
Trajectory Strategy Effects on the Material Characteristics in the WAAM Technique
 , , and
, , and
Abstract
:1. Introduction
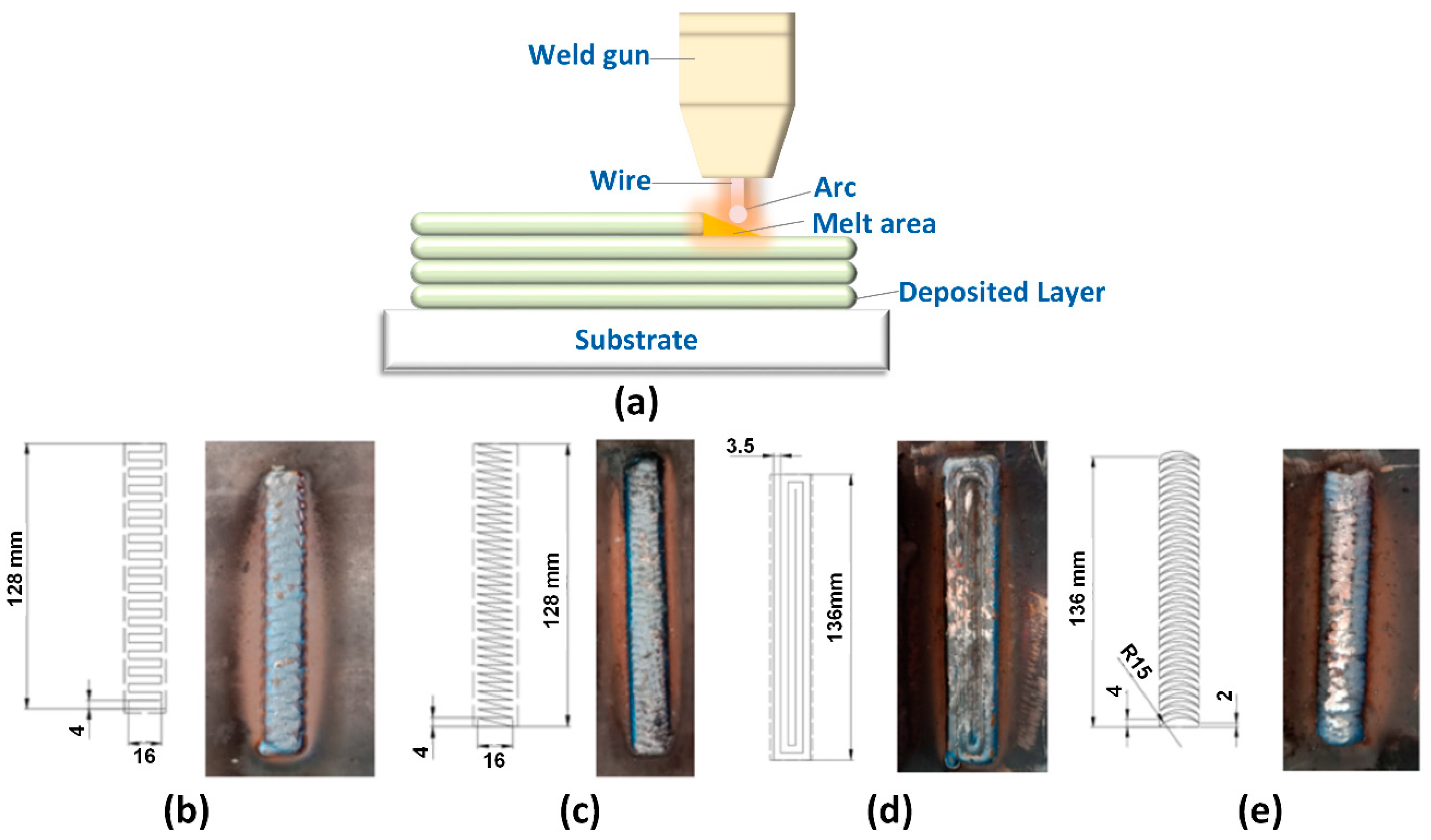
2. Experimental Methods
3. Results and Discussion
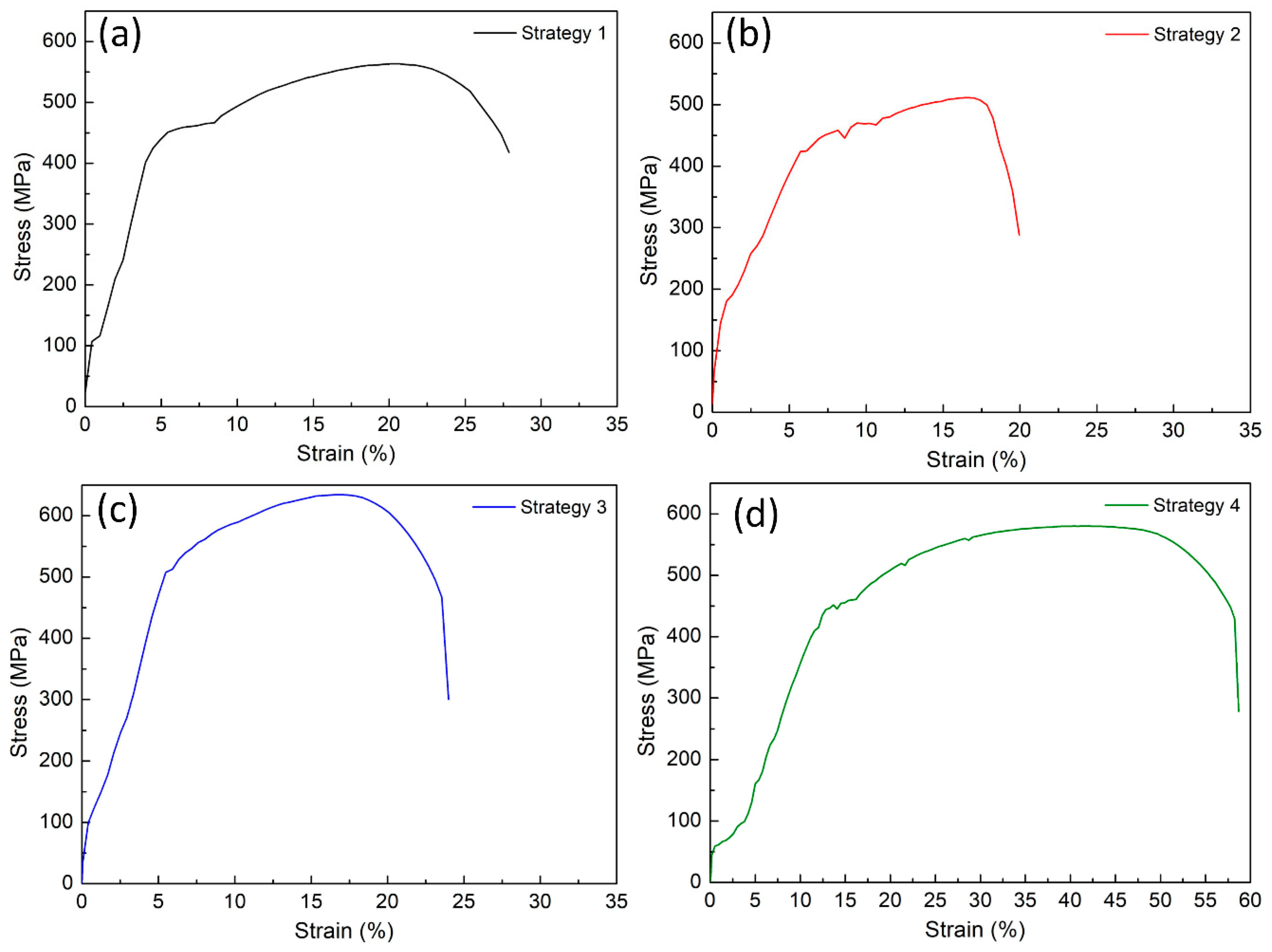
Tensile Strength
4. Conclusions
- -
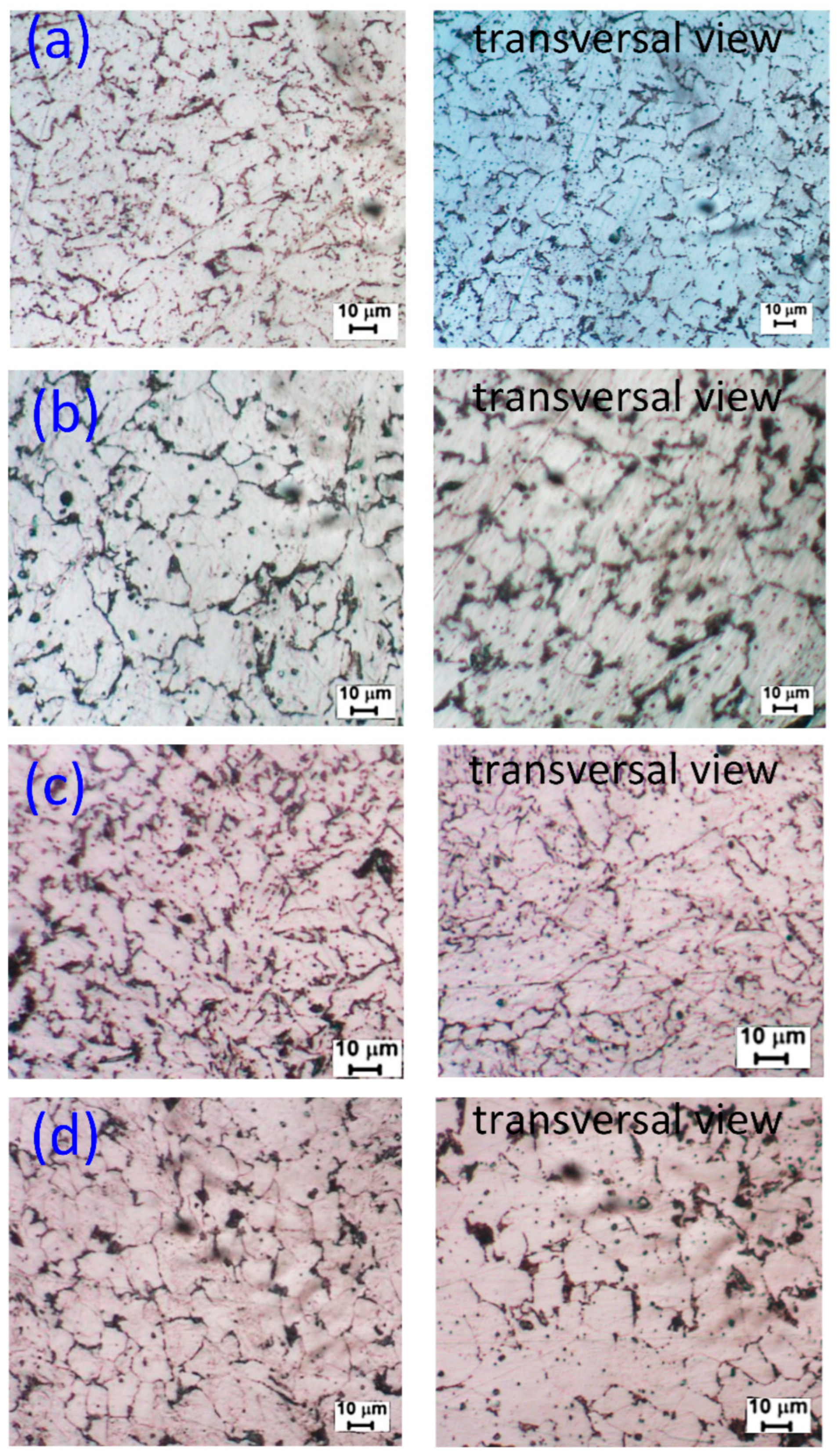
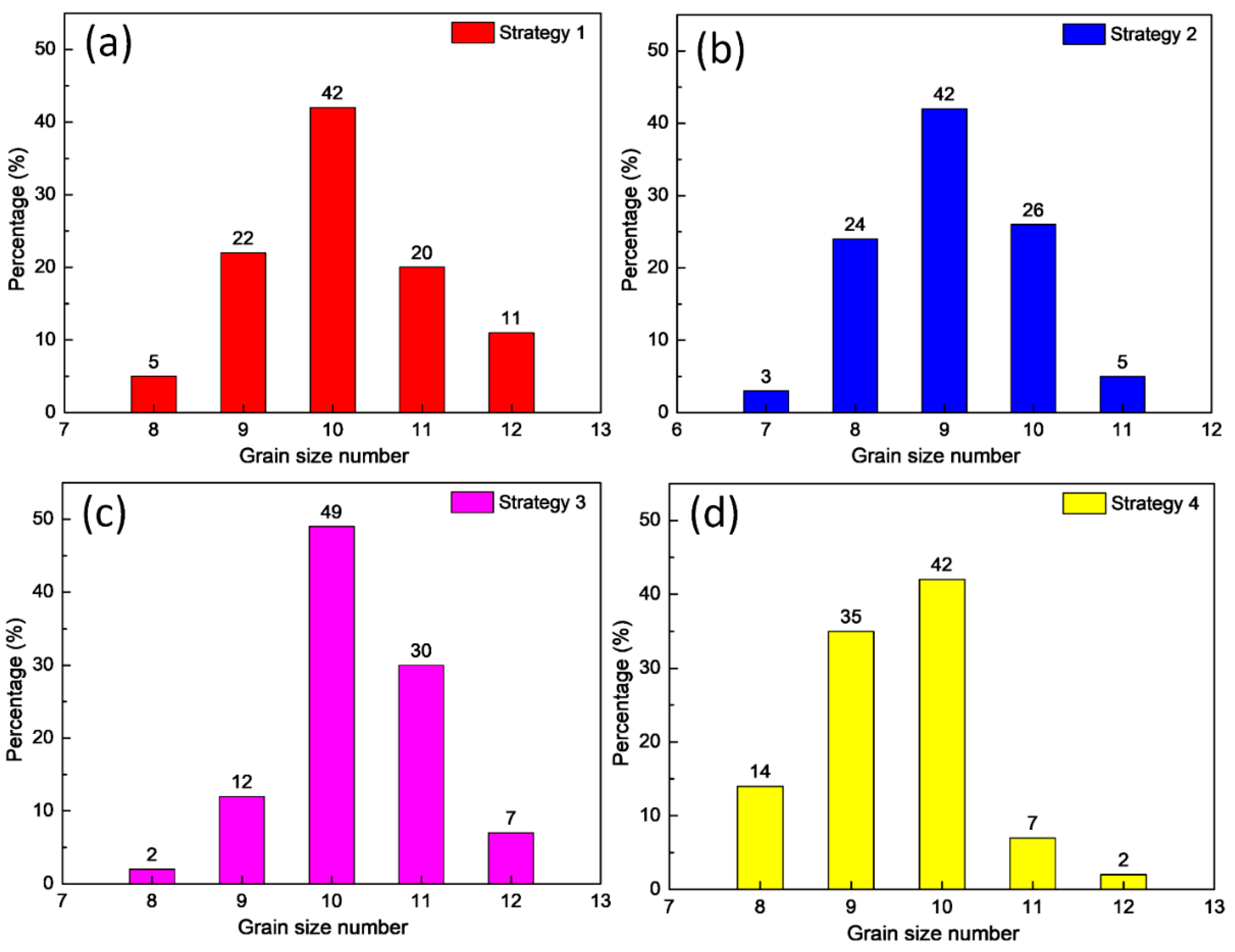
- The grains in the WAAM samples are isotropic, and their grain size number values range from about 7 to 12. The grain size of strategy 3 with spiral trajectory is the smallest, while strategy 2 with lean zigzag has the largest. This difference could result from the printing process’s heat input or storage;
- -
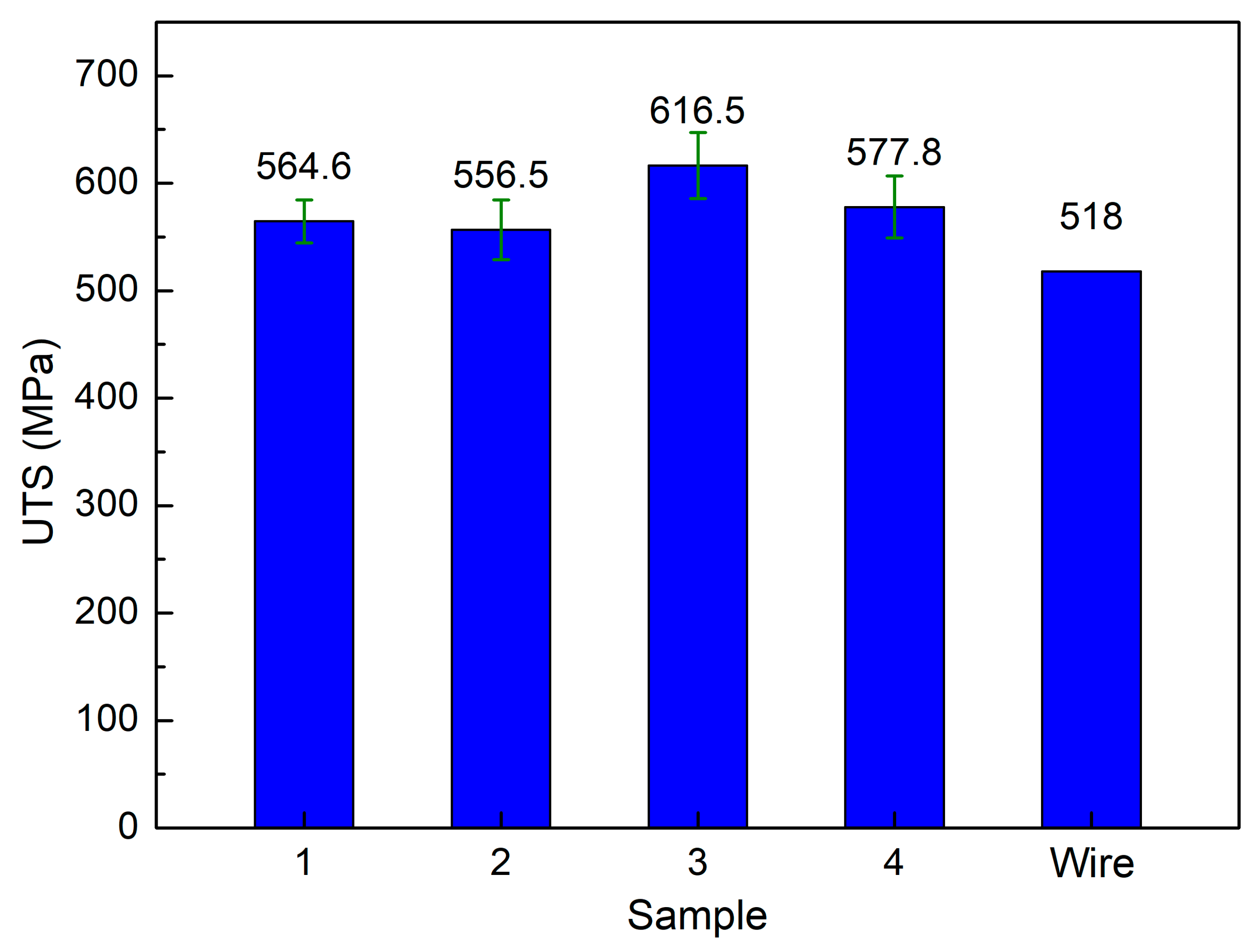
- The WAAM samples achieve a significantly higher UTS value than the original wire, proving the benefit of the WAAM technique. The highest UTS value, 616.5 MPa, is attained by strategy 3 with a spiral trajectory. The lowest UTS value for strategy 2, which has a lean zigzag trajectory, is 556.5 Mpa;
- -
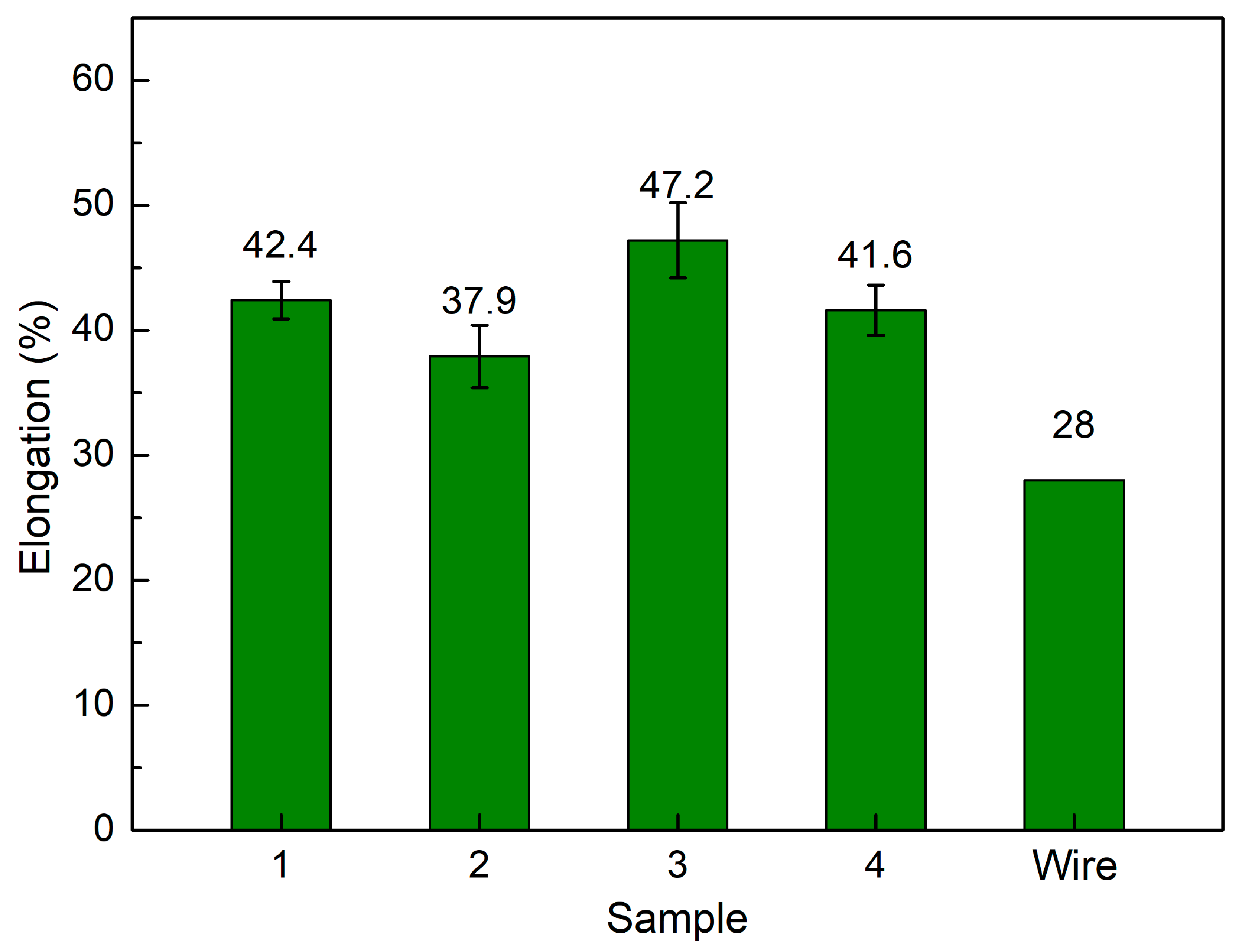
- WAAM samples have significantly higher elongation values than the original wire, with an elongation value of only 22%. Strategy 3 produced the sample with the highest elongation value of 47.2%, and the elongation value of Strategy 2 was 37.9%. The elongation value is proportional to the UTS value;
- -
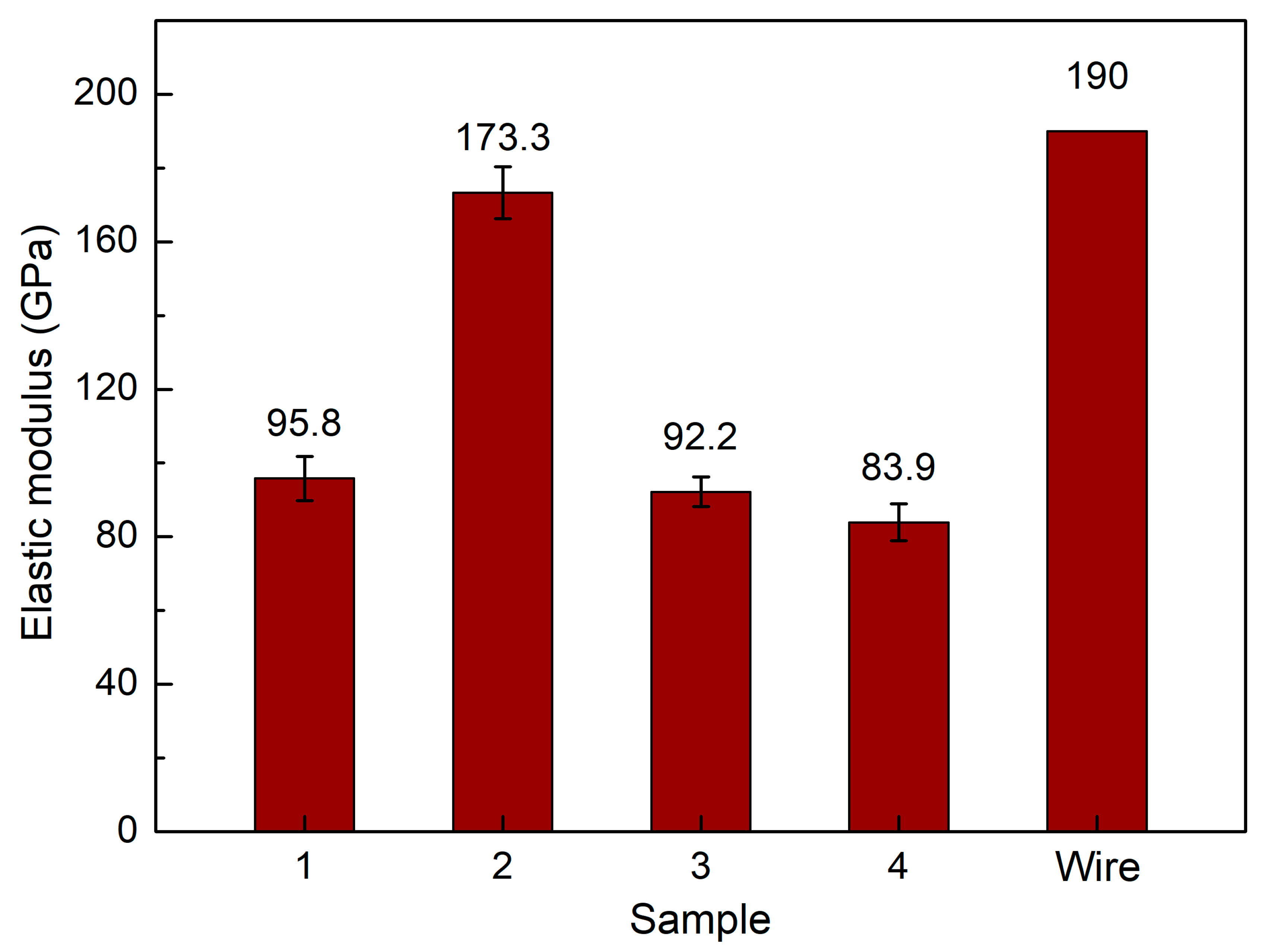
- WAAM samples have average elastic modulus values of 95.8 GPa, 173.3 GPa, 92.2 GPa, and 83.9 GPa, corresponding to strategies 1, 2, 3, and 4. Only a sample with strategy 2 has a similar elastic modulus value to the original wire;
- -
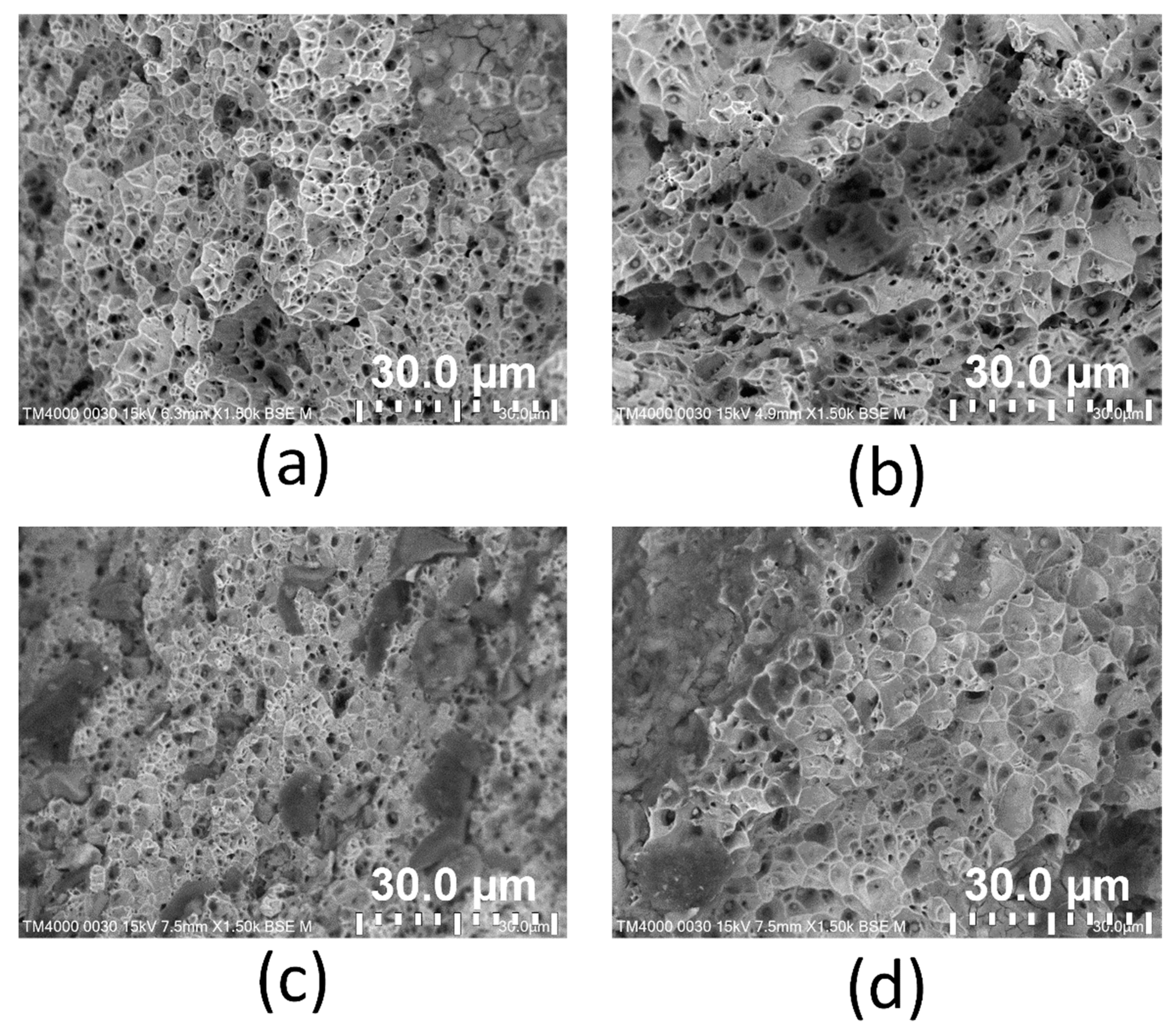
