
Review of Visual Measurement Methods for Metal Vaporization Processes in Laser Powder Bed Fusion
Abstract
:1. Introduction
2. Mechanism of Metal Evaporation in the LPBF Process
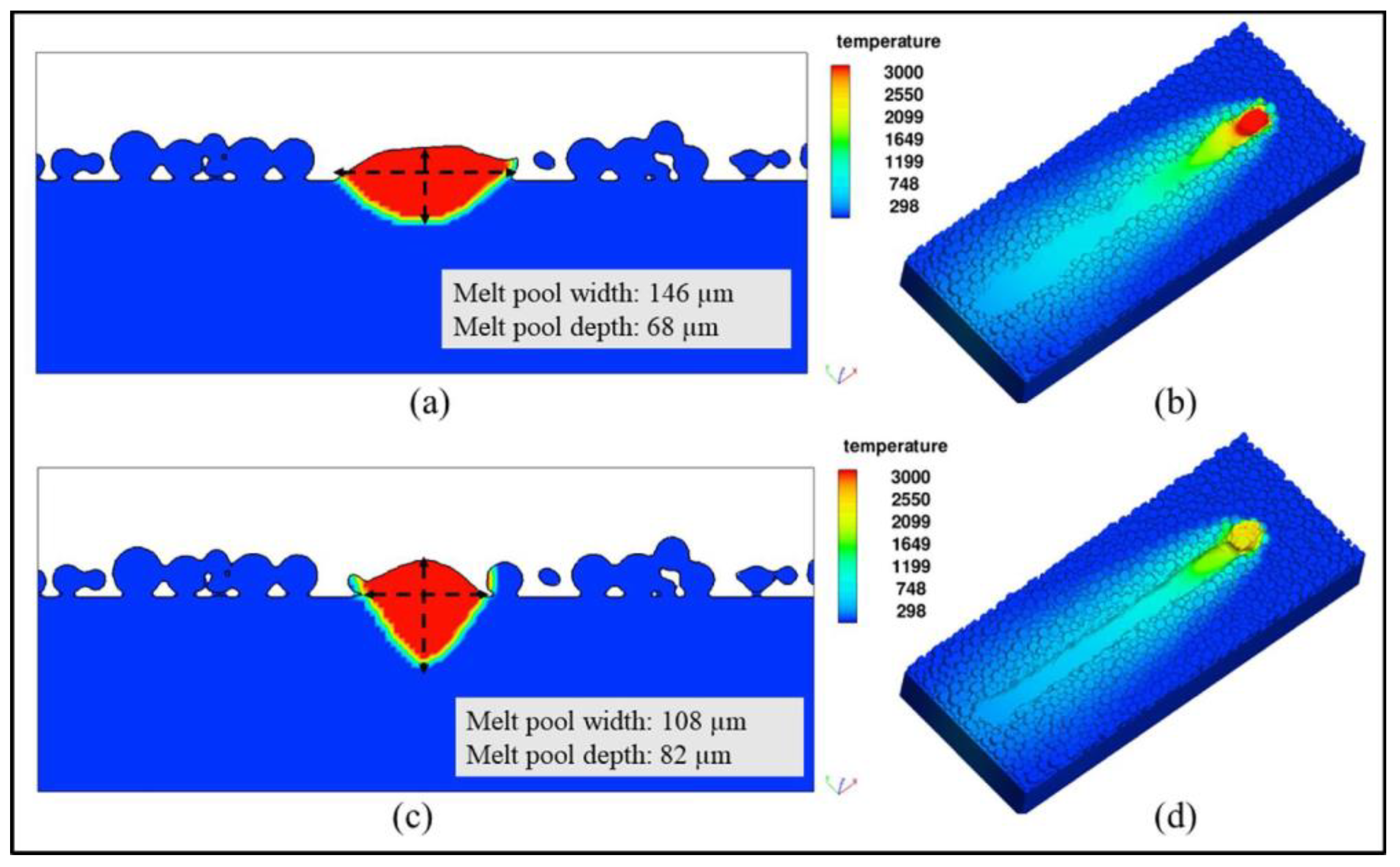
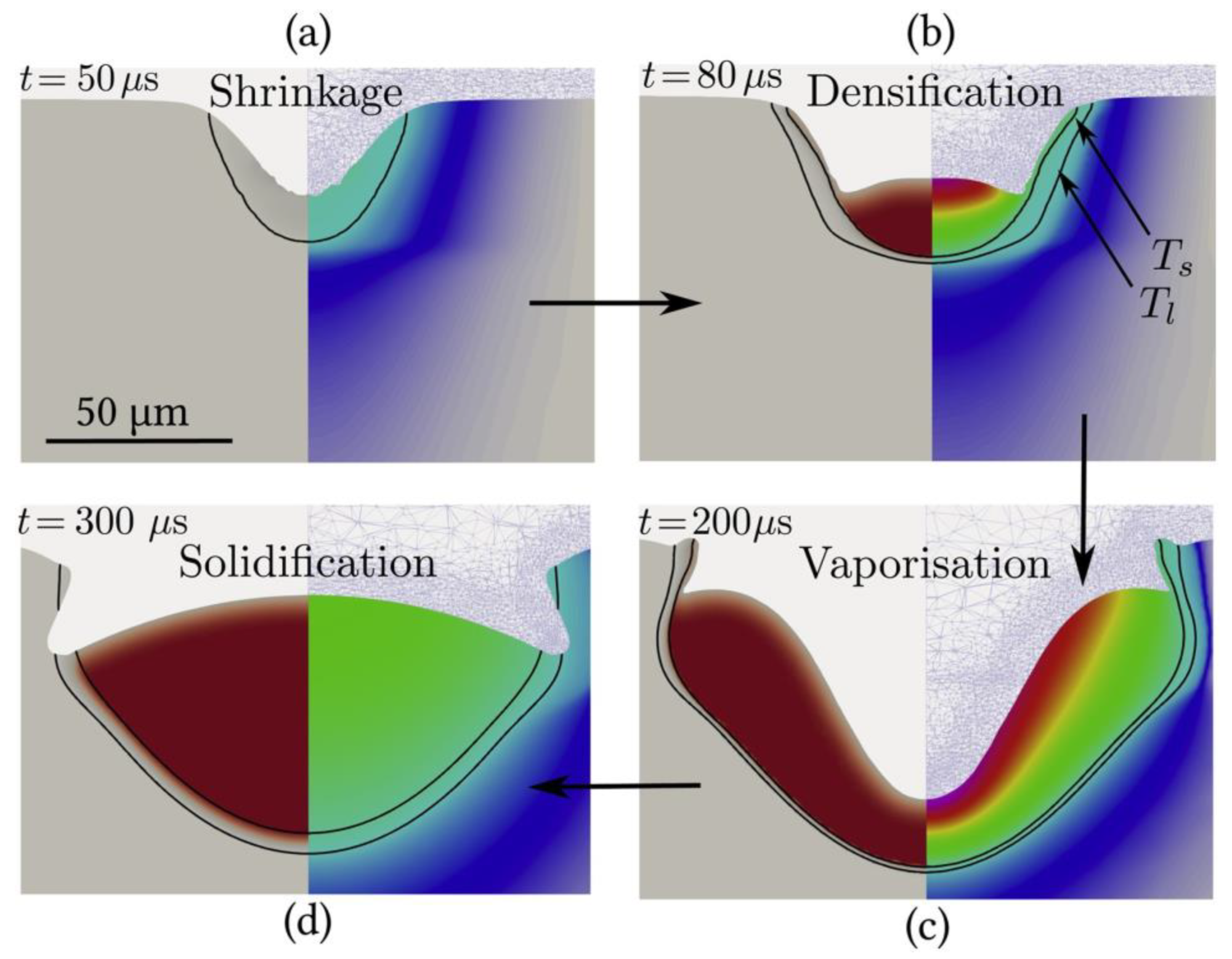
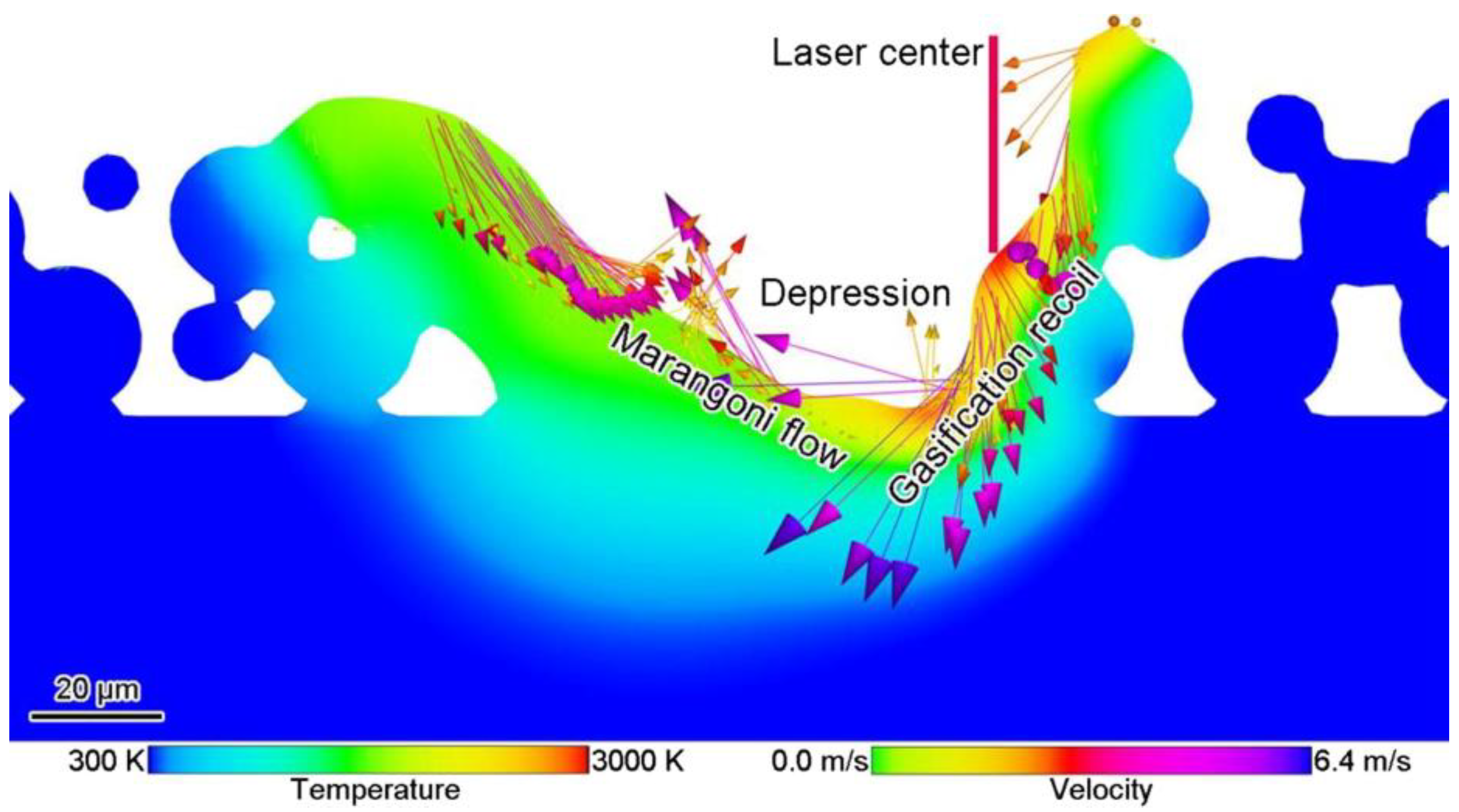
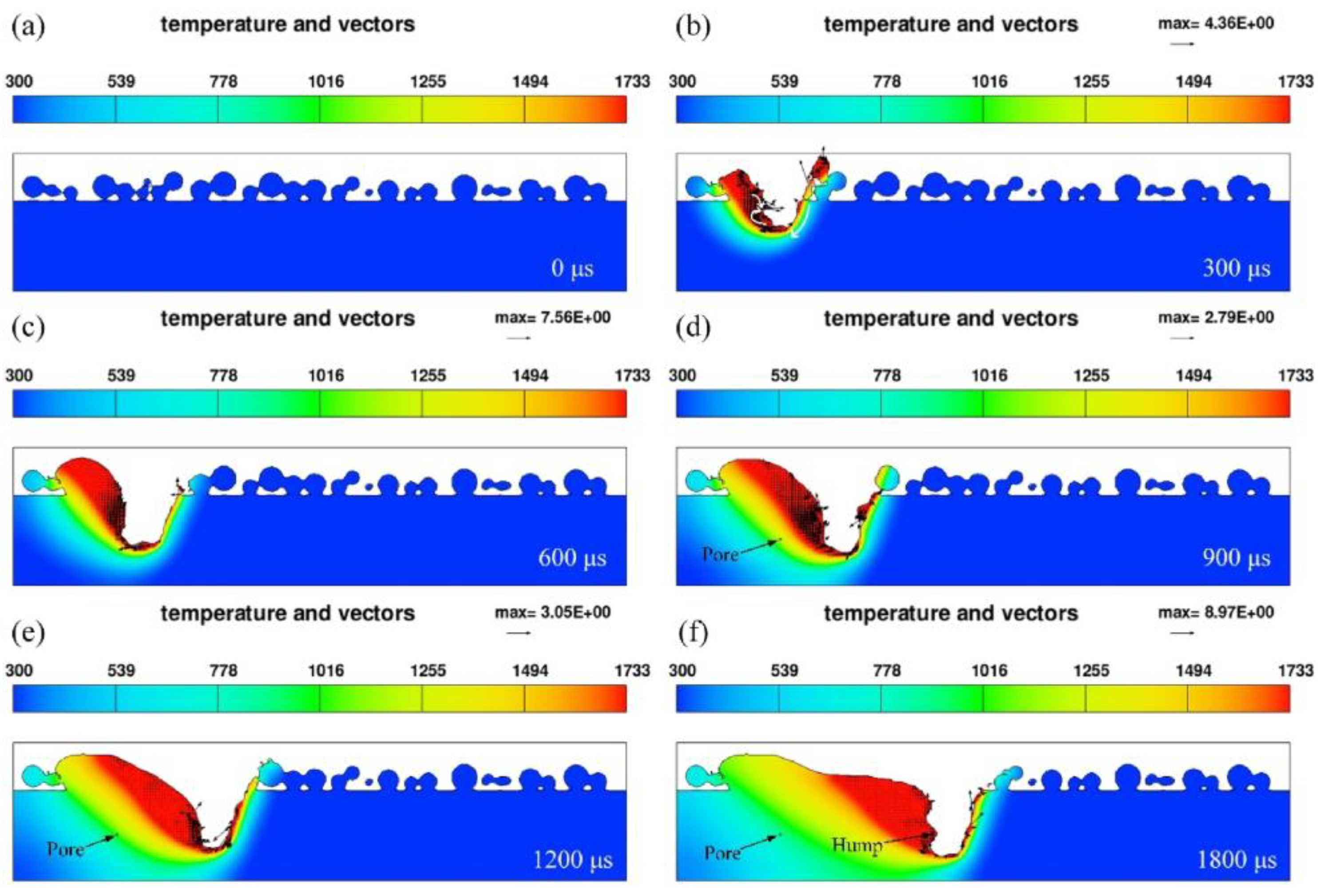
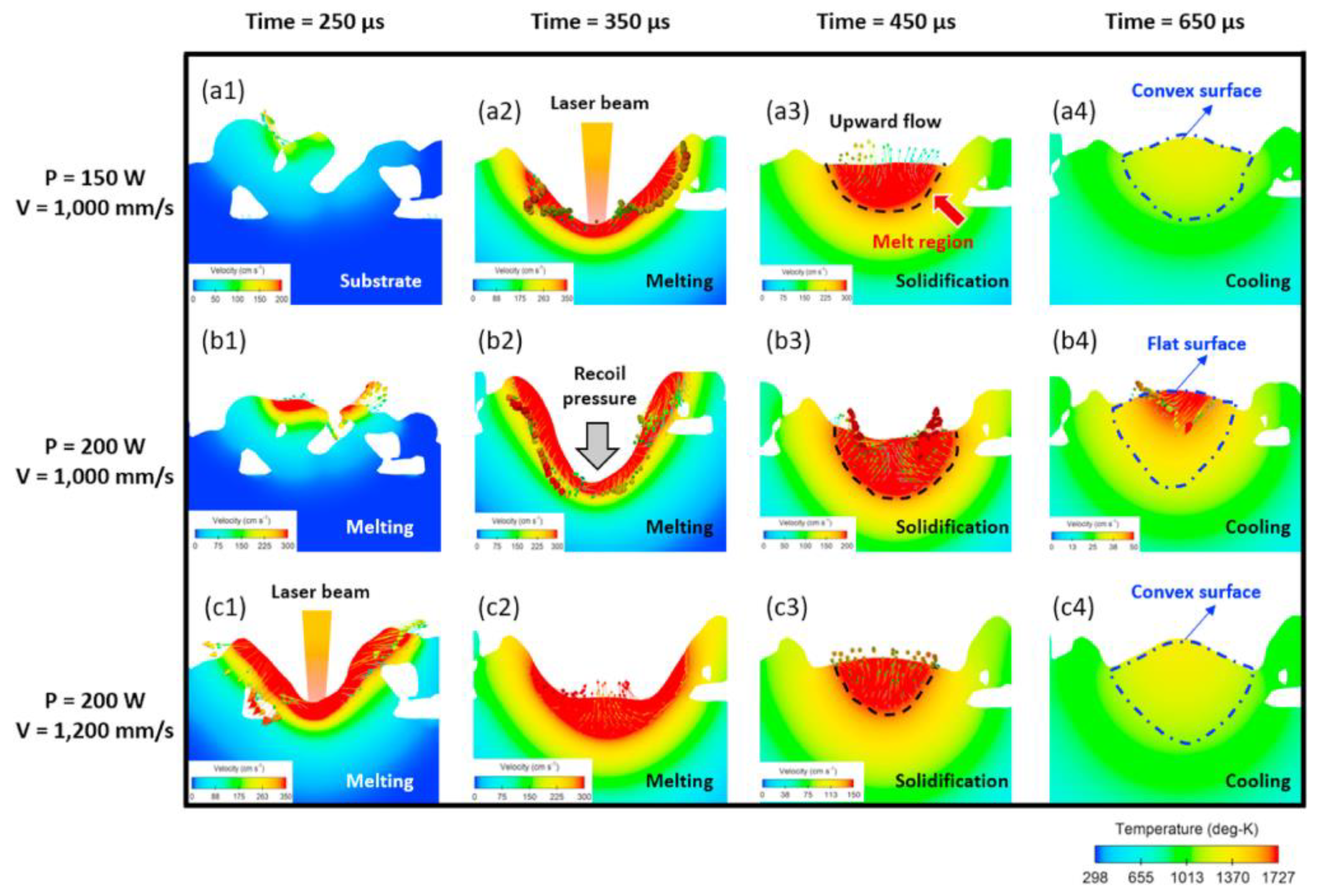
2.1. Numerical Simulation of Melt Pool Formation Process
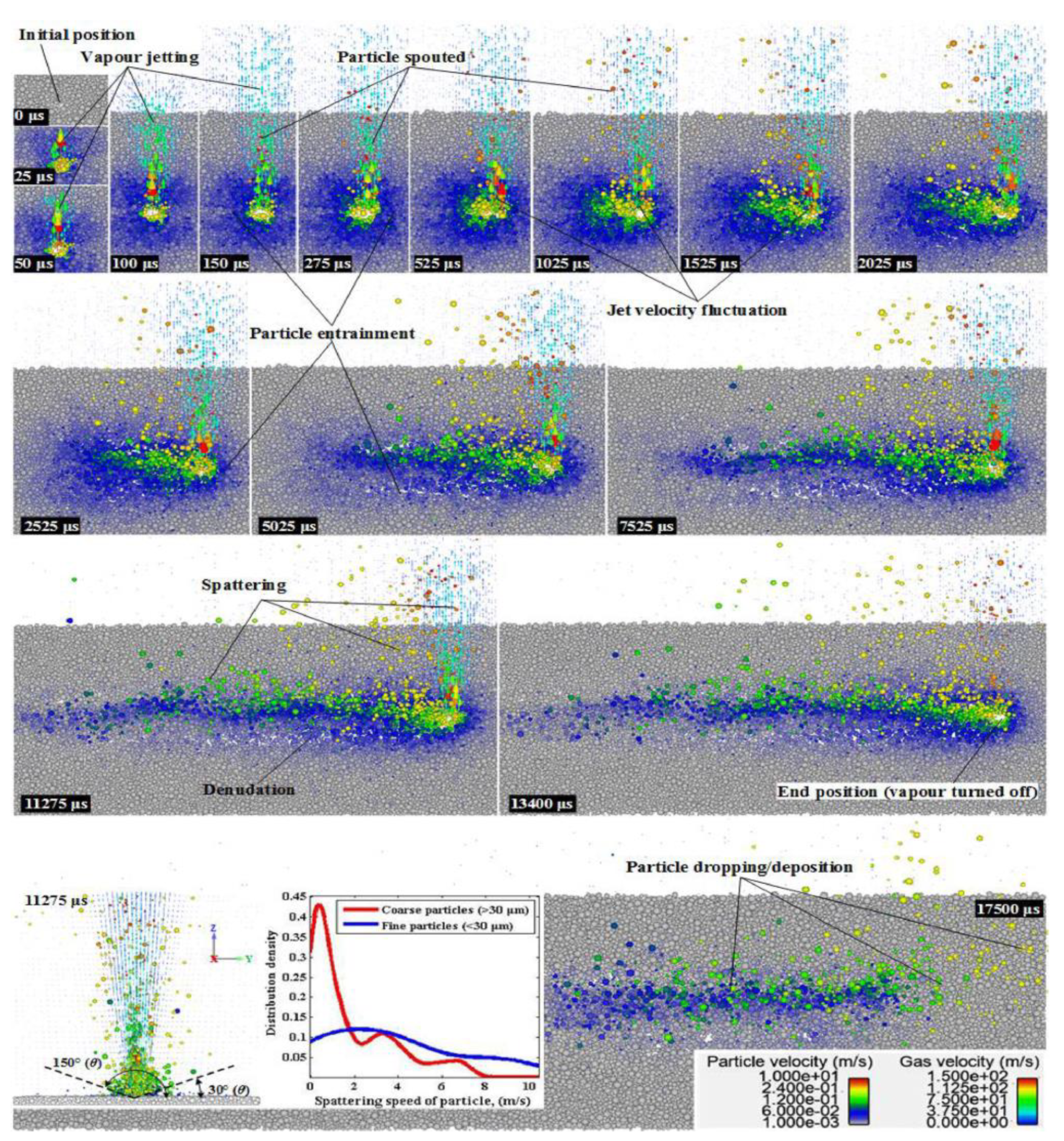
2.2. Numerical Simulation of Plume and Splash Formation Process
3. Visual Measurement Methods of the Molten Metal Evaporation Process in LPBF
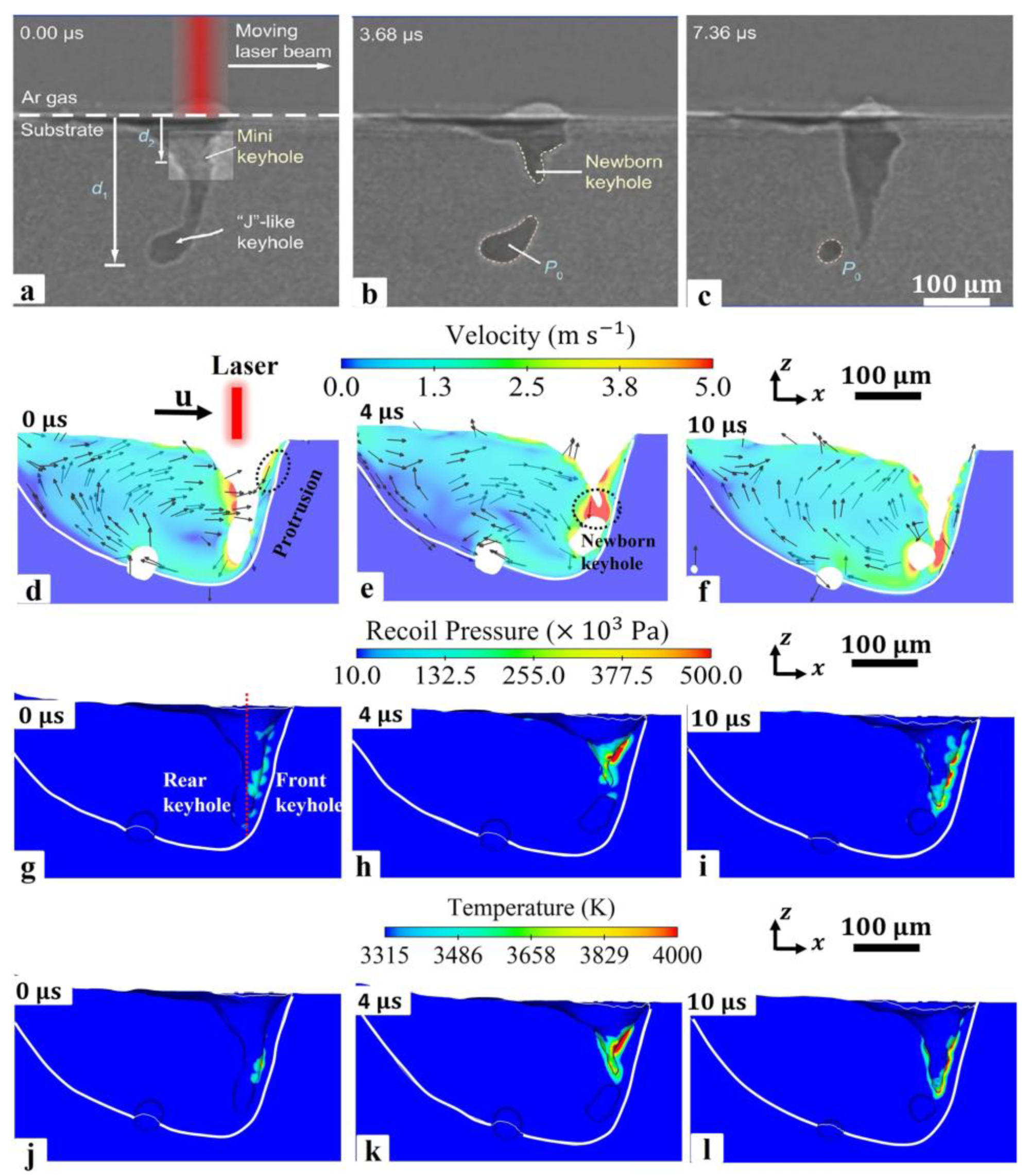
3.1. High-Speed X-ray Imaging
