
Effect of Coating Thickness on Abrasion and Cutting Performance of NCD-Coated Ball Endmills on Graphite Machining
 ,
,
Abstract
:1. Introduction
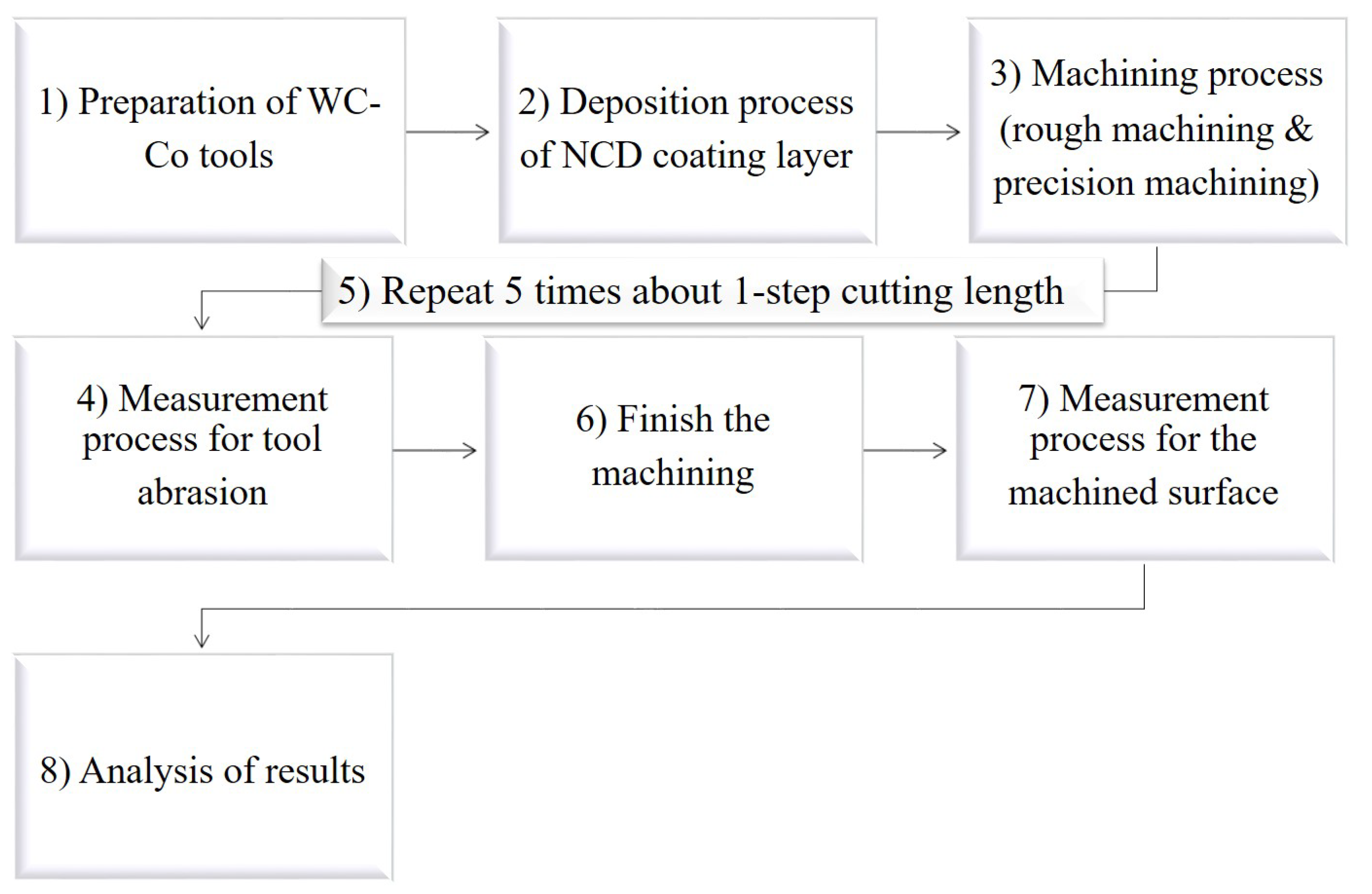
2. Materials and Methods
2.1. Graphite for Glass Mold
2.2. NCD-Coated Ball Endmills