- The dimples shape appears on the fracture surface of all samples, indicating that the WAAM samples are ductile. The equiaxial shape of these fracture surfaces corresponds to the original microstructure’s equiaxial shape. The results provide the optimal trajectory for the WAAM products is a spiral trajectory, while the lean zigzag trajectory only gains modest mechanical characteristics.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Harun, W.S.W.; Kamariah, M.S.I.N.; Muhamad, N.; Ghani, S.A.C.; Ahmad, F.; Mohamed, Z. A review of powder additive manufacturing processes for metallic biomaterials. Powder Technol. 2018, 327, 128–151. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, X.; Chen, X.; He, Y.; Cheng, L.; Huo, M.; Yin, J.; Hao, F.; Chen, S.; Wang, P. Additive manufacturing of structural materials. Mater. Sci. Eng. R Rep. 2021, 145, 100596. [Google Scholar] [CrossRef]
- Ivanova, O.; Williams, C.; Campbell, T. Additive manufacturing (AM) and nanotechnology: Promises and challenges. Rapid Prototyp. J. 2013, 19, 353–364. [Google Scholar] [CrossRef] [Green Version]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Zocca, A.; Colombo, P.; Gomes, C.M.; Günster, J. Additive manufacturing of ceramics: Issues, potentialities, and opportunities. J. Am. Ceram. Soc. 2015, 98, 1983–2001. [Google Scholar] [CrossRef]
- Baumers, M.; Dickens, P.; Tuck, C.; Hague, R. The cost of additive manufacturing: Machine productivity, economies of scale and technology-push. Technol. Forecast. Soc. Change 2016, 102, 193–201. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Liu, R.; Wang, Z.; Sparks, T.; Liou, F.; Newkirk, J. Aerospace applications of laser additive manufacturing. In Laser Additive Manufacturing; Woodhead Publishing: Amsterdam, The Netherlands, 2017; pp. 351–371. [Google Scholar]