3.2. High-Speed Visible Light Camera Imaging
3.3. High-Speed Schlieren Imaging
4. LPBF Process Inhibition of Metal Evaporation Measures
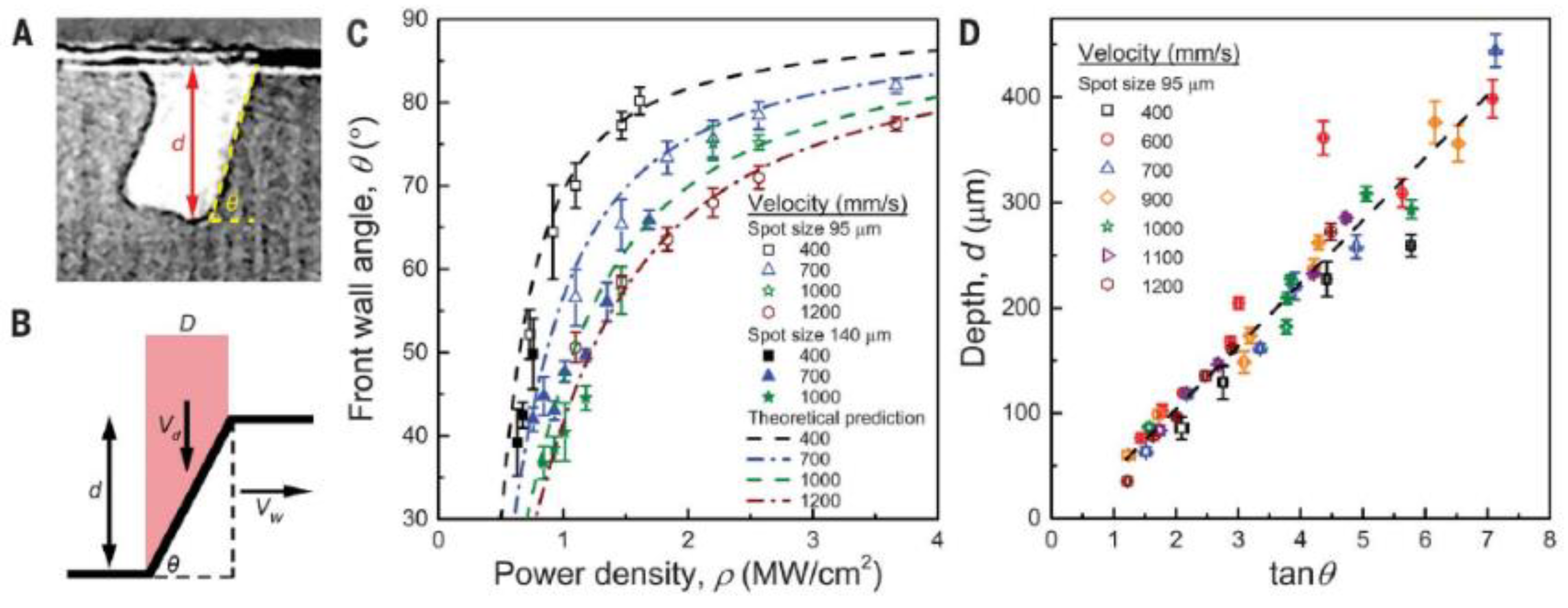
4.1. Laser Energy Density
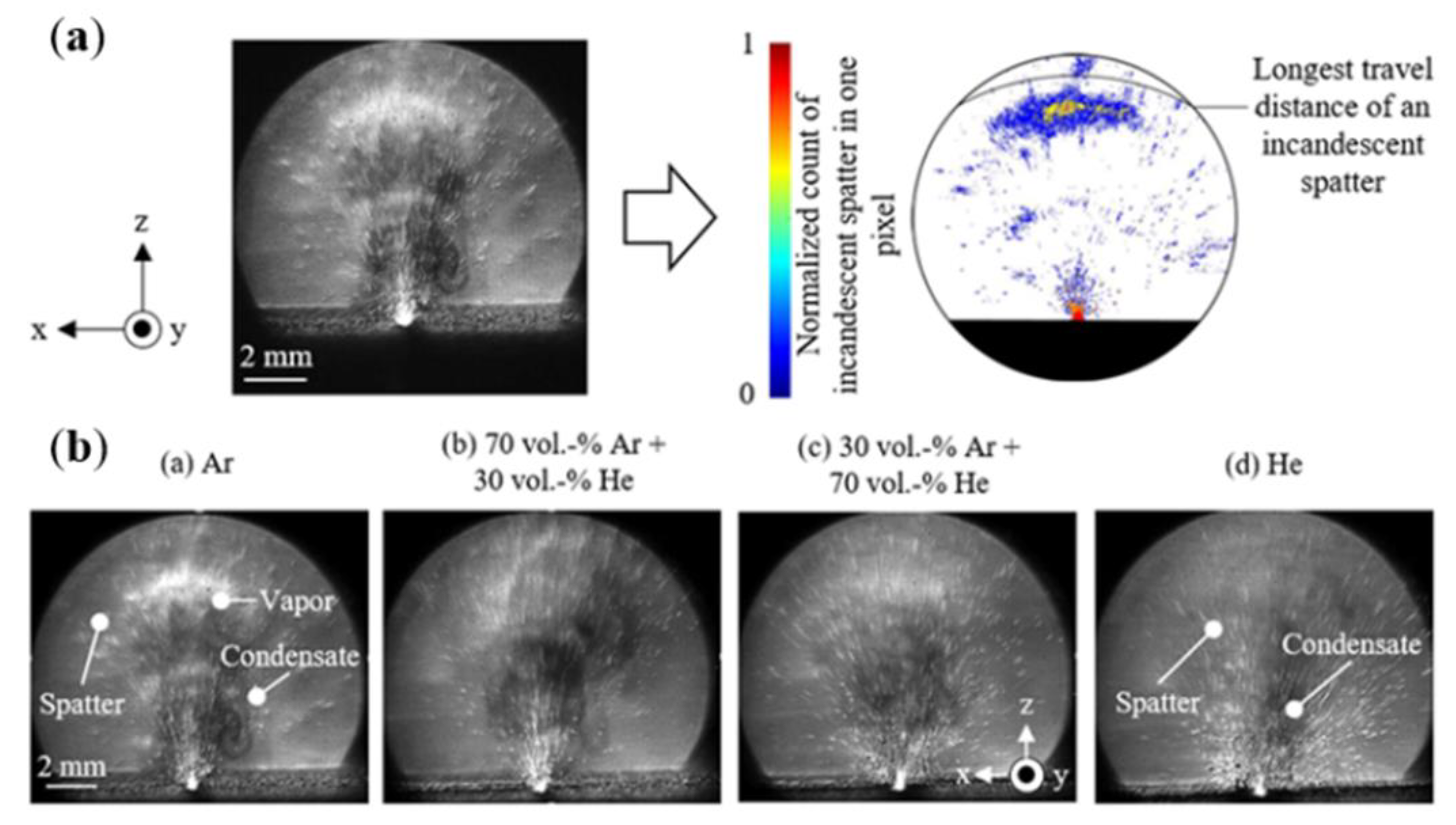
4.2. Processing Atmosphere
5. Conclusions
- (1)
- For the LPBF process, due to the metal vaporization process, vapor plumes, powder exfoliation, sputtering, and keyholes will be generated, and these phenomena can be visually observed by high-speed X-ray imaging technology, high-speed visible light camera imaging technology, and high-speed schlieren system imaging technology to understand the process of metal vaporization. The process of metal vaporization and the formation of the keyhole are caused by high temperatures in the melt pool due to the laser energy density input, and the laser energy density plays a dominant role in the formation of the keyhole, so the appropriate laser energy density is critical to the quality of forming. High-speed imaging technology can capture images of the melt pool surface morphology, the movement of sputtered particles and forming defects on the part surface, and the quality of the squeegee powder, etc., which helps us analyze whether the process parameters are set reasonably and facilitates narrowing the process window with high efficiency and speed.
