
Anisotropy Evaluation and Defect Detection on Laser Power Bed Fusion 316L Stainless Steel

Abstract
:1. Introduction
2. Materials and Methods
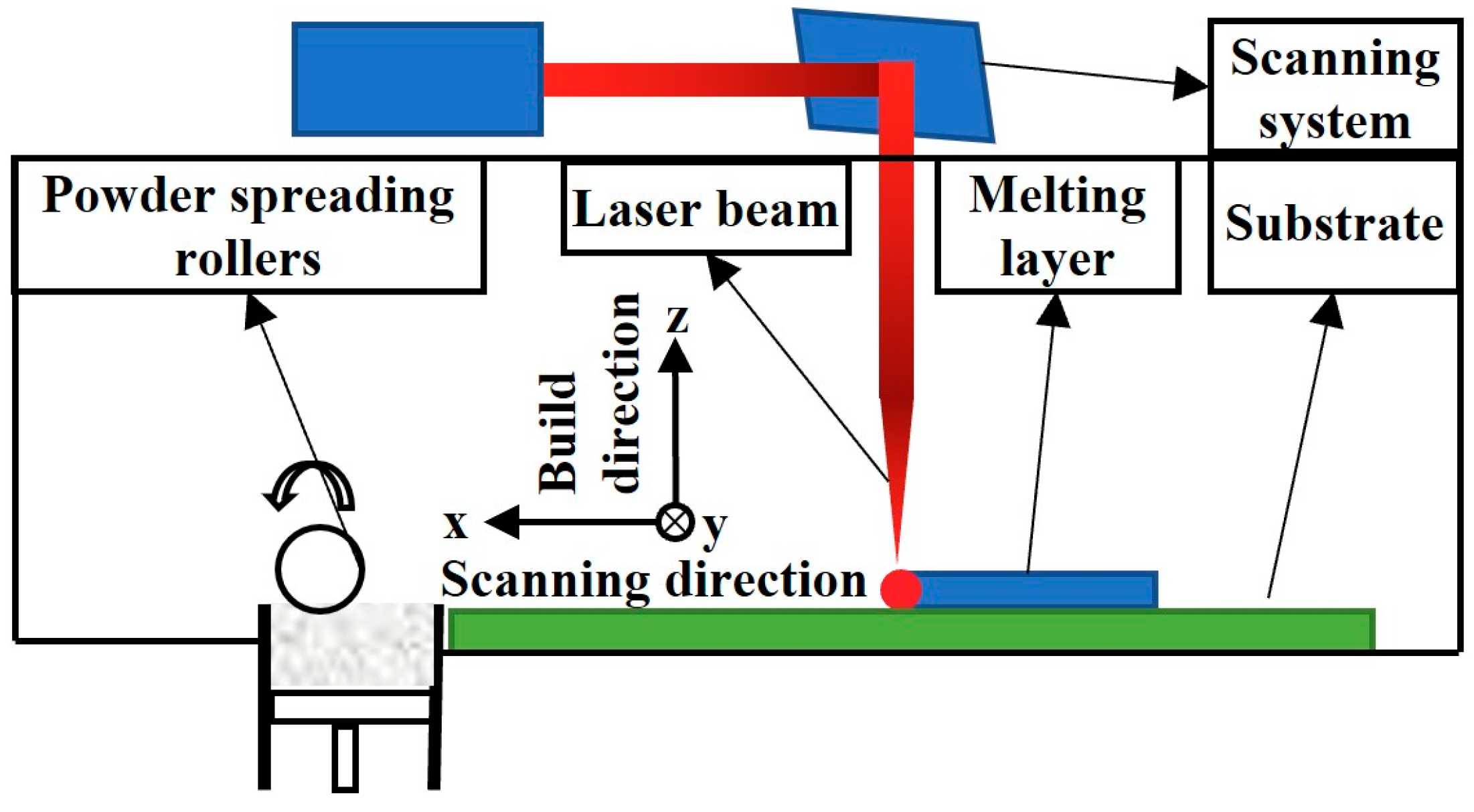
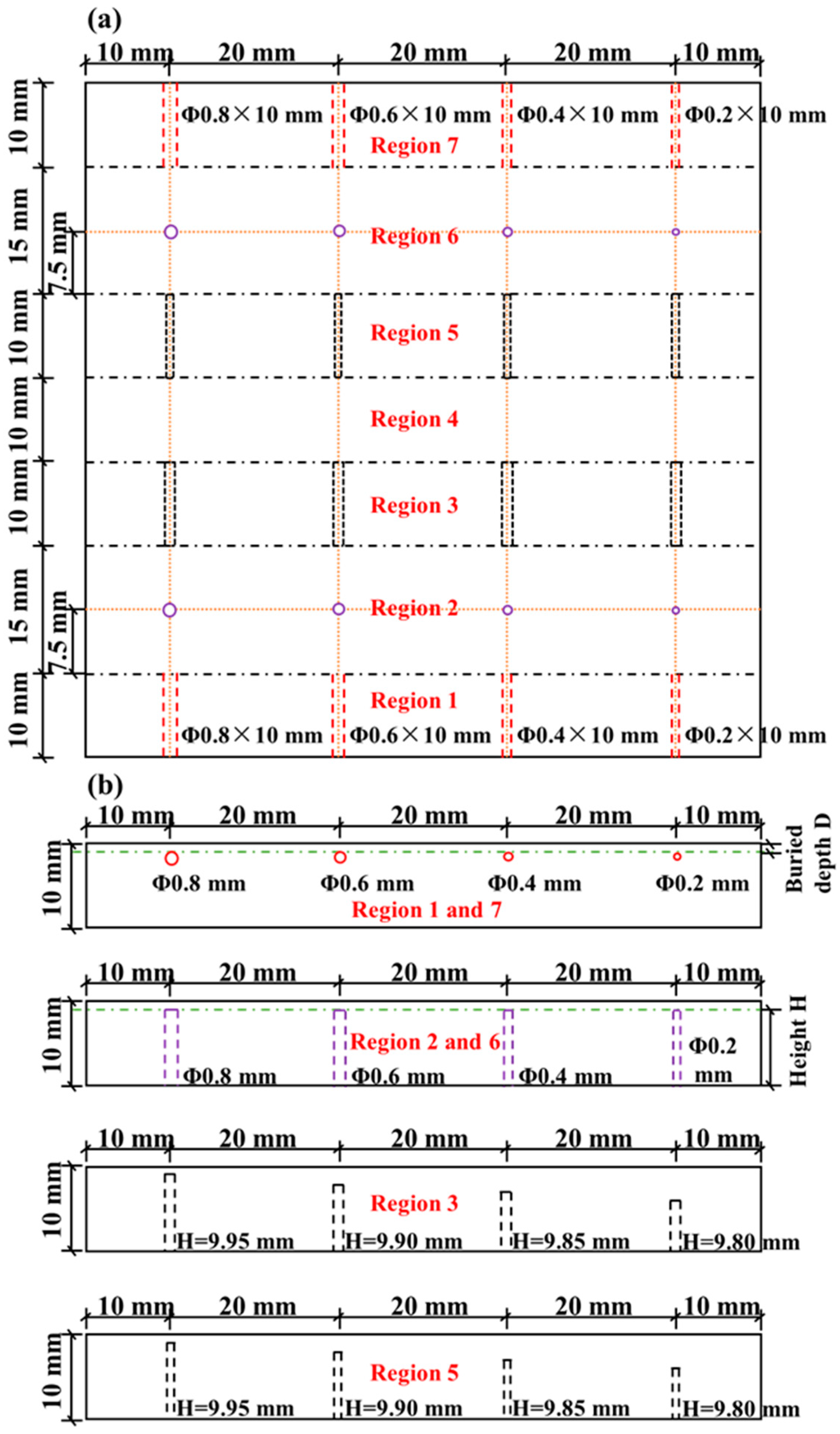
2.1. Sample Preparation
2.2. Ultrasonic Nondestructive Characterization
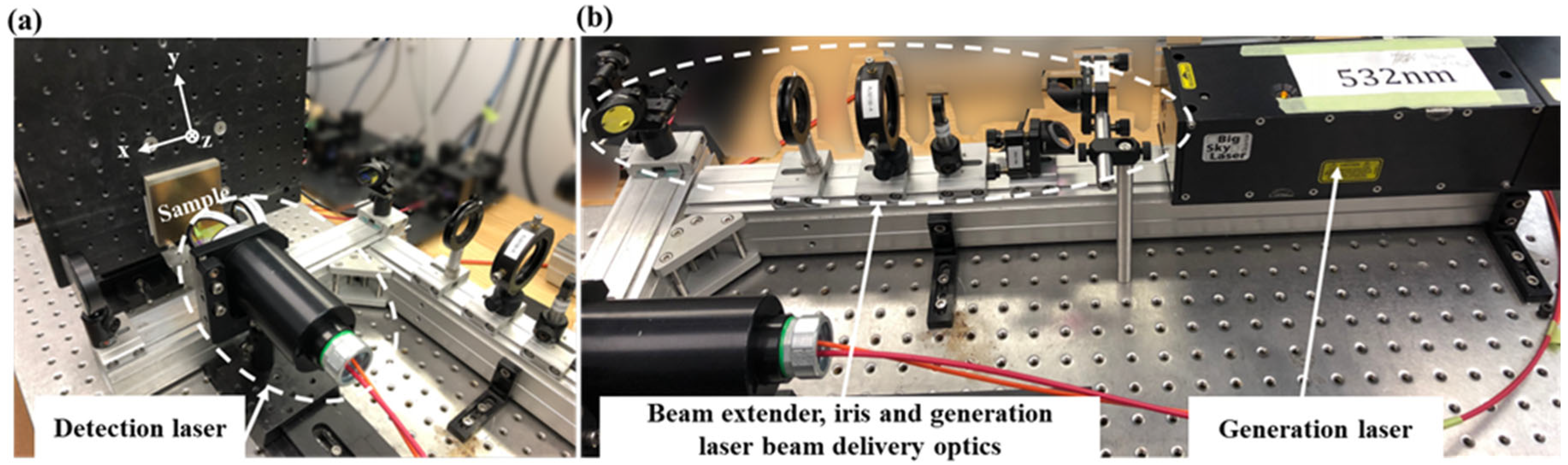
2.3. Laser Ultrasonics for Defect Detection
3. Results and Discussion
3.1. Microstructure by Destructive Testing
3.2. Ultrasonic Characterization
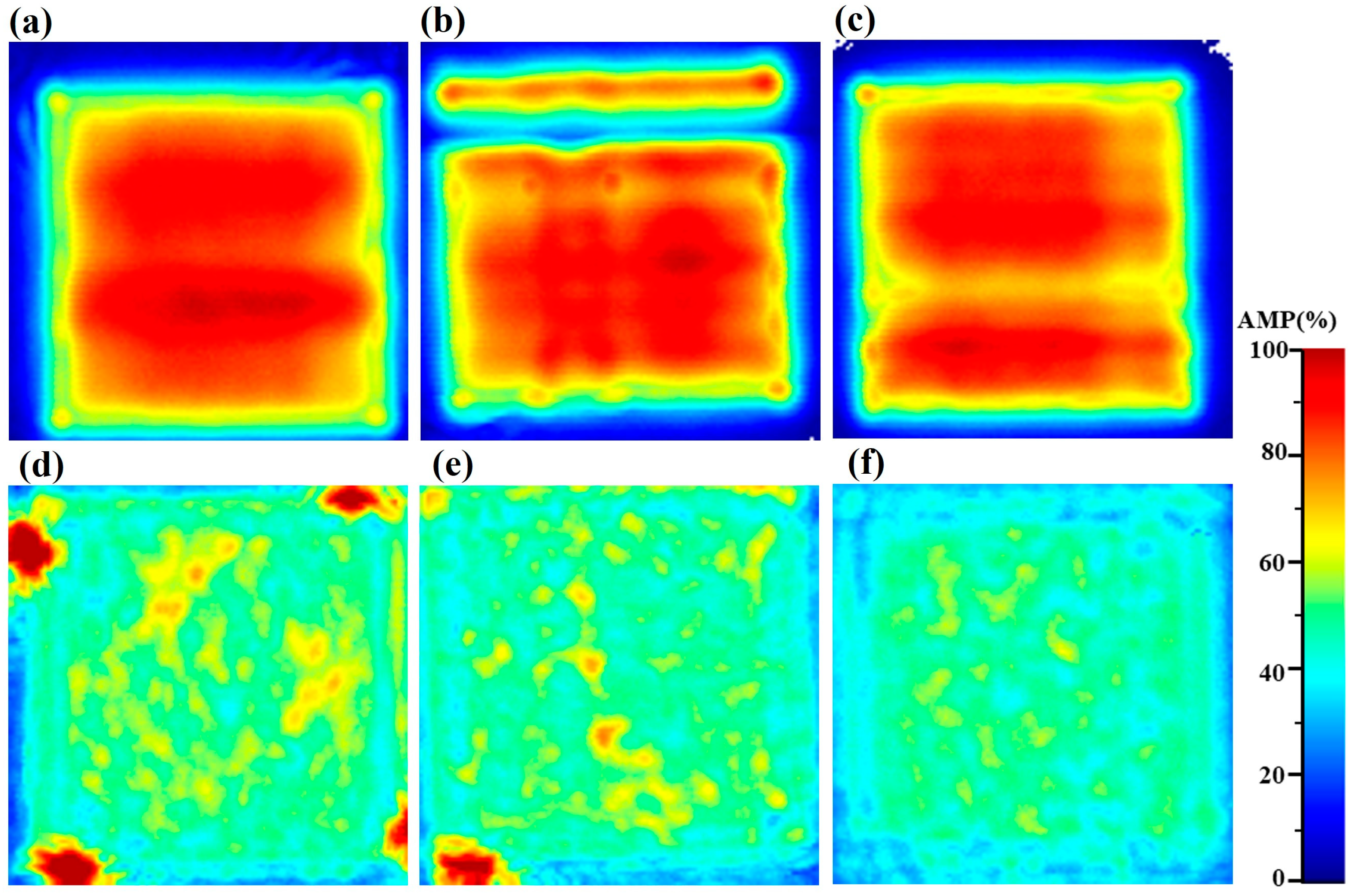
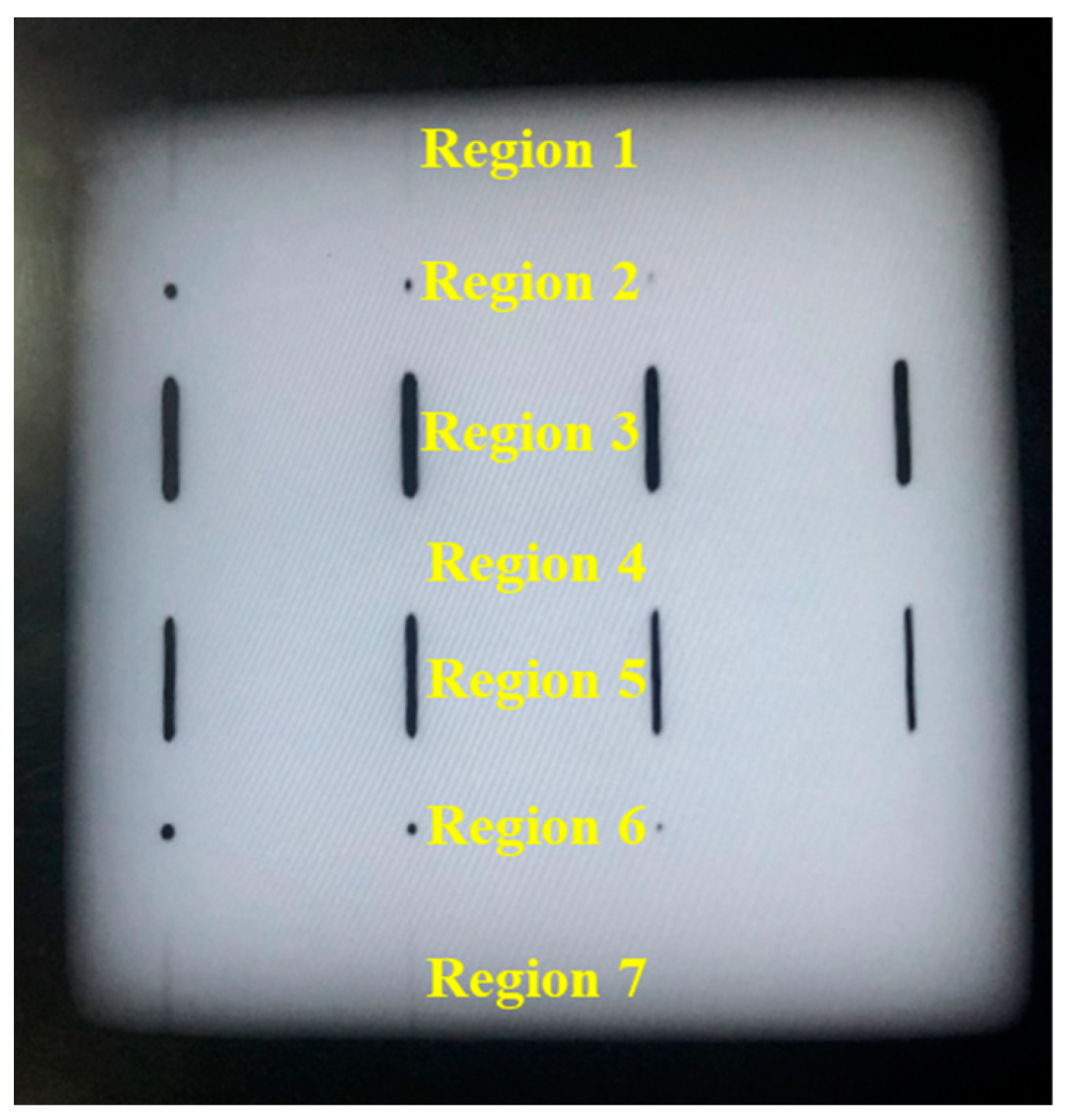
3.3. Defect Detection
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.S.; Wang, K.; Yao, S.; Peng, Y.; Rao, Y.N.; Ahzi, S. Progressive collapse behaviors and mechanisms of 3D printed thin-walled composite structures under multi-conditional loading. Thin-Walled Struct. 2022, 171, 108810. [Google Scholar] [CrossRef]
- Wang, J.C.; Zhu, R.; Liu, Y.J.; Zhang, L.C. Understanding melt pool characteristics in laser powder bed fusion: An overview of single- and multi-track melt pools for process optimization. APM 2023, 2, 100137. [Google Scholar] [CrossRef]
- Li, N.; Huang, S.; Zhang, G.D.; Qin, R.Y.; Liu, W.; Xiong, H.P.; Shi, G.Q.; Blackburn, J. Progress in additive manufacturing on new materials: A review. J. Mater. Sci. Technol. 2019, 35, 242–269. [Google Scholar] [CrossRef]