- Zhang, G.Q.; Mondesir, W.; Martinez, C.; Li, X.; Fuhlbrigge, T.A.; Bheda, H. Robotic additive manufacturing along curved surface—A step towards free-form fabrication. In Proceedings of the 2015 IEEE International Conference on Robotics and biOmimetics (Robio), Zhuhai, China, 6–9 December 2015; pp. 721–726. [Google Scholar]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Dhinakaran, V.; Ajith, J.; Fahmidha AF, Y.; Jagadeesha, T.; Sathish, T.; Stalin, B. Wire Arc Additive Manufacturing (WAAM) process of nickel based superalloys—A review. Mater. Today Proc. 2020, 21, 920–925. [Google Scholar] [CrossRef]
- Thapliyal, S. Challenges associated with the wire arc additive manufacturing (WAAM) of aluminum alloys. Mater. Res. Express 2019, 6, 112006. [Google Scholar] [CrossRef]
- Singh, M.; Sharma, S.; Muniappan, A.; Pimenov, D.Y.; Wojciechowski, S.; Jha, K.; Dwivedi, S.P.; Li, C.; Królczyk, J.B.; Walczak, D.; et al. In Situ Micro-Observation of Surface Roughness and Fracture Mechanism in Metal Microforming of Thin Copper Sheets with Newly Developed Compact Testing Apparatus. Materials 2022, 15, 1368. [Google Scholar] [CrossRef] [PubMed]
- Shah, R.; Pai, N.; Rosenkranz, A.; Shirvani, K.; Marian, M. Tribological Behavior of Additively Manufactured Metal Components. J. Manuf. Mater. Process. 2022, 6, 138. [Google Scholar] [CrossRef]
- Montevecchi, F.; Venturini, G.; Scippa, A.; Campatelli, G. Finite element modelling of wire-arc-additive-manufacturing process. Procedia Cirp 2016, 55, 109–114. [Google Scholar] [CrossRef] [Green Version]
- Taşdemir, A.; Nohut, S. An overview of wire arc additive manufacturing (WAAM) in shipbuilding industry. Ships Offshore Struct. 2021, 16, 797–814. [Google Scholar] [CrossRef]
- Çam, G. Prospects of producing aluminum parts by wire arc additive manufacturing (WAAM). Mater. Today Proc. 2022, 62, 77–85. [Google Scholar] [CrossRef]
