
Enhancing Wire-EDM Performance with Zinc-Coated Brass Wire Electrode and Ultrasonic Vibration
Abstract
:1. Introduction
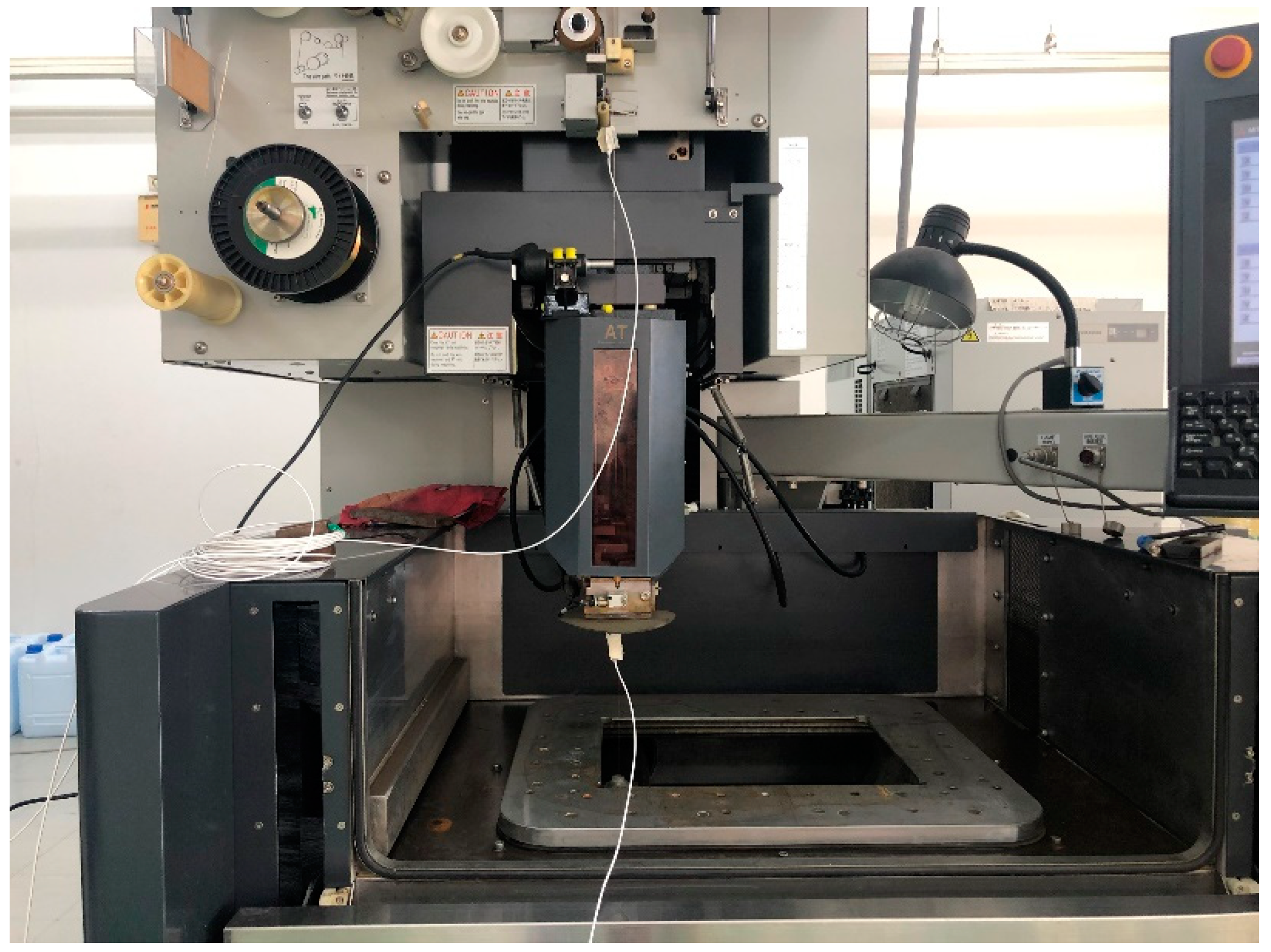
2. Materials and Methods
3. Results and Discussion
3.1. Amplitude Measurment
3.2. Effect of Vibration Assistance on Materials Removal Rate and Surface Roughness
3.3. Scanning Electron Microscope (SEM) Analysis
3.4. Waveform Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Sharma, P.; Chakradhar, D.; Narendranath, S. Precision manufacturing of turbine wheel slots by trim-offset approach of WEDM. Precis. Eng. 2021, 71, 293–303. [Google Scholar] [CrossRef]
- Sharma, P.; Chakradhar, D.; Narendranath, S. Effect of wire diameter on surface integrity of wire electrical discharge machined Inconel 706 for gas turbine application. J. Manuf. Process. 2016, 24, 170–178. [Google Scholar] [CrossRef]
- Sharma, P.; Chakradhar, D.; Narendranath, S. Effect of Wire Material on Productivity and Surface Integrity of WEDM-Processed Inconel 706 for Aircraft Application. J. Mater. Eng. Perform. 2016, 25, 3672–3681. [Google Scholar] [CrossRef]
- Naveed, R.; Mufti, N.A.; Mughal, M.P.; Saleem, M.Q.; Ahmed, N. Machining of curved profiles on tungsten carbide-cobalt composite using wire electric discharge process. Int. J. Adv. Manuf. Technol. 2017, 93, 1367–1378. [Google Scholar] [CrossRef]
- Jangra, K.; Grover, S.; Aggarwal, A. Optimization of multi machining characteristics in WEDM of WC-5.3 % Co composite using integrated approach of Taguchi, GRA and entropy method. Front. Mech. Eng. 2012, 7, 288–299. [Google Scholar] [CrossRef]
- Jangra, K.; Grover, S.; Chan, F.T.; Aggarwal, A. Digraph and matrix method to evaluate the machinability of tungsten carbide composite with wire EDM. Int. J. Adv. Manuf. Technol. 2011, 56, 959–974. [Google Scholar] [CrossRef]
- Muthuraman, V.; Ramakrishnan, R. Multi parametric optimization of WC-Co composites using desirability approach. Procedia Eng. 2012, 38, 3381–3393. [Google Scholar] [CrossRef]
- Masooth, P.H.S.; Arunnath, A. Experimental investigations on machining performance of tungsten carbide (WC) by modification of wire-cut electric discharge machining work holding setup into turning process. Mater. Today Proc. 2021, 45, 6064–6071. [Google Scholar] [CrossRef]
- Shah, A.; Mufti, N.A.; Rakwal, D.; Bamberg, E. Material removal rate, kerf, and surface roughness of tungsten carbide machined with wire electrical discharge machining. J. Mater. Eng. Perform. 2011, 20, 71–76. [Google Scholar] [CrossRef]