- Kluczyński, J.; Sniezek, L.; Grzelak, K.; Torzewski, J.; Szachogluchowicz, I.; Wachowski, M.; Luszczek, J. Crack Growth Behavior of Additively Manufactured 316L Steel-Influence of Build Orientation and Heat Treatment. Materials 2020, 13, 3259. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.T.; Bai, Q. Defect Formation Mechanisms in Selective Laser Melting: A Review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef] [Green Version]
- Xu, J.; Wu, Z.C.; Niu, J.P.; Song, Y.F.; Liang, C.P.; Yang, K.; Chen, Y.Q.; Liu, Y. Effect of Laser Energy Density on the Microstructure and Microhardness of Inconel 718 Alloy Fabricated by Selective Laser Melting. Crystals 2022, 12, 1243. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Zhong, Y.; Shen, Z.J. Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater. Sci. Eng. A—Struct. Mater. Prop. Microstruct. Process. 2015, 625, 221–229. [Google Scholar] [CrossRef]
- Denti, L.; Bassoli, E.; Gatto, A.; Santecchia, E.; Mengucci, P. Fatigue life and microstructure of additive manufactured Ti6Al4V after different finishing processes. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2019, 755, 1–9. [Google Scholar] [CrossRef]
- Zhou, X.; Li, K.L.; Zhang, D.D.; Liu, X.H.; Ma, J.; Liu, W.; Shen, Z.J. Textures formed in a CoCrMo alloy by selective laser melting. J. Alloys Compd. 2015, 631, 153–164. [Google Scholar] [CrossRef]
- Kutty, T.R.G.; Chandrasekharan, K.N.; Panakkal, J.P.; Ghosal, S.K.; De, P.K. Use of ultrasonic velocity for nondestructive evaluation of ferrite content in duplex stainless steels. NDT Int. 1987, 20, 359–361. [Google Scholar]
- Ozkan, V.; Sarpun, I.H.; Erol, A.; Yonetken, A. Influence of mean grain size with ultrasonic velocity on microhardness of B4C–Fe–Ni composite. J. Alloys Compd. 2013, 574, 512–519. [Google Scholar] [CrossRef]
- Papadakis, E.P. Revised Grain-Scattering Formulas and Tables. J. Acoust. Soc. Am. 1965, 37, 703–710. [Google Scholar] [CrossRef]
- Papadakis, E.P. Ultrasonic attenuation caused by scattering in polycrystalline metals. J. Acoust. Soc. Am. 1965, 37, 711–717. [Google Scholar] [CrossRef]
- Aghaie-Khafri, M.; Honarvar, F.; Zanganeh, S. Characterization of Grain Size and Yield Strength in AISI 301 Stainless Steel Using Ultrasonic Attenuation Measurements. J. Nondestruct. Eval. 2012, 31, 191–196. [Google Scholar] [CrossRef]
- Garcin, T.; Schmitt, J.H.; Militzer, M. In-situ laser ultrasonic grain size measurement in superalloy INCONEL 718. J. Alloys Compd. 2016, 670, 329–336. [Google Scholar] [CrossRef]
