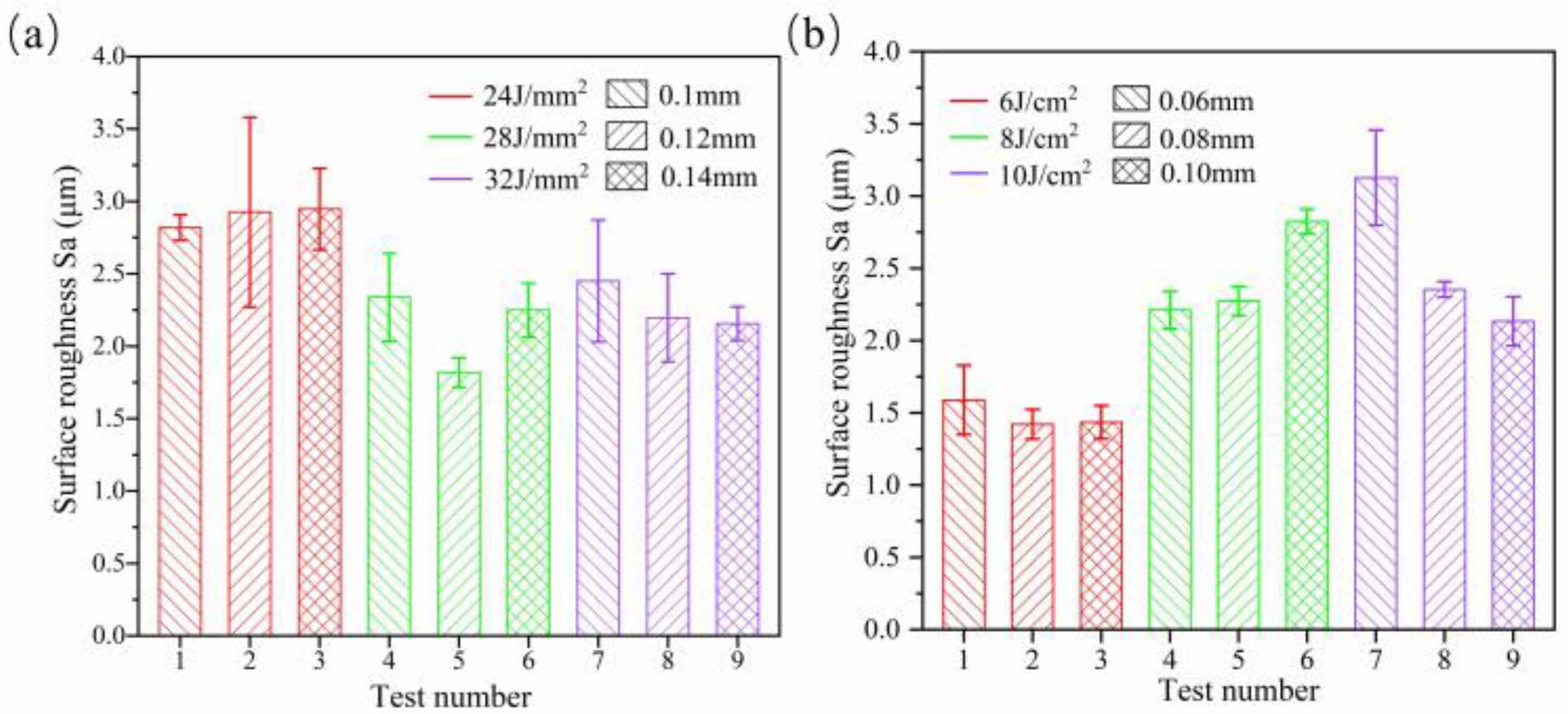
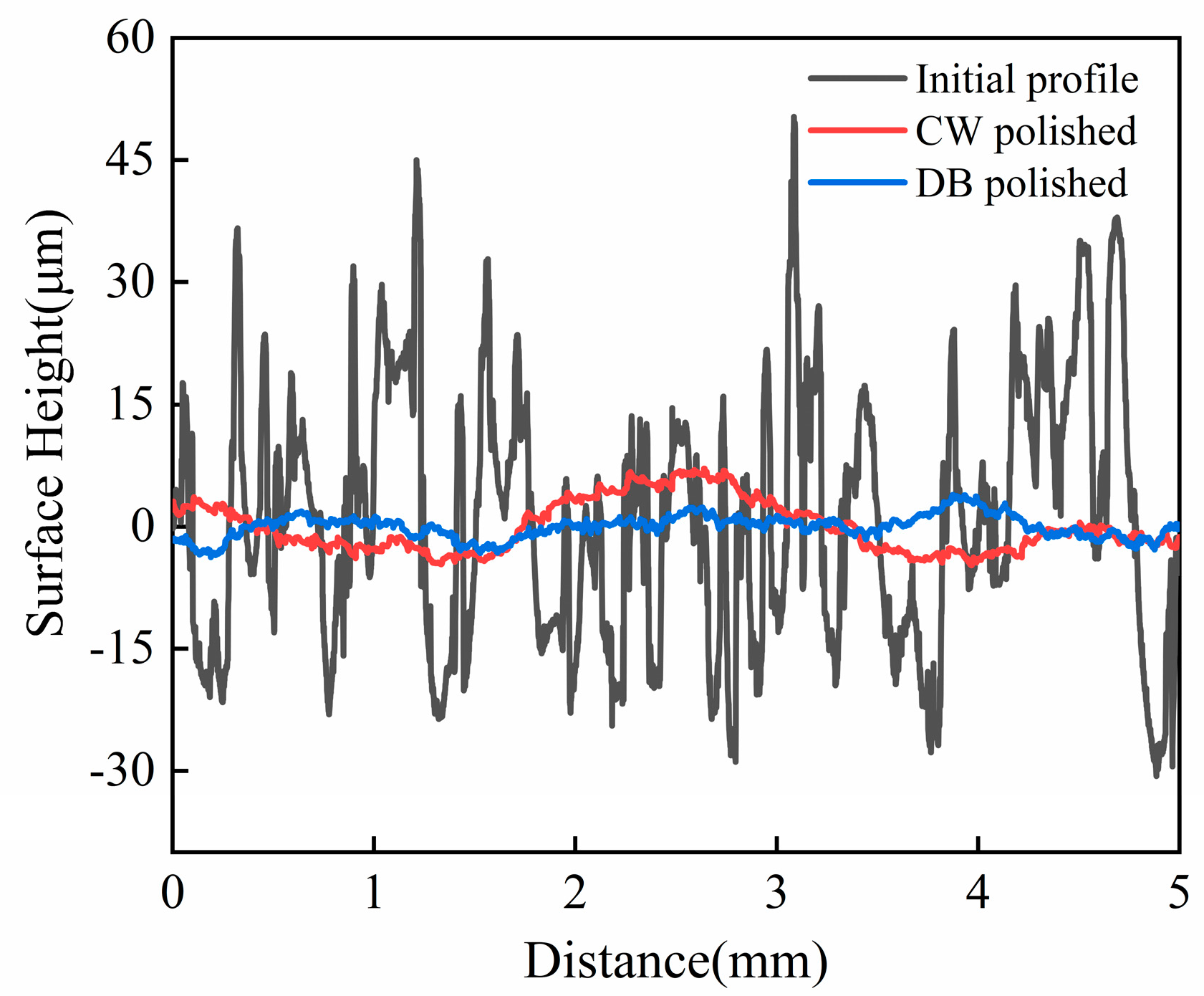
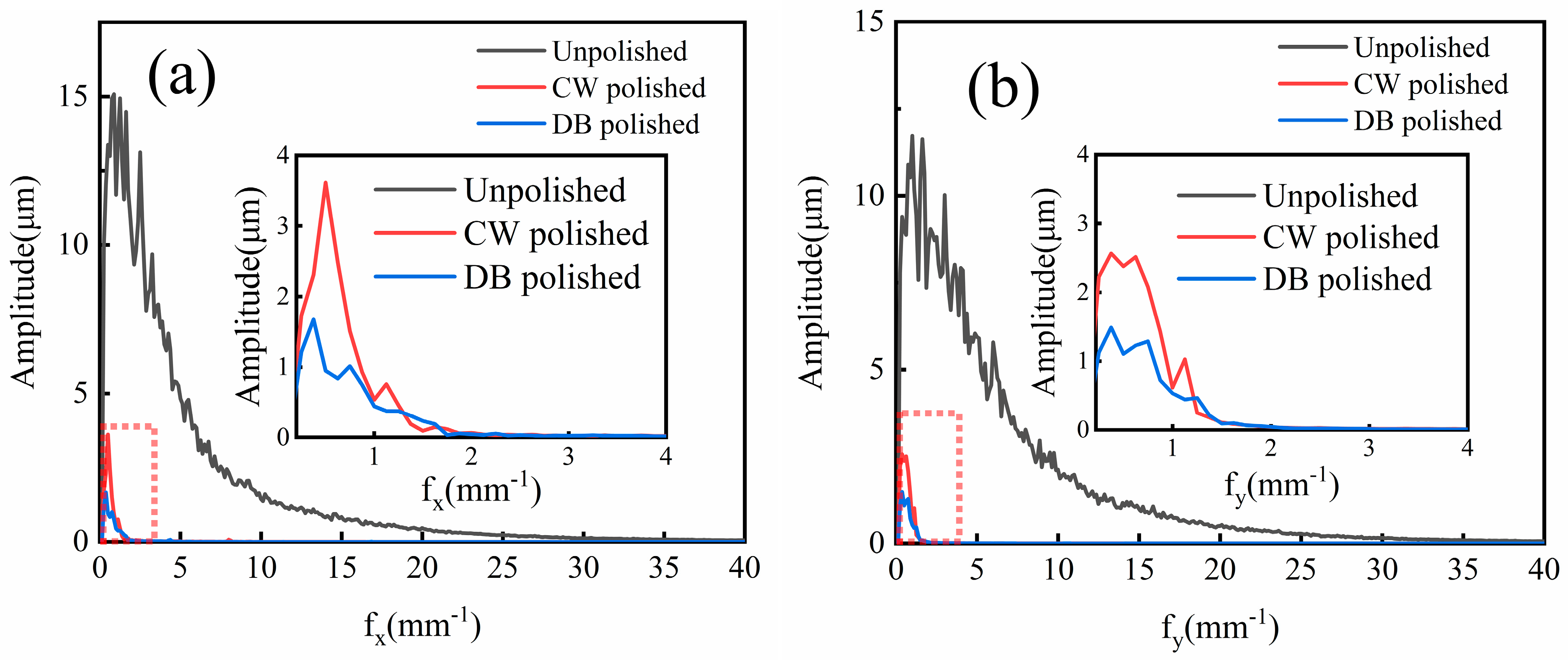
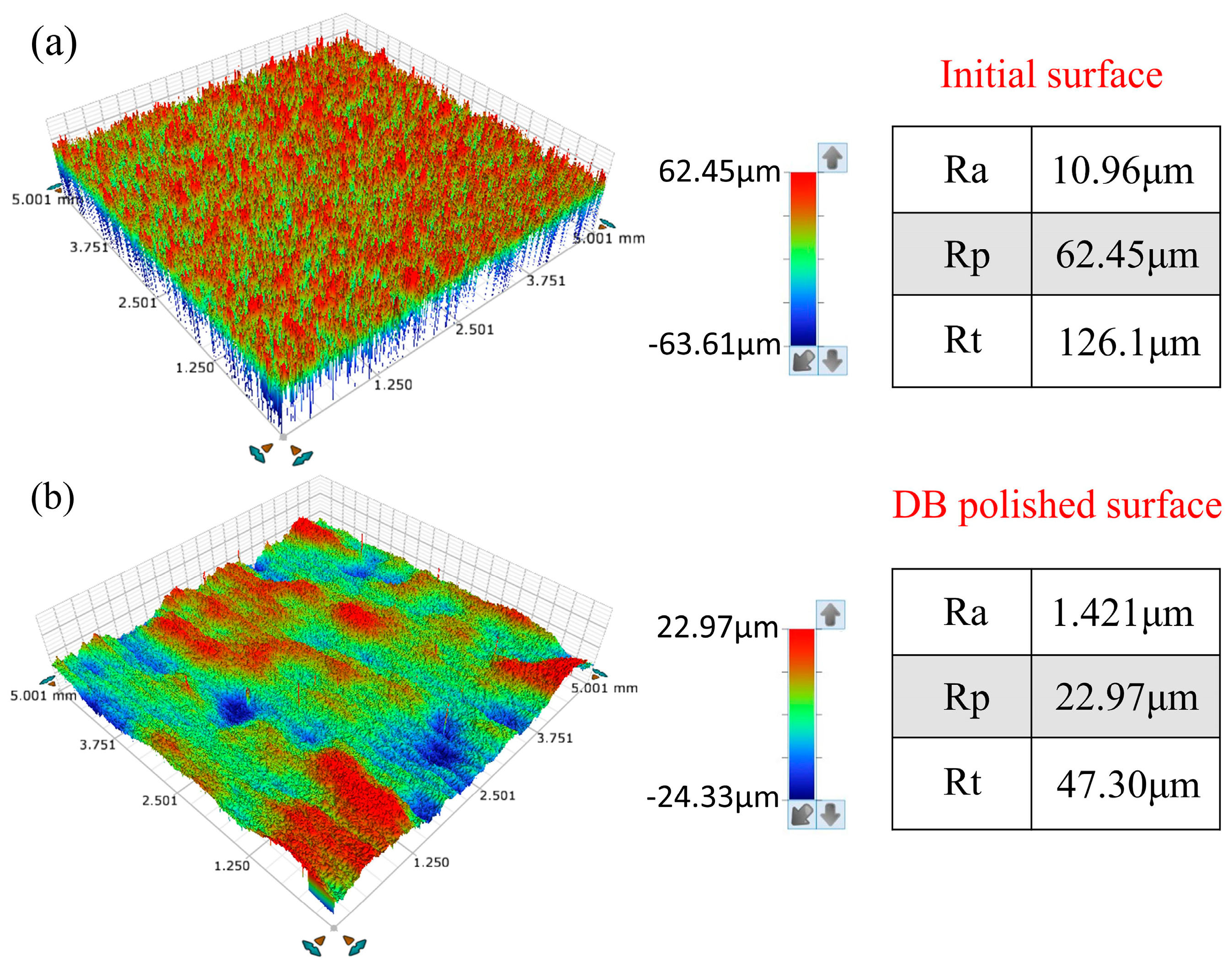
2.3. Experimental Results Analysis
3. Numerical Model
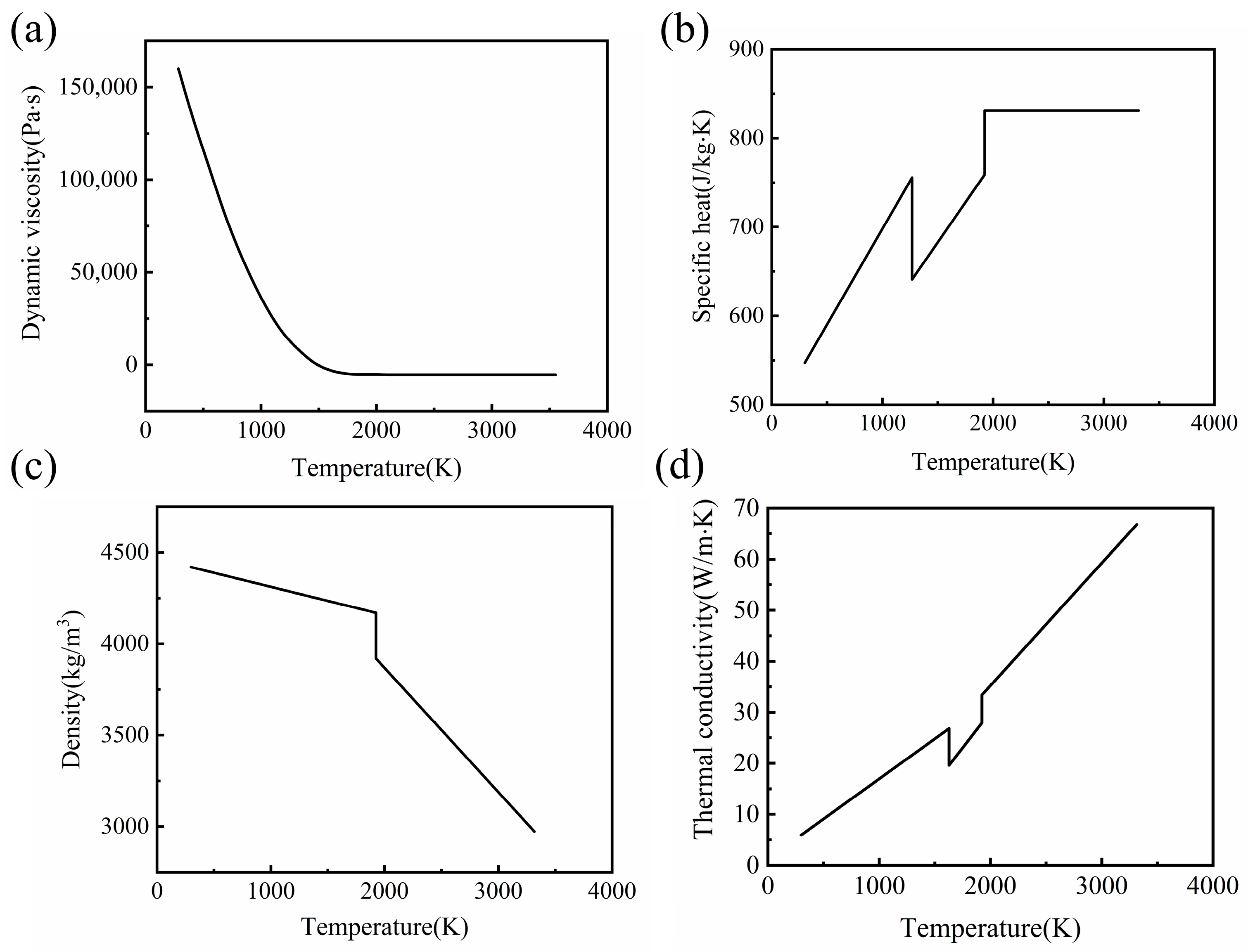
