
Study of Gas Film Characteristics in Electrochemical Discharge Machining and Their Effects on Discharge Energy Distribution

Abstract
:1. Introduction
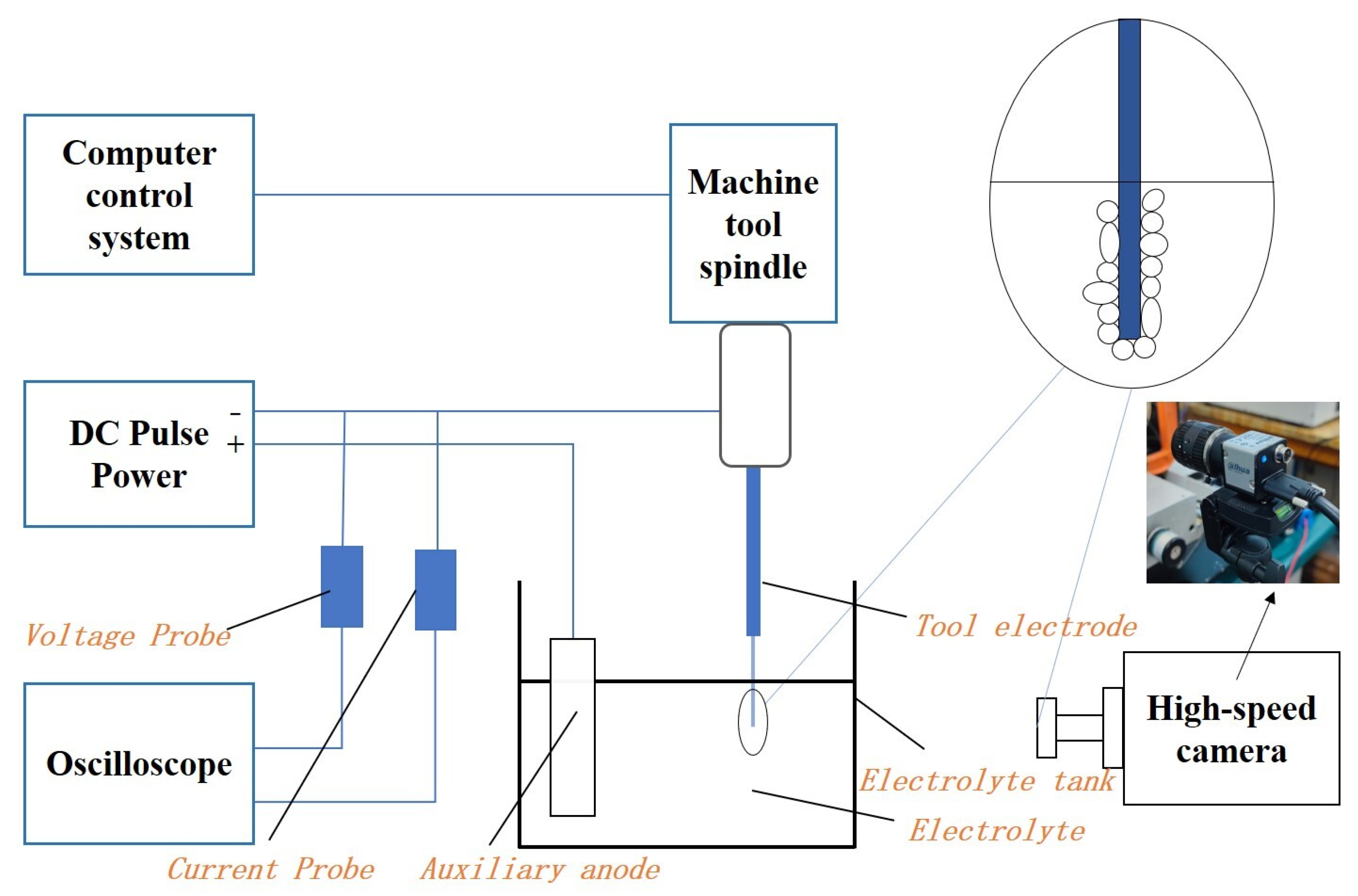
2. Experimental Method and System
2.1. Experimental Setup
2.2. Materials and Methods
3. Results and Discussion
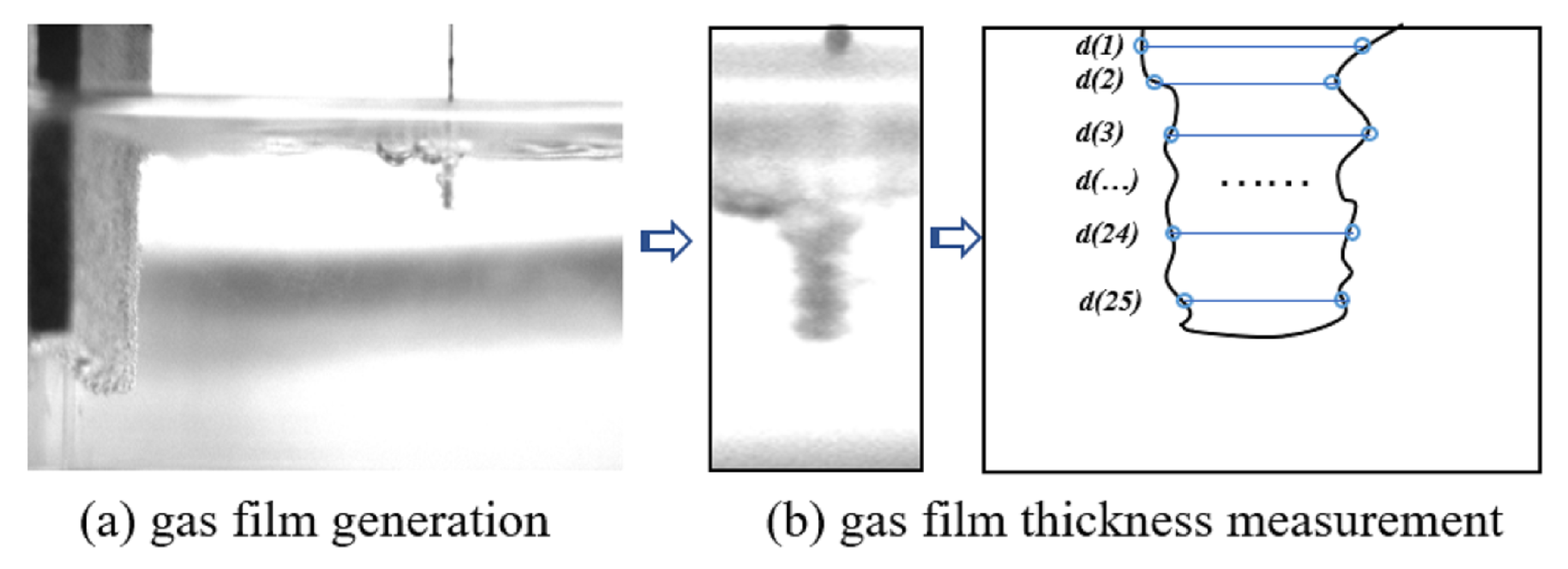
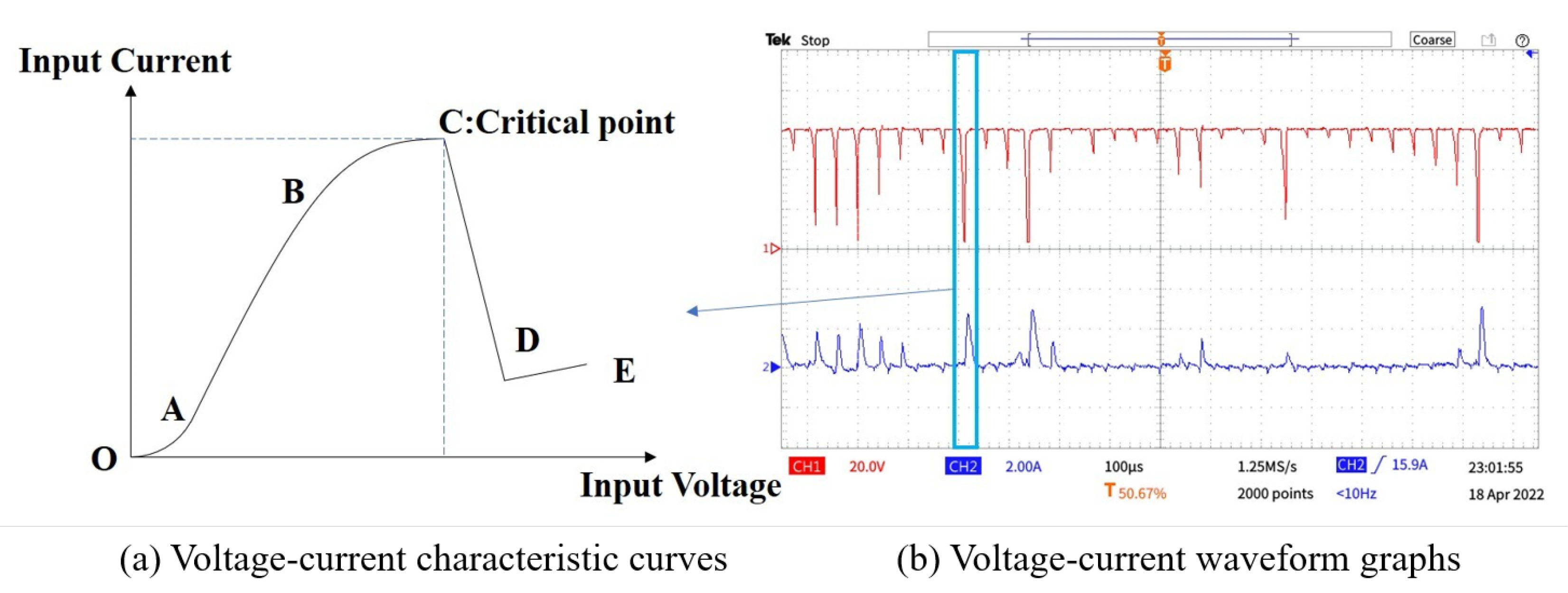
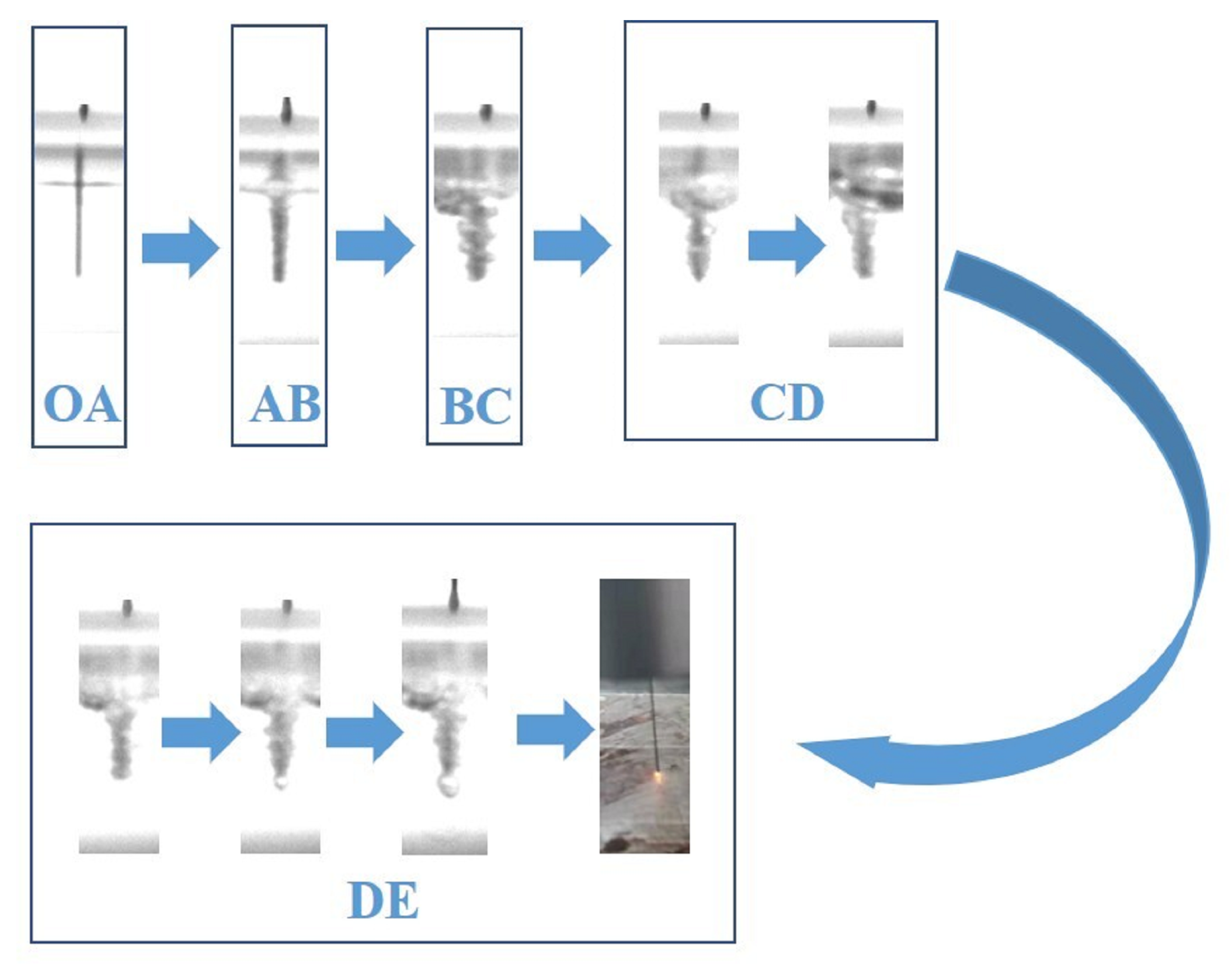
3.1. Gas Film Formation
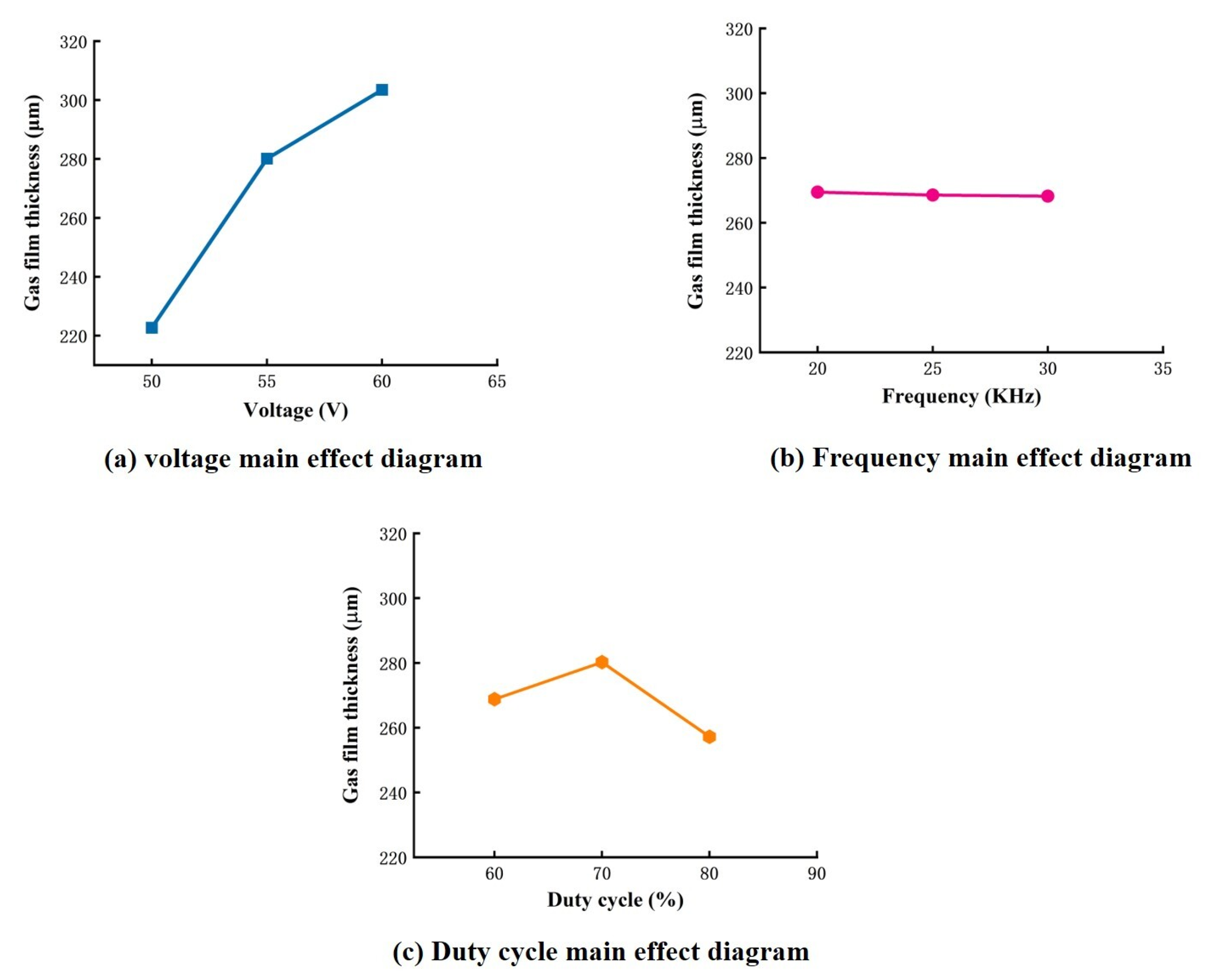
3.2. Gas Film Thickness
3.3. Gas Film Stability
4. Experimental Validation and Simulation
- (1)
- The influence of air film on the discharge energy distribution: the difference between the thinness and thickness of the air film determines the different discharge energy distributions on the air film. The discharge energy distribution is low where the air film thickness is large and high where the air film thickness is thin;
- (2)
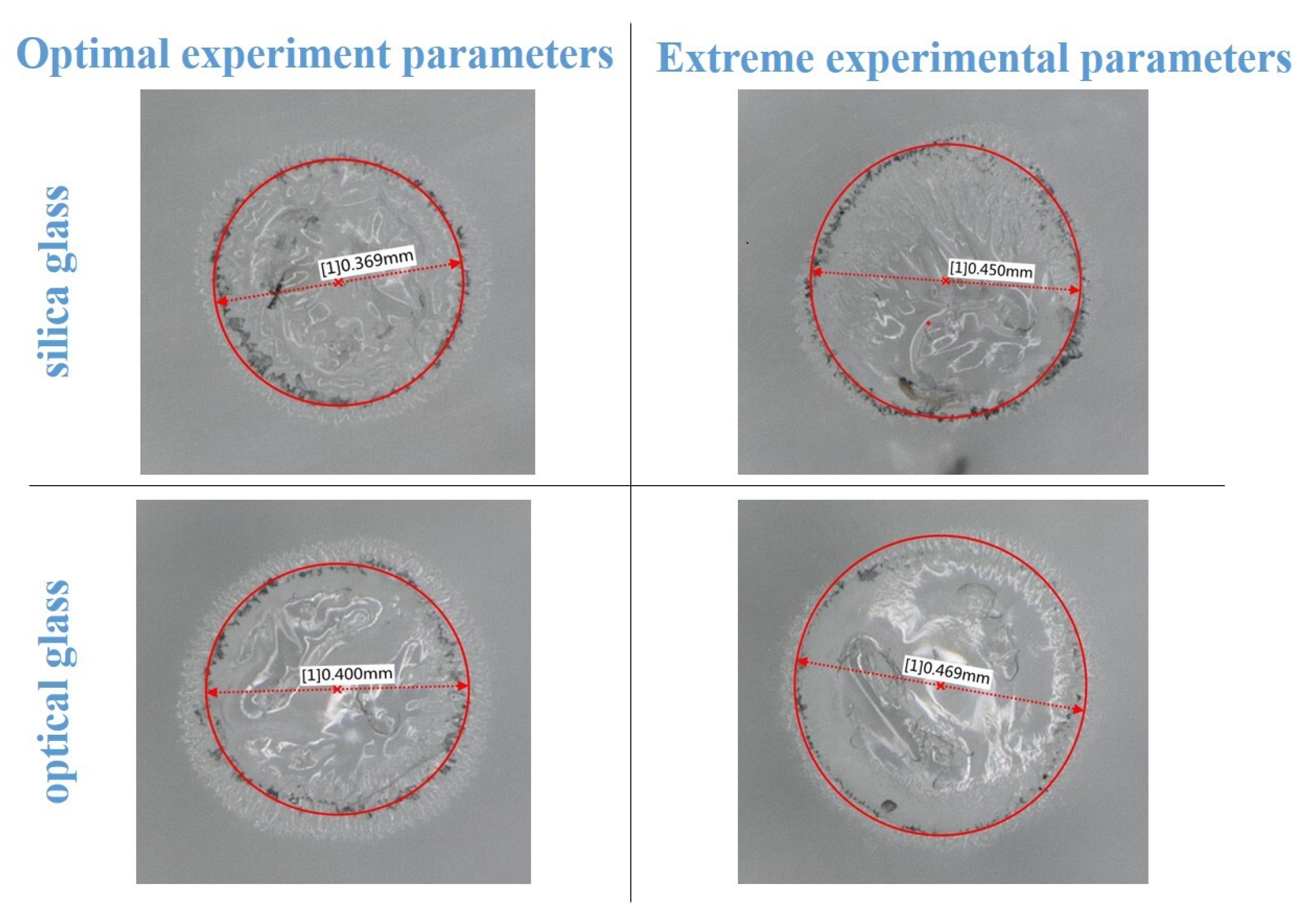
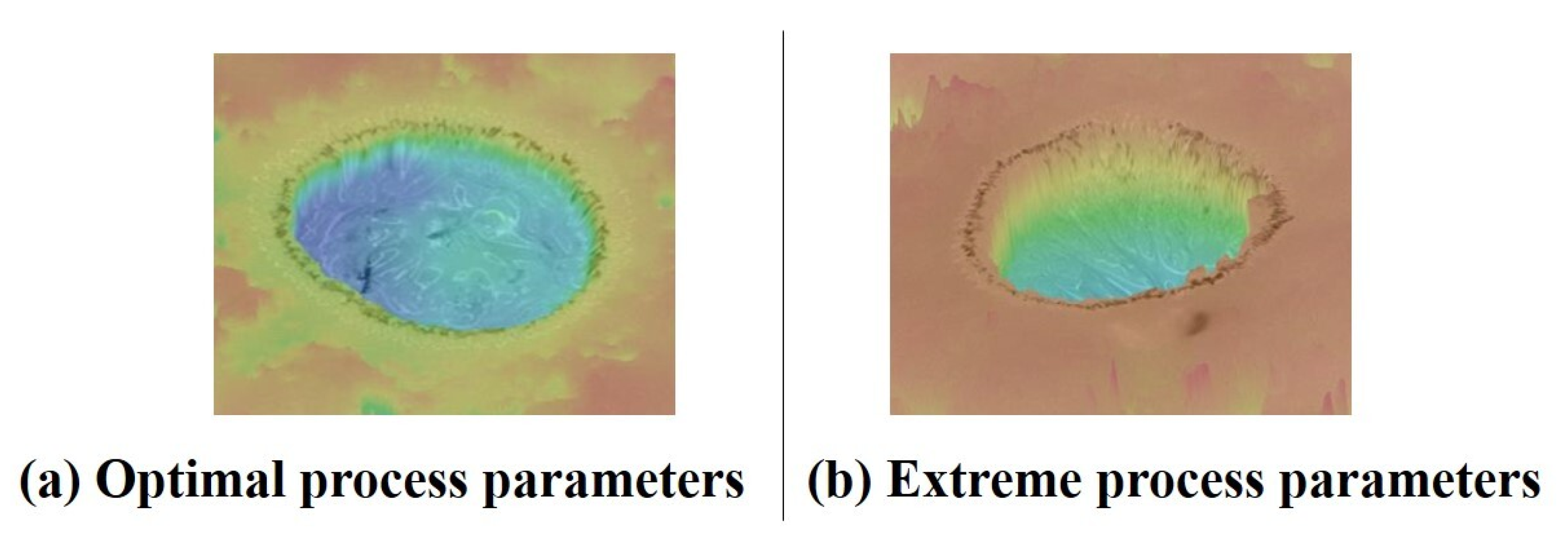
- The influence of discharge energy distribution on surface micromorphology and processing quality: the impact of discharge energy distribution on surface micromorphology is the most significant. The location of high energy