1. Introduction
In recent years, in order to meet the needs of miniaturization and multi-functional and high-performance applications for electronic products, the requirements for microelectronic packaging have increased. When improving the performance of microelectronic systems, it is necessary to reduce the size and cost, which brings great challenges to traditional wafer-level packaging. As the traditional fan-in package is no longer able to complete the multilayer rewiring and bump array arrangement in its chip area, fan-out wafer-level packaging (FOWLP) has emerged. By increasing the area of a single package through wafer reconfiguration, the fan-out package breaks the limitation of the number of I/O terminals. Then, the advanced manufacturing process of wafer-level packaging is applied to complete the multilayer rewiring and bump preparation, in addition to cutting and separating, to obtain a package that can interconnect with external electrical properties [
1,
2,
3].
Fan-out wafer-level packaging (FOWLP), an advanced packaging technology developed in recent years, eliminates the lap wire and flip chip bumps in traditional packaging structures and replaces the traditional PCB substrate with the redistribution layer (RDL). It has the advantages of high integration, high bandwidth, and short interconnection and is gradually developing into the mainstream technology of packaging [
4,
5,
6,
7]. On the other hand, FOWLP faces many critical issues to be solved in terms of reliability, such as multilayer-interconnect migration, large residual stresses, bump voids, bonding failures, and other failure behaviors. In advanced packaging technologies for high-density interconnects, EM problems on micro-bumps are the most persistent cause of reliability. Micro-bumps function as electrical and mechanical connections between FOWLP components, and their integrity and reliability are critical factors for the stable operation of electrical components [
8]. While achieving high-density interconnections, current density aggregation and increased Joule heating have led to current congestion and rising temperature problems on micro-bumps [
9,
10,
11,
12]. Therefore, the operating temperature and operating current density are the main factors affecting the EM phenomenon on micro-bumps. Electromigration is a phenomenon in which atoms migrate rapidly with electrons under the action of high-density currents, creating voids or bumps and leading to component failure within the micro-bumps [
13,
14]. With the development and application of three-dimensional integration technology, the electromigration phenomenon in micro-bumps has attracted much attention [
15,
16]. Compared to other packaging technologies, FOWLP has a smaller package size and, therefore, is in a denser arrangement of micro-bumps. In the high-density interconnections of FOWLP, the electromigration failure phenomenon is highlighted due to the interaction of heat and electricity [