3.1. Properties of the Material
3.2. Governing Equations
3.2.1. Heat Transfer
3.2.2. Laminar Flow
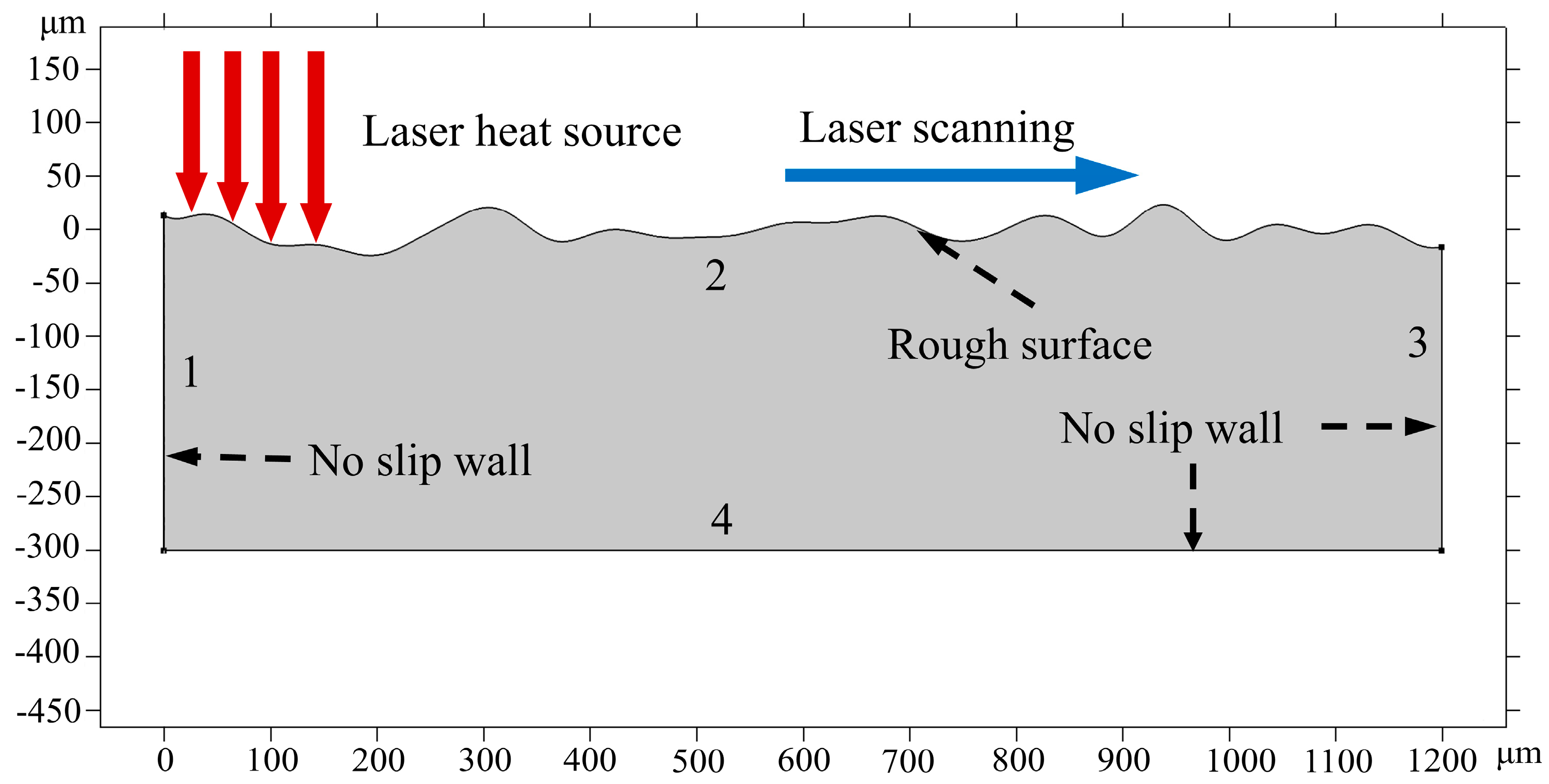
3.3. Boundary Conditions
3.3.1. Heat Transfer
3.3.2. Laminar Flow
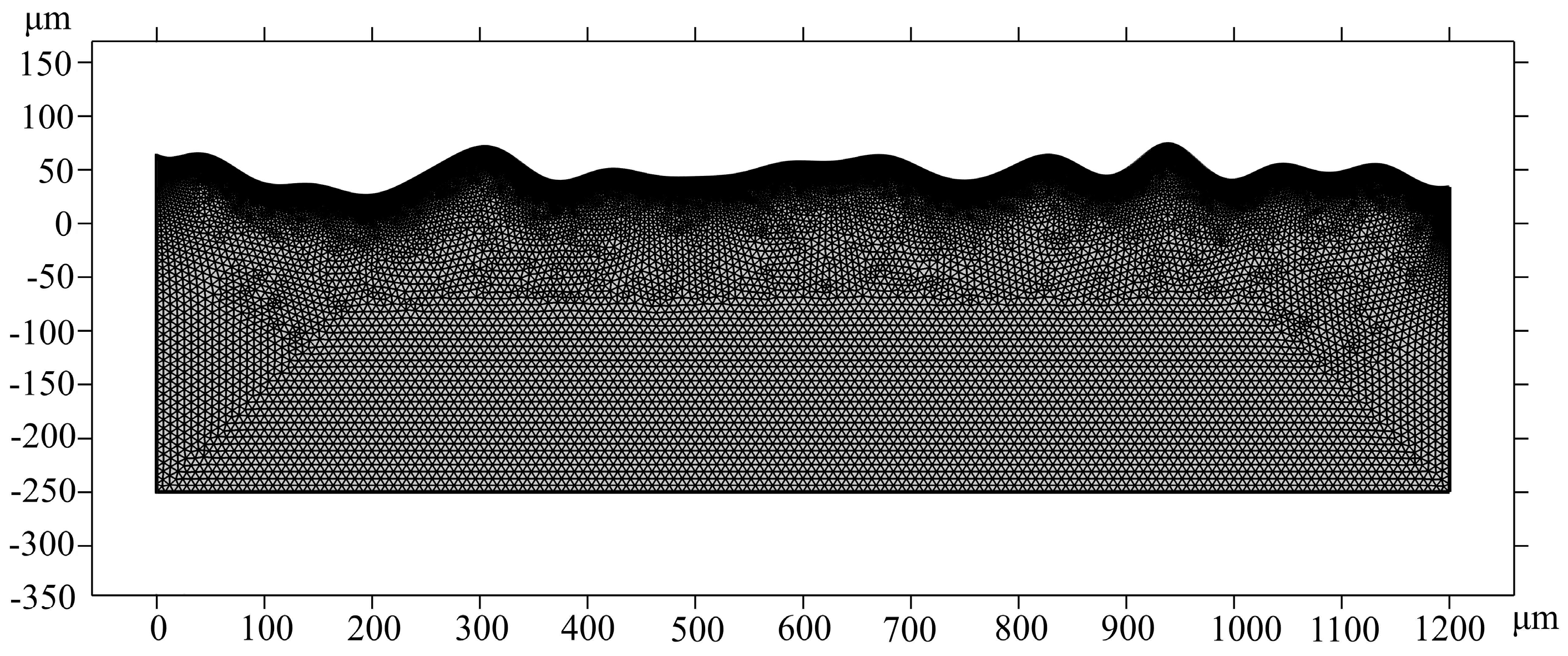