- Huynh, T.T.; Nguyen TV, T.; Nguyen, Q.M.; Nguyen, K.T. Minimizing warpage for mac-ro-size fused deposition modeling parts. Comput. Mater. Contin. 2021, 68, 2913–2923. [Google Scholar]
- Graf, M.; Hälsig, A.; Höfer, K.; Awiszus, B.; Mayr, P. Thermo-mechanical modelling of wire-arc additive manufacturing (WAAM) of semi-finished products. Metals 2018, 8, 1009. [Google Scholar] [CrossRef] [Green Version]
- Ke, W.C.; Oliveira, J.P.; Cong, B.Q.; Ao, S.S.; Qi, Z.W.; Peng, B.; Zeng, Z. Multi-layer deposition mechanism in ultra high-frequency pulsed wire arc additive manufacturing (WAAM) of NiTi shape memory alloys. Addit. Manuf. 2022, 50, 102513. [Google Scholar] [CrossRef]
- Henckell, P.; Gierth, M.; Ali, Y.; Reimann, J.; Bergmann, J.P. Reduction of energy input in wire arc additive manufacturing (WAAM) with gas metal arc welding (GMAW). Materials 2020, 13, 2491. [Google Scholar] [CrossRef]
- Singh, M.; Garg, H.K.; Maharana, S.; Yadav, A.; Singh, R.; Maharana, P.; Nguyen, T.V.T.; Yadav, S.; Loganathan, M.K. An Experimental Investigation on the Material Removal Rate and Surface Roughness of a Hybrid Aluminum Metal Matrix Composite (Al6061/SiC/Gr). Metals 2021, 11, 1449. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Sydow, B.; Hemes, S.; Meiners, F. Hybrid manufacturing of components from Ti-6Al-4V by metal forming and wire-arc additive manufacturing. J. Mater. Process. Technol. 2020, 282, 116689. [Google Scholar] [CrossRef]
- Shen, C.; Pan, Z.; Ma, Y.; Cuiuri, D.; Li, H. Fabrication of iron-rich Fe–Al intermetallics using the wire-arc additive manufacturing process. Addit. Manuf. 2015, 7, 20–26. [Google Scholar] [CrossRef]
- Veiga, F.; Gil Del Val, A.; Suárez, A.; Alonso, U. Analysis of the machining process of titanium Ti6Al-4V parts manufactured by wire arc additive manufacturing (WAAM). Materials 2020, 13, 766. [Google Scholar] [CrossRef] [Green Version]