- Xue, R.J.; Wang, X.C.; Yang, Q.; Xu, D.; Sun, Y.Z.; Zhang, J.M.; Krishnaswamy, S. Grain size distribution characterization of aluminum with a particle swarm optimization neural network using laser ultrasonics. Appl. Acoust. 2021, 180, 108–125. [Google Scholar] [CrossRef]
- Thompson, R.B.; Gray, T.A. A model relating ultrasonic scattering measurements through liquid–solid interfaces to unbounded medium scattering amplitudes. J. Acoust. Soc. Am. 1983, 74, 1279–1290. [Google Scholar] [CrossRef] [Green Version]
- Rose, J.H. Ultrasonic backscattering from polycrystalline aggregates using time-domain linear response theory. In Review of Progress in Quantitative Nondestructive Evaluation; Thompson, D.O., Chimenti, D.E., Eds.; Springer: Boston, MA, USA, 1991. [Google Scholar]
- Han, Y.K.; Thompson, R.B. Ultrasonic backscattering in duplex microstructures: Theory and application to titanium alloys. Metal. Mater. Trans. 1997, 28, 91–104. [Google Scholar] [CrossRef]
- Lobkis, O.I.; Yang, L.; Li, J.; Rokhlin, S.I. Ultrasonic backscattering in polycrystals with elongated single phase and duplex microstructures. Ultrasonics 2012, 52, 694–705. [Google Scholar] [CrossRef]
- Li, J.; Rokhlin, S.I. Elastic wave scattering in random anisotropic solids. Int. J. Solids Struct. 2016, 78–79, 110–124. [Google Scholar] [CrossRef]