3.4. Mesh and Configurations
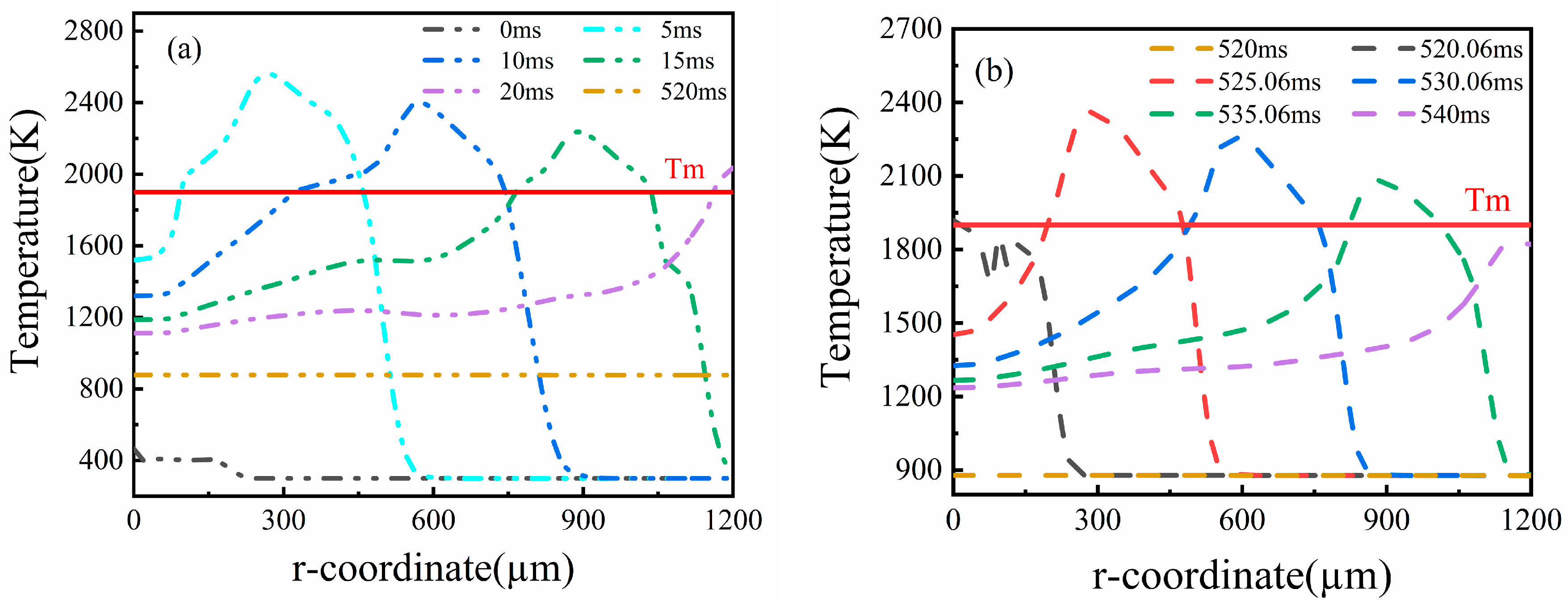
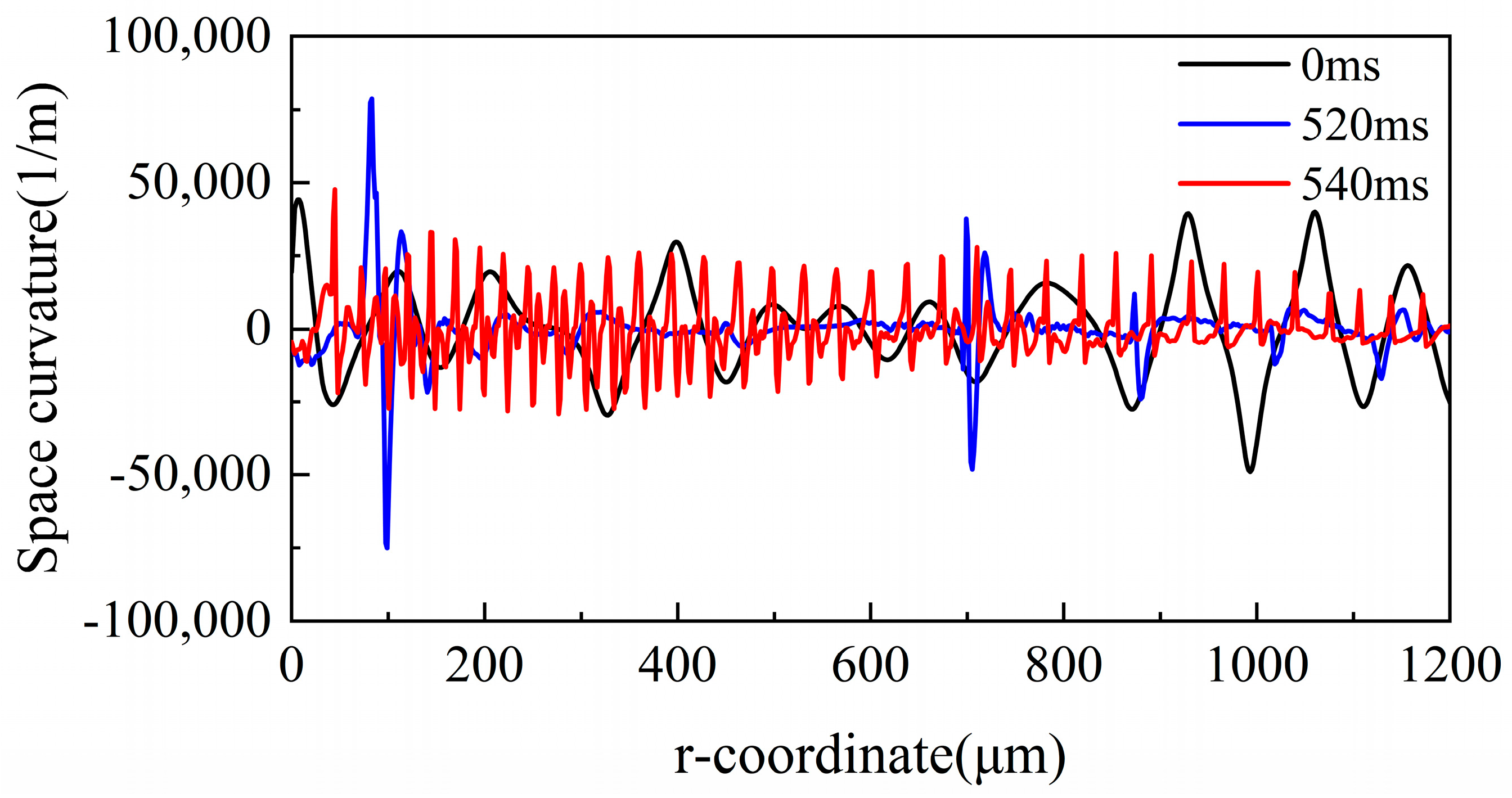
4. Simulation Results Analysis
5. Conclusions
- The surface roughness of the as-fabricated Ti6Al4V sample is 10.96 μm, which was decreased to 1.818 μm using CW laser polishing processing. Furthermore, the surface roughness of the dual-beam laser-polished Ti6Al4V sample was reduced to 1.421 μm, which was a 21% reduction compared with CW laser polishing.