generation has a high material removal rate, and the site of low energy has less material removal, so the uniform degree of discharge energy distribution in each location on the workpiece surface determines the surface roughness and roundness of the microhole to a certain extent, and reduces the entrance edge to a certain extent. Secondly, the concentrated distribution of discharge energy at the bottom of the air film can effectively improve the depth of the microhole, and the reduced distribution at the side walls of the air film can also effectively minimize radial overcutting and improve the depth-to-diameter ratio.
5. Conclusions
- (1)
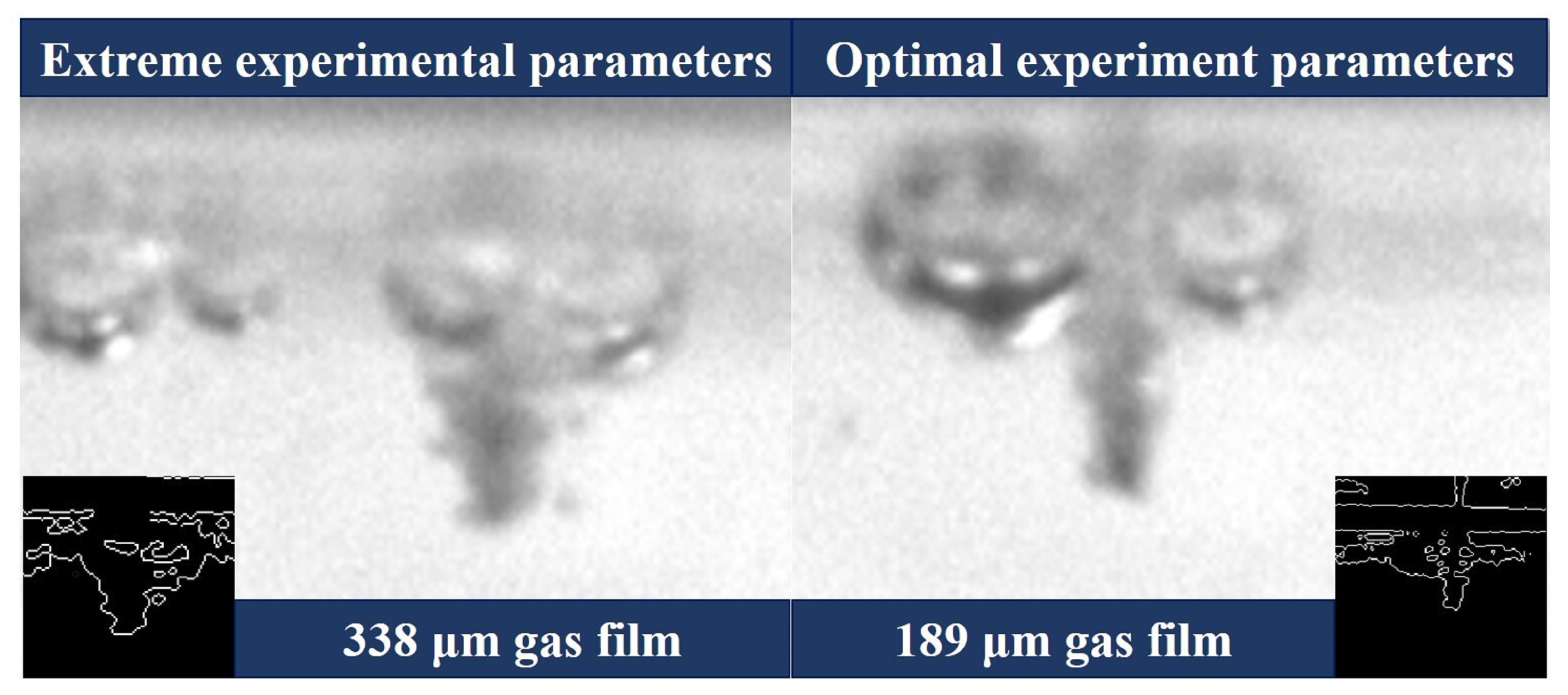
- The optimum combination of process parameters for the generation of thin and stable gas films was found through response optimization (voltage 50 V, frequency 20 kHz, and 80% duty cycle); the experimental results showed that the thickness of the gas film was reduced by 149 m and the stability of the gas film was improved to some extent compared with the gas film generated by the extreme combination of process parameters;
- (2)