- Hu, P.; Kube, C.M.; Koester, L.W.; Turner, J.A. Mode-converted diffuse ultrasonic backscatter. J. Acoust. Soc. Am. 2013, 134, 982–990. [Google Scholar] [CrossRef] [PubMed]
- Hu, P.; Turner, J.A. Transverse-to-transverse diffuse ultrasonic scattering. J. Acoust. Soc. Am. 2017, 142, 1112–1120. [Google Scholar] [CrossRef]
- Arguelles, A.P.; Turner, J.A. Ultrasonic attenuation of polycrystalline materials with a distribution of grain sizes. J. Acoust. Soc. Am. 2017, 141, 4347–4353. [Google Scholar] [CrossRef] [PubMed]
- Du, H.L.; Turner, J.A.; Hu, P. Characterization of microstructural anisotropy in pearlitic steel with mode-converted ultrasonic scattering. NDT&E Int. 2019, 102, 189–193. [Google Scholar]
- Zhang, J.; Song, Y.F.; Li, X.B.; Zhong, C.H. Comparison of Experimental Measurements of Material Grain Size Using Ultrasound. Journal of Nondestructive Evaluation. J. Nondestruct. Eval. 2020, 39, 30. [Google Scholar] [CrossRef] [Green Version]
- Choi, S.; Ryu, J.; Kim, J.S.; Jhang, K.Y. Comparison of Linear and Nonlinear Ultrasonic Parameters in Characterizing Grain Size and Mechanical Properties of 304L Stainless Steel. Metals 2020, 9, 1279. [Google Scholar] [CrossRef] [Green Version]