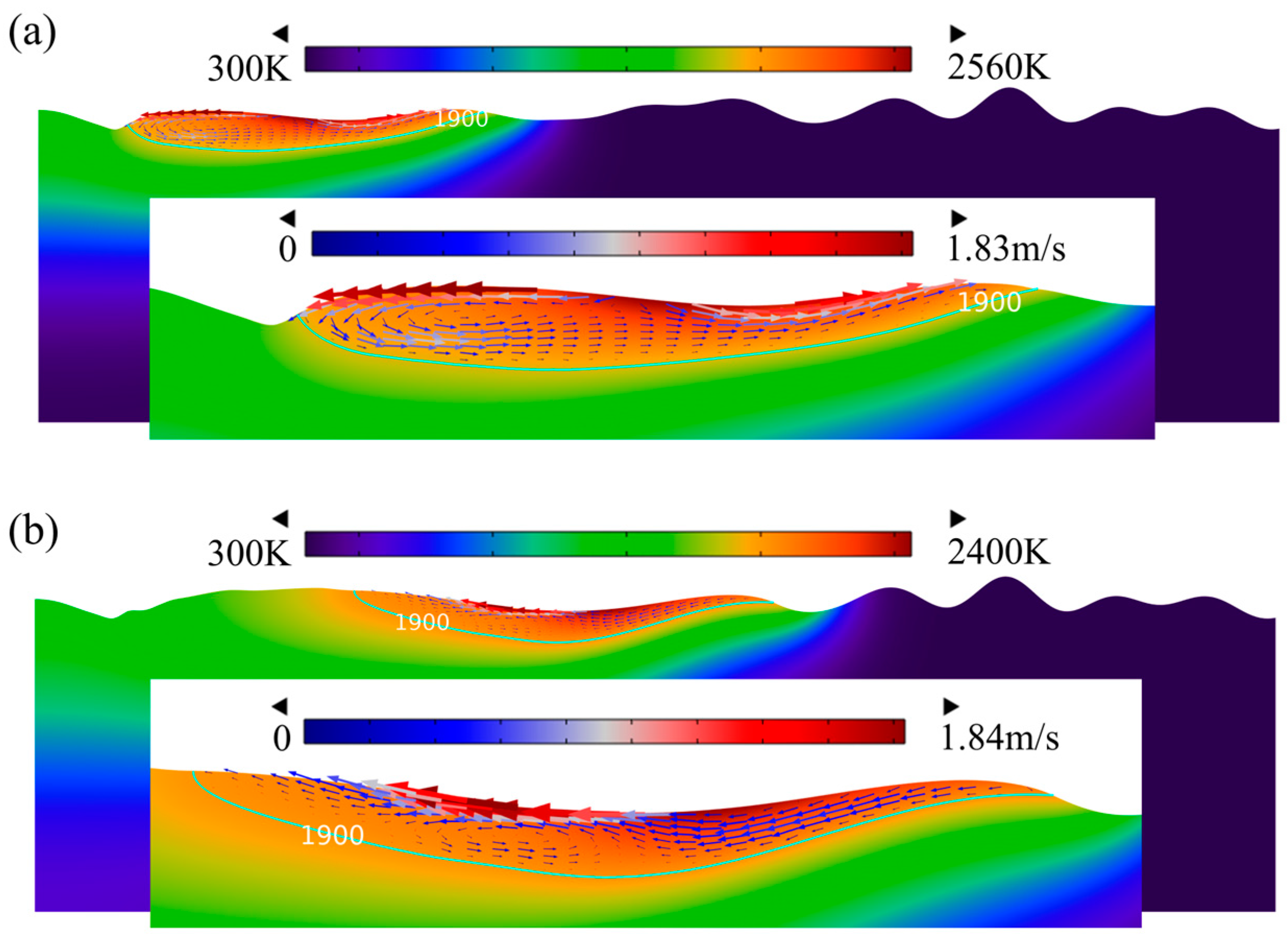
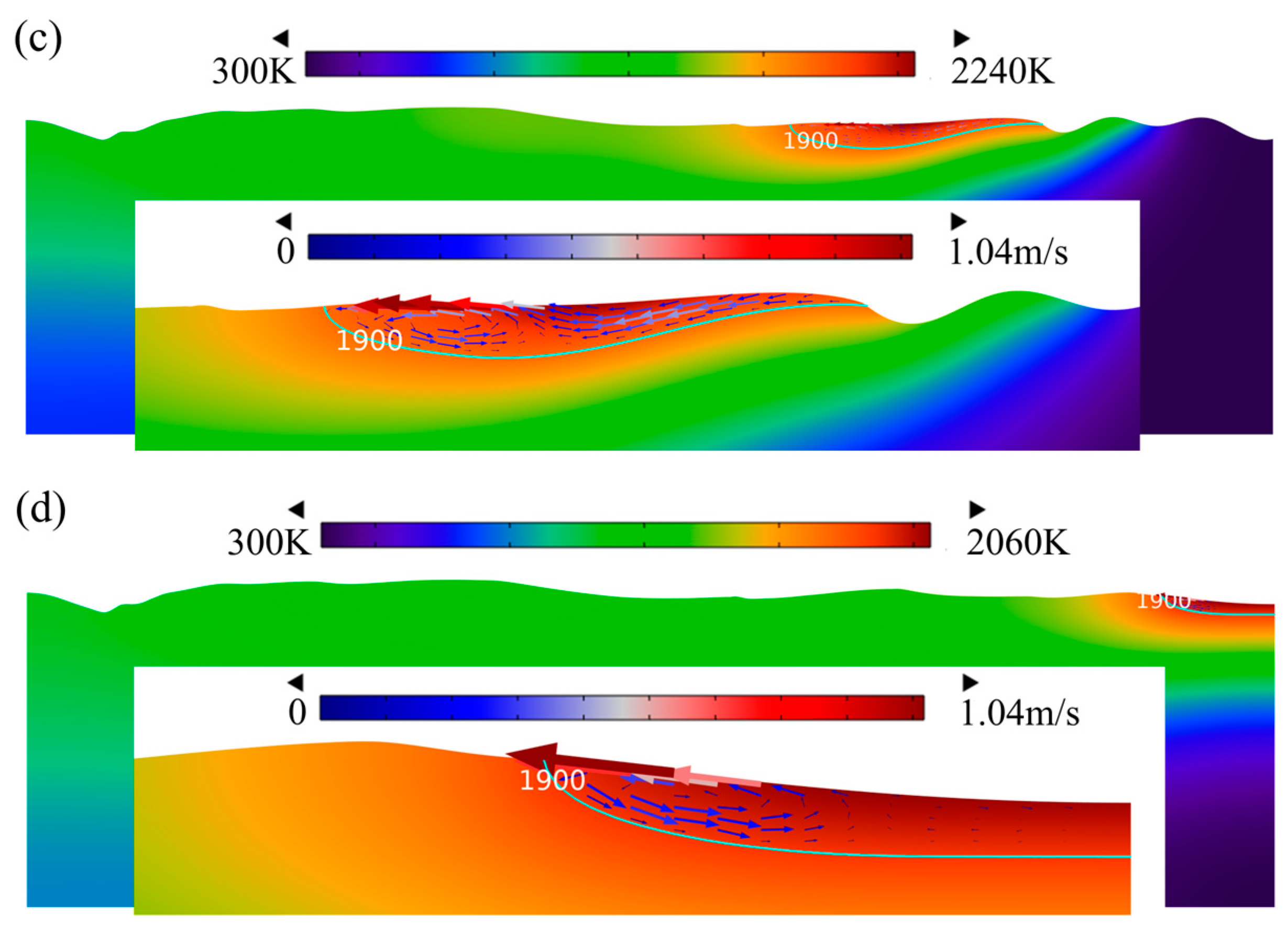
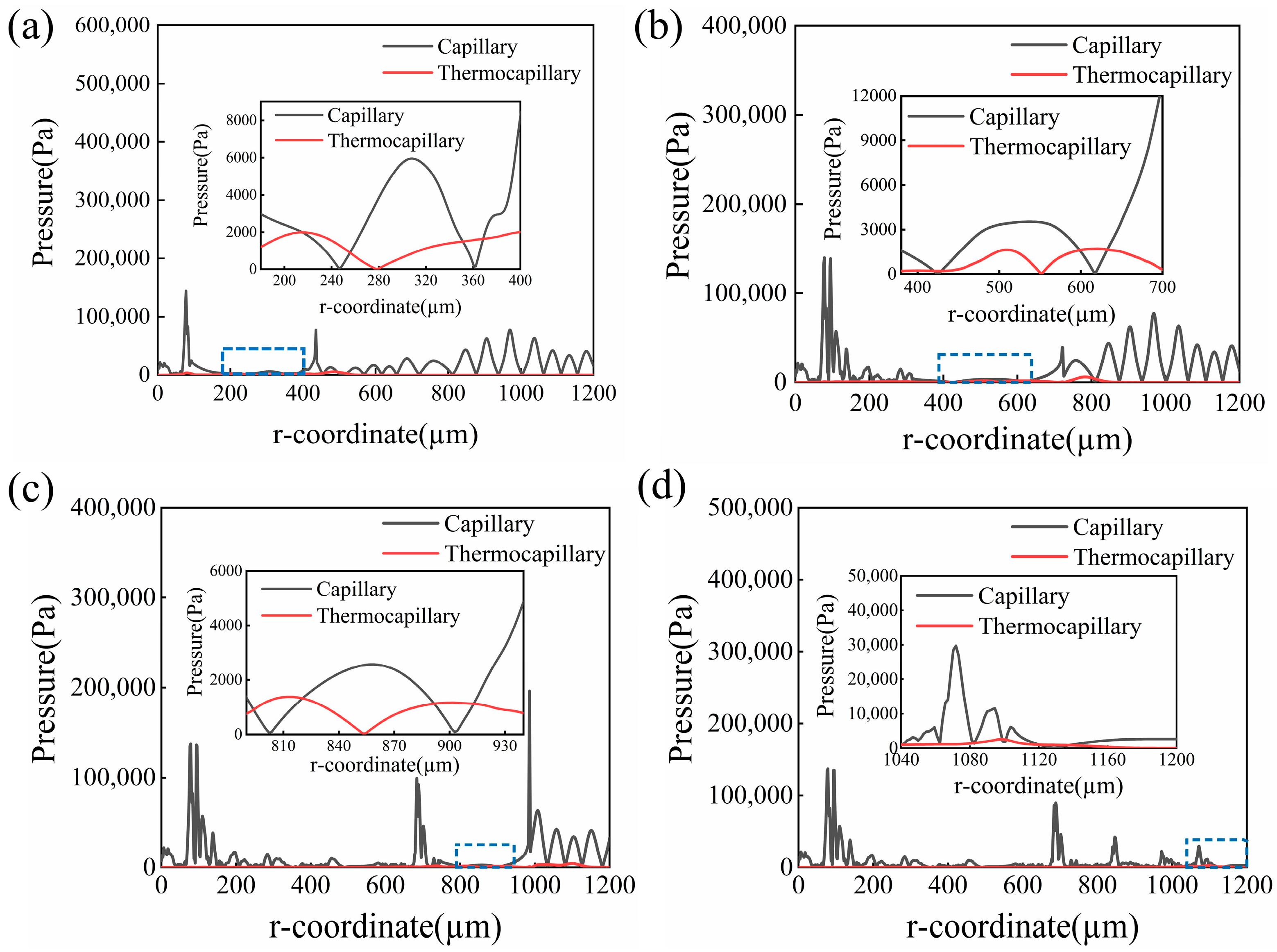
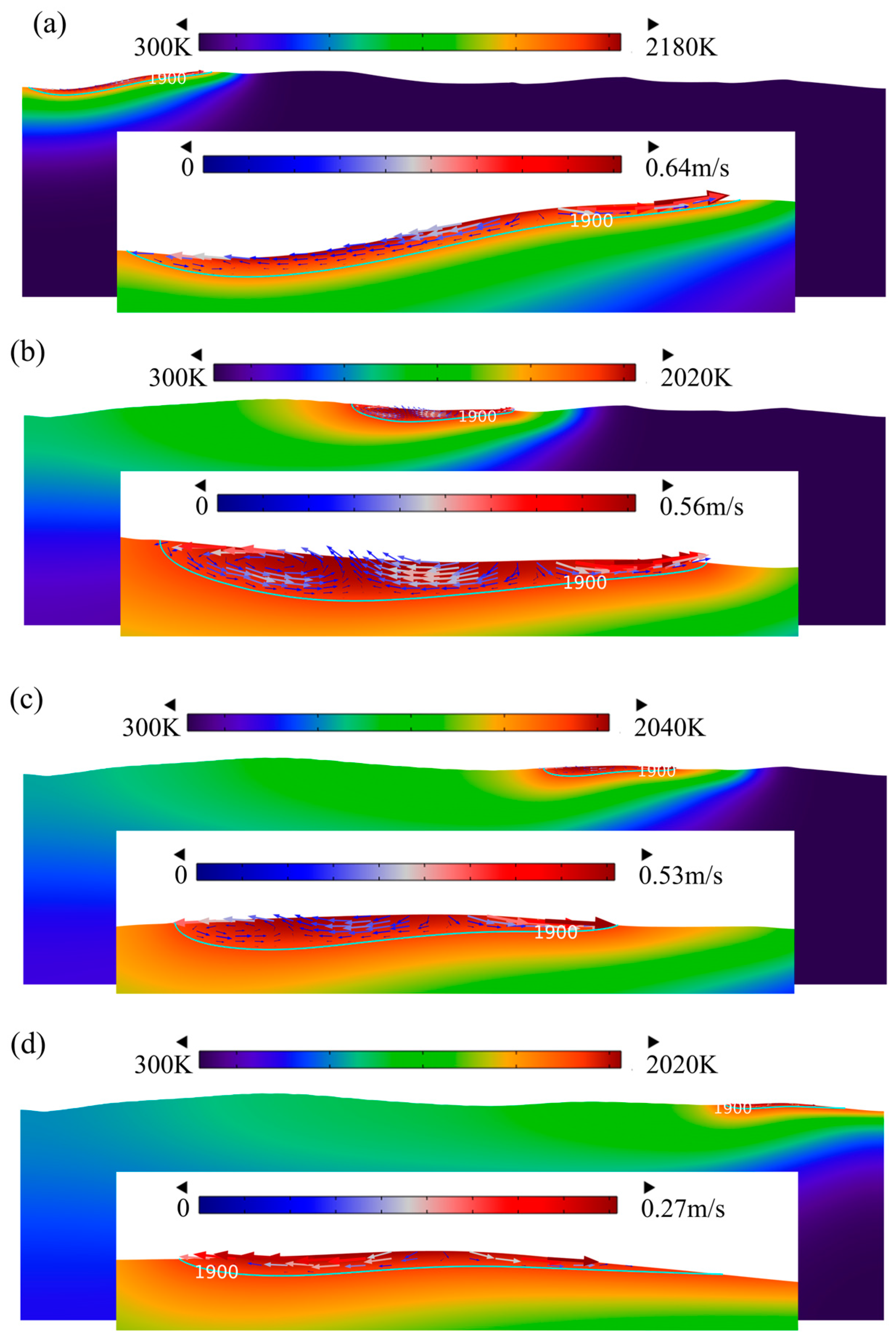
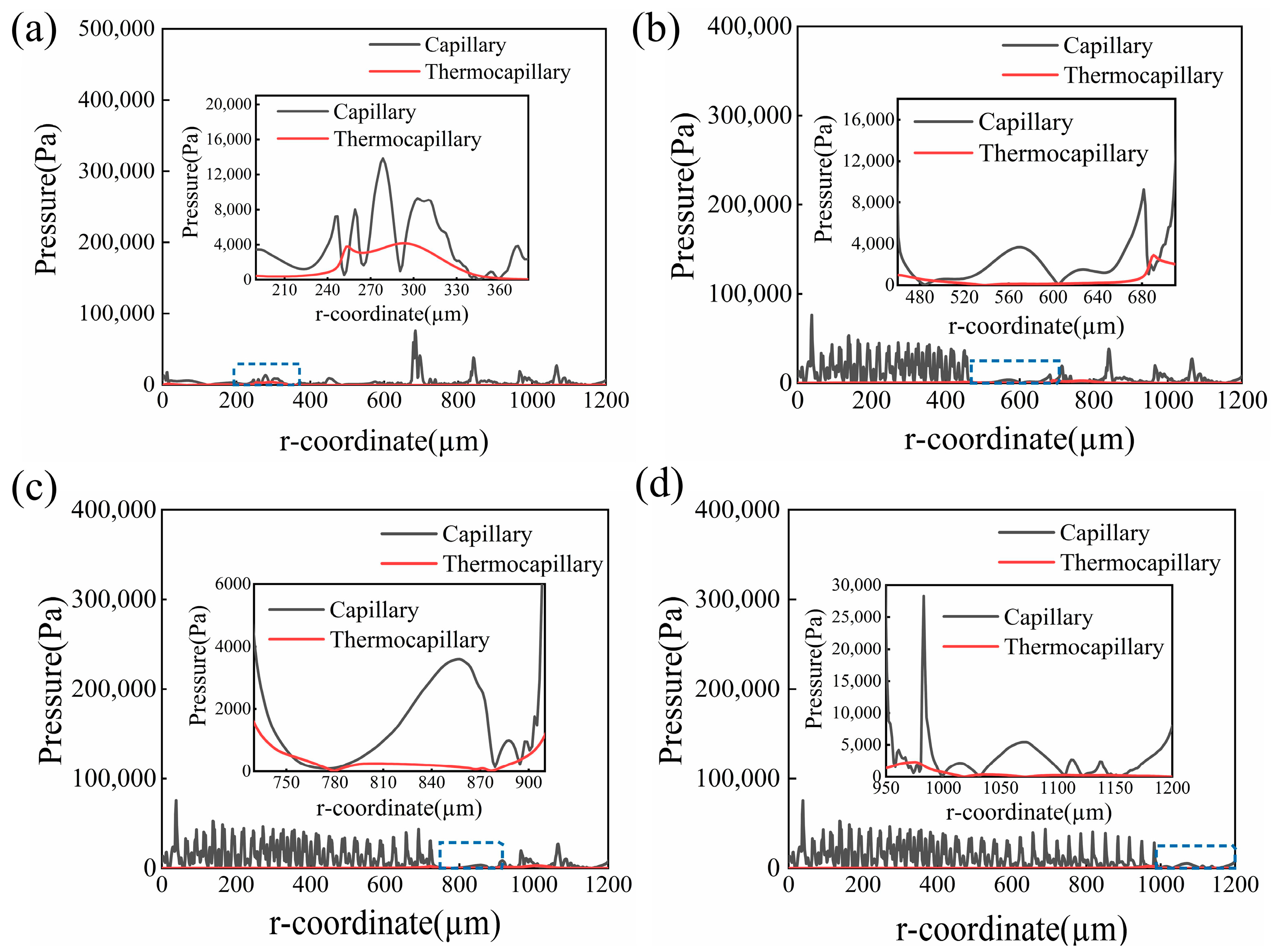
- During the CW laser polishing process, the capillary force was the main force that eliminated surface asperities with larger curvature, while the thermocapillary force was the main driving force that smoothed the surface at the edge of the molten pool. However, during the pulse laser polishing process, the effect of thermocapillary force on the molten pool flows was slight due to the small molten pool dimension and lower surface temperature gradient, where the capillary force dominated the molten pool flows.