- A simple relationship between the discharge energy distribution and the machining quality and surface microstructure of the microhole was established; that is, the location distribution of the discharge energy was determined by the thickness of the gas film at each location, and the discharge energy distribution significantly affected the surface microstructure of the microhole. The degree of uniformity of the energy distribution determines the surface roughness and roundness of the microhole to a certain extent and affects the radial overcut and hole depth. This provides a feasible solution and a new direction for the improvement of the micromorphology of the surface of the microhole in electrochemical discharge machining;
- (3)
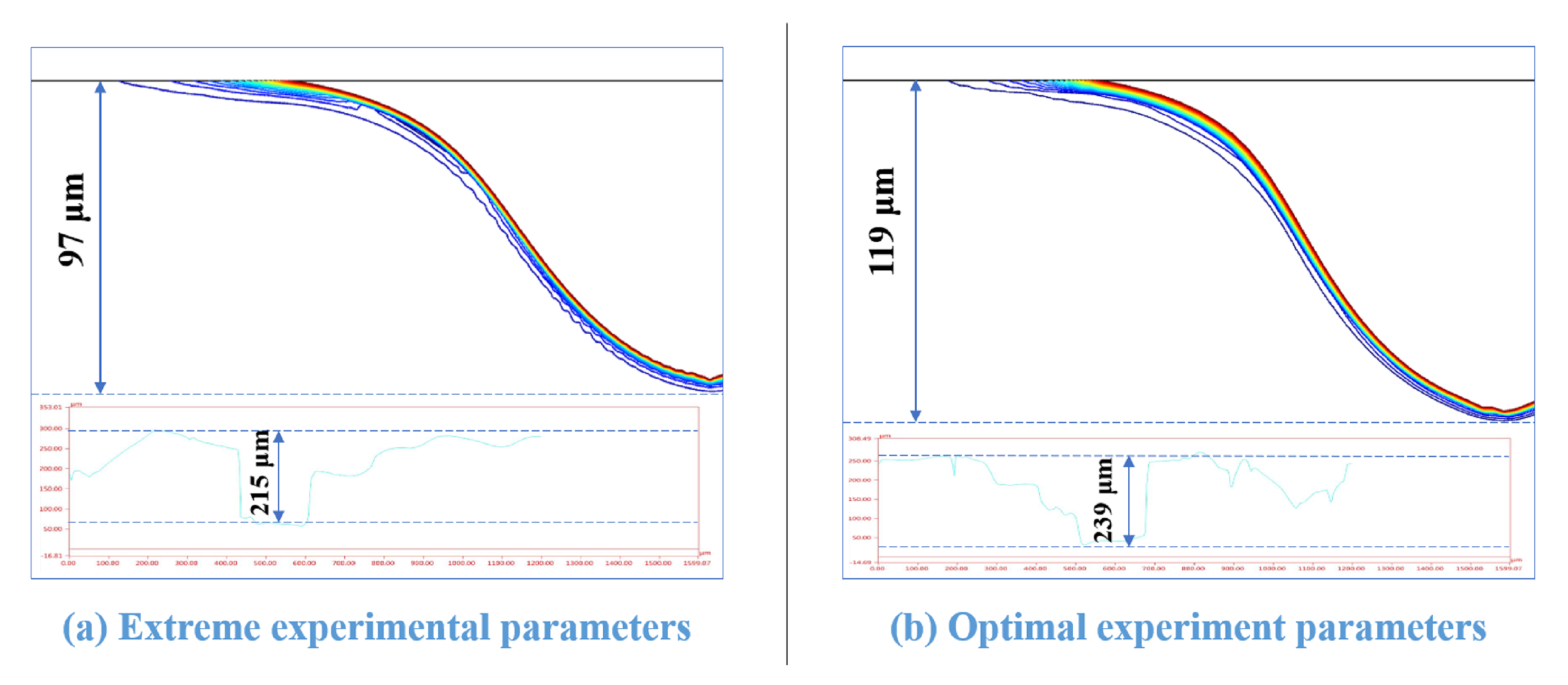
- The processing quality was also greatly affected by the improvement in the quality of the gas film. The experimental result shows that the microhole depth on the quartz glass was reduced by 81 m, the depth-to-diameter ratio was improved by 49%, and the roundness error was reduced by 14.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Arab, J.; Mishra, D.K.; Kannojia, H.K.; Adhale, P.; Dixit, P. Fabrication of multiple through-holes in non-conductive materials by Electrochemical Discharge Machining for RF MEMS Packaging. J. Mater. Process. Technol. 2019, 271, 542–553. [Google Scholar] [CrossRef]