- (2)
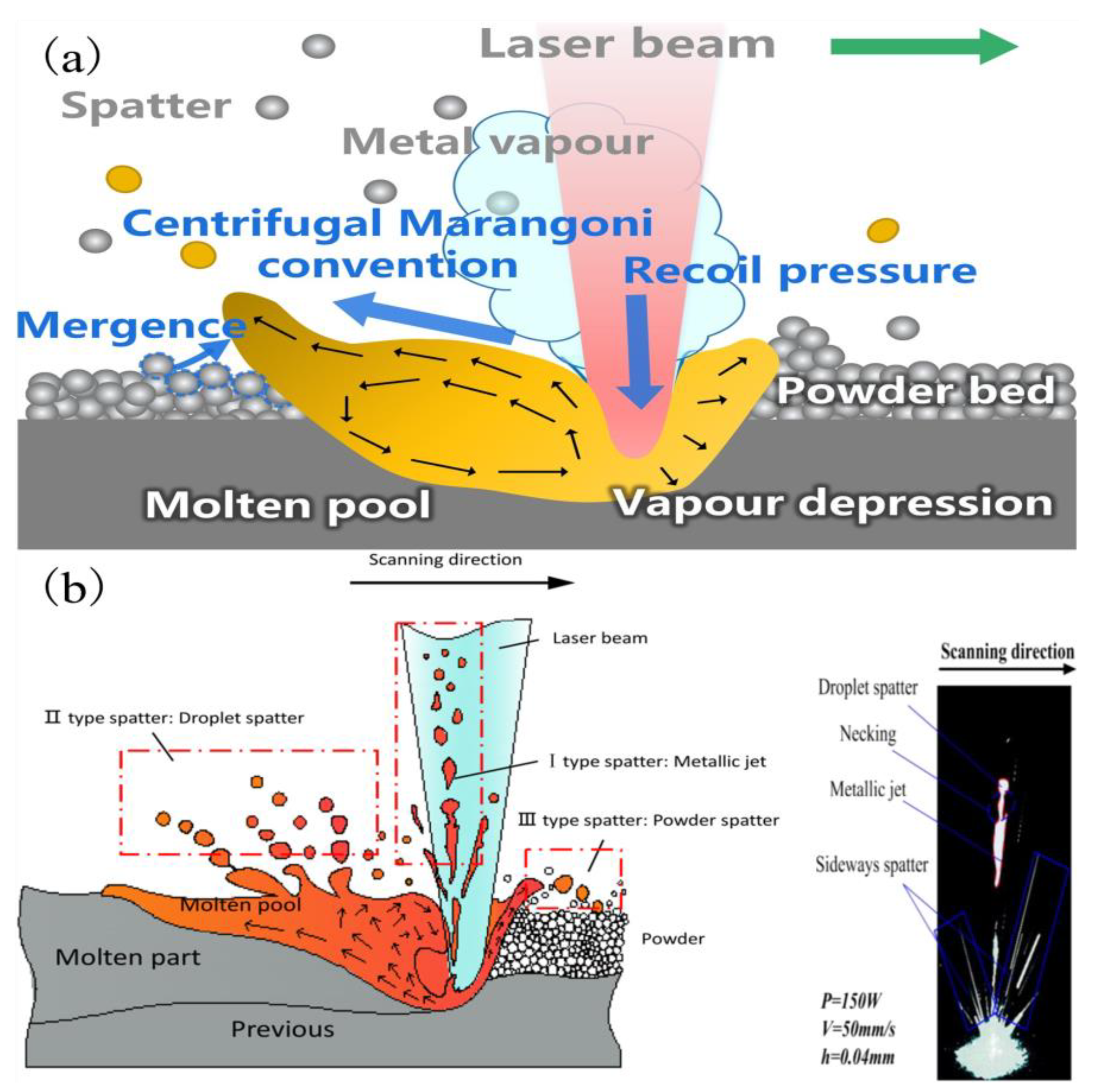
- The interaction of a high-energy laser and metal powder is a complex dynamic process, which is accompanied by changes in mass, energy, and momentum during the melting of the metal powder, and also involves the influence of vapor recoil pressure, the Marangoni effect, surface tension, and other related forces on its vaporization process; however, this cannot be observed by the naked eye, and the establishment of a multi-physics coupled model can show more information about the forces involved in the vaporization process. The numerical simulations are necessary to help us visualize the vaporization process of the metal powder melting. The current numerical simulations mainly focus on the variation processes of the melt pool, and there are fewer studies on the evaporation products, such as plumes, sputters, etc. It is important to select an appropriate evaporation model for the numerical simulation of the LPBF process.
- (3)
- The laser energy density, powder layer thickness, processing environment, and material properties are the main factors influencing the LPBF metal vaporization process. The evaporation of key metal elements has a critical influence on powder stripping, plumes, sputtering, porosity, incomplete fusion, and the segregation of alloy element composition. Therefore, the LPBF process requires an appropriate laser energy density threshold and an efficient gas recirculation system to suppress the metal vaporization process, maintain a stable melt pool during the laser and metal powder interaction, and perform with a stable melt trajectory to improve part imaging quality.
- (1)
- To further explore the complex processes of the high-energy laser and metal powder in the laser powder bed process, it is important to understand the metal vaporization process and its effects on the LPBF process. A multi-physics field-coupled numerical simulation model is established, while the metal vaporization process is visualized using visual measurement methods, such as ultra-high-speed X-rays, high-speed visible light cameras, and high-speed Schlieren imaging systems. Dynamic information about melt pool temperature, melt pool morphology, keyhole evolution, powder motion, plume morphology change, sputter motion, and forming defects are obtained by the above methods to understand the metal evaporation process in depth. The effects of material properties, powder layer thickness, and processing conditions on the quality and performance of LPBF forming are considered from the perspective of metal evaporation, while sputtering is regulated by new materials, such as nanoparticles.
- (2)
- Research on the generation of melt pools and evaporation by-products in the LPBF process, mainly through some new technical means, such as ultra-high-speed X-rays, can detect the internal changes in the process of laser and metal powder interaction, and a high-speed schlieren system can visualize the metal evaporation process by combining the melt pool images and evaporation product images for joint analysis, helping to reveal the metal evaporation process at a deep level and promoting the high-fidelity development of numerical simulations. By considering the effects of vapor recoil pressure, the Marangoni effect, and evaporation heat dissipation in the numerical simulation process, an accurate multi-physics coupled evaporation model can be established, which can provide a realistic simulation of the LPBF metal evaporation process and more accurately reproduce the laser and metal powder interaction process. However, numerical simulation is very computationally demanding and consumes computer resources. Therefore, multi-scale modeling will be needed in the future to improve computational accuracy and efficiency while revealing the interactions between materials, processes, structures, and properties with computational accuracy.
- (3)
- Scholars should further explore the vaporization process of Zn, Mg, Al, and other metals and their alloy materials, especially focusing on increasing the research on Mg metals and their alloys. With the lowest density, high specific strength, biodegradability, and improved metabolism, Mg is widely used in aerospace, biomedical, automotive, and other fields, and has a wide range of development prospects. Mg loss due to low melting point/high saturation vapor pressure element vaporization is severe, resulting in alloy composition segregation and reduced part forming quality. To accurately control the composition and properties of LPBF parts, the metal powder material and process parameters should be adjusted and optimized to reduce vaporization loss. At the same time, the prediction of metal evaporation loss by numerical simulation should be further improved.
- (4)
- The metal vaporization process is an important phenomenon in the process of laser and metal powder interaction, and it provides a variety of information for in-situ monitoring of the LPBF process, including melt pool, plume, and sputtering characteristics. This information includes acoustic, optical, thermal, and force signals; it is a key issue to extract the useful signals we need for quality monitoring and control, while the combined use of monitoring equipment, such as high-speed X-rays, high-speed visible cameras, pyrometers, thermal imagers, infrared cameras, and acceleration sensors, can provide even richer information. The use of artificial intelligence techniques such as machine learning (supervised, semi-supervised, and unsupervised) and computer vision to extract useful feature signals from LPBF process data for the analysis of metal evaporation processes is a major research trend.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The role of additive manufacturing in the era of Industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. A review of metal additive manufacturing technologies. Solid State Phenom. 2018, 278, 1–14. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Landi, D.; Zefinetti, F.C.; Spreafico, C.; Regazzoni, D. Comparative life cycle assessment of two different manufacturing technologies: Laser additive manufacturing and traditional technique. Procedia CIRP 2022, 105, 700–705. [Google Scholar] [CrossRef]
- Garden, J. Additive manufacturing technologies: State of the art and trends. Int. J. Prod. Res. 2016, 54, 3118–3132. [Google Scholar] [CrossRef]
- Lin, Z.Q.; Lai, Y.W.; Pan, T.T.; Zhang, W.; Zheng, J.; Ge, X.H.; Liu, Y.G. A new method for automatic detection of defects in selective laser melting based on machine vision. Materials 2021, 14, 4175. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef] [Green Version]
- Xu, T.C.; Yang, Y.; Peng, X.D.; Song, J.F.; Pan, F.S. Overview of advancement and development trend on magnesium alloy. J. Magnes. Alloys 2019, 7, 536–544. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Salehi, M.; Kopp, A.; Xu, S.W.; Esmaily, M.; Birbilis, N. Recent progress and perspectives in additive manufacturing of magnesium alloys. J. Magnes. Alloys 2022, 10, 1511–1541. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, F. The additive manufacturing (AM) of titanium alloys. Met. Powder Rep. 2017, 72, 96–106. [Google Scholar] [CrossRef]
- Mukinay, T. The Development of Antibacterial and Wear Resistant Ti6Al4V Surfaces by Silver Doping, Selective Laser Melting, and Thermal Oxidation. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2020. [Google Scholar]
- Nie, P.; Ojo, O.; Li, Z.G. Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater. 2014, 77, 85–95. [Google Scholar] [CrossRef]
- Chua, K.; Khan, I.; Malhotra, R.; Zhu, D.H. Additive manufacturing and 3D printing of metallic biomaterials. Eng. Regen. 2022, 2, 288–299. [Google Scholar] [CrossRef]
- Zhou, W.W.; Kikuchi, K.; Nomura, N.; Yoshimi, K.; Kawasaki, A. In-situ formation of ceramic layer on Mo-based composites via laser powder bed fusion. Materialia 2020, 10, 100655. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Goossens, L.R.; Kinds, Y.; Hooreweder, B.V.; Vanmeensel, K. Laser-based powder bed fusion additive manufacturing of pure copper. Addit. Manuf. 2021, 42, 101990. [Google Scholar] [CrossRef]
- Karunakaran, R.; Ortgies, S.; Tamayol, A.; Bobaru, F.; Sealy, M.P. Additive manufacturing of magnesium alloys. Bioact. Mater. 2020, 5, 44–54. [Google Scholar] [CrossRef]
- Sanchez, S.; Smith, P.; Xu, Z.K.; Gaspard, G.; Hyde, C.J.; Wits, W.W.; Ashcroft, I.A.; Chen, H.; Clare, A.T. Powder Bed Fusion of nickel-based superalloys: A review. Int. J. Mach. Tool. Manu. 2021, 165, 103729. [Google Scholar] [CrossRef]
- Bi, J.; Lei, Z.L.; Chen, Y.B.; Chen, X.; Lu, N.N.; Tian, Z.; Qin, X.K. An additively manufactured Al-14.1 Mg-0.47 Si-0.31 Sc-0.17 Zr alloy with high specific strength, good thermal stability and excellent corrosion resistance. J. Mater. Sci. Technol. 2021, 67, 23–35. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Zavašnik, J.; Shabadi, R.; Mousavian, R.T. Dynamic recrystallization’s role in strength-ductility trade-off in polycrystalline Fe–Cr–Ni stainless steels produced by laser powder bed fusion. Mat. Sci. Eng. A 2021, 814, 141214. [Google Scholar] [CrossRef]
- Adeyemi, A.; Akinlabi, E.T.; Mahamood, R.M. Powder bed based laser additive manufacturing process of stainless steel: A review. Mater. Today Proc. 2018, 5, 18510–18517. [Google Scholar] [CrossRef]
- Wang, W.Y.; Takata, N.; Suzuki, A.; Kobashi, M.; Kato, M. High-temperature strength sustained by nano-sized eutectic structure of Al–Fe alloy manufactured by laser powder bed fusion. Mat. Sci. Eng. A 2022, 838, 142782. [Google Scholar] [CrossRef]