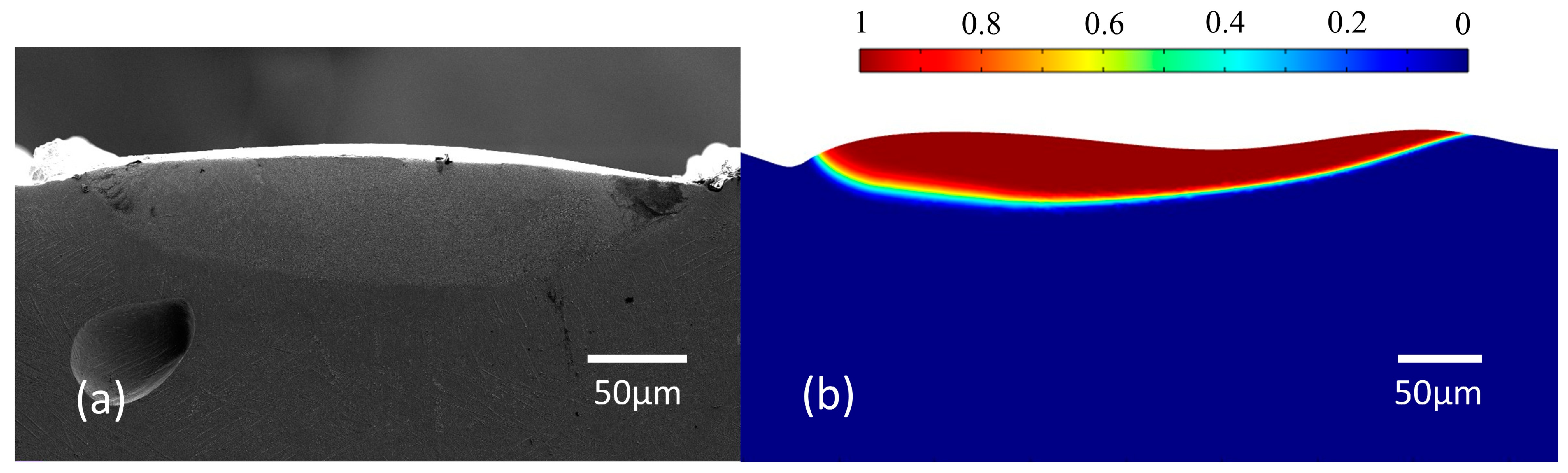
- Based on the comparison between the experimental results and the simulated results, the width and depth error of the molten pool was controlled within 16.6% and 19.3%. It was proven that surface morphology evolution and the flow behavior of molten pool were accurate.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Krishnan, A.; Fang, F. Review on mechanism and process of surface polishing using lasers. Front. Mech. Eng. 2019, 14, 299–319. [Google Scholar] [CrossRef]
- Zhou, H.; Zhou, H.; Zhao, Z.; Li, K.; Yin, J. Numerical simulation and verification of laser-polishing free surface of S136D die steel. Metals 2021, 11, 400. [Google Scholar] [CrossRef]
- Yung, K.C.; Xiao, T.Y.; Choy, H.S.; Wang, W.J.; Cai, Z.X. Laser polishing of additive manufactured CoCr alloy components with complex surface geometry. J. Mater. Process Technol. 2018, 262, 53–64. [Google Scholar] [CrossRef]
- Ma, C.P.; Guan, Y.C.; Zhou, W. Laser polishing of additive manufactured Ti alloys. Opt. Lasers Eng. 2017, 93, 171. [Google Scholar] [CrossRef]
- Zhao, C.; Qu, N.; Tang, X. Electrochemical mechanical polishing of internal holes created by selective laser melting. J. Manuf. Process 2021, 64, 1544. [Google Scholar] [CrossRef]
- Chao, Q.; Hodgson, P.D.; Baladi, H. Microstructure and texture evolution during symmetric and asymmetric rolling of a martensitic Ti-6Al-4V Alloy. Metall. Mater. Trans. A 2015, 47, 531. [Google Scholar] [CrossRef]
- Fan, Z.; Feng, H. Study on selective laser melting and heat treatment of Ti-6Al-4V alloy. Results Phys. 2018, 10, 660. [Google Scholar] [CrossRef]
- Bhaduri, D.; Ghara, T.; Penchev, P.; Paul, S.; Pruncu, C.I.; Dimov, S.; Morgan, D. Pulsed laser polishing of selective laser melted aluminum alloy parts. Appl. Surf. Sci. 2021, 558, 149887. [Google Scholar] [CrossRef]
- Xiang, Z.; Yan, R.; Wu, X.Y.; Du, L.; Yin, Q. Surface morphology evolution with laser surface re-melting in selective laser melting. Optik 2020, 206, 164316. [Google Scholar] [CrossRef]
- Zhou, J.; Han, X.; Li, H.; Liu, S.; Shen, S.; Zhou, X.; Zhang, D. In-Situ laser polishing additive manufactured AlSi10Mg: Effect of laser polishing strategy on surface morphology, roughness and microhardness. Materials 2021, 14, 393. [Google Scholar] [CrossRef]
- Shen, H.; Liao, C.; Zhou, J.; Zhao, K. Two-step laser based surface treatments of laser metal deposition manufactured Ti6Al4V components. J. Manuf. Process 2021, 64, 239–252. [Google Scholar] [CrossRef]
- Xu, Z.; Ouyang, W.; Liu, Y.; Jiao, J.; Liu, Y.; Zhang, W. Effects of laser polishing on surface morphology and mechanical properties of additive manufactured TiAl components. J. Manuf. Process 2021, 65, 51–59. [Google Scholar] [CrossRef]
- Wang, C.; Loh, Y.M.; Cheung, C.F.; Liang, X.; Zhang, Z.; Ho, L.T. Post processing of additively manufactured 316L stainless steel by multi-jet polishing method. J. Mater. Res. Technol. 2023, 23, 530–550. [Google Scholar] [CrossRef]
- Srishti, J.; Mike, C.; Bruce, T.; Hung, W.N. Electrochemical polishing of selective laser melted Inconel 718. Procedia Manuf. 2019, 34, 239–246. [Google Scholar]
- Ke, X.; Wu, W.; Shi, C.; Li, K.; Yu, Y.; Wang, T.; Zhong, B.; Wang, Z.; Guo, J.; Cheung, C.F.; et al. Theoretical and experimental investigation of material removal in semi-rigid bonnet polishing of binderless tungsten carbide. J. Mater. Res. Technol. 2023, 24, 1597–1611. [Google Scholar] [CrossRef]
- Beaucamp, A.T.; Namba, Y.; Charlton, P.; Jain, S.; Graziano, A. Finishing of additively manufactured titanium alloy by shape adaptive grinding (SAG). Surf. Topogr. 2015, 3, 024001. [Google Scholar] [CrossRef]
- Ma, C.; Vadali, M.; Duffie, N.A.; Pfefferkorn, F.E.; Li, X. Melt pool flow and surface evolution during pulsed laser micro polishing of Ti6Al4V. J. Manuf. Sci. Eng. 2013, 135, 061023. [Google Scholar] [CrossRef]
- Ma, C.; Vadali, M.; Li, X.; Duffie, N.A.; Pfefferkorn, F.E. Analytical and experimental investigation of thermocapillary flow in pulsed laser micro polishing. J. Micro. Nanomanuf. 2014, 2, 021010. [Google Scholar]
- Wang, Q.H.; Morrow, J.D.; Ma, C.; Duffie, N.A.; Pfefferkorn, F.E. Surface prediction model for thermocapillary regime pulsed laser micro polishing of metals. J. Manuf. Process 2015, 20, 340. [Google Scholar] [CrossRef]
- Zhang, C.; Zhou, J.; Shen, H. Role of capillary and thermocapillary forces in laser polishing of Metals. J. Manuf. Sci. Eng. 2017, 139, 041019. [Google Scholar] [CrossRef]
- Li, K.; Zhou, H.M.; Zhao, Z.Y.; Zhou, H.; Yin, J.; Jin, J. A study on transient molten pool dynamics in laser polishing of Ti6Al4V using numerical simulation. J. Manuf. Process 2021, 65, 478–490. [Google Scholar] [CrossRef]
- Xu, J.; Zou, P.; Kang, D.; Wang, W. Theoretical and experimental study of bulge formation in laser polishing of 304 stainless steel. J. Manuf. Process 2021, 66, 39–52. [Google Scholar] [CrossRef]
- Xu, J.; Zou, P.; Wang, W.; Kang, D. Study on the mechanism of surface topography evolution in melting and transition regimes of laser polishing. Opt. Lasers Eng. 2021, 139, 106947. [Google Scholar] [CrossRef]
- Temmler, A.; Willenborg, E.; Wissenbach, K. Design surfaces by laser remelting. Phys. Procedia 2011, 12, 419. [Google Scholar] [CrossRef]
- Nüsser, C.; Sändker, H.; Willenborg, E. Pulsed laser micro polishing of metals using Dual-beam technology. Phys. Procedia 2013, 41, 346. [Google Scholar] [CrossRef]