- Samel, B.; Chowdhury, M.K.; Stemme, G. The fabrication of microfluidic structures by means of full-wafer adhesive bonding using a poly(dimethylsiloxane) catalyst. J. Micromech. Microeng. 2007, 17, 1710. [Google Scholar] [CrossRef]
- TöLke, R.; Bieberle-Hütter, A.; Evans, A.; Rupp, J.; Gauckler, L.J. Processing of Foturan® glass ceramic substrates for micro-solid oxide fuel cells. J. Eur. Ceram. Soc. 2012, 32, 3229–3238. [Google Scholar] [CrossRef]
- Ziaie, B.; Baldi, A.; Lei, M.; Gu, Y.; Siegel, R.A. Hard and soft micromachining for BioMEMS: Review of techniques and examples of applications in microfluidics and drug delivery. Adv. Drug. Deliv. Rev. 2004, 56, 145–172. [Google Scholar] [CrossRef] [PubMed]
- Perveen, A.; Molardi, C. Machining of glass materials: An overview. In Advanced Manufacturing Technologies; Springer: Cham, Switzerland, 2017; pp. 23–47. [Google Scholar]
- Ahmed, N.; Darwish, S.; Alahmari, A.M. Laser Alahm and laser-hybrid ablation processes: A review. Mater. Manuf. Process. 2016, 31, 1121–1142. [Google Scholar] [CrossRef]