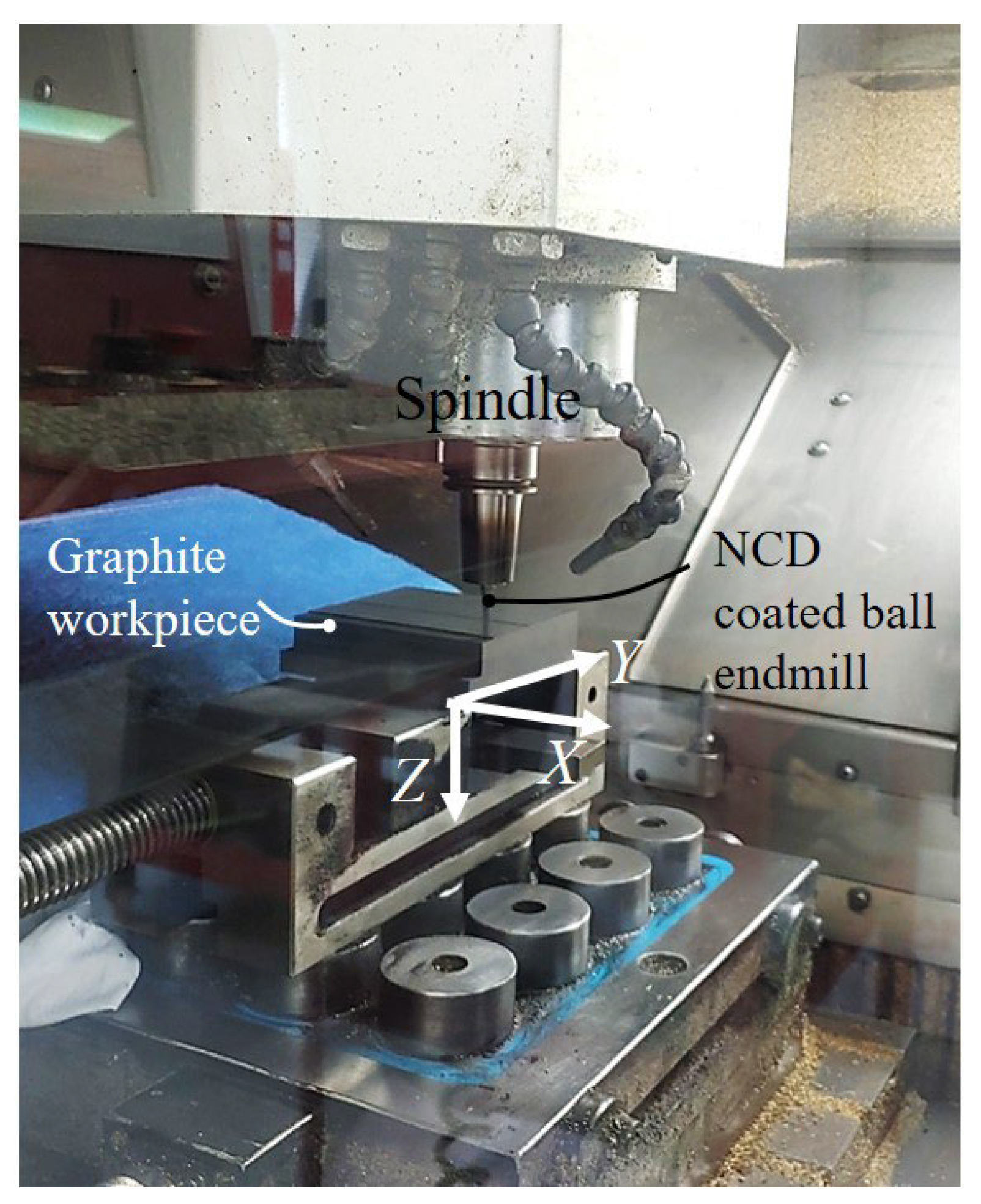
2.3. Machine Tools and Milling Conditions
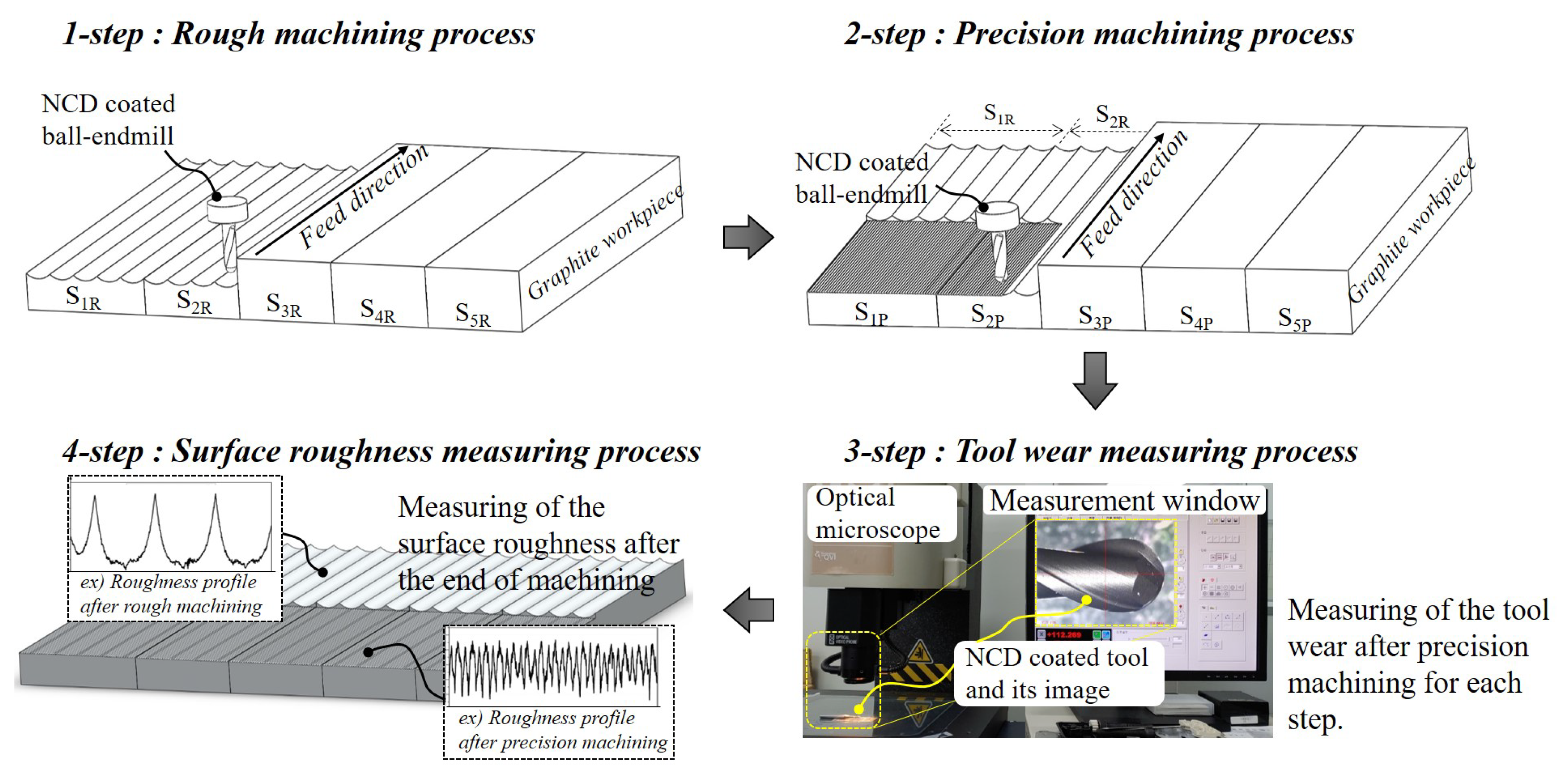
2.4. Measurement Systems
3. Results and Discussion