17,
18,
19,
20,
21]. At present, the analysis of EM failure mechanisms for micro-bump structures is mostly based on experimental phenomena. In the literature [
22], an interconnection model was developed for GaInSn/Cu materials. By applying different current densities to the model, the EM phenomenon under the current flux was obtained, which verified the migration of atoms from the cathode to the anode through the GaInSn path. In addition, the room temperature EM critical current density of Cu/GaInSn/Cu was two orders of magnitude lower compared to other EM systems. In multi-physical field conditions, the literature [
23] studied the EM behavior caused by current crowding in Cu/Sn3.0Ag0.5Cu/Cu ball grid array (BGA) solder joints. By loading the current density and temperature conditions, it predicted the cavity formation location and critical value. The literature combines experimental phenomena to analyze the critical value of cavity formation from the perspective of atomic concentration. It does not analyze the relationship between loading conditions and lifetime in depth.
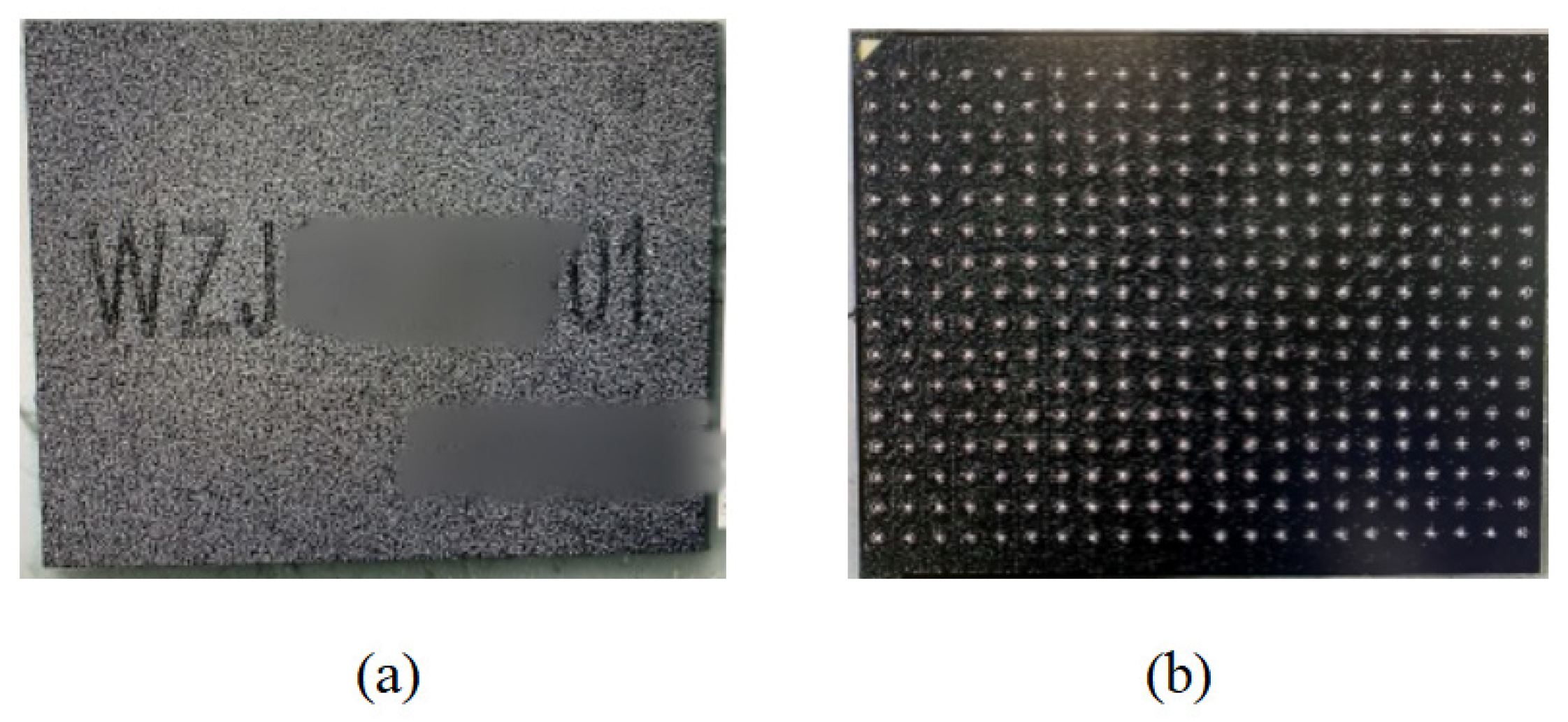
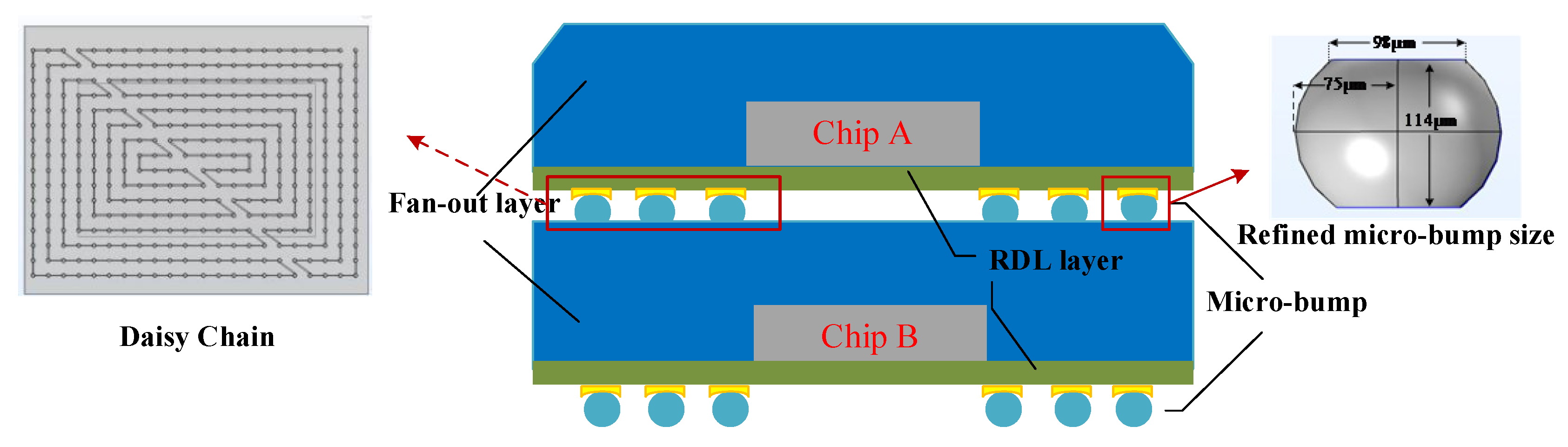
In this study, in order to obtain the relationship between the loading conditions and lifetime, the failure mechanism of the micro-bump EM phenomenon was investigated in a multi-physical field environment. Firstly, developing an equivalent model for the micro-bump structure of a high-density integrated package and its failure behavior was numerically simulated in an electrical-thermal environment. Then, the data were substituted into the MTTF equation, with Sn63Pb37 as the bump materials to predict the law, which is about the EM life of electronic products in relation to the loading conditions. Due to the adoption of the equivalent model of the advanced package form and using a high-density micro-bump interconnection structure as the research object, the research content will provide an important reference for extending the lifetime and improving the reliability of advanced packaging components.
4. Discussion
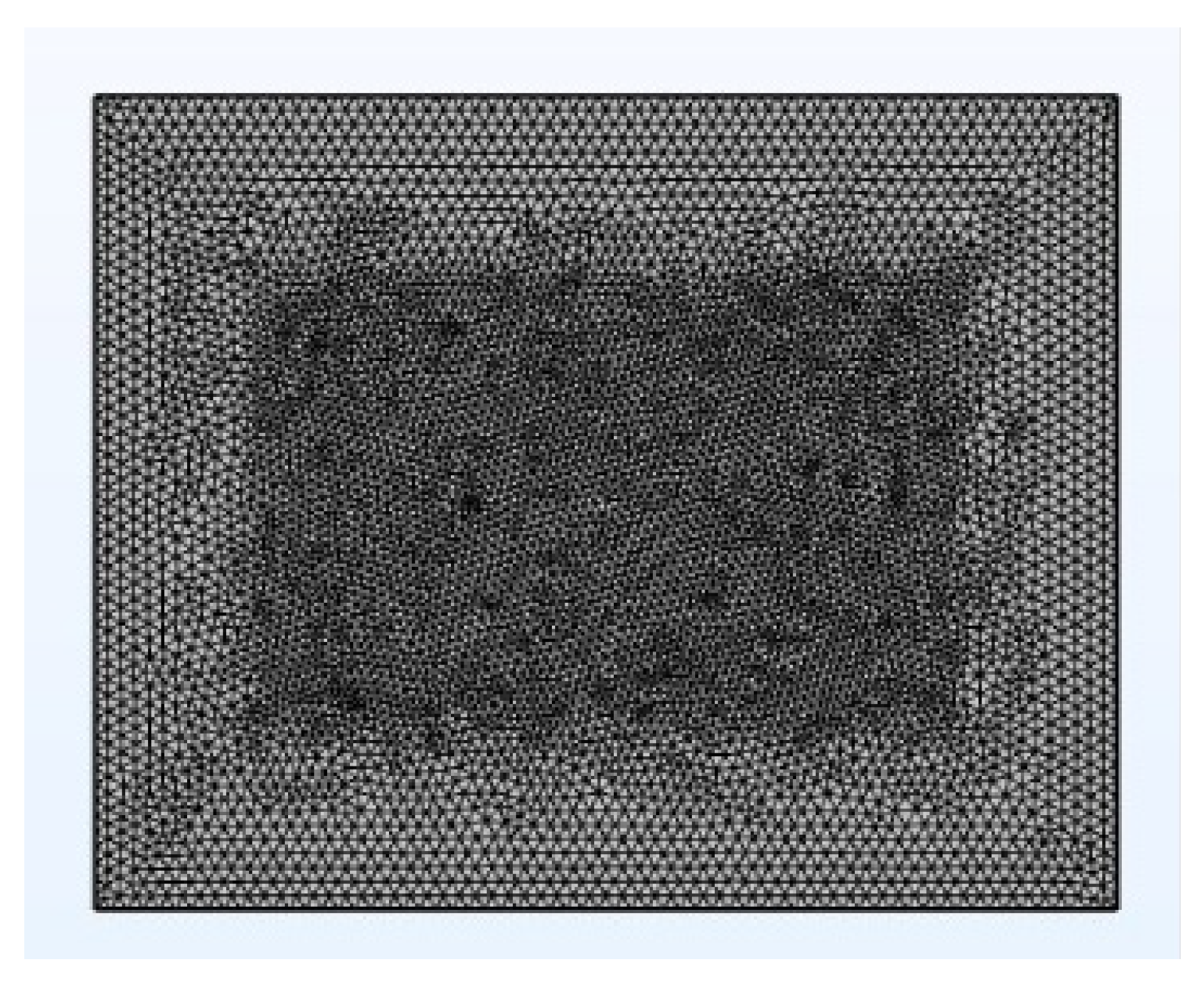
By observing the simulation results, the dangerous bumps that are most prone to EM failure were identified. The current density distribution and temperature distribution of current aggregation points and hot spots were counted, and the MTTF was calculated using Equation (15). After the mesh quality was improved, the simulation data of the overall model and the sub-model under the same working conditions were compared. The ambient temperature was 398.15 K, the natural convection heat transfer coefficient was 20 W/(m
2·°C), and the current density applied at the chip end was 4 A/cm
2.