- Dong, B.; Cai, X.; Lin, S.; Li, X.; Fan, C.; Yang, C.; Sun, H. Wire arc additive manufacturing of Al-Zn-Mg-Cu alloy: Microstructures and mechanical properties. Addit. Manuf. 2020, 36, 101447. [Google Scholar] [CrossRef]
- Minh, P.S.; Nguyen, V.-T.; Nguyen, V.T.; Uyen, T.M.T.; Do, T.T.; Nguyen, V.T.T. Study on the Fa-tigue Strength of Welding Line in Injection Molding Products under Different Tensile Conditions. Micromachines 2022, 13, 1890. [Google Scholar] [CrossRef]
- Alonso, U.; Veiga, F.; Suárez, A.; Artaza, T. Experimental investigation of the influence of wire arc additive manufacturing on the machinability of titanium parts. Metals 2019, 10, 24. [Google Scholar] [CrossRef] [Green Version]
- Shembekar, A.V.; Yoon, Y.J.; Kanyuck, A.; Gupta, S.K. Trajectory planning for conformal 3d printing using non-planar layers. In Proceedings of the International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Quebec City, QC, Canada, 26–29 August 2018; American Society of Mechanical Engineers: New York City, NY, USA, 2018; Volume 51722, p. V01AT02A026. [Google Scholar]
- Gardan, J.; Makke, A.; Recho, N. A method to improve the fracture toughness using 3D printing by extrusion deposition. Procedia Struct. Integr. 2016, 2, 144–151. [Google Scholar] [CrossRef] [Green Version]
- Huang, Y.; Tian, X.; Zheng, Z.; Li, D.; Malakhov, A.V.; Polilov, A.N. Multiscale concurrent design and 3D printing of continuous fiber reinforced thermoplastic composites with optimized fiber trajectory and topological structure. Compos. Struct. 2022, 285, 115241. [Google Scholar] [CrossRef]
- Luo, R.C.; Tseng, P.K. Trajectory generation and planning for simultaneous 3D printing of multiple objects. In Proceedings of the 2017 IEEE 26th International Symposium on Industrial Electronics (ISIE), Kyoto, Japan, 19–21 June 2017; pp. 1147–1152. [Google Scholar]