- Sharma, A.; Jain, V.; Gupta, D. Comparative analysis of chipping mechanics of float glass during rotary ultrasonic drilling and conventional drilling: For multi-shaped tools. Mach. Sci. Technol. 2019, 23, 547–568. [Google Scholar] [CrossRef]
- Loc, P.H.; Shiou, F.J.; Yu, Z.R.; Hsu, W.Y. Investigation of optimal air-driving fluid jet polishing parameters for the surface finish of N-BK7 optical glass. J. Manuf. Sci. Eng. 2013, 135. [Google Scholar]
- Wang, Z.; Li, H.N.; Yu, T.B.; Wang, Z.X.; Zhao, J. Analytical model of dynamic and overlapped footprints in abrasive air jet polishing of optical glass. Int. J. Mach. Tools Manuf. 2019, 141, 59–77. [Google Scholar] [CrossRef]
- Kumar, S.; Dvivedi, A. On effect of tool rotation on performance of rotary tool micro-ultrasonic machining. Mater. Manuf. Process. 2019, 34, 475–486. [Google Scholar] [CrossRef]
- Foucault, M. Experiments with the light of the voltaic arc. J. Frankl. Inst. 1849, 48, 50–52. [Google Scholar] [CrossRef]
- Kurafugi, H.; Suda, H. Electrical discharge drilling of glass-I. Ann. CIRP 1968, 16, 415. [Google Scholar]
- Wüthrich, R.; Bleuler, H. A model for electrode effects using percolation theory. Electrochim. Acta 2004, 49, 1547–1554. [Google Scholar] [CrossRef]
- Wüthrich, R.; Hof, L.A.; Lal, A. Physical principles and miniaturization of spark assisted chemical engraving (SACE). J. Micromech. Microeng. 2005, 15, S268. [Google Scholar] [CrossRef]