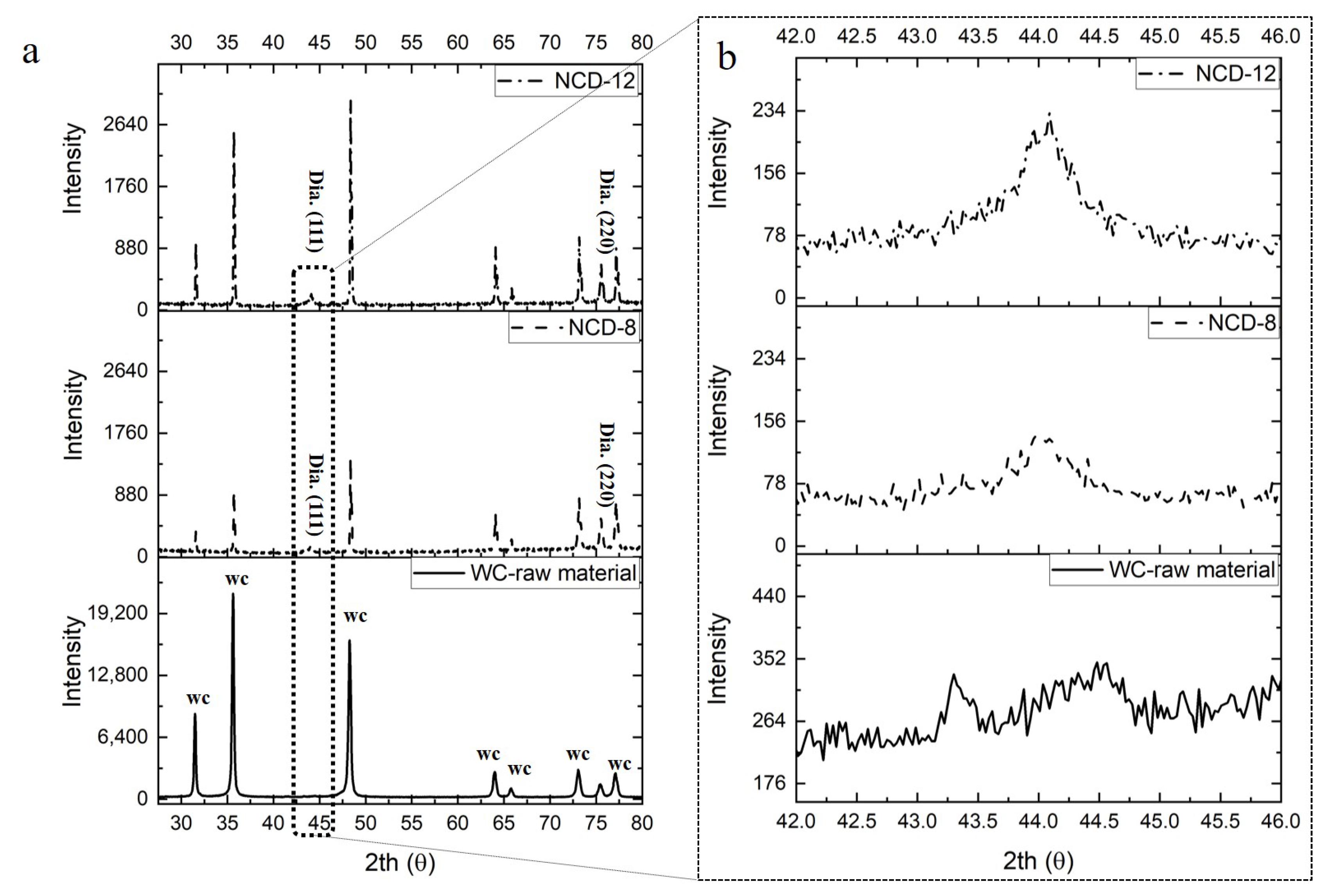
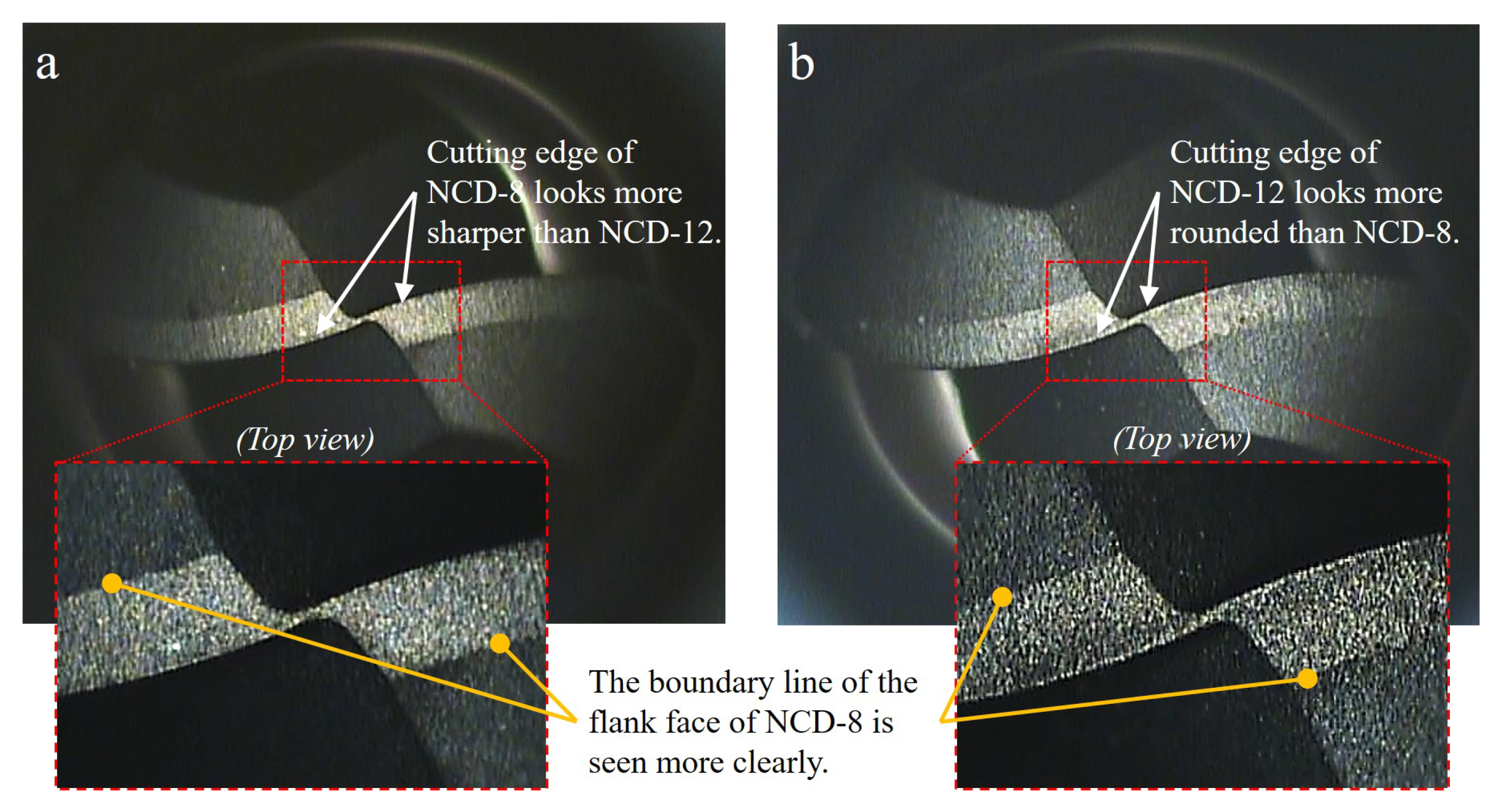
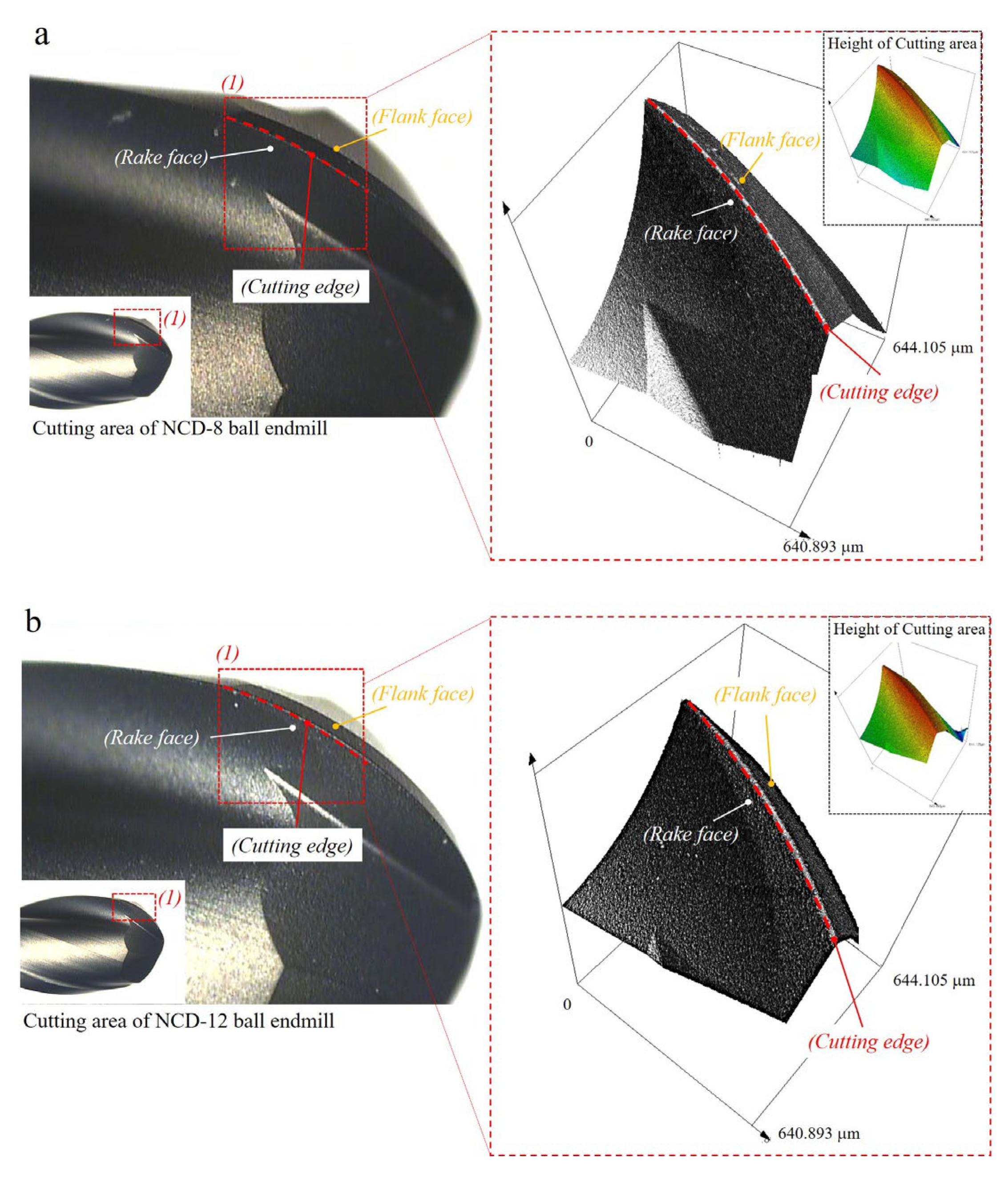