- Kalashnikov, K.N.; Rubtsov, V.E.; Savchenko, N.L.; Kalashnikova, T.A.; Osipovich, K.S.; Eliseev, A.A.; Chumaevskii, A.V. The effect of wire feed geometry on electron beam freeform 3D printing of complex-shaped samples from Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2019, 105, 3147–3156. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Tran, V.T.; Pham, T.H.N.; Nguyen, V.-T.; Thanh, N.C.; Thi, H.M.N.; Duy, N.V.A.; Thanh, D.N.; Nguyen, V.T.T. Influences of Material Selection, Infill Ratio, and Layer Height in the 3D Printing Cavity Process on the Surface Roughness of Printed Patterns and Casted Products in Investment Casting. Micromachines 2023, 14, 395. [Google Scholar] [CrossRef] [PubMed]
- Kalashnikov, K.N.; Kalashnikova, T.A.; Gurianov, D.A. The effect of the Ti-6Al-4V titanium alloy cylindrical sample 3D-printing trajectory on the structure and mechanical properties. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2020; Volume 2310, p. 020131. [Google Scholar]
- Kumar, P.S.; Raju, L.S.; Kumar, M.R.; Krishna, L.S.R. A study of hardness and microstructure of a robot deposited WAAM component with varying wire feed rate in the build direction. J. Mech. Contin. Math. Sci. 2020, 15, 225401394. [Google Scholar]
- Kumar, N.; Bhavsar, H.; Mahesh PV, S.; Srivastava, A.K.; Bora, B.J.; Saxena, A.; Dixit, A.R. Wire arc additive manufacturing–a revolutionary method in additive manufacturing. Mater. Chem. Phys. 2022, 285, 126144. [Google Scholar] [CrossRef]
- Wang, S.; Gu, H.; Wang, W.; Li, C.; Ren, L.; Wang, Z.; Zhai, Y.; Ma, P. The influence of heat input on the microstructure and properties of wire-arc-additive-manufactured Al-Cu-Sn alloy deposits. Metals 2020, 10, 79. [Google Scholar] [CrossRef] [Green Version]