- Sharma, S.; Mandal, V.; Ramakrishna, S.; Ramkumar, J. Numerical simulation of melt pool oscillations and protuberance in pulsed laser micro melting of SS304 for surface texturing applications. J. Manuf. Process 2019, 39, 282. [Google Scholar] [CrossRef]
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys; Woodhead Publishing: Cambridge, UK, 2002. [Google Scholar]
- Zhou, J.; Liao, C.; Shen, H.; Ding, X. Surface and property characterization of laser polished Ti6Al4V. Surf. Coat. Technol. 2019, 380, 125016. [Google Scholar] [CrossRef]
- Bobkov, V.; Fokin, L.; Petrov, E. Thermophysical Properties of Materials for Nuclear Engineering a Tutorial and Collection of Data; International Atomic Energy Agence Publishing: Vienna, Austria, 2008. [Google Scholar]
- Zhao, Z.; Zeng, J.; Lai, Z.; Yin, J.; Guo, T. Laser polishing die steel assisted by steady magnetic field. Micromachines 2022, 13, 1493. [Google Scholar] [CrossRef]
- Le, K.; Wong, C.; Chua, K.; Tang, C.; Du, H. Discontinuity of overhanging melt track in selective laser melting process. Int. J. Heat Mass Transf. 2020, 162, 120284. [Google Scholar] [CrossRef]
- Li, N.; Li, Z.; Kang, M.; Zhang, J. Numerical simulation and experimental study on laser micromachining of 304L stainless steel in ambient air. Int. J. Heat Mass Transf. 2019, 140, 978. [Google Scholar] [CrossRef]
- Gu, H.; Wei, C.; Li, L.; Han, Q.; Setchi, R.; Ryan, M.; Li, Q. Multi-physics modelling of molten pool development and track formation in multi-track, multi-layer and multi-material selective laser melting. Int. J. Heat Mass Transf. 2020, 151, 119458. [Google Scholar] [CrossRef]
- Li, C.; Liu, D.; Liu, G.; Liu, S.; Jin, X.; Bai, Y. Surface characteristics enhancement and morphology evolution of selective-laser-melting (SLM) fabricated stainless steel 316L by laser polishing. Opt. Laser Technol. 2023, 162, 109246. [Google Scholar] [CrossRef]
- Shen, H.; Pan, Y.; Zhou, J.; Yao, Z. Forming mechanism of bump shape in pulsed laser melting of stainless steel. J. Heat Transfer. 2017, 139, 062301. [Google Scholar] [CrossRef]
- Morville, S.; Carin, M.; Muller, M.; Gharbi, M.; Peyre, P.; Carron, D.; Le, P.; Masson, R. 2D axial-symmetric model for fluid flow and heat transfer in the melting and resolidification of a vertical cylinder. In Proceedings of the COMSOL Conference, Paris, France, 17–19 November 2010. [Google Scholar]
- Li, K.; Zhao, Z.; Zhou, H.; Zhou, H.; Jin, J. Numerical analyses of molten pool evolution in laser polishing Ti6Al4V. J. Manuf. Process 2020, 58, 574–584. [Google Scholar] [CrossRef]
- Martan, J.; Cibulka, O.; Semmar, N. Nanosecond pulse laser melting investigation by IR radiometry and reflection-based methods. Appl. Surf. Sci. 2006, 253, 1170. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Surface Machining Method | Material Applicability | Adaptability to Complicated External Surface | Surface Quality | Reference |
|---|---|---|---|---|
| Laser polishing | Wide | High | 6.62 μm to 0.55 μm, and improving the microhardness | [11,12] |
| Multi-jet polishing | Wide | High | 0.84 μm to 0.03 μm | [13] |
| Electrochemical polishing | Narrow | High | 17 μm to 0.25 μm | [14] |
| Bonnet polishing | Medium | Medium | 104 nm to 3.7 μm | [15] |
| Conventional surface machining (grinding/milling) | Wide | Low | <10 nm (Sa), but complex working procedure | [16] |
| Stage 1 | |||
|---|---|---|---|
| Processing parameters | |||
| CW laser energy density (J/mm2) | 24 | 28 | 32 |
| CW laser scanning interval (mm) | 0.1 | 0.12 | 0.14 |
| Stage 2 | |||
| Processing parameters | |||
| CW laser energy density (J/mm2) | 24 | 28 | 32 |
| CW laser scanning interval (mm) | 0.1 | 0.12 | 0.14 |
| Pulse laser energy density (J/cm2) | 6 | 8 | 10 |
| Pulse laser scanning interval (mm) | 0.06 | 0.08 | 0.1 |
| Parameter | Nomenclature | Value |
|---|---|---|
| Solidus temperature (K) | ||
| Liquids temperature (K) | ||
| Melting temperature (K) | ||
| Boiling temperature (K) | ||
| Thermal expansion coefficient | ||
| Absorptivity | ||
| Latent heat of melting (J/kg) | ||
| Convective coefficient (W/(m∙K)) | ||
| Temperature derivative of surface |
| Physical Condition | Boundary | Boundary Condition |
|---|---|---|
| Laser radiation | 2 | Heat flux |
| Heat convection | 1, 2, 3 | Convection |
| Radiation | 1, 2, 3 | Radiation |
| Normal stress | 2 | Weak contribution |
| Tangential stress | 2 | Marangoni effects |
| No slip wall | 1, 3, 4 | Wall |
| Parameter (Unit) | Top Surface | The Rest |
|---|---|---|
| Maximum mesh size (μm) | 1.6 | 8 |
| Minimum mesh size (μm) | 0.008 | 0.2 |
| Maximum mesh growth rate | 1.05 | 1.1 |
| Curvature factor | 0.2 | 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeng, J.; Zhang, W.; Guo, T.; Lou, Y.; Wang, W.; Zhao, Z.; Wang, C. Numerical and Experimental Analysis of Dual-Beam Laser Polishing Additive Manufacturing Ti6Al4V. Micromachines 2023, 14, 1765. https://doi.org/10.3390/mi14091765
Zeng J, Zhang W, Guo T, Lou Y, Wang W, Zhao Z, Wang C. Numerical and Experimental Analysis of Dual-Beam Laser Polishing Additive Manufacturing Ti6Al4V. Micromachines. 2023; 14(9):1765. https://doi.org/10.3390/mi14091765
Chicago/Turabian StyleZeng, Junyong, Wei Zhang, Ting Guo, Yan Lou, Wenqi Wang, Zhenyu Zhao, and Chao Wang. 2023. "Numerical and Experimental Analysis of Dual-Beam Laser Polishing Additive Manufacturing Ti6Al4V" Micromachines 14, no. 9: 1765. https://doi.org/10.3390/mi14091765