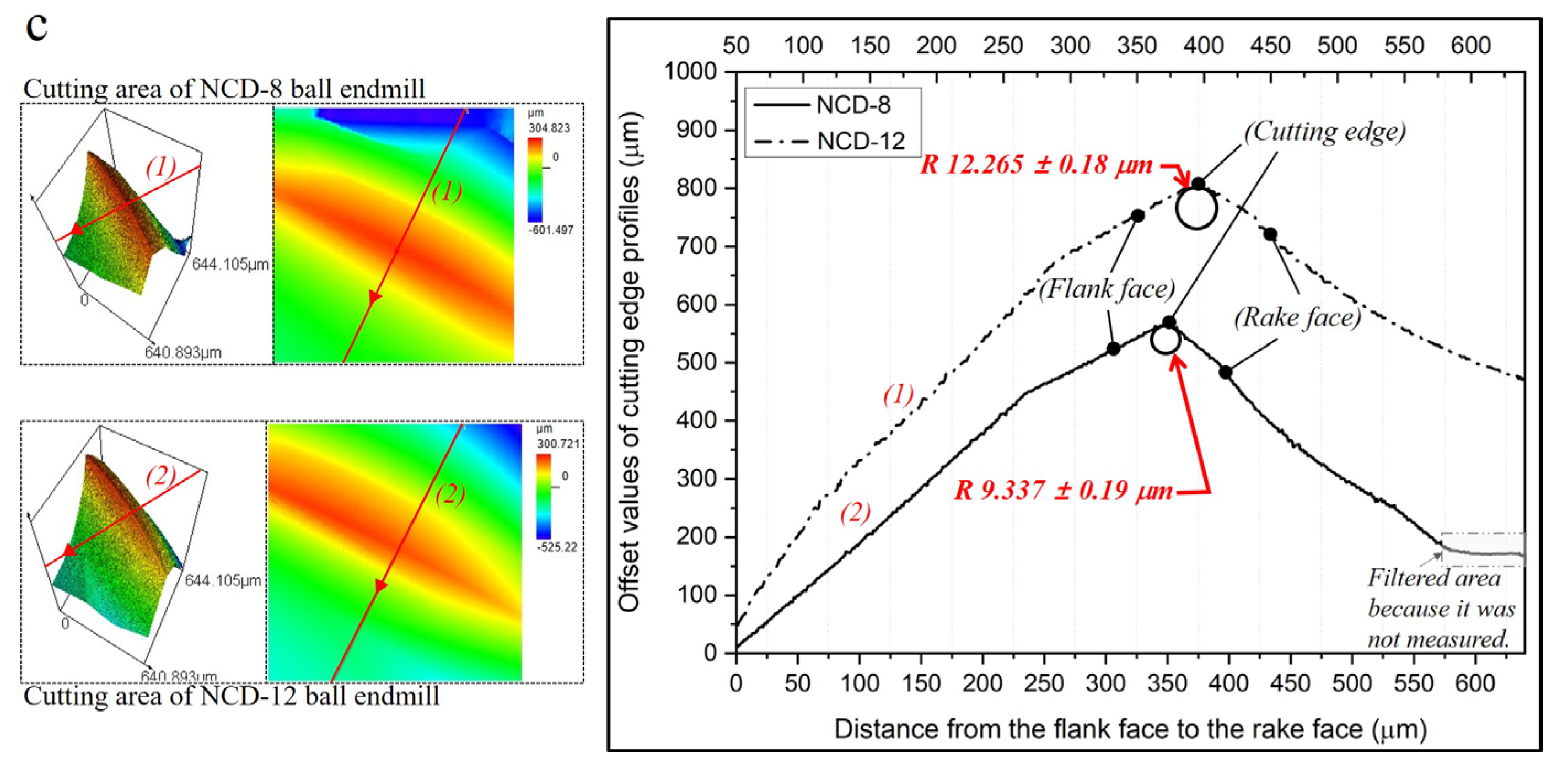
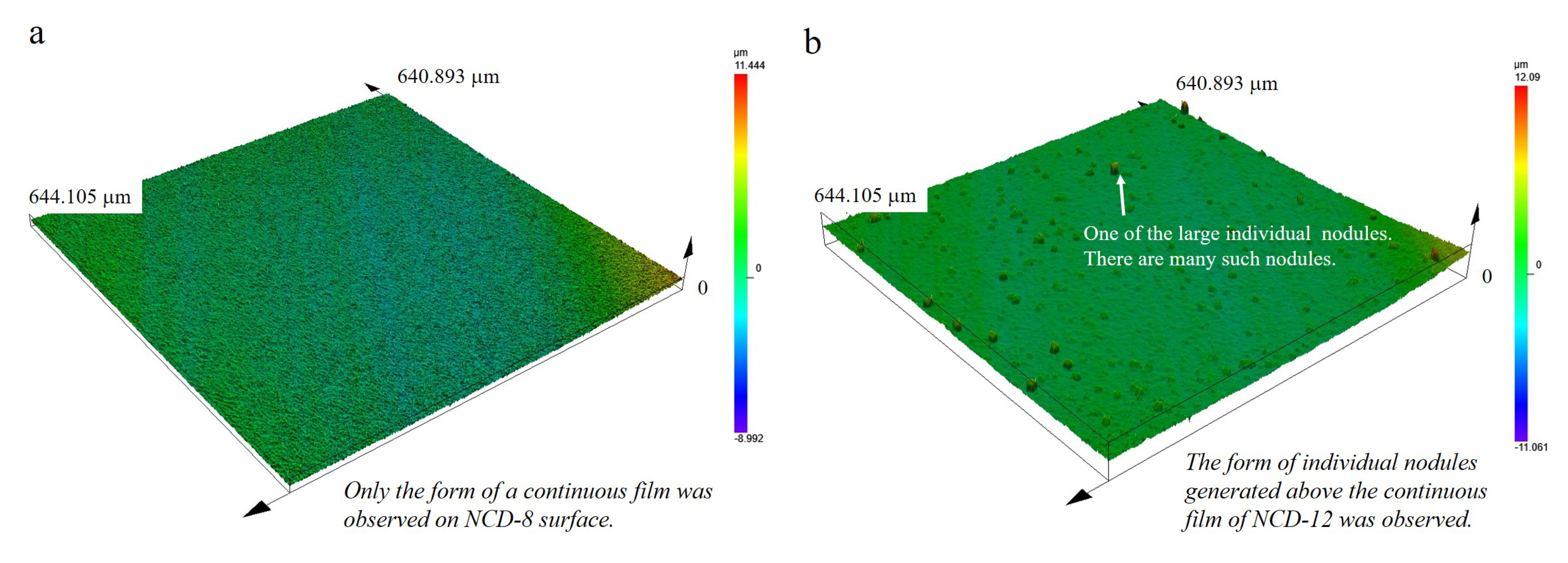
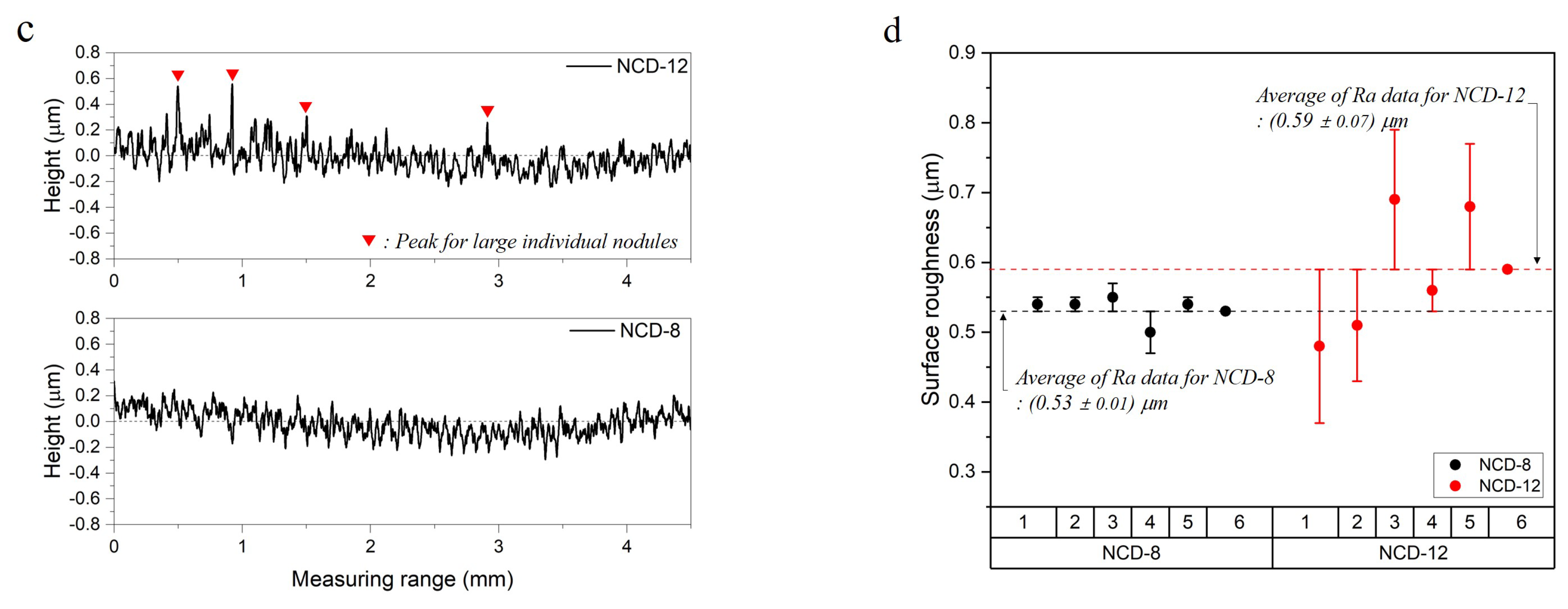
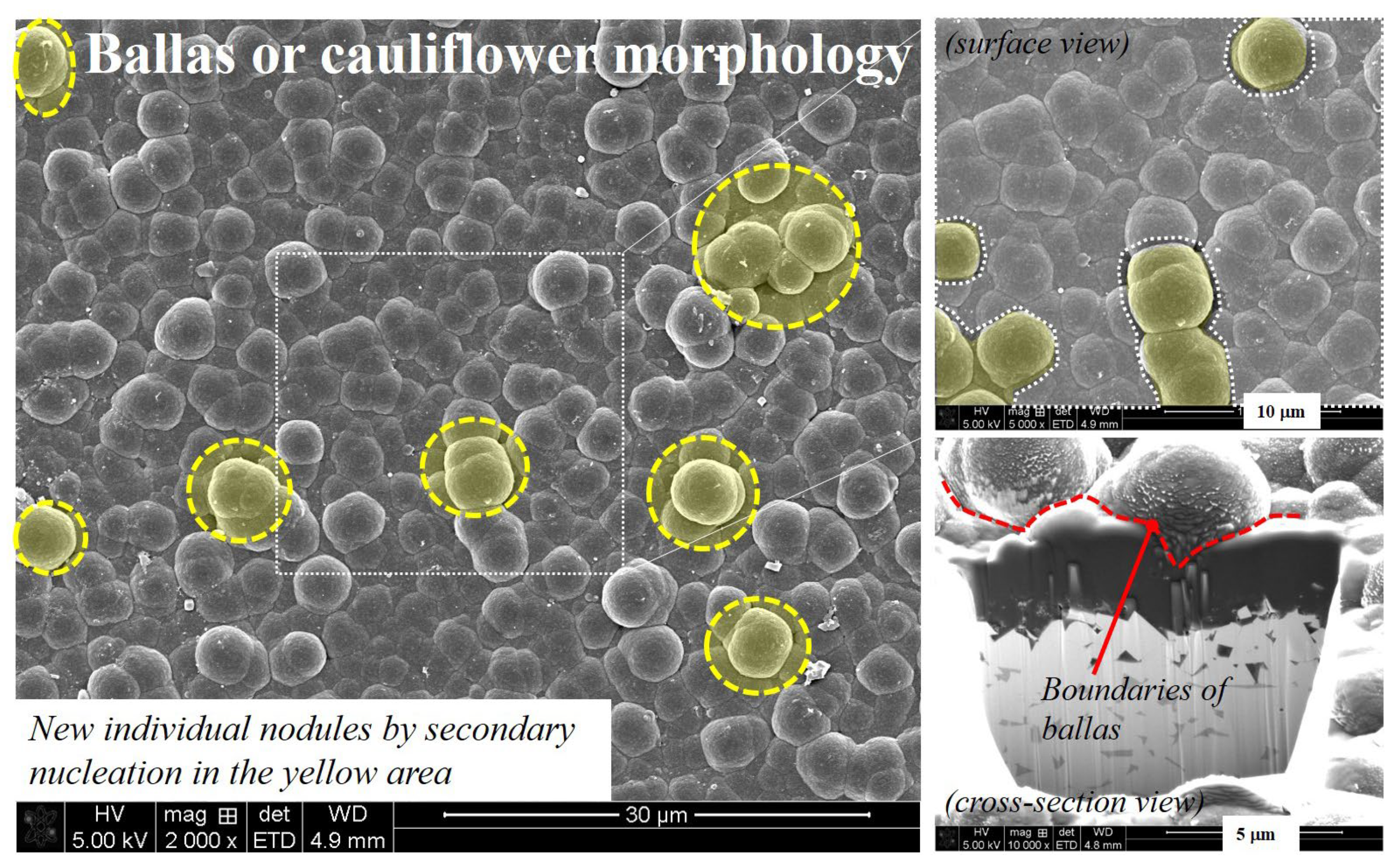