- Parihar, R.S.; Sahu, R.K.; Srinivasu, G. Effect of wire electrical discharge machining on the functionally graded cemented tungsten carbide surface integrity. Mater Today 2018, 5, 28164–28169. [Google Scholar]
- Okada, A.; Yamauchi, T.; Arizono, K.; Uno, Y. Effect of surface quality of brass coat-ing wire on wire EDM characteristics. J. Adv. Mech. Des. Syst. Manuf. 2008, 2, 735–741. [Google Scholar] [CrossRef]
- Kapoor, J.; Khamba, J.S.; Singh, S. Effect of Different Wire Electrodes on the Performance of WEDM. Mater. Sci. Forum 2013, 751, 27–34. [Google Scholar] [CrossRef]
- Suresh, T.; Aruneash, P.; Gunasekar, S.; Janakiraman, B. Comparison of Brass and Zinc Coated Wire Electrode Using Wire Cut EDM Concerning MRR of Machining SS304. Int. J. Innov. Res. Sci. Eng. Technol. 2017, 6, 4970–4976. [Google Scholar]
- Naveed, R.; Ahmed, N. Electric Discharge Machining of Tungsten Carbide using Uncoated and Coated Wire Electrodes: Analysis of Cutting Speed and Workpiece Geometrical Accuracy. IOP Conf. Ser. Mater. Sci. Eng. 2018, 409, 012024. [Google Scholar] [CrossRef]
- Endo, T.; Tsujimoto, T.; Mitsui, K. Study of vibration-assisted micro-EDM—The effect of vibration on machining time and stability of discharge. Precis. Eng. 2008, 32, 269–277. [Google Scholar] [CrossRef]
- Hirao, A.; Gotoh, H.; Tani, T. Some Effects on EDM Characteristics by Assisted Ultrasonic Vibration of the Tool Electrode. Procedia CIRP 2018, 68, 76–80. [Google Scholar] [CrossRef]
- Wansheng, Z.; Zhenlong, W.; Shichun, D.; Guanxin, C.; Hongyu, W. Ultrasonic and electric discharge machining to deep and small hole on titanium alloy. J. Mater. Process. Technol. 2002, 120, 101–106. [Google Scholar] [CrossRef]
- Gao, C.; Liu, Z. A Study of Ultrasonically Aided Micro-Electrical-Discharge Machining by the Application of Work-piece Vibration. J. Mater. Process. Technol. 2003, 139, 226–228. [Google Scholar] [CrossRef]
- Guo, Z.; Lee, T.; Yue, T.; Lau, W. Study on the machining mechanism of WEDM with ultrasonic vibration of the wire. J. Mater. Process. Technol. 1997, 69, 212–221. [Google Scholar] [CrossRef]
- Singh, J.; Walia, R.S.; Satsangi, P.S.; Singh, V.P. Hybrid electric discharge machining process with continuous and discontinuous ultrasonic vibrations on workpiece. Int. J. Mech. Syst. Eng. 2012, 2, 22–33. [Google Scholar]
- Hoang, K.T.; Yang, S.H. A Study on the Effect of Different Vibration-Assisted Methods in Micro-WEDM. J. Mater. Process. Technol. 2013, 213, 1616–1622. [Google Scholar] [CrossRef]