- Fu, Y.; Zhang, H.; Wang, G.; Wang, H. Investigation of mechanical properties for hybrid deposition and micro-rolling of bainite steel. J. Mater. Process. Technol. 2017, 250, 220–227. [Google Scholar] [CrossRef]
- Fang, X.; Yang, J.; Wang, S.; Wang, C.; Huang, K.; Li, H.; Lu, B. Additive manufacturing of high performance AZ31 magnesium alloy with full equiaxed grains: Microstructure, mechanical property, and electromechanical corrosion performance. J. Mater. Process. Technol. 2020, 300, 117430. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Bairrão, N.; Farias FW, C.; Shamsolhodaei, A.; Shen, J.; Zhou, N.; Schell, N.; Santos, T.G.; Oliveira, J.P. Steel-copper functionally graded material produced by twin-wire and arc additive manufacturing (T-WAAM). Mater. Des. 2022, 213, 110270. [Google Scholar] [CrossRef]
- Diao, M.; Guo, C.; Sun, Q.; Jiang, F.; Li, L.; Li, J.; Xu, D.; Liu, C.; Song, H. Improving mechanical properties of austenitic stainless steel by the grain refinement in wire and arc additive manufacturing assisted with ultrasonic impact treatment. Mater. Sci. Eng. A 2022, 857, 144044. [Google Scholar] [CrossRef]
- Wang, L.; Xue, J.; Wang, Q. Correlation between arc mode, microstructure, and mechanical properties during wire arc additive manufacturing of 316L stainless steel. Mater. Sci. Eng. A 2019, 751, 183–190. [Google Scholar] [CrossRef]
- Shirizly, A.; Dolev, O. From wire to seamless flow-formed tube: Leveraging the combination of wire arc additive manufacturing and metal forming. JOM 2019, 71, 709–717. [Google Scholar] [CrossRef] [Green Version]
- Guo, X.; Kyvelou, P.; Ye, J.; Teh, L.H.; Gardner, L. Structural response of wire arc additively manufactured steel bolted connections under single shear. Ce Papers 2022, 5, 251–257. [Google Scholar] [CrossRef]