- Cheng, C.P.; Wu, K.L.; Mai, C.C.; Yang, C.K.; Hsu, Y.S.; Yan, B.H. Study of gas film quality in electrochemical discharge machining. Int. J. Mach. Tools Manuf. 2010, 50, 689–697. [Google Scholar] [CrossRef]
- Kolhekar, K.; Sundaram, M. Study of gas film characterization and its effect in electrochemical discharge machining. Precis. Eng. 2018, 53, 203–211. [Google Scholar] [CrossRef]
- Singh, T.; Dvivedi, A. Impact of gas film thickness on the performance of RM-ECDM process during machining of glass. Mater. Manuf. Process. 2022, 37, 652–663. [Google Scholar] [CrossRef]
- Huang, L.; Cao, Y.; Jia, F.; Lei, Y. Study on the stability of gas film in electrochemical discharge machining of ultra-white glass micro array holes. Microsyst. Technol. 2020, 26, 947–955. [Google Scholar] [CrossRef]
- Appalanaidu, B.; Dvivedi, A. On controlling of gas film shape in electrochemical discharge machining process for fabrication of elliptical holes. Mater. Manuf. Process. 2020, 36, 558–571. [Google Scholar] [CrossRef]
- Liu, G.; Tong, H.; Wu, T.; Li, Y.; Luo, Y. Chain discharging behavior induced by gas film expansion and its influence on the electrochemical discharge machining (ECDM) process. Int. J. Adv. Manuf. Technol. 2023, 124, 2755–2767. [Google Scholar] [CrossRef]