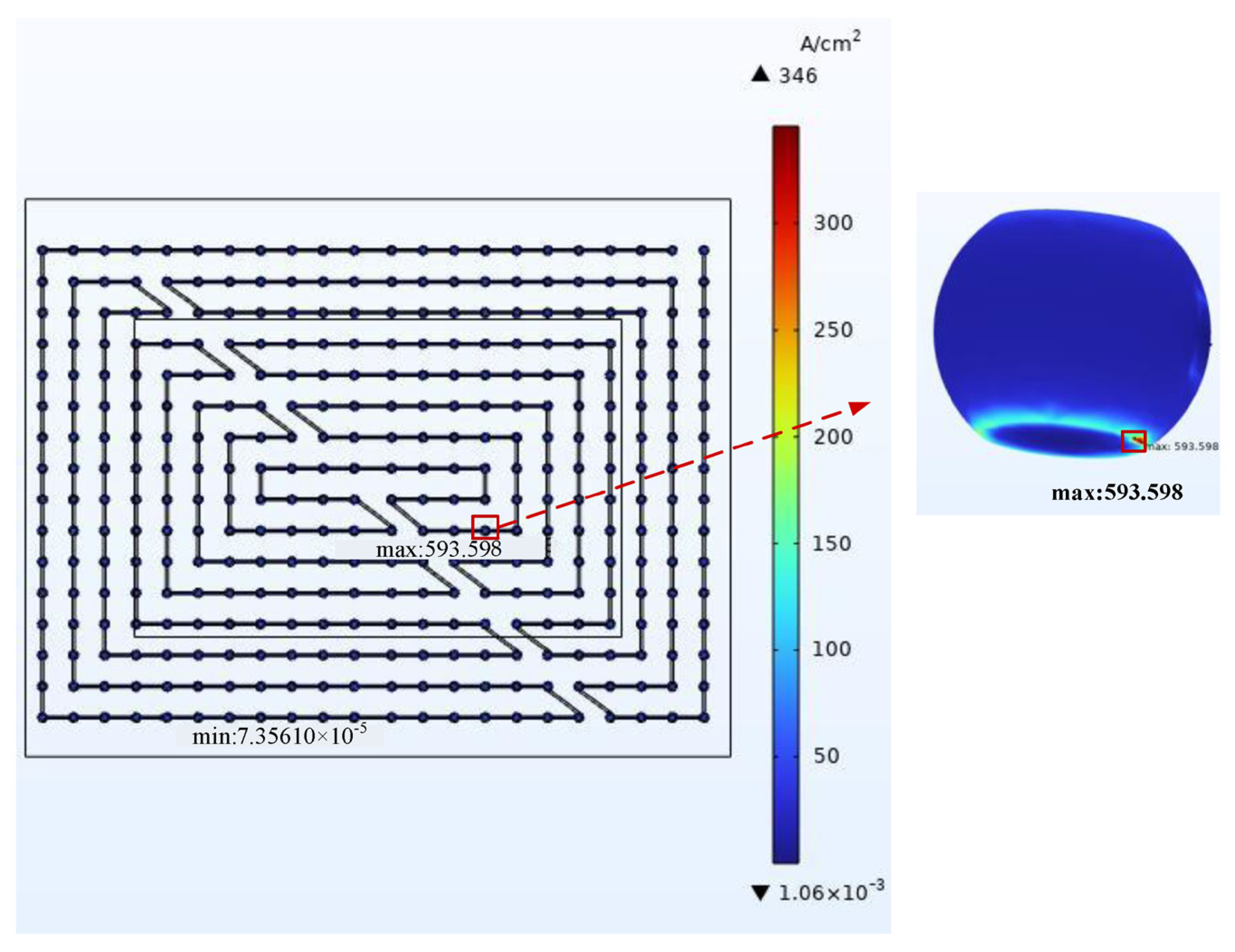
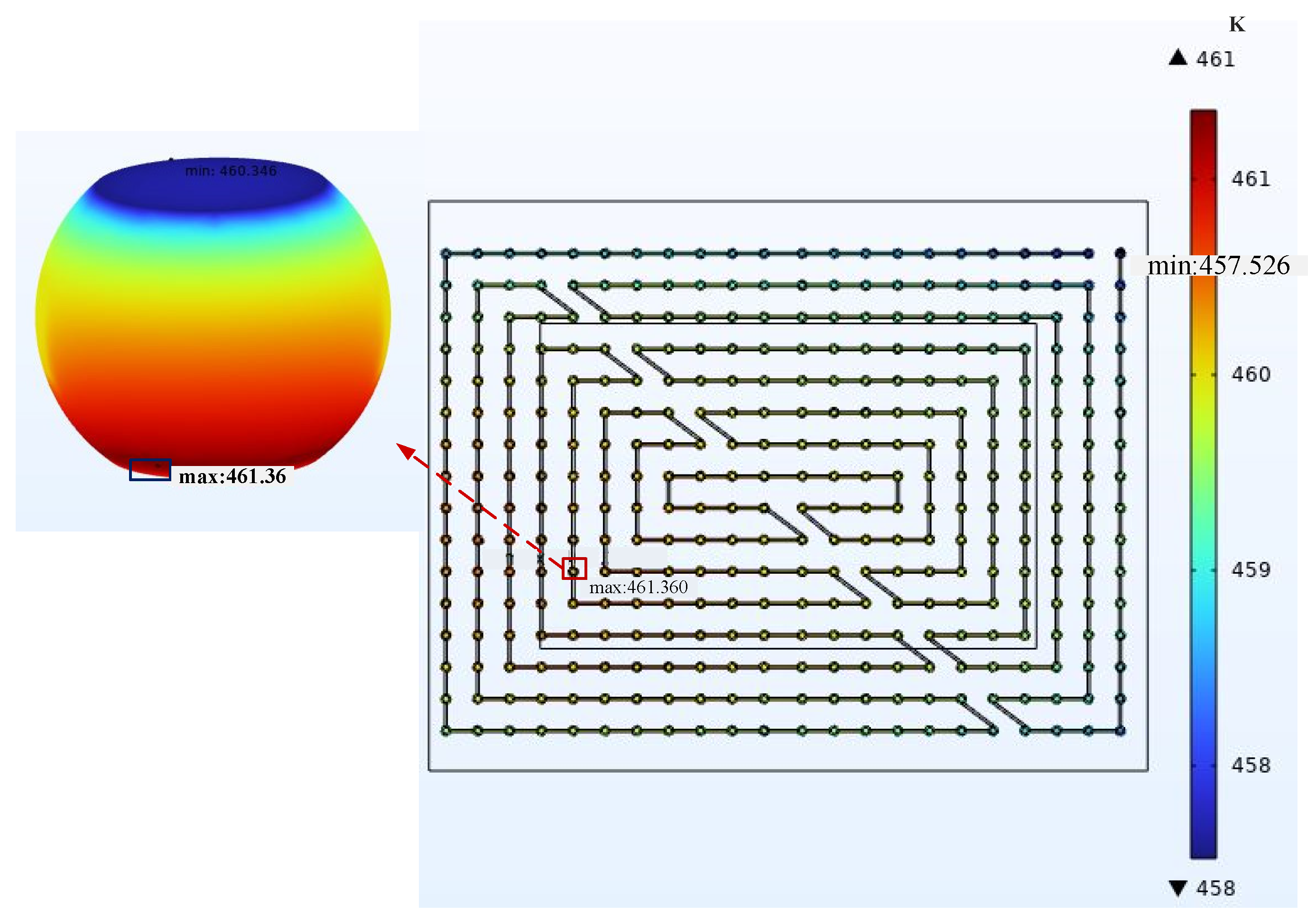
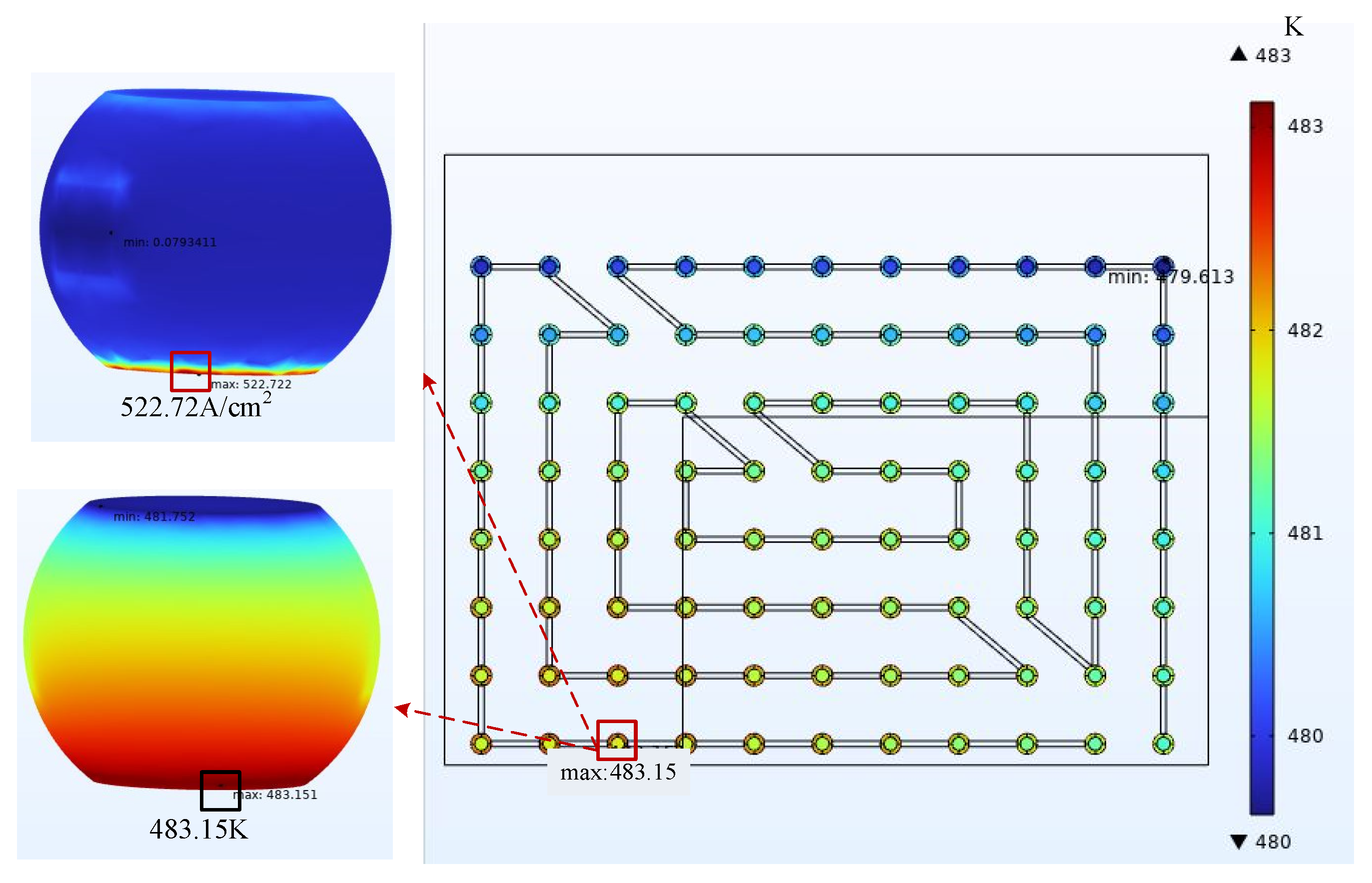
Figure 8 and
Figure 9 show the resultant clouds at the current aggregation points and hot spots.