- Sol, T.; Hayun, S.; Noiman, D.; Tiferet, E.; Yeheskel, O.; Tevet, O. Nondestructive ultrasonic evaluation of additively manufactured AlSi10Mg samples. Addit. Manuf. 2018, 22, 700–707. [Google Scholar] [CrossRef]
- Kim, C.; Yin, H.S.; Shmatok, A.; Prorok, B.C.; Lou, X.Y.; Matlack, K.H. Ultrasonic nondestructive evaluation of laser powder bed fusion 316L stainless steel. Addit. Manuf. 2021, 38, 101800. [Google Scholar] [CrossRef]
- Sotelo, L.D.; Hadidi, H.; Pratt, C.S.; Sealy, M.P.; Turner, J.A. Ultrasonic mapping of hybrid additively manufactured 420 stainless steel. Ultrasonics 2021, 110, 106269. [Google Scholar] [CrossRef]
- Li, W.T.; Zhou, Z.G.; Li, Y. Application of Ultrasonic Array Method for the Inspection of TC18 Addictive Manufacturing Titanium Alloy. Sensors 2019, 19, 4371. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Honarvar, F.; Varvani-Farahani, A. A review of ultrasonic testing applications in additive manufacturing: Defect evaluation, material characterization, and process control. Ultrasonics 2020, 108, 106227. [Google Scholar] [CrossRef]
- Lévesque, D.; Bescond, C.; Lord, M.; Cao, X.; Wanjara, P.; Monchalin, J.P. Inspection of additive manufactured parts using laser ultrasonics. In Proceedings of the 42nd Annual Review of Progress in Quantitative Nondestructive Evaluation, Minneapolis, MN, USA, 26–31 July 2015. [Google Scholar]