- Tang, W.; Zhu, Y.; Kang, X.; Mao, C. Experimental Investigation of Discharge Phenomena in Electrochemical Discharge Machining Process. Micromachines 2023, 14, 367. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Parameters |
|---|---|
| Workpiece | Silica glass/Optical Glass: h = 1 mm |
| Tool electrode | Tungsten carbide: D = 300 m |
| Auxiliary anode | Graphite: 50 × 40 × 4 mm |
| Electrode spacing | 3.5 cm |
| Electrolyte | NaOH |
| Electrolyte concentration | 1 mol/L |
| Electrolyte level | 5 mm |
| Factors | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| A: Voltage (V) | 50 | 55 | 60 |
| B: Frequency (kHz) | 20 | 25 | 30 |
| C: Duty cycle (%) | 60 | 70 | 80 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 18 | 45,985.8 | 2554.8 | 71.11 | 0.000 |
| Linear | 6 | 33,495.8 | 5582.6 | 155.39 | 0.000 |
| A | 2 | 31,108.1 | 15,554.0 | 432.95 | 0.000 |
| B | 2 | 7.2 | 3.6 | 0.10 | 0.906 |
| C | 2 | 2380.5 | 1190.3 | 33.13 | 0.000 |
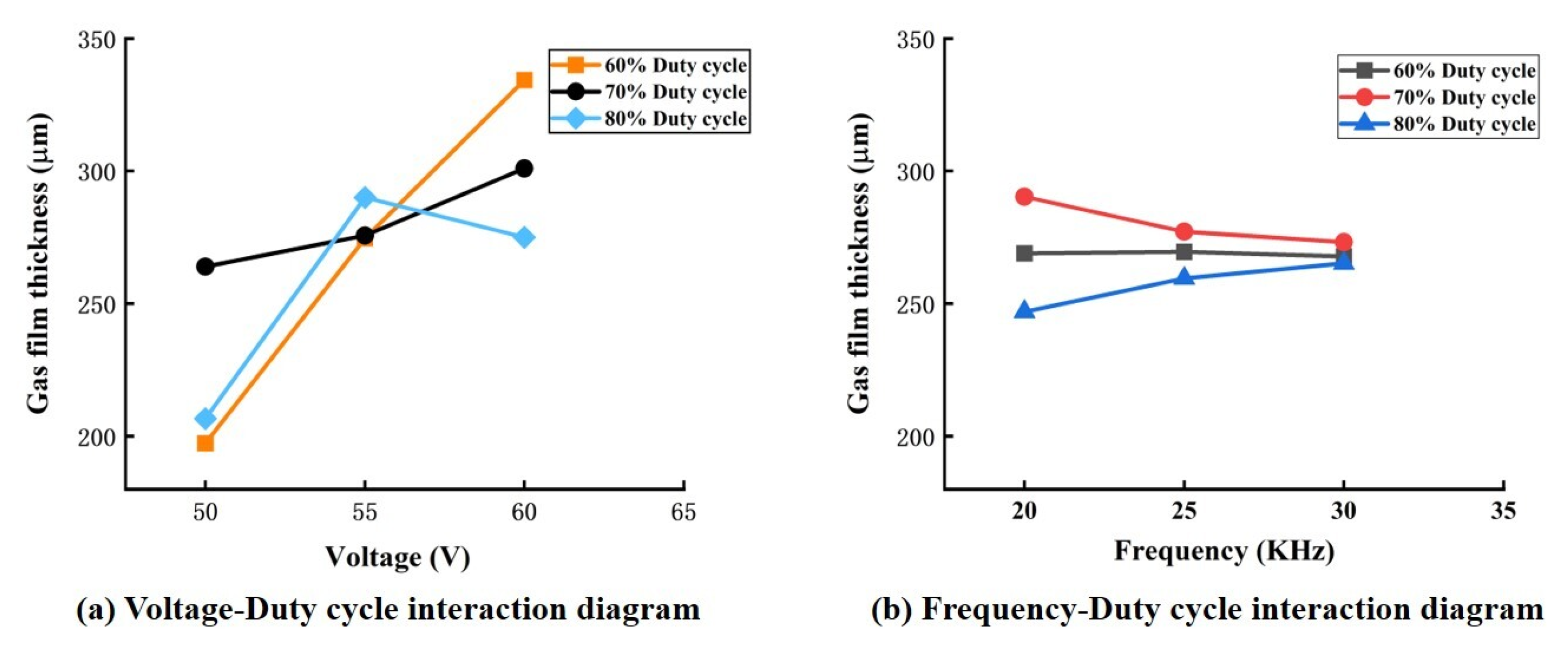
| 2-way Interaction | 12 | 12,490.0 | 1040.8 | 28.97 | 0.000 |
| A*B | 4 | 295.9 | 74.0 | 2.06 | 0.179 |