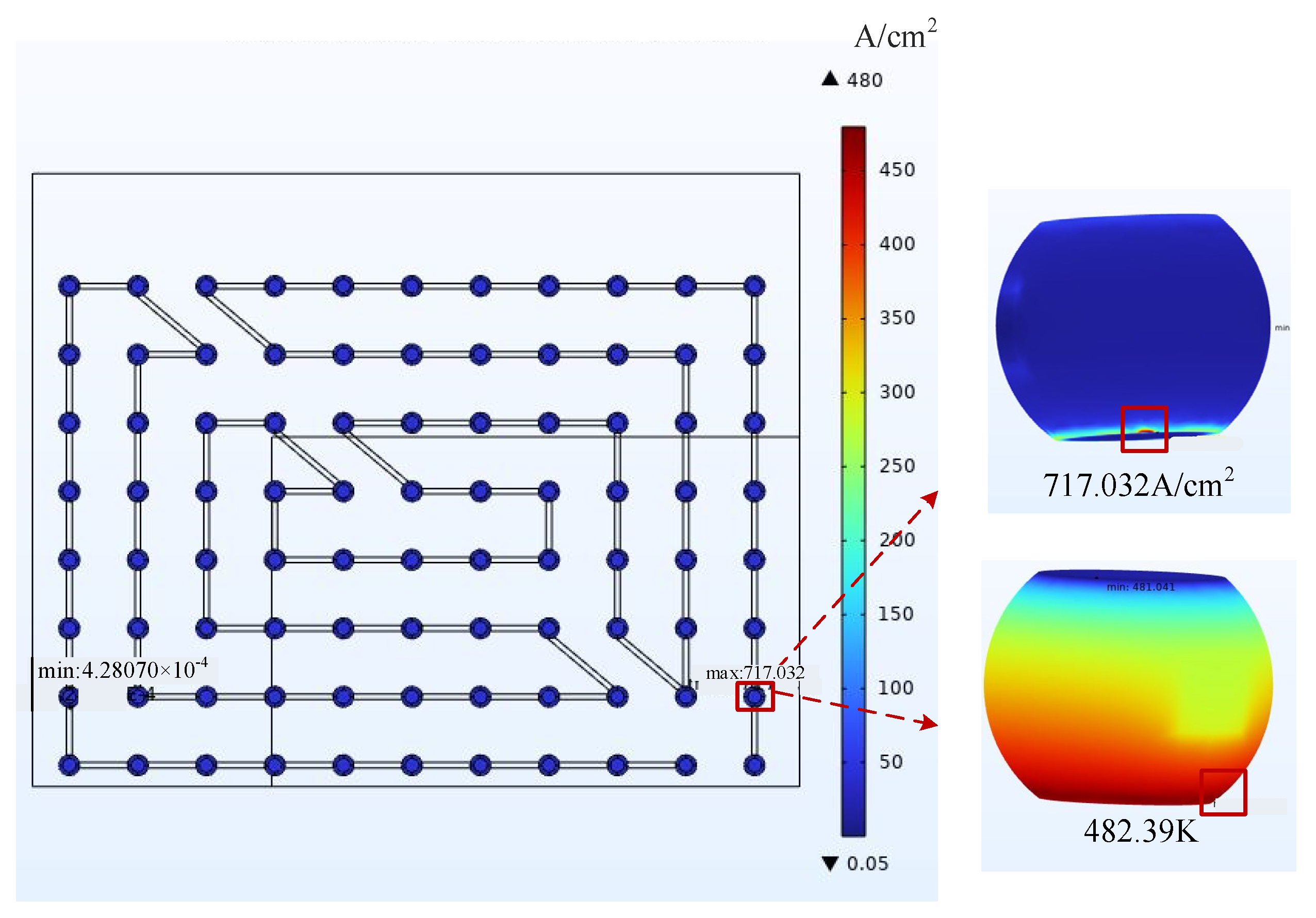
By observing the cloud diagram, it can be directly seen that in the simulation calculation of the 1/4 model, the maximum current density was 717.03 A/cm
2, and the hot spot temperature was 483.15 K compared to 593.60 A/cm
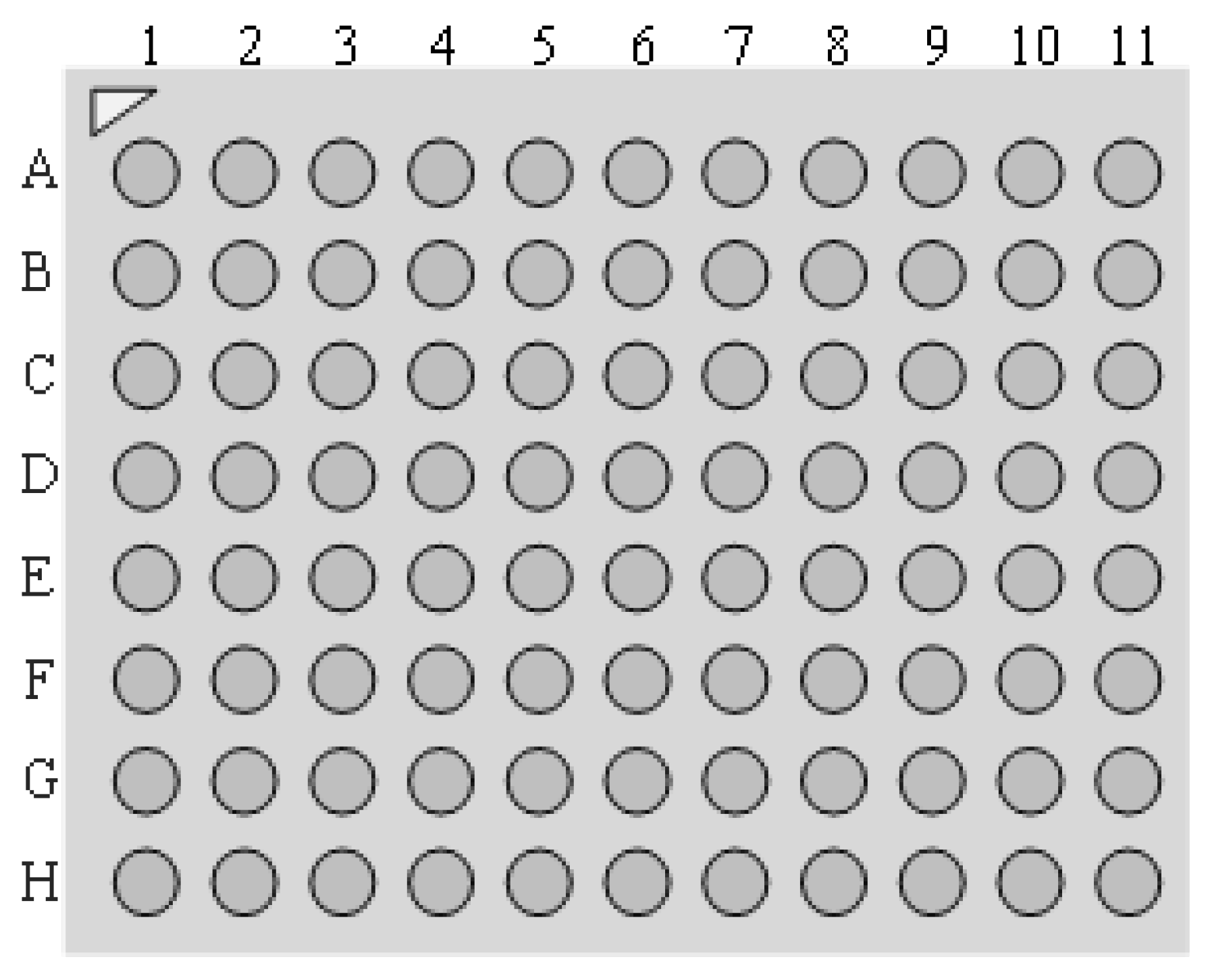
2 and 461.36 K of the overall model in the same environment, respectively. The calculation results were more accurate after the grid quality was improved. In order to specifically describe the location of the hazard bumps, the coordinates of the bumps were set for the sub-model as in
Figure 10. The highest local temperature points could be obtained at points H2, H3, and the local current gathering point at point G11 after the electrical–thermal simulation.
In the sub-model, the location of the current gathering point remained the same, however, the location of the highest local temperature point was shifted. According to the existing research, the failure phenomenon first occurs at the edges and corners when micro-convex structures are affected by the temperature [
36,