- Lévesque, D.; Bescond, C.; Cojocaru, C. Laser-ultrasonic inspection of cold spray additive manufacturing components. In Proceedings of the 45th Annual Conference on Review of Progress in Quantitative Nondestructive Evaluation, Burlington, VT, USA, 15–19 July 2018. [Google Scholar]
- Lv, G.L.; Yao, Z.J.; Chen, D.; Li, Y.H.; Cao, H.Q.; Yin, A.M.; Liu, Y.J.; Guo, S.F. Fast and high-resolution laser-ultrasonic imaging for visualizing subsurface defects in additive manufacturing components. Mater. Des. 2023, 225, 111454. [Google Scholar] [CrossRef]
- White, R.M. Elastic Wave Generation by Electron Bombardment or Electromagnetic Wave Absorption. J. Appl. Phys. 1963, 34, 2123–2124. [Google Scholar] [CrossRef]
- Blouin, A.; Levesque, D.; Neron, C.; Drolet, D.; Monchalin, J.P. Improved resolution and signal-to-noise ratio in laser-ultrasonics by SAFT processing. Opt. Express 1998, 2, 531–539. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measurement Direction | Average Grain Diameter (μm) |
|---|---|
| x | 22.52 ± 0.52 |
| y | 20.99 ± 0.35 |
| z | 24.00 ± 0.85 |
| Direction | vA (m/s) | vB (m/s) | vC (m/s) | vD (m/s) | vE (m/s) | Average Value (m/s) | Standard Deviation (m/s) | Coefficient of Variation (%) |
|---|---|---|---|---|---|---|---|---|