| A*C | 4 | 11,187.3 | 2796.8 | 77.85 | 0.000 |
| B*C | 4 | 1006.8 | 251.7 | 7.01 | 0.010 |
| Error | 8 | 287.4 | 35.9 | ||
| Total | 26 | 46,273.2 |
| Factors | Optimal | Extreme |
|---|---|---|
| A: Voltage (V) | 50 | 60 |
| B: Frequency (KHz) | 20 | 25 |
| C: Duty cycle (%) | 80 | 60 |
| Factors | Silica Glass | Optical Glass | ||
|---|---|---|---|---|
| Optimal | Extreme | Optimal | Extreme | |
| pa | 69 m | 150 m | 100 m | 169 m |
| f | 7 | 21 | 3 | 17.5 |
| L/d | 0.596 | 0.400 | 0.598 | 0.458 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Xieeryazidan, A. Study of Gas Film Characteristics in Electrochemical Discharge Machining and Their Effects on Discharge Energy Distribution. Micromachines 2023, 14, 1079. https://doi.org/10.3390/mi14051079
Liu H, Xieeryazidan A. Study of Gas Film Characteristics in Electrochemical Discharge Machining and Their Effects on Discharge Energy Distribution. Micromachines. 2023; 14(5):1079. https://doi.org/10.3390/mi14051079
Chicago/Turabian StyleLiu, Hao, and Adayi Xieeryazidan. 2023. "Study of Gas Film Characteristics in Electrochemical Discharge Machining and Their Effects on Discharge Energy Distribution" Micromachines 14, no. 5: 1079. https://doi.org/10.3390/mi14051079