- Nagasai, B.P.; Malarvizhi, S.; Balasubramanian, V. Effect of welding processes on mechanical and metallurgical characteristics of carbon steel cylindrical components made by wire arc additive manufacturing (WAAM) technique. CIRP J. Manuf. Sci. Technol. 2022, 36, 100–116. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile strength | min 423 MPa |
| Yield strength | min 311 MPa |
| Elongation | min 35.4% |
| Elastic modulus | 190 GPa |
| Weight % | C | Si | Mn | P | S | Ni | Cr | Cu |
|---|---|---|---|---|---|---|---|---|
| ER 70S-6 | 0.18–0.23 | 0.15–0.35 | 0.3–0.6 | 0.03 max | 0.035 max | 0.2 max | 0.2 max | 0.3 max |
| Tensile strength | 518 MPa |
| Yield strength | 424 MPa |
| Elongation | 28% |
| Elastic modulus | 190 GPa |
| Weight % | C | Mn | Si | P | S | Ni | Cr | Mo | V | Cu |
|---|---|---|---|---|---|---|---|---|---|---|
| ER 70S-6 | 0.06–0.15 | 1.40–1.85 | 0.80–1.15 | 0.025 max | 0.035 max | 0.15 max | 0.15 max | 0.15 max | 0.03 max | 0.05 max |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uyen, T.M.T.; Minh, P.S.; Nguyen, V.-T.; Do, T.T.; Nguyen, V.T.; Le, M.-T.; Nguyen, V.T.T. Trajectory Strategy Effects on the Material Characteristics in the WAAM Technique. Micromachines 2023, 14, 827. https://doi.org/10.3390/mi14040827
Uyen TMT, Minh PS, Nguyen V-T, Do TT, Nguyen VT, Le M-T, Nguyen VTT. Trajectory Strategy Effects on the Material Characteristics in the WAAM Technique. Micromachines. 2023; 14(4):827. https://doi.org/10.3390/mi14040827
Chicago/Turabian StyleUyen, Tran Minh The, Pham Son Minh, Van-Thuc Nguyen, Thanh Trung Do, Vinh Tien Nguyen, Minh-Tai Le, and Van Thanh Tien Nguyen. 2023. "Trajectory Strategy Effects on the Material Characteristics in the WAAM Technique" Micromachines 14, no. 4: 827. https://doi.org/10.3390/mi14040827