- Kyogoku, H.; Ikeshoji, T. A review of metal additive manufacturing technologies: Mechanism of defects formation and simulation of melting and solidification phenomena in laser powder bed fusion process. Mech. Eng. Rev. 2020, 7, 19–00182. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Li, H.; Yin, J.; Li, Y.; Nie, Z.G.; Li, X.Y.; You, D.Y.; Guan, K.; Duan, W.; Cao, L.C.; et al. A review of spatter in laser powder bed fusion additive manufacturing: In situ detection, generation, effects, and countermeasures. Micromachines 2022, 13, 1366. [Google Scholar] [CrossRef] [PubMed]
- Gibson, I.; Rosen, D.; Stucker, B. Directed energy deposition processes. In Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: Berlin/Heidelberg, Germany, 2015; pp. 245–268. [Google Scholar]
- Zhang, Y.; Wu, L.M.; Guo, X.Y.; Kane, S.; Deng, Y.F.; Jung, Y.; Lee, J.; Zhang, J. Additive manufacturing of metallic materials: A review. J. Mater. Eng. Perform. 2018, 27, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.L.; Jiang, J.K.; Tian, Y.C. A review on macroscopic and microstructural features of metallic coating created by pulsed laser material deposition. Micromachines 2022, 13, 659. [Google Scholar] [CrossRef]
- Xu, Z.D.; Wang, D.Z.; Song, W.J.; Tang, C.W.; SUN, P.F.; Yang, J.X.; Hu, Q.W.; Zeng, X.Y. Microstructure and Wear of W-Particle-Reinforced Al Alloys Prepared by Laser Melt Injection. Micromachines 2022, 13, 699. [Google Scholar] [CrossRef]
- Cardon, A.; Mareau, C.; Ayed, Y.; Veen, S.V.D.; Giraud, E.; Santo, P.D. Heat treatment simulation of Ti-6Al-4V parts produced by selective laser melting. Addit. Manuf. 2021, 39, 101766. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Li, X.D. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar]
- Grasso, M. In situ monitoring of powder bed fusion homogeneity in electron beam melting. Materials 2021, 14, 7015. [Google Scholar] [CrossRef]
- Liu, J.G.; Wen, P. Metal vaporization and its influence during laser powder bed fusion process. Mater. Des. 2022, 215, 110505. [Google Scholar] [CrossRef]
- Wen, P.; Qin, Y.; Chen, Y.Z.; Voshage, M.; Jauer, L.; Poprawe, R.; Schleifenbaum, J.H. Laser additive manufacturing of Zn porous scaffolds: Shielding gas flow, surface quality and densification. J. Mater. Sci. Technol. 2019, 35, 368–376. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Powder bed fusion processes. In Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: Berlin/Heidelberg, Germany, 2015; pp. 107–145. [Google Scholar]
- Astm, I. ASTM52900-15 Standard Terminology for Additive Manufacturing—General Principles—Terminology; ASTM International: West Conshohocken, PA, USA, 2015; Volume 3, p. 5. [Google Scholar]
- Garcia-Colomo, A.; Wood, D.; Martina, F.; Williams, S.W. A comparison framework to support the selection of the best additive manufacturing process for specific aerospace applications. Int. J. Rapid Manuf. 2020, 9, 194–211. [Google Scholar] [CrossRef]
- Vasco, J. C Additive manufacturing for the automotive industry. In Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 505–530. [Google Scholar]
- Depboylu, F.N.; Yasa, E.; Poyraz, Ö.; Minguella-Canela, J.; Korkusuz, F.; Lopez, M.A.D.S. Titanium based bone implants production using laser powder bed fusion technology. J. Mater. Res. Technol. 2022, 17, 1408–1426. [Google Scholar] [CrossRef]
- Vukkum, V.B.; Gupta, R.K. Review on corrosion performance of laser powder-bed fusion printed 316L stainless steel: Effect of processing parameters, manufacturing defects, post-processing, feedstock, and microstructure. Mater. Des. 2022, 221, 110874. [Google Scholar] [CrossRef]
- Ali, U.; Esmaeilizadeh, R.; Ahmed, F.; Sarker, D.; Muhammad, W.; Keshavarzkermani, A.; Mahmoodkhani, Y.; Marzbanrad, E.; Toyserkani, E. Identification and characterization of spatter particles and their effect on surface roughness, density and mechanical response of 17-4 PH stainless steel laser powder-bed fusion parts. Mat. Sci. Eng. A 2019, 756, 98–107. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Morrow, B.M.; Lienert, T.J.; Knapp, C.M.; Sutton, J.O.; Brand, M.J.; Pacheco, R.M.; Livescu, V.; Carpenter, J.S.; Gray, G.T. Impact of defects in powder feedstock materials on microstructure of 304L and 316L stainless steel produced by additive manufacturing. Metall. Mater. Trans. A 2018, 49, 3637–3650. [Google Scholar] [CrossRef]
- Heiden, M.J.; Deibler, L.A.; Rodelas, J.M.; Koepke, J.R.; Tung, D.J.; Saiz, D.J.; Jared, B.H. Evolution of 316L stainless steel feedstock due to laser powder bed fusion process. Addit. Manuf. 2019, 25, 84–103. [Google Scholar] [CrossRef]
- Yang, G.; Xie, Y.L.; Zhao, S.; Qin, L.Y.; Wang, X.M.; Wu, B. Quality control: Internal defects formation mechanism of selective laser melting based on laser-powder-melt pool interaction: A review. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100037. [Google Scholar] [CrossRef]
- Zhao, C.; Shi, B.; Chen, S.; Du, D.; Sun, T.; Simonds, B.J.; Fezzaa, K.; Rollett, A.D. Laser melting modes in metal powder bed fusion additive manufacturing. Rev. Mod. Phys. 2022, 94, 045002. [Google Scholar] [CrossRef]
- Masmoudi, A.; Bolot, R.; Coddet, C. Investigation of the laser–powder–atmosphere interaction zone during the selective laser melting process. J. Mater. Process. Technol. 2015, 225, 122–132. [Google Scholar] [CrossRef]
- Li, Y.L.; Zhou, K.; Tor, S.B.; Chua, C.K.; Leong, K.F. Heat transfer and phase transition in the selective laser melting process. Int. J. Heat Mass. Tram. 2017, 108, 2408–2416. [Google Scholar] [CrossRef]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Li, G.; Li, X.W.; Guo, C.; Zhou, Y.; Tan, Q.Y.; Qu, W.Y.; Li, X.G.; Hu, X.G.; Zhang, M.X.; Zhu, Q. Investigation into the effect of energy density on densification, surface roughness and loss of alloying elements of 7075 aluminium alloy processed by laser powder bed fusion. Opt. Laser. Technol. 2022, 147, 107621. [Google Scholar] [CrossRef]
- Esmaeilizadeh, R.; Ali, U.; Keshavarzkermani, A.; Mahmoodkhani, Y.; Marzbanrad, E.; Toyserkani, E. On the effect of spatter particles distribution on the quality of Hastelloy X parts made by laser powder-bed fusion additive manufacturing. J. Manuf. Process. 2019, 37, 11–20. [Google Scholar] [CrossRef]
- Attarzadeh, F.; Asadi, E. Analysis of element loss, densification, and defects in laser-based powder-bed fusion of magnesium alloy WE43. J. Magnes. Alloys 2022, 10, 2118–2136. [Google Scholar] [CrossRef]
- Zhao, C.; Guo, Q.; Li, X.; Parab, N.; Fezzaa, K.; Tan, W.; Chen, L.; Sun, T. Bulk-explosion-induced metal spattering during laser processing. Phys. Rev. X 2019, 9, 021052. [Google Scholar] [CrossRef] [Green Version]
- Du, C.B.; Zhao, Y.Y.; Jiang, J.C.; Wang, Q.; Wang, H.J.; Li, N.; Sun, J. Pore defects in Laser Powder Bed Fusion: Formation mechanism, control method, and perspectives. J. Alloys Compd. 2023, 944, 169215. [Google Scholar] [CrossRef]
- Yin, J.; Wang, D.Z.; Yang, L.I.; Wei, H.L.; Dong, P.; Ke, L.D.; Wang, G.Q.; Zhu, H.H.; Zeng, X.Y. Correlation between forming quality and spatter dynamics in laser powder bed fusion. Addit. Manuf. 2020, 31, 100958. [Google Scholar] [CrossRef]
- Ladewig, A.; Schlick, G.; Fisser, M.; Schulze, V.; Glatzel, U. Influence of the shielding gas flow on the removal of process by-products in the selective laser melting process. Addit. Manuf. 2016, 10, 1–9. [Google Scholar] [CrossRef]
- Ahmadi, M.; Tabary, S.A.A.B.; Rahmatabadi, D.; Ebrahimi, M.S.; Abrinia, K.; Hashemi, R. Review of selective laser melting of magnesium alloys: Advantages, microstructure and mechanical characterizations, defects, challenges, and applications. J. Mater. Res. Technol. 2022, 19, 1537–1562. [Google Scholar] [CrossRef]
- Calta, N.; Martin, A.; Hammons, J.A.; Nielsen, M.H.; Roehling, T.T.; Fezzaa, K.; Matthews, M.J.; Jeffries, J.R.; Willey, T.; Lee, J.R. Pressure dependence of the laser-metal interaction under laser powder bed fusion conditions probed by in situ X-ray imaging. Addit. Manuf. 2020, 32, 101084. [Google Scholar] [CrossRef]
- Zhou, L.; Hyer, H.; Thapliyal, S.; Mishra, R.S.; McWilliams, B.; Cho, K.; Sohn, Y. Process-dependent composition, microstructure, and printability of Al-Zn-Mg and Al-Zn-Mg-Sc-Zr alloys manufactured by laser powder bed fusion. Metall. Mater. Trans. A 2020, 51, 3215–3227. [Google Scholar] [CrossRef]
- Qin, Y.; Liu, J.G.; Chen, Y.Z.; Wen, P.; Zheng, Y.F.; Tian, Y.; Voshage, M.; Schleifenbaum, J.H. Influence of Laser Energy Input and Shielding Gas Flow on Evaporation Fume during Laser Powder Bed Fusion of Zn Metal. Materials 2021, 14, 2677. [Google Scholar] [CrossRef]
- Chen, Y.Z.; Wen, P.; Voshage, M.; Jauer, L.; Qin, Y.; Schleifenbaum, J.H. Laser additive manufacturing of Zn metal parts for biodegradable implants: Effect of gas flow on evaporation and formation quality. J. Laser Appl. 2019, 31, 022304. [Google Scholar] [CrossRef]
- Deng, Q.C.; Wu, Y.J.; Wu, Q.; Xue, Y.T.; Zhang, Y.; Peng, L.M.; Ding, W. Microstructure evolution and mechanical properties of a high-strength Mg-10Gd-3Y–1Zn-0.4 Zr alloy fabricated by laser powder bed fusion. Addit. Manuf. 2022, 49, 102517. [Google Scholar]
- Yang, J.J.; Han, J.; Yu, H.C.; Yin, J.; Gao, M.; Wang, Z.M.; Zeng, X.Y. Role of molten pool mode on formability, microstructure and mechanical properties of selective laser melted Ti-6Al-4V alloy. Mater. Design 2016, 110, 558–570. [Google Scholar] [CrossRef]