37]. The location of the highest local temperature point changed from the inside edge of the chip in the overall model to the outside edge. However, the maximum point of the temperature was always at the edge of the chip with a small offset. This indicates that when the simulation reached the steady state with increased computational accuracy, the effect of the temperature was more pronounced. The hot spot location did not exactly follow the current gathering point, and the effect of the temperature on EM failure came to the fore. The location of the current density aggregation point appeared to be consistent with the existing experimental phenomena [
22].
Under different operating conditions, numerical simulations were carried out to obtain the current density distribution and temperature distribution. From the available studies in the literature, it can be concluded that dangerous solder joints exist at the maximum current and at the hot spots [
38]. The locations of the dangerous bumps in the simulation results were found, and the values were counted. Then, the MTTF results were calculated using Equation (15). The simulation results and calculation results are shown in
Table 6. For the same operating conditions, the first row shows the results at the current density, and the second row shows the results at the hot spots.
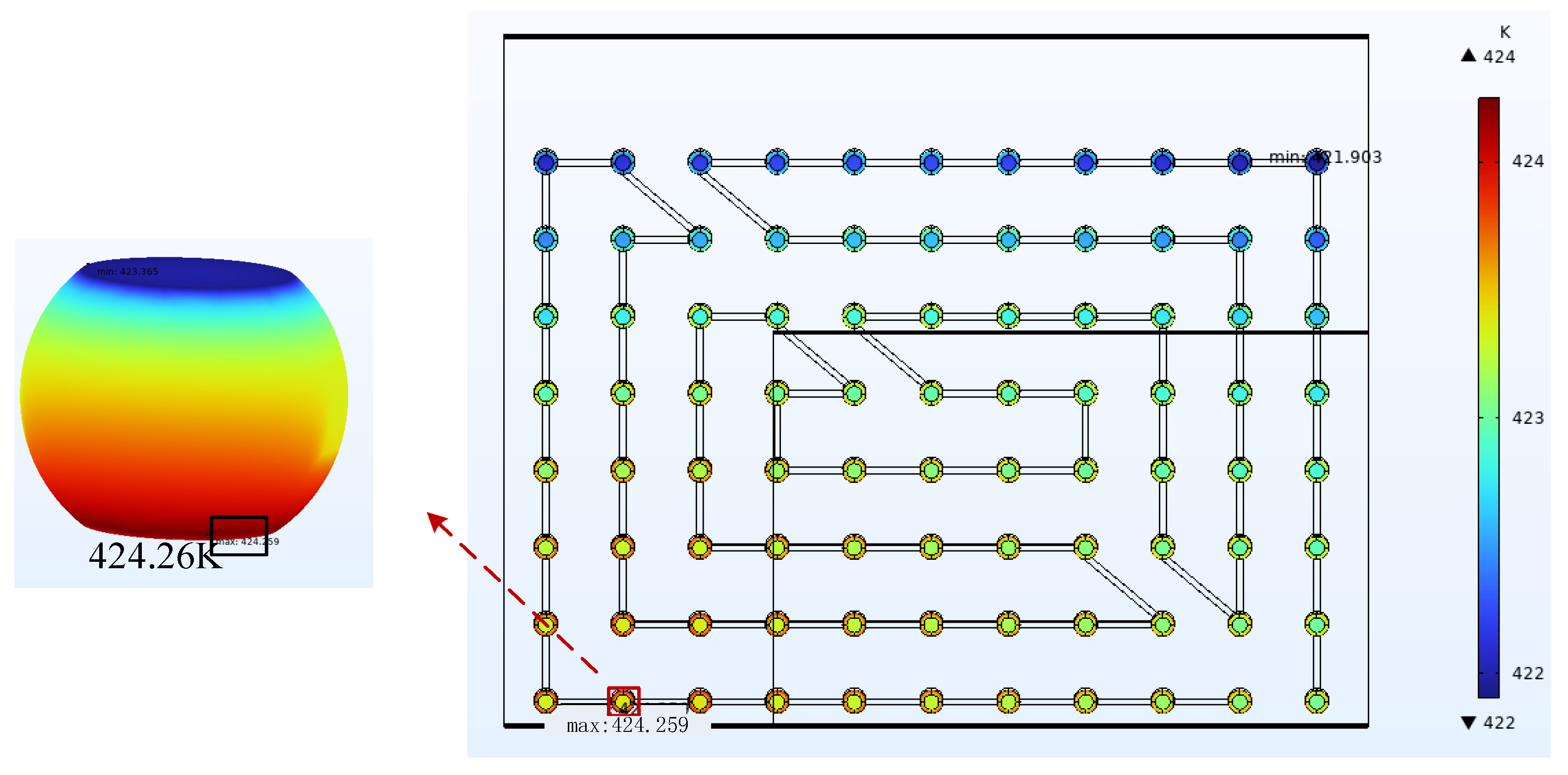
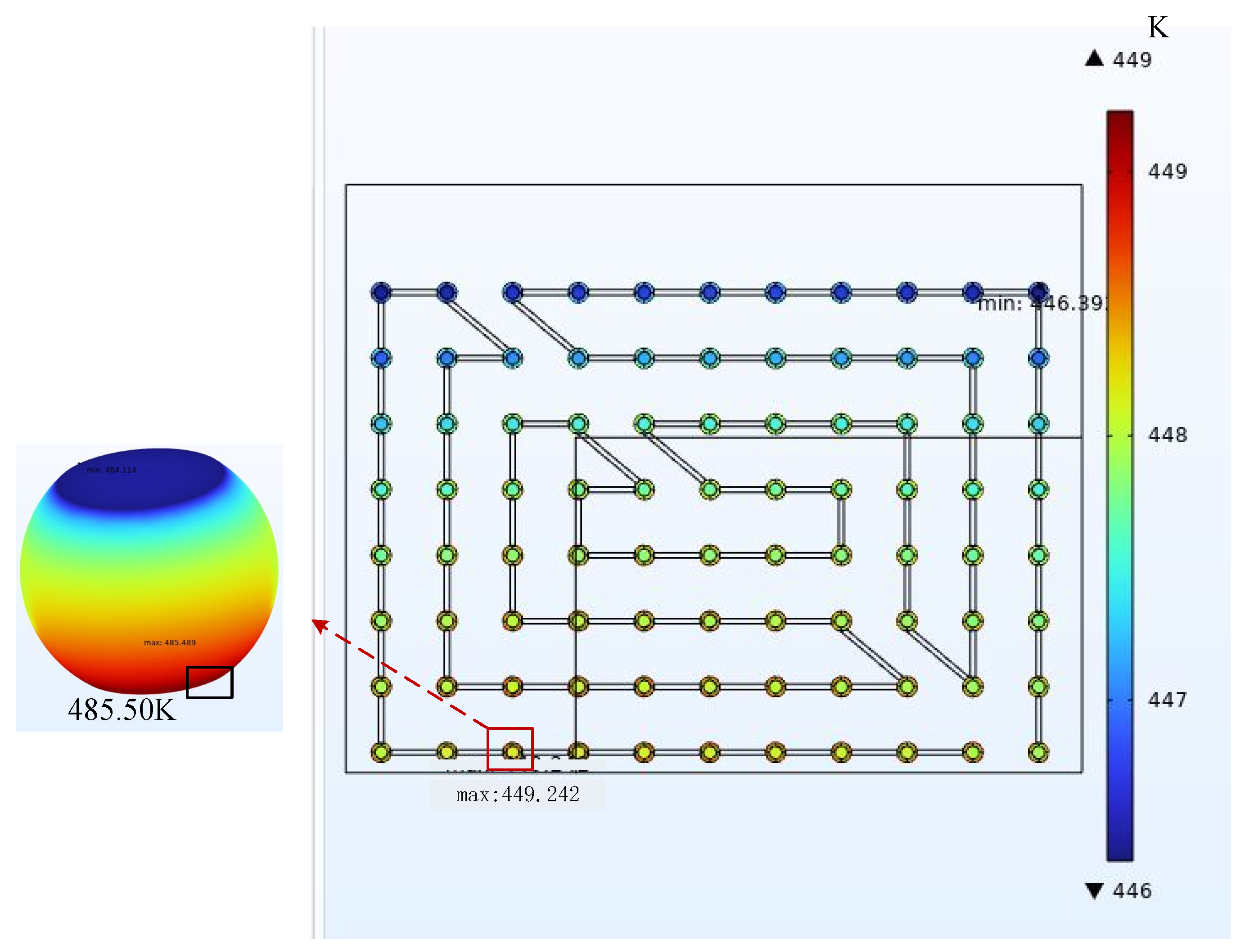
The data in the table above illustrate that under the same operating conditions, the calculated MTTF values at the current aggregation point in a steady state were smaller than those at the hot spot. Therefore, the influence of current density on the EM lifetime always dominates. The hot spot coordinates were shifted when the current densities were both 3.5 A/cm
2 and the temperatures were 328.15 K and 398.15 K. The hot spot coordinates are H2 and H3, respectively. The results are shown in
Figure 11 and
Figure 12. This indicates that the hot spot locations were not fixed but moved within a certain range. When current density was applied to the chip to generate heat and add ambient temperature, the hot spot coordinates appeared at the location of the chip edge in the sub-model. When the current density dominates, the effect on the EM is greater as the temperature rises. Therefore, as the temperature changes, the hot spot location will move to a small area at the edge of the chip.
The normal operating temperatures of DDR components were −40 °C–85 °C (233.15 K–358.15 K). Therefore, the temperature for accelerated experimental conditions was 398.15 K. The MTTF was most obvious when the current density was 3.5 A/cm
2, and the MTTF was shortened rapidly with the increase in temperature.