| x | 5793.9 | 5799.4 | 5791.1 | 5793.9 | 5793.9 | 5794.44 | 2.71 | 0.05 |
| y | 5800.6 | 5806.1 | 5803.3 | 5803.3 | 5800.6 | 5802.78 | 2.05 | 0.04 |
| z | 5798.1 | 5800.8 | 5800.8 | 5800.8 | 5795.5 | 5799.20 | 2.13 | 0.04 |
| Direction | αA (Np/cm) | αB (Np/cm) | αC (Np/cm) | αD (Np/cm) | αE (Np/cm) | Average Value (Np/cm) | Standard Deviation (Np/cm) | Coefficient of Variation (%) |
|---|---|---|---|---|---|---|---|---|
| x | 4.9 | 5.9 | 7.8 | 12.4 | 9.2 | 8.04 | 2.64 | 32.84 |
| y | 5.3 | 5.7 | 4.9 | 5.5 | 5.2 | 5.32 | 0.27 | 5.10 |
| z | 4.9 | 5.2 | 5.3 | 4.3 | 4.5 | 4.84 | 0.39 | 8.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, Z.; Xu, W.; Liu, Y.; Zhao, K.; Hu, P. Anisotropy Evaluation and Defect Detection on Laser Power Bed Fusion 316L Stainless Steel. Micromachines 2023, 14, 1206. https://doi.org/10.3390/mi14061206
Peng Z, Xu W, Liu Y, Zhao K, Hu P. Anisotropy Evaluation and Defect Detection on Laser Power Bed Fusion 316L Stainless Steel. Micromachines. 2023; 14(6):1206. https://doi.org/10.3390/mi14061206
Chicago/Turabian StylePeng, Zhixin, Wei Xu, Yang Liu, Kai Zhao, and Ping Hu. 2023. "Anisotropy Evaluation and Defect Detection on Laser Power Bed Fusion 316L Stainless Steel" Micromachines 14, no. 6: 1206. https://doi.org/10.3390/mi14061206