- Wang, H.Z.; Zou, Y. Microscale interaction between laser and metal powder in powder-bed additive manufacturing: Conduction mode versus keyhole mode. Int. J. Heat Mass. Tran. 2019, 142, 118473. [Google Scholar] [CrossRef]
- Nassar, A.R.; Gundermann, M.A.; Reutzel, E.W.; Guerrier, P.; Krane, M.H.; Weldon, M.J. Formation processes for large ejecta and interactions with melt pool formation in powder bed fusion additive manufacturing. Sci. Rep. 2019, 9, 5038. [Google Scholar] [CrossRef] [Green Version]
- Sun, T.; Tan, W.D.; Chen, L.Y.; Rollett, A. In situ/operando synchrotron x-ray studies of metal additive manufacturing. MRS. Bull. 2020, 45, 927–933. [Google Scholar] [CrossRef]
- Guo, Q.; Qu, M.; Escano, L.I.; Hojjatzadeh, S.M.H.; Young, Z.; Fezzaa, K.; Chen, L. Revealing melt flow instabilities in laser powder bed fusion additive manufacturing of aluminum alloy via in-situ high-speed X-ray imaging. Int. J. Mach. Tool. Manuf. 2022, 175, 103861. [Google Scholar] [CrossRef]
- Ly, S.; Rubenchik, A.M.; Khairallah, S.A.; Guss, G.; Matthews, M.J. Metal vapor micro-jet controls material redistribution in laser powder bed fusion additive manufacturing. Sci. Rep. 2017, 7, 4085. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bidare, P.; Bitharas, I.; Ward, R.M.; Attallah, M.M.; Moore, A.J. Laser powder bed fusion at sub-atmospheric pressures. Int. J. Mach. Tool. Manuf. 2018, 130, 65–72. [Google Scholar] [CrossRef]
- Bidare, P.; Bitharas, I.; Ward, R.M.; Attallah, M.M.; Moore, A.J. Fluid and particle dynamics in laser powder bed fusion. Acta Mater. 2018, 142, 107–120. [Google Scholar] [CrossRef]
- Hoppe, B.; Enk, S.; Schleifenbaum, J.H. Analysis of the Shielding Gas Dependent L-PBF Process Stability by Means of Schlieren and Shadowgraph Techniques. In Proceedings of the 2019 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2019; University of Texas: Austin, TX, USA, 2019. [Google Scholar]
- Santecchia, E.; Spigarelli, S.; Cabibbo, M. Material reuse in laser powder bed fusion: Side effects of the laser—Metal powder interaction. Metals 2020, 10, 341. [Google Scholar] [CrossRef] [Green Version]
- Stopyra, W.; Gruber, K.; Smolina, I.; Kurzynowski, T.; Kuznicka, B. Laser powder bed fusion of AA7075 alloy: Influence of process parameters on porosity and hot cracking. Addit. Manuf. 2020, 35, 101270. [Google Scholar] [CrossRef]
- Wang, J.C.; Zhu, R.; Liu, Y.J.; Zhang, L.C. Understanding melt pool characteristics in laser powder bed fusion: An overview of single and multi-track melt pools for process optimization. Adv. Powder Mater. 2023, 2, 100137. [Google Scholar] [CrossRef]
- Soltani-Tehrani, A.; Shrestha, R.; Phan, N.; Seifi, M.; Shamsaei, N. Establishing specimen property to part performance relationships for laser beam powder bed fusion additive manufacturing. Int. J. Fatigue 2021, 151, 106384. [Google Scholar] [CrossRef]
- Zhang, T.; Zhou, X.; Zhang, P.Y.; Duan, Y.C.; Cheng, X.; Wang, X.D.; Ding, G.Q. Hardness Prediction of Laser Powder Bed Fusion Product Based on Melt Pool Radiation Intensity. Materials 2022, 15, 4674. [Google Scholar] [CrossRef]
- Yin, J.; Zhang, W.Q.; Ke, L.D.; Wei, H.L.; Wang, D.Z.; Yang, L.L.; Zhu, H.H.; Dong, P.; Wang, G.Q.; Zeng, X.Y. Vaporization of alloying elements and explosion behavior during laser powder bed fusion of Cu–10Zn alloy. Int. J. Mach. Tool. Manuf. 2021, 161, 103686. [Google Scholar] [CrossRef]
- Bitharas, I.; Parab, N.; Zhao, C.; Sun, T.; Rollett, A.D.; Moore, A.J. The interplay between vapour, liquid, and solid phases in laser powder bed fusion. Nat. Commun. 2022, 13, 2959. [Google Scholar] [CrossRef]
- Wang, D.; Wu, S.B.; Fu, F.; Mai, S.Z.; Yang, Y.Q.; Liu, Y.; Song, C.H. Mechanisms and characteristics of spatter generation in SLM processing and its effect on the properties. Mater. Des. 2017, 117, 121–130. [Google Scholar] [CrossRef]
- Coen, V.; Goossens, L.; Van Hooreweder, B. Methodology and experimental validation of analytical melt pool models for laser powder bed fusion. J. Mater. Process. Technol. 2022, 304, 117547. [Google Scholar] [CrossRef]
- Wu, Y.C.; San, C.H.; Chang, C.H.; Lin, H.J.; Marwan, R.; Baba, S.; Hwang, W.S. Numerical modeling of melt-pool behavior in selective laser melting with random powder distribution and experimental validation. J. Mater. Process. Technol. 2018, 254, 72–78. [Google Scholar] [CrossRef]
- Queva, A.; Guillemot, G.; Moriconi, C.; Metton, C.; Bellet, M. Numerical study of the impact of vaporization on melt pool dynamics in Laser Powder Bed Fusion-Application to IN718 and Ti–6Al–4V. Addit. Manuf. 2020, 35, 101249. [Google Scholar]
- Cao, L. Numerical simulation of the impact of laying powder on selective laser melting single-pass formation. Int. J. Heat Mass Tran. 2019, 141, 1036–1048. [Google Scholar] [CrossRef]
- Martin, A.A.; Calta, N.P.; Khairallah, S.A.; Wang, J.; Depond, P.J.; Fong, A.Y.; Thampy, V.; Guss, G.M.; Kiss, A.M.; Stone, K.H.; et al. Dynamics of pore formation during laser powder bed fusion additive manufacturing. Nat. Commun. 2019, 10, 1987. [Google Scholar] [CrossRef] [Green Version]
- Tian, Y.F.; Yang, L.J.; Zhao, D.M.; Huang, Y.M.; Pan, J.J. Numerical analysis of powder bed generation and single track forming for selective laser melting of SS316L stainless steel. J. Manuf. Process. 2020, 58, 964–974. [Google Scholar] [CrossRef]
- Ninpetch, P.; Kowitwarangkul, P.; Mahathanabodee, S.; Chalermkarnnon, P.; Rattanadecho, P. Computational investigation of thermal behavior and molten metal flow with moving laser heat source for selective laser melting process. Case Stud. Therm. Eng. 2021, 24, 100860. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, Y.M.; Chia, H.Y.; Yan, W.T. Mechanism of keyhole pore formation in metal additive manufacturing. npj Comput. Mater. 2022, 8, 22. [Google Scholar] [CrossRef]
- Gao, X.; Faria, G.A.; Zhang, W.; Wheeler, K.R. Numerical analysis of non-spherical particle effect on molten pool dynamics in laser-powder bed fusion additive manufacturing. Comp. Mater. Sci. 2020, 179, 109648. [Google Scholar] [CrossRef]
- Tang, P.M.; Xie, H.Q.; Wang, S.; Ding, X.P.; Zhang, Q.; Ma, H.L.; Yang, J.; Fan, S.Q.; Long, M.J.; Chen, D.F.; et al. Numerical analysis of molten pool behavior and spatter formation with evaporation during selective laser melting of 316L stainless steel. Metall. Mater. Trans. B 2019, 50, 2273–2283. [Google Scholar] [CrossRef]
- Gürtler, F.J.; Karg, M.; Dobler, M.; Kohl, S.; Tzivilsky, I.; Schmidt, M. Influence of powder distribution on process stability in laser beam melting: Analysis of melt pool dynamics by numerical simulations. In 2014 International Solid Freeform Fabrication Symposium; University of Texas: Austin, TX, USA, 2014. [Google Scholar]
- Cao, L. Workpiece-scale numerical simulations of SLM molten pool dynamic behavior of 316L stainless steel. Comput. Math. Appl. 2021, 96, 209–228. [Google Scholar] [CrossRef]
- Yang, X.; Li, Y.; Li, B. Formation mechanisms of lack of fusion and keyhole-induced pore defects in laser powder bed fusion process: A numerical study. Int. J. Therm. Sci. 2023, 188, 108221. [Google Scholar] [CrossRef]
- Pan, L.; Zhang, C.L.; Wang, L.; Liu, T.; Liu, J.L. Molten pool structure, temperature and velocity flow in selective laser melting AlCu5MnCdVA alloy. Mater. Res. Express 2020, 7, 086516. [Google Scholar]
- Ransenigo, C.; Tocci, M.; Palo, F.; Ginestra, P.; Ceretti, E.; Gelfi, M.; Pola, A. Evolution of Melt Pool and Porosity During Laser Powder Bed Fusion of Ti6Al4V Alloy: Numerical Modelling and Experimental Validation. Lasers Manuf. Mater. Process. 2022, 9, 481–502. [Google Scholar] [CrossRef]
- Jin, P.; Tang, Q.; Song, J.; Feng, Q.X.; Guo, F.Y.; Fan, X.J.; Jin, M.X.; Wang, F.Y. Numerical investigation of the mechanism of interfacial dynamics of the melt pool and defects during laser powder bed fusion. Opt. Laser Technol. 2021, 143, 107289. [Google Scholar] [CrossRef]
- Barrett, C.; Carradero, C.; Harris, E.; Rogers, K.; MacDonald, E.; Conner, B. Statistical analysis of spatter velocity with high-speed stereovision in laser powder bed fusion. Prog. Addit. Manuf. 2019, 4, 423–430. [Google Scholar] [CrossRef]
- Chen, H.; Yan, W. Spattering and denudation in laser powder bed fusion process: Multiphase flow modelling. Acta Mater. 2020, 196, 154–167. [Google Scholar] [CrossRef]
- Rehman, U.A.; Mahmood, M.A.; Ansari, P.; Pitir, F.; Salamci, M.U.; Popescu, A.C.; Mihailescu, I.N. Spatter formation and splashing induced defects in laser-based powder bed fusion of AlSi10Mg alloy: A novel hydrodynamics modelling with empirical testing. Metals 2021, 11, 2023. [Google Scholar] [CrossRef]
- Stokes, M.A.; Khairallah, S.A.; Volkov, A.N.; Rubenchik, A.M. Fundamental physics effects of background gas species and pressure on vapor plume structure and spatter entrainment in laser melting. Addit. Manuf. 2022, 55, 102819. [Google Scholar] [CrossRef]
- Anwar, A.B.; Ibrahim, I.H.; Pham, Q.C. Spatter transport by inert gas flow in selective laser melting: A simulation study. Powder Technol. 2019, 352, 103–116. [Google Scholar] [CrossRef]
- Bitharas, I.; Burton, A.; Ross, A.J.; Moore, A.J. Visualisation and numerical analysis of laser powder bed fusion under cross-flow. Addit. Manuf. 2021, 37, 101690. [Google Scholar] [CrossRef]
- Jakumeit, J.; Zheng, G.Y.; Laqua, R.; Clark, S.J.; Zielinski, J.; Schleifenbaum, J.H.; Lee, P.D. Modelling the complex evaporated gas flow and its impact on particle spattering during laser powder bed fusion. Addit. Manuf. 2021, 47, 102332. [Google Scholar] [CrossRef]