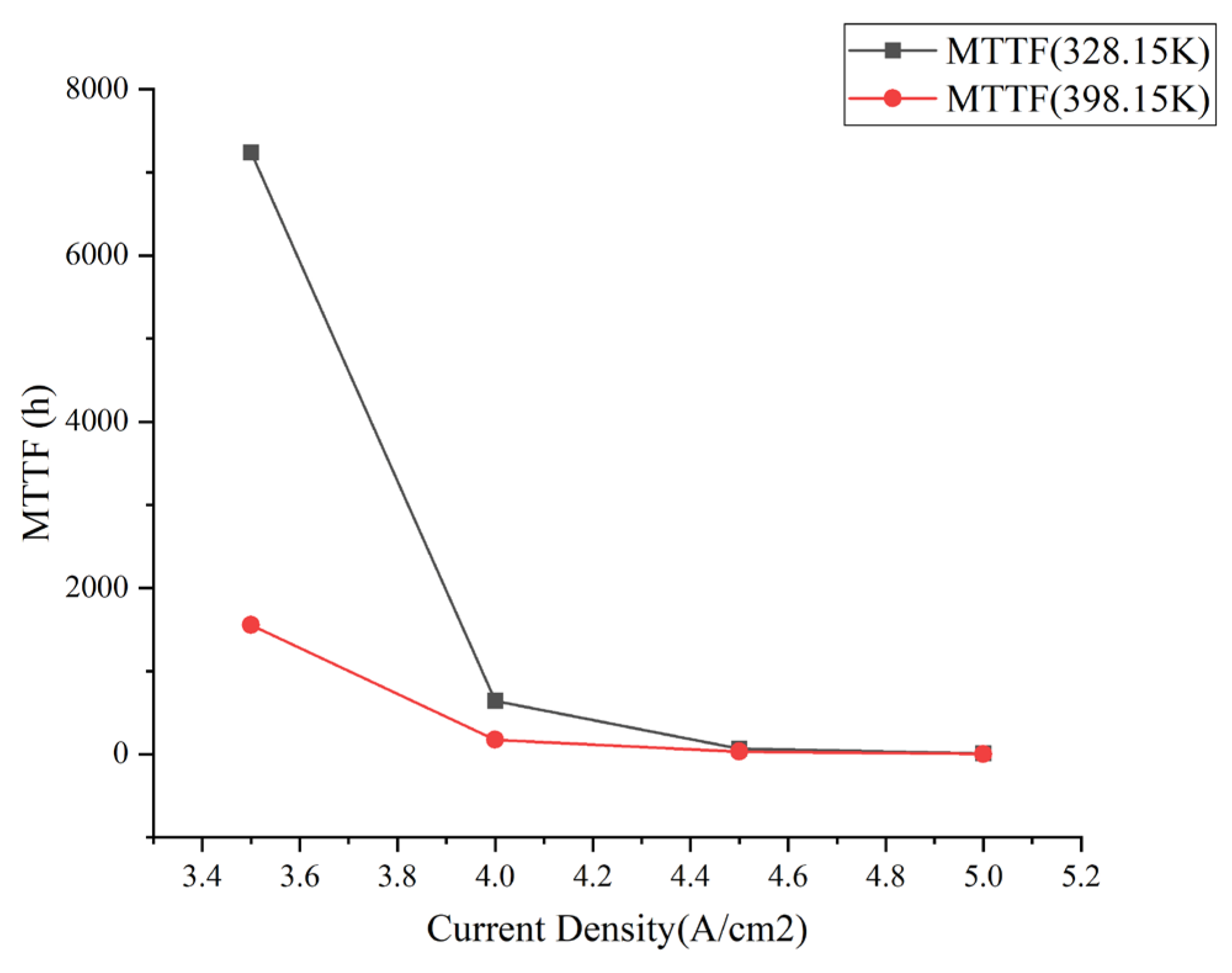
Figure 13 shows the comparison of MTTF with the change in current under different temperatures.
By observing the trend in the comparison curves, it is found that the accelerating effect of the temperature on EM failure becomes less and less as the circuit density increases. When the temperature increased from 328.15 K to 398.15 K, and the current density was 3.5 A/cm
2, the MTTF at the current aggregation changed from 7239.30 h to 1553.34 h. Comparing the MTTF at the two temperatures shows that the MTTF at 398.15 K was shortened by 21.46% at 328.15 K for a current density of 3.5 A/cm
2. At the current density of 4.5 A/cm
2, the MTTF at the current aggregation changed from 64.51 h to 31.59 h, and the MTTF at 398.15 K is shortened to 48.97% of that at 328.15 K. Therefore, at the same temperature difference, the MTTF decreased at a current density of 3.5 A/cm
2 at a faster rate than at 4.5 A/cm
2, with a 27.51% increase in the percentage decrease. Compared to the normal BGA package, the temperature variation and current density variation were more pronounced under the fan-out package [
39]. From the comparison curves, it can be seen that the decreasing trend in MTTF changed the same when the temperature was different. The decreasing rate was the fastest at 3.5 A/cm
2 to 4 A/cm
2 and then gradually slowed down. It can be seen that the fundamental reason for the change in MTTF at different temperatures is that the increase in temperature intensifies the atomic migration rate, leading to faster EM failure.
When the temperature was 328.15 K, and the current density changed from 3.5 A/cm
2 to 4 A/cm
2, the MTTF at the current aggregation was changed from 7239.30 h to 643.84 h, which was shortened to 8.89% of the original. The data shows that the current density was the main influencing factor for the occurrence of EM failure. The experimental results are logically identical to those of the literature [
34]. From the trend of
Figure 13, it can be seen that as the current density increases to a certain value, its MTTF does not change significantly. At this time, the maximum threshold of the working current density has been reached. The maximum working current density of DDR micro-assembly is between 4 A/cm
2–4.5 A/cm
2. The MTTF decreased to about 97% of the original when the current density changed from 3.5 A/cm
2 to 5 A/cm
2, confirming that 5 A/cm
2 has become an accelerated experimental condition. In addition, existing experimental studies have verified the correctness of the threshold current density [
40].
5. Conclusions
In this study, the equivalence model was based on the DDR micro-assembly technology manual. Using the theory of electrothermal environment interaction, numerical simulations were performed in the electrothermal environment. According to the resultant plots, the current density distribution and temperature distribution of the hazardous bumps were obtained. The data were substituted into the MTTF equation for Sn63Pb37 to calculate the EM lifetime of the micro-bump structure. Finally, the relationship between the working environment and EM failure time was explored using statistical data.
The results showed that the most likely location for the EM failure of the bump structures was at the current aggregation. In the electrothermal environment, the current dominated the EM failure. The accelerating effect of the temperature on EM failure time was more obvious when the current density was 3.5 A/cm2, which was 27.51% shorter than 4.5 A/cm2 at the same temperature difference. In addition, when the current density exceeded 4.5 A/cm2, the change in failure time was not obvious, and the maximum critical value of the working current density of micro-bump structures was at 4 A/cm2–4.5 A/cm2.
Therefore, the study of the EM failure time of electronic products under different working conditions is extremely useful for exploring the relationship between the working environment and EM life. The conclusion helps to extend the EM life of the product represented by DDR3.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}