3.1. Morphology and Surface Roughness of NCD Coated Surface
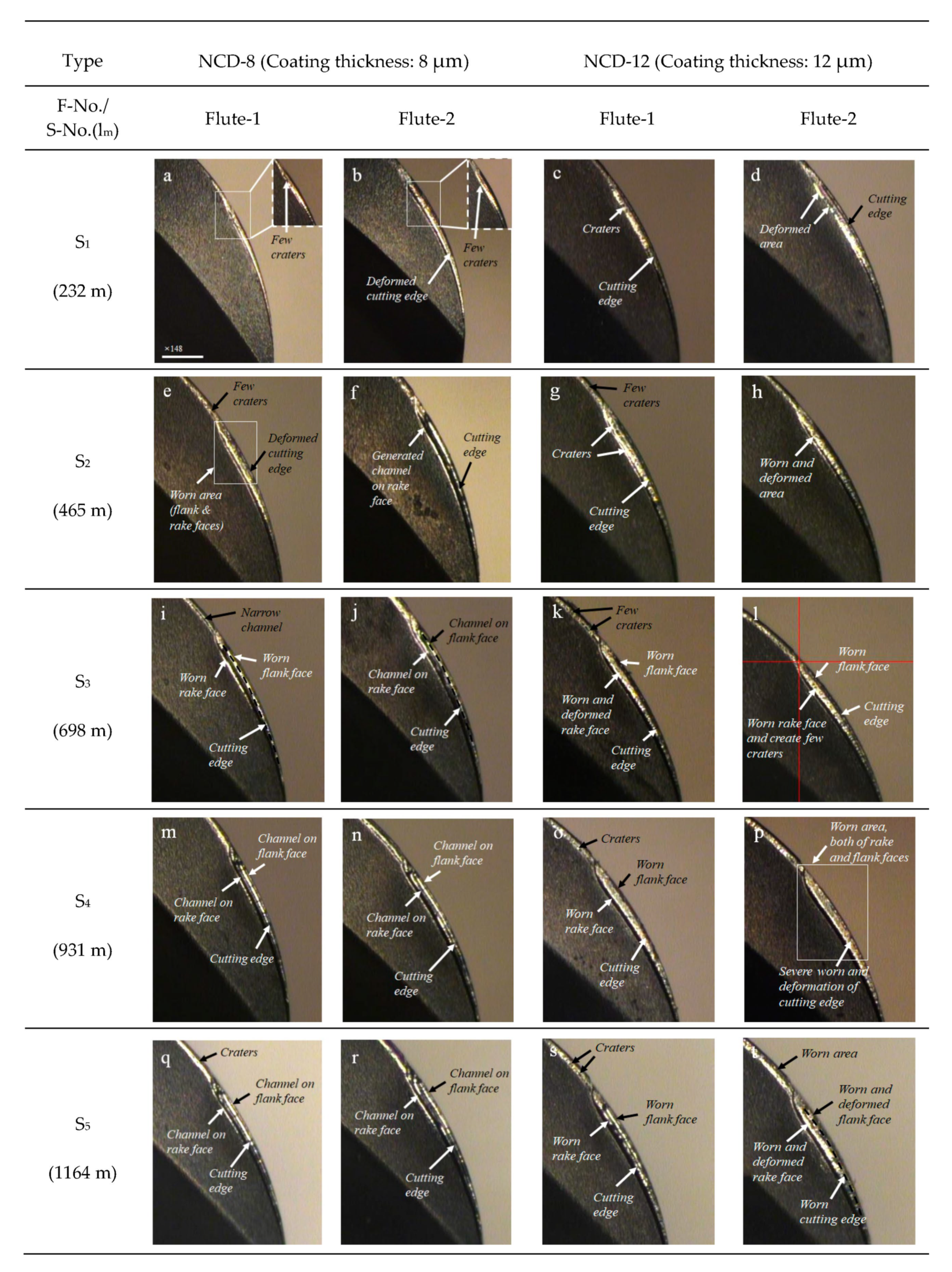
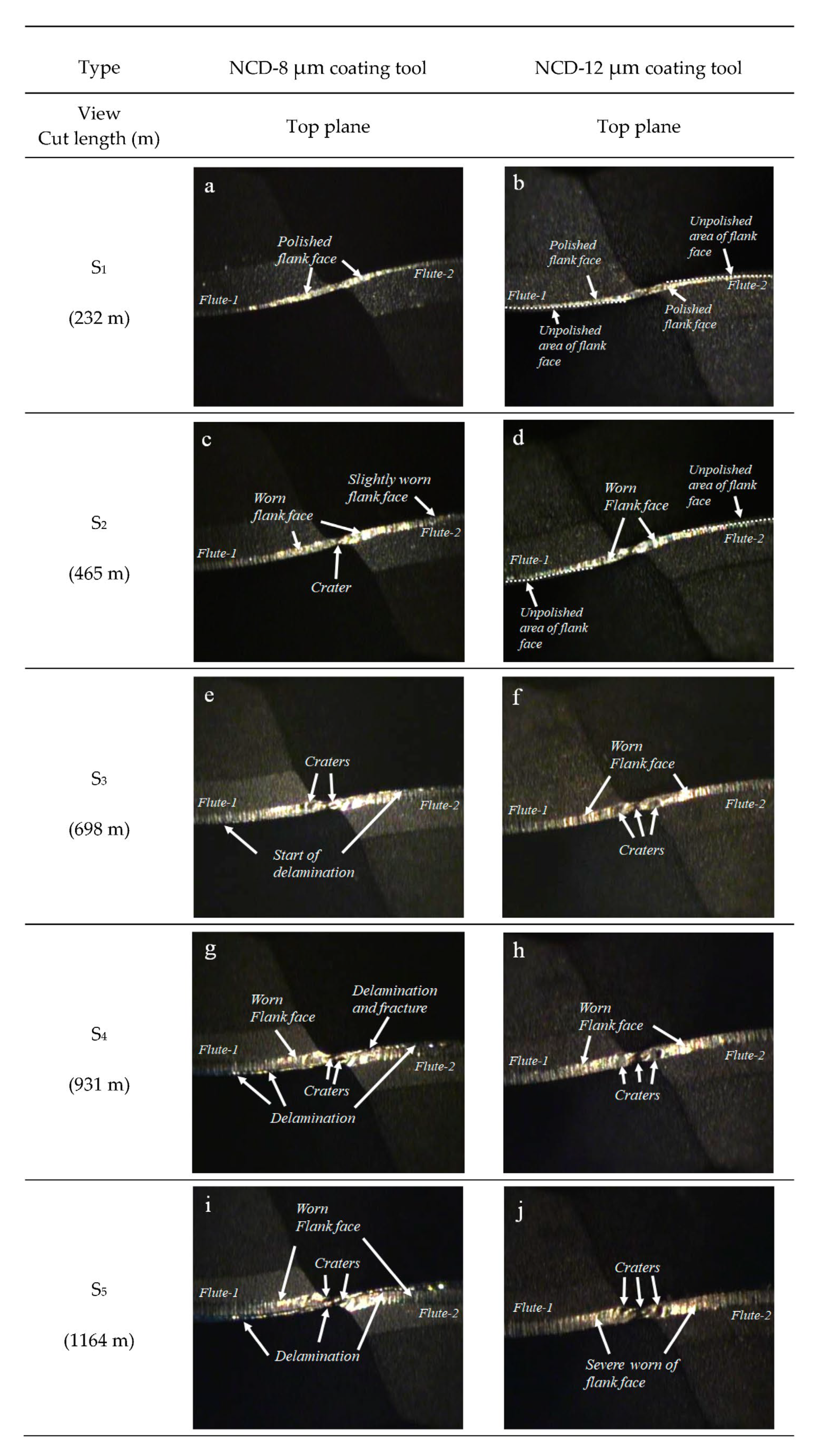