- Li, X.X.; Tan, W.D. Numerical modeling of powder gas interaction relative to laser powder bed fusion process. J. Manuf. Sci. E 2021, 143, 054502. [Google Scholar] [CrossRef]
- Le, T.N.; Lo, Y.L.; Chen, K.Y.; Hung, W. Numerical and experimental investigation into powder entrainment and denudation phenomena in laser powder bed fusion process. Powder. Technol. 2022, 410, 117907. [Google Scholar] [CrossRef]
- Zhang, X.B.; Cheng, B.; Tuffile, C. Simulation study of the spatter removal process and optimization design of gas flow system in laser powder bed fusion. Addit. Manuf. 2020, 32, 101049. [Google Scholar] [CrossRef]
- Li, X.X.; Zhao, C.; Sun, T.; Tan, W. Revealing transient powder-gas interaction in laser powder bed fusion process through multi-physics modeling and high-speed synchrotron x-ray imaging. Addit. Manuf. 2020, 35, 101362. [Google Scholar] [CrossRef]
- Parab, N.D.; Zhao, C.; Cunningham, R.; Escano, L.I.; Gould, B.; Wolff, S.; Guo, Q.L.; Xiong, L.H.; Kantzos, C.; Pauza, J.; et al. High-speed synchrotron X-ray imaging of laser powder bed fusion process. Synchrotron Radiat. News 2019, 32, 4–8. [Google Scholar] [CrossRef]
- Huang, Y.; Fleming, T.G.; Clark, S.J.; Marussi, S.; Fezzaa, K.; Thiyagalingam, J.; Leung, C.L.A.; Lee, P.D. Keyhole fluctuation and pore formation mechanisms during laser powder bed fusion additive manufacturing. Nat. Commun. 2022, 13, 1170. [Google Scholar] [CrossRef]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed x-ray imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef]
- Young, Z.A.; Guo, Q.; Parab, N.D.; Zhao, G.; Qu, M.L.; Escano, L.I.; Fezzaa, K.; Everhart, W.; Sun, T.; Chen, L.Y. Types of spatter and their features and formation mechanisms in laser powder bed fusion additive manufacturing process. Addit. Manuf. 2020, 36, 101438. [Google Scholar] [CrossRef]
- Leung, C.L.A.; Marussi, S.; Atwood, R.C.; Towrie, M.; Withers, P.J.; Lee, P.D. In situ X-ray imaging of defect and molten pool dynamics in laser additive manufacturing. Nat. Commun. 2018, 9, 1355. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hojjatzadeh, S.M.H.; Guo, Q.L.; Parab, N.D.; Qu, M.L.; Escano, L.I.; Fezzaa, K.; Everhart, W.; Sun, T.; Chen, L.Y. In-situ characterization of pore formation dynamics in pulsed wave laser powder bed fusion. Materials 2021, 14, 2936. [Google Scholar] [CrossRef] [PubMed]
- Guo, Q.L.; Zhao, C.; Escano, L.; Young, Z.; Xiong, L.H.; Fezzaa, K.; Everhart, W.; Brown, B.; Sun, T.; Chen, L.Y. Transient dynamics of powder spattering in laser powder bed fusion additive manufacturing process revealed by in-situ high-speed high-energy x-ray imaging. Acta Mater. 2018, 151, 169–180. [Google Scholar] [CrossRef]
- Qu, M.; Guo, Q.L.; Escano, L.I.; Nabaa, A.; Hjjatzadeh, S.M.H.; Young, Z.A.; Chen, L.Y. Controlling process instability for defect lean metal additive manufacturing. Nat. Commun. 2022, 13, 1079. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Martin, A.A.; Lee, J.R.I.; Guss, G.; Calta, N.P.; Hammons, J.A.; Nielsen, M.H.; Chaput, K.; Schwalbach, E.; Shah, M.N.; et al. Controlling interdependent meso-nanosecond dynamics and defect generation in metal 3D printing. Science 2020, 368, 660–665. [Google Scholar] [CrossRef]
- Zhao, C.; Parab, N.D.; Li, X.X.; Fezzaa, K.; Tan, W.D.; Rollett, A.D.; Sun, T. Critical instability at moving keyhole tip generates porosity in laser melting. Science 2020, 370, 1080–1086. [Google Scholar] [CrossRef]
- Martin, A.A.; Calta, N.P.; Hammons, J.A.; Kharirallah, S.A.; Nielsen, M.H.; Shuttlesworth, R.M.; Sinclair, N.; Matthews, M.J.; Jeffries, J.R.; Willey, T.M.; et al. Ultrafast dynamics of laser-metal interactions in additive manufacturing alloys captured by in situ X-ray imaging. Mater. Today Adv. 2019, 1, 100002. [Google Scholar] [CrossRef]
- Chen, Y.H.; Clark, S.J.; Leung, C.L.A.; Sinclair, L.; Marussi, S.; Olbinado, M.P.; Boller, E.; Rack, A.; Todd, I.; Lee, P.D. In-situ Synchrotron imaging of keyhole mode multi-layer laser powder bed fusion additive manufacturing. Appl. Mater. Today 2020, 20, 100650. [Google Scholar] [CrossRef]
- Parab, N.D.; Xiong, L.H.; Guo, Q.L.; Guo, Z.R.; Kirk, C.; Nie, Y.Z.; Xiao, X.H.; Kamel, F.; Everheart, W.; Chen, W.N.; et al. Investigation of dynamic fracture behavior of additively manufactured Al-10Si-Mg using high-speed synchrotron X-ray imaging. Addit. Manuf. 2019, 30, 100878. [Google Scholar] [CrossRef]
- Noskov, A.; Ervik, T.K.; Tsivilskiy, I.; Gilmutdinov, A.; Thomassen, Y. Characterization of ultrafine particles emitted during laser-based additive manufacturing of metal parts. Sci. Rep. 2020, 10, 20989. [Google Scholar] [CrossRef]
- Zhao, C.; Fezzaa, K.; Cunningham, R.W.; Wen, H.D.; Carlo, F.D.; Chen, L.Y.; Rollett, A.D.; Sun, T. Real-time monitoring of laser powder bed fusion process using high-speed X-ray imaging and diffraction. Sci. Rep. 2017, 7, 3602. [Google Scholar] [CrossRef]
- Escano, L.I.; Clark, S.J.; Chuang, A.C.; Yuan, J.D.; Guo, Q.L.; Qu, M.L.; Dong, M.; Zhang, X.H.; Huang, J.Y.; Fezzaa, K.; et al. An electron beam melting system for in-situ synchrotron X-ray monitoring. Addit. Manuf. Lett. 2022, 3, 100094. [Google Scholar] [CrossRef]
- Guo, Q.L.; Zhao, C.; Qu, M.L.; Xiong, L.H.; Escano, L.I.; Hojjatzadeh, S.M.H.; Parab, N.D.; Fezzaa, K.; Everhart, W.; Sun, T. In-situ characterization and quantification of melt pool variation under constant input energy density in laser powder bed fusion additive manufacturing process. Addit. Manuf. 2019, 28, 600–609. [Google Scholar] [CrossRef]
- Wakai, A.; Das, A.; Bustillos, J.; Moridi, A. Effect of solidification pathway during additive manufacturing on grain boundary fractality. Addit. Manuf. Lett. 2023, 6, 100149. [Google Scholar] [CrossRef]
- Hojjatzadeh, S.M.H.; Parab, N.D.; Yan, W.T.; Guo, Q.L.; Xiong, L.H.; Zhao, C.; Qu, M.L.; Escano, L.I.; Xiao, X.H.; Fezzaa, K.; et al. Pore elimination mechanisms during 3D printing of metals. Nat. Commun. 2019, 10, 3088. [Google Scholar] [CrossRef] [Green Version]
- Ghasemi-Tabasi, H.; Formanoir, C.D.; Petegem, S.T.; Jhabvala, J.; Hocine, S.; Boillat, E.; Sohrabi, N.; Marone, F.; Grolimund, D.; Swygenhoven, H.V.; et al. Direct observation of crack formation mechanisms with operando Laser Powder Bed Fusion X-ray imaging. Addit. Manuf. 2022, 51, 102619. [Google Scholar] [CrossRef]
- Zhang, Y.J.; Hong, G.S.; Ye, D.; Zhu, K.P.; Fuh, J.Y.H. Extraction and evaluation of melt pool, plume and spatter information for powder-bed fusion AM process monitoring. Mater. Des. 2018, 156, 458–469. [Google Scholar] [CrossRef]
- Yin, J.; Yang, L.L.; Yang, X.; Zhu, H.H.; Wang, D.Z.; Ke, L.D.; Wang, Z.M.; Wang, G.Q.; Zeng, X.Y. High-power laser-matter interaction during laser powder bed fusion. Addit. Manuf. 2019, 29, 100778. [Google Scholar] [CrossRef]
- Yang, D.K.; Li, H.; Liu, S.; Song, C.G.; Yang, Y.Q.; Shen, S.G.; Lu, J.W.; Liu, Z.F.; Zhu, Y.L. In situ capture of spatter signature of SLM process using maximum entropy double threshold image processing method based on genetic algorithm. Opt. Laser Technol. 2020, 131, 106371. [Google Scholar] [CrossRef]
- Fischer, R.D.; Moaven, M.; Kelly, D.; Morris, S.; Thurow, B.; Prorok, B.C. 3D tracking velocimetry of L-PBF spatter particles using a single high-speed plenoptic camera. Addit. Manuf. Lett. 2022, 3, 100083. [Google Scholar] [CrossRef]
- Tan, Z.B.; Fang, Q.H.; Li, H.; Liu, S.; Zhu, W.K.; Yang, D.K. Neural network based image segmentation for spatter extraction during laser-based powder bed fusion processing. Opt. Laser Technol. 2020, 130, 106347. [Google Scholar] [CrossRef]
- Ma, H.; Mao, Z.Z.; Feng, W.; Yang, Y.; Hao, C.; Zhou, J.F.; Liu, S.; Xie, H.M.; Guo, G.P.; Liu, Z.W. Online in-situ monitoring of melt pool characteristic based on a single high-speed camera in laser powder bed fusion process. Appl. Therm. Eng. 2022, 211, 118515. [Google Scholar] [CrossRef]
- Kwon, O.; Kim, H.G.; Ham, M.J.; Kim, W.; Kim, G.; Cho, J.; Kim, N.I.; Kim, K. A deep neural network for classification of melt-pool images in metal additive manufacturing. J. Intell. Manuf. 2020, 31, 375–386. [Google Scholar] [CrossRef]
- Zhang, B.; Liu, S.Y.; Shin, Y.C. In-Process monitoring of porosity during laser additive manufacturing process. Addit. Manuf. 2019, 28, 497–505. [Google Scholar] [CrossRef]
- Scime, L.; Beuth, J. Using machine learning to identify in-situ melt pool signatures indicative of flaw formation in a laser powder bed fusion additive manufacturing process. Addit. Manuf. 2019, 25, 151–165. [Google Scholar] [CrossRef]
- Criales, L.E.; Arısoy, Y.M.; Lane, B.; Moylan, S.; Donmez, A. Laser powder bed fusion of nickel alloy 625: Experimental investigations of effects of process parameters on melt pool size and shape with spatter analysis. Int. J. Mach. Tool Manuf. 2017, 121, 22–36. [Google Scholar] [CrossRef]
- Andani, M.T.; Dehghani, R.; Karamooz-Ravari, M.R.; Mirzaeifar, R.; Ni, J. A study on the effect of energy input on spatter particles creation during selective laser melting process. Addit. Manuf. 2018, 20, 33–43. [Google Scholar]
- Ji, Z.; Han, Q. A novel image feature descriptor for SLM spattering pattern classification using a consumable camera. Int. J. Adv. Manuf. Technol. 2020, 110, 2955–2976. [Google Scholar] [CrossRef]
- Bertoli, U.S.; Guss, G.; Wu, S.; Matthews, M.J.; Schoenung, J.M. In-situ characterization of laser-powder interaction and cooling rates through high-speed imaging of powder bed fusion additive manufacturing. Mater. Des. 2017, 135, 385–396. [Google Scholar] [CrossRef]