- Nakwong, P.; Muttamara, A. Effect of Frequency to Ultrasonic Vibration-Assisted Wire-EDM. Key Eng. Mater. 2019, 814, 127–131. [Google Scholar] [CrossRef]
- Guo, Z.; Lee, T.; Yue, T.M.; Lau, W. A study of ultrasonic-aided wire electrical discharge machining. J. Mater. Process. Technol. 1997, 63, 823–828. [Google Scholar] [CrossRef]
- Rao, P.S.; Ramji, K.; Satyanarayana, B. Experimental Investigation and Optimization of Wire EDM Parameters for Surface Roughness, MRR and White Layer in Machining of Aluminium Alloy. Procedia Mater. Sci. 2014, 5, 2197–2206. [Google Scholar] [CrossRef]
- Sidhom, H.; Ghanem, F.; Amadou, T.; Gonzalez, G.; Braham, C. Effect of electro discharge machining (EDM) on the AI-SI316L SS white layer micro structure and corrosion resistance. Int. J. Adv. Manuf. Technol. 2013, 65, 141–153. [Google Scholar] [CrossRef]
- Abdullah, A.; Shabgard, M.R.; Ivanov, A.; Shervanyi-Tabar, M.T. Effect of ultrasonic-assisted EDM on the surface integrity of cemented tungsten carbide (WC-Co). Int. J. Adv. Manuf. Technol. 2008, 41, 268–280. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | W | Co | C | Ti |
|---|---|---|---|---|
| Weight % | 73.98 | 9.18 | 11.41 | 5.43 |
| Element | Cu | Al | Fe | Ni | Pb | Sn | Zn | Others Total |
|---|---|---|---|---|---|---|---|---|
| min | 62.0 | - | - | - | - | - | Rem. | - |
| max | 64.0 | 0.05 | 0.1 | 0.3 | 0.1 | 0.1 | - | 0.1 |
| Melting Point (°C) | Density (g cm−3) | Thermal Expansion (°C) | Hardness (HRA) | Elastic Modulus (GPa) |
|---|---|---|---|---|
| 2800 | 15.7 | 5 × 10−6 | 87.4 | 648 |
| Standard Wire Diameter (mm) | Wire Diameter Tolerance (mm) | Tensile Strength (MPa) | Fracture Load (N) | Conductivity (%) |
|---|---|---|---|---|
| 0.25 | +/−0.001 | 883 (min) | 43.3 (min) | 20 (min) |
| Voltage (V) | Current (A) | Wire Speed (m/min) | USM (kHz) |
|---|---|---|---|
| 12 | 5 | 8 | 40 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muttamara, A.; Nakwong, P. Enhancing Wire-EDM Performance with Zinc-Coated Brass Wire Electrode and Ultrasonic Vibration. Micromachines 2023, 14, 862. https://doi.org/10.3390/mi14040862
Muttamara A, Nakwong P. Enhancing Wire-EDM Performance with Zinc-Coated Brass Wire Electrode and Ultrasonic Vibration. Micromachines. 2023; 14(4):862. https://doi.org/10.3390/mi14040862
Chicago/Turabian StyleMuttamara, Apiwat, and Patittar Nakwong. 2023. "Enhancing Wire-EDM Performance with Zinc-Coated Brass Wire Electrode and Ultrasonic Vibration" Micromachines 14, no. 4: 862. https://doi.org/10.3390/mi14040862