- Eschner, E.; Staudt, T.; Schmidt, M. 3D particle tracking velocimetry for the determination of temporally resolved particle trajectories within laser powder bed fusion of metals. Int. J. Extreme. Manuf. 2019, 1, 035002. [Google Scholar] [CrossRef] [Green Version]
- Eschner, E.; Staudt, T.; Schmidt, M. Sensing approach for the in-situ determination of spatter motion within PBF-LB/M. CIRP Ann. 2022, 71, 149–152. [Google Scholar] [CrossRef]
- Snow, Z.; Scime, L.; Ziabari, A.; Fisher, B.; Paquit, V. Observation of spatter-induced stochastic lack-of-fusion in laser powder bed fusion using in situ process monitoring. Addit. Manuf. 2023, 61, 103298. [Google Scholar] [CrossRef]
- Repossini, G.; Laguzza, V.; Grasso, M.; Colosimo, B.M. On the use of spatter signature for in-situ monitoring of Laser Powder Bed Fusion. Addit. Manuf. 2017, 16, 35–48. [Google Scholar] [CrossRef]
- Qiu, C.; Panwisawas, C.; Ward, M.; Basoalto, H.C.; Brooks, J.W.; Attallah, M.M. On the role of melt flow into the surface structure and porosity development during selective laser melting. Acta Mater. 2015, 96, 72–79. [Google Scholar] [CrossRef] [Green Version]
- Andani, M.T.; Dehghani, R.; Karamooz-Ravari, M.R.; Mirzaeifar, R.; Ni, J. Spatter formation in selective laser melting process using multi-laser technology. Mater. Des. 2017, 131, 460–469. [Google Scholar] [CrossRef]
- Gunenthiram, V.; Peyre, P.; Schneider, M.; Dal, M.; Coste, F.; Fabbro, R. Analysis of laser–melt pool–powder bed interaction during the selective laser melting of a stainless steel. J. Laser Appl. 2017, 29, 022303. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, Y.Q.; Mai, S.Z.; Wang, D.; Song, C.H. Investigation into spatter behavior during selective laser melting of AISI 316L stainless steel powder. Mater. Des. 2015, 87, 797–806. [Google Scholar] [CrossRef]
- Settles, G.S.; Hargather, M.J. A review of recent developments in schlieren and shadowgraph techniques. Meas. Sci. Technol. 2017, 28, 042001. [Google Scholar] [CrossRef]
- Bharadwaja, R.; Murugan, A.; Chen, Y.; Liou, F.W. Application of Schlieren Technique in Additive Manufacturing: A Review. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2019. [Google Scholar]
- Monfort, M.; Luciani, T.; Komperda, J.; Ziebart, B.; Mashayek, F.; Elisabeta, G. A deep learning approach to identifying shock locations in turbulent combustion tensor fields. In Modeling, Analysis, and Visualization of Anisotropy; Springer International Publishing: Berlin/Heidelberg, Germany, 2017; pp. 375–392. [Google Scholar]
- Colvert, B.; Alsalman, M.; Kanso, E. Classifying vortex wakes using neural networks. Bioinspir. Biomin. 2018, 13, 25003. [Google Scholar] [CrossRef] [Green Version]
- Manshadia, M.D.; Vahdat-Nejad, H.; Kazemi-Esfeh, M.; Alavi, M. Speed detection in wind-tunnels by processing schlieren images. Int. J. Eng. Trans. A Basics 2016, 29, 962–967. [Google Scholar]
- Harel, R.; Rusanovsky, M.; Fridman, Y.; Shimony, A.; Oren, G. Complete Deep Computer-Vision Methodology for Investigating Hydrodynamic Instabilities. In High Performance Computing: ISC High Performance 2020 International Workshops, Frankfurt, Germany, 21–25 June 2020; Revised Selected Papers 35; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; pp. 61–80. [Google Scholar]
- Ott, C.; Pivot, C.; Dubois, P.; Gallas, Q.; Delva, J.; Lippert, M.; Keirsbulck, L. Pulsed jet phase-averaged flow field estimation based on neural network approach. Exp. Fluids 2021, 62, 79. [Google Scholar] [CrossRef]
- Znamenskaya, I.; Doroshchenko, I.; Sysoev, N. Edge detection and machine learning application for shadowgraph and schlieren images analysis. In Proceedings of the 19th International Symposium on Flow Visualization, Virtual, 14–16 September 2021; Shanghai Jiaotong University Press: Shanghai, China, 2021; pp. 121–130. [Google Scholar]
- Baehr, S.; Melzig, L.; Bauer, D.; Ammann, T.; Zaeh, M. Investigations of process by-products by means of Schlieren imaging during the powder bed fusion of metals using a laser beam. J. Laser Appl. 2022, 34, 042045. [Google Scholar] [CrossRef]
- Bidare, P.; Bitharas, I.; Ward, R.M.; Attallah, M.M.; Moore, A.J. Laser powder bed fusion in high-pressure atmospheres. Int. J. Adv. Manuf. Technol. 2018, 99, 543–555. [Google Scholar] [CrossRef] [Green Version]
- Gunenthiram, V.; Peyre, P.; Schneider, M.; Dal, M.; Coste, F.; Koutiri, I.; Fabbro, R. Experimental analysis of spatter generation and melt-pool behavior during the powder bed laser beam melting process. J. Mater. Process. Technol. 2018, 251, 376–386. [Google Scholar] [CrossRef]
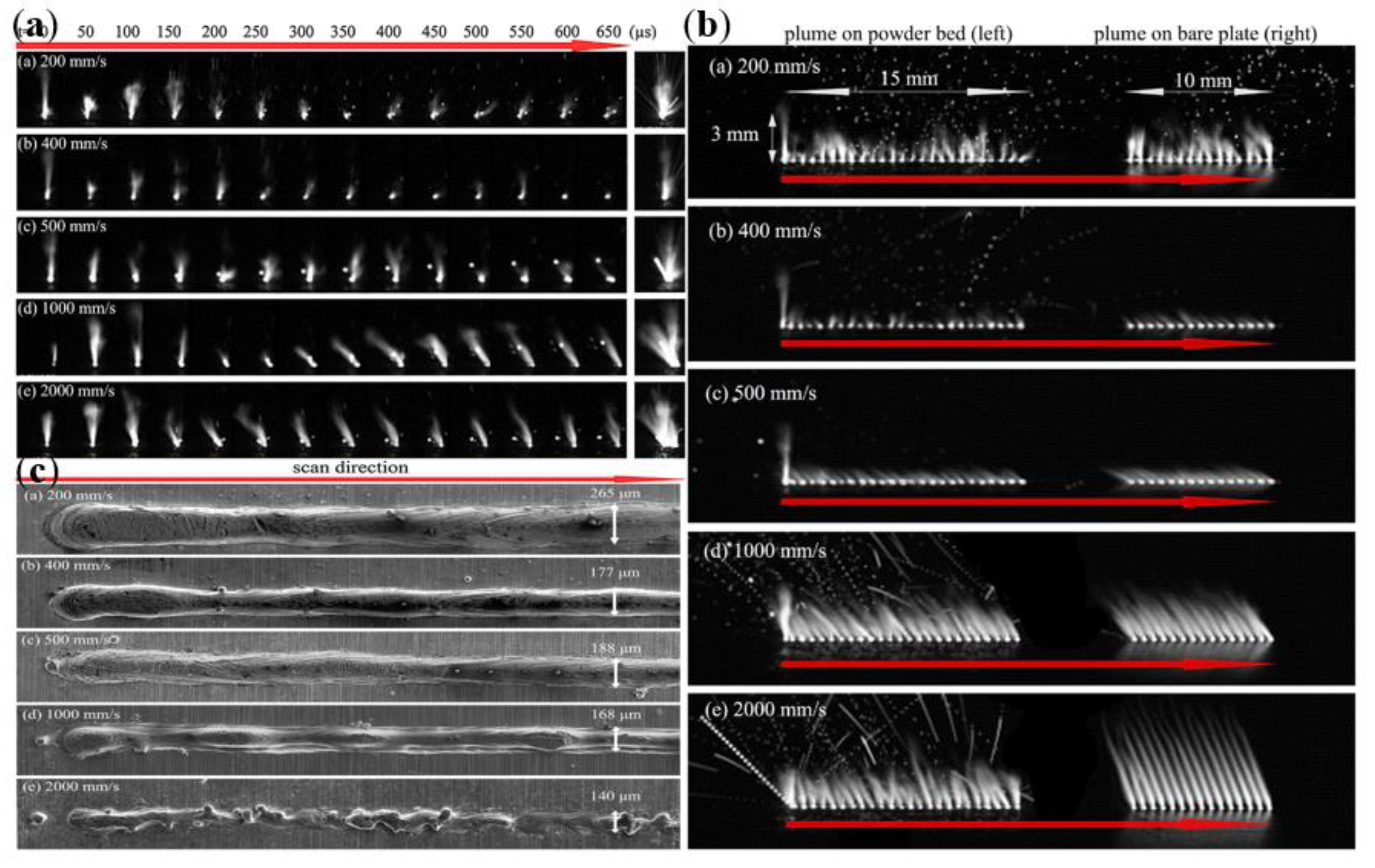
- Zheng, H.; Li, H.X.; Lang, L.H.; Gong, S.L.; Ge, Y.L. Effects of scan speed on vapor plume behavior and spatter generation in laser powder bed fusion additive manufacturing. J. Manuf. Process. 2018, 36, 60–67. [Google Scholar] [CrossRef]
- Du, Y.; You, X.Y.; Qiao, F.B.; Guo, L.J.; Liu, Z.W. A model for predicting the temperature field during selective laser melting. Results Phys. 2019, 12, 52–60. [Google Scholar] [CrossRef]
- Jhabvala, J.; Boillat, E.; Antignac, T.; Glardon, R. On the effect of scanning strategies in the selective laser melting process. Virtual Phys. Prototyp. 2010, 5, 99–109. [Google Scholar] [CrossRef]
- Thanki, A.; Goossens, L.; Ompusunggu, A.P.; Bayat, M.; Beytemsamani, A.; Hooreweder, B.V.; Kruth, J.; Witvrouw, A. Melt pool feature analysis using a high-speed coaxial monitoring system for laser powder bed fusion of Ti-6Al-4 V grade 23. Int. J. Adv. Manuf. Tech. 2022, 120, 6497–6514. [Google Scholar] [CrossRef]
- Sow, M.C.; De, T.T.; Castelnau, O.; Hamouche, Z.; Coste, F.; Fabbro, R.; Peyre, P. Influence of beam diameter on Laser Powder Bed Fusion (L-PBF) process. Addit. Manuf. 2020, 36, 101532. [Google Scholar] [CrossRef]
- Heeling, T.; Cloots, M.; Wegener, K. Melt pool simulation for the evaluation of process parameters in selective laser melting. Addit. Manuf. 2017, 14, 116–125. [Google Scholar] [CrossRef]
- Chen, H.; Zhang, Y.J.; Giam, A.; Yan, W.T. Experimental and computational study on thermal and fluid behaviours of powder layer during selective laser melting additive manufacturing. Addit. Manuf. 2022, 52, 102645. [Google Scholar] [CrossRef]
- Qin, Y.; Wen, P.; Guo, H.; Xia, D.; Zheng, Y.; Jauer, L.; Poprawe, R.; Voshage, M.; Schleifenbaum, J.H. Additive manufacturing of biodegradable metals: Current research status and future perspectives. Acta Biomater. 2019, 98, 3–22. [Google Scholar] [CrossRef]
- Tenbrock, C.; Kelliger, T.; Praetzsch, N.; Ronge, M.; Jauer, L.; Schleifenbaum, J.H. Effect of laser-plume interaction on part quality in multi-scanner Laser Powder Bed Fusion. Addit. Manuf. 2021, 38, 101810. [Google Scholar] [CrossRef]
- Traore, S.; Schneider, M.; Koutiri, I.; Coste, F.; Fabbro, R.; Charpentier, C.; Lefebvre, P.; Peyre, P. Influence of gas atmosphere (Ar or He) on the laser powder bed fusion of a Ni-based alloy. J. Mater. Process. Technol. 2021, 288, 116851. [Google Scholar] [CrossRef]
- Pauzon, C.; Hoppe, B.; Pichler, T.; Goff, S.D.L.; Forêt, P.; Nguyen, T.; Hryha, E. Reduction of incandescent spatter with helium addition to the process gas during laser powder bed fusion of Ti-6Al-4V. CIRP J. Manuf. Sci. Technol. 2021, 35, 371–378. [Google Scholar] [CrossRef]
- Pauzon, C.; Forêt, P.; Hryha, E.; Arunprasad, T.; Nyborg, L. Argon-helium mixtures as Laser-Powder Bed Fusion atmospheres: Towards increased build rate of Ti-6Al-4V. J. Mater. Process. Technol. 2020, 279, 116555. [Google Scholar] [CrossRef]
- Wen, P.; Jauer, L.; Voshage, M.; Chen, Y.Z.; Poprawe, R.; Schleifenbaum, J.H. Densification behavior of pure Zn metal parts produced by selective laser melting for manufacturing biodegradable implants. J. Mater. Process. Technol. 2018, 258, 128–137. [Google Scholar] [CrossRef]
- Kaserer, L.; Bergmueller, S.; Braun, J.; Leichtfried, G. Vacuum laser powder bed fusion—Track consolidation, powder denudation, and future potential. Int. J. Adv. Manuf. Technol. 2020, 110, 3339–3346. [Google Scholar] [CrossRef]
- Ferrar, B.; Mullen, L.; Jones, E.; Stamp, R.; Sutcliffe, C.J. Gas flow effects on selective laser melting (SLM) manufacturing performance. J. Mater. Process. Technol. 2012, 212, 355–364. [Google Scholar] [CrossRef]
- Shcheglov, P.Y.; Gumenyuk, A.V.; Gornushkin, I.B.; Rethmeier, M.; Petrovskiy, V.N. Vapor–plasma plume investigation during high-power fiber laser welding. Laser. Phys. 2012, 23, 16001. [Google Scholar] [CrossRef]
- Greses, J.; Hilton, P.A.; Barlow, C.Y.; Steen, W.M. Plume attenuation under high power Nd: Yttritium–aluminum–garnet laser welding. J. Laser Appl. 2004, 16, 9–15. [Google Scholar] [CrossRef]
- Raza, A.; Pauzon, C.; Hryha, E.; Markström, A.; Forêt, P. Spatter oxidation during laser powder bed fusion of Alloy 718: Dependence on oxygen content in the process atmosphere. Addit. Manuf. 2021, 48, 102369. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Wei, B.; Chang, H.; Li, J.; Yang, G. Review of Visual Measurement Methods for Metal Vaporization Processes in Laser Powder Bed Fusion. Micromachines 2023, 14, 1351. https://doi.org/10.3390/mi14071351
Liu J, Wei B, Chang H, Li J, Yang G. Review of Visual Measurement Methods for Metal Vaporization Processes in Laser Powder Bed Fusion. Micromachines. 2023; 14(7):1351. https://doi.org/10.3390/mi14071351
Chicago/Turabian StyleLiu, Jiaqi, Bin Wei, Hongjie Chang, Jie Li, and Guang Yang. 2023. "Review of Visual Measurement Methods for Metal Vaporization Processes in Laser Powder Bed Fusion" Micromachines 14, no. 7: 1351. https://doi.org/10.3390/mi14071351