3.2. Tool Wear According to the Coating Thickness of NCD Ball Endmills
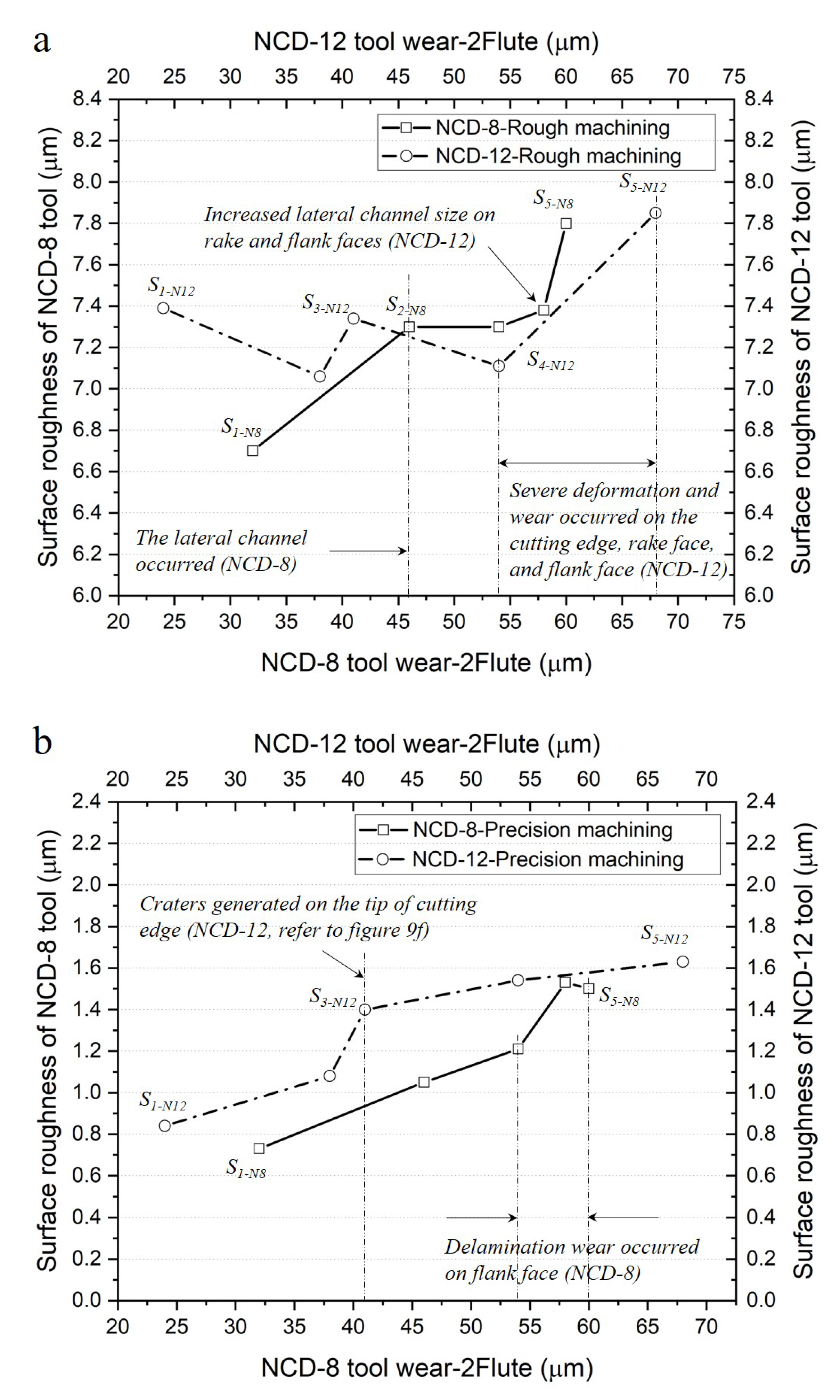
3.3. Change in Machined Surface Roughness with Respect to Flank Abrasion
3.4. Impact of Coating Thickness on Tool Abrasion and Machined Surface Roughness
4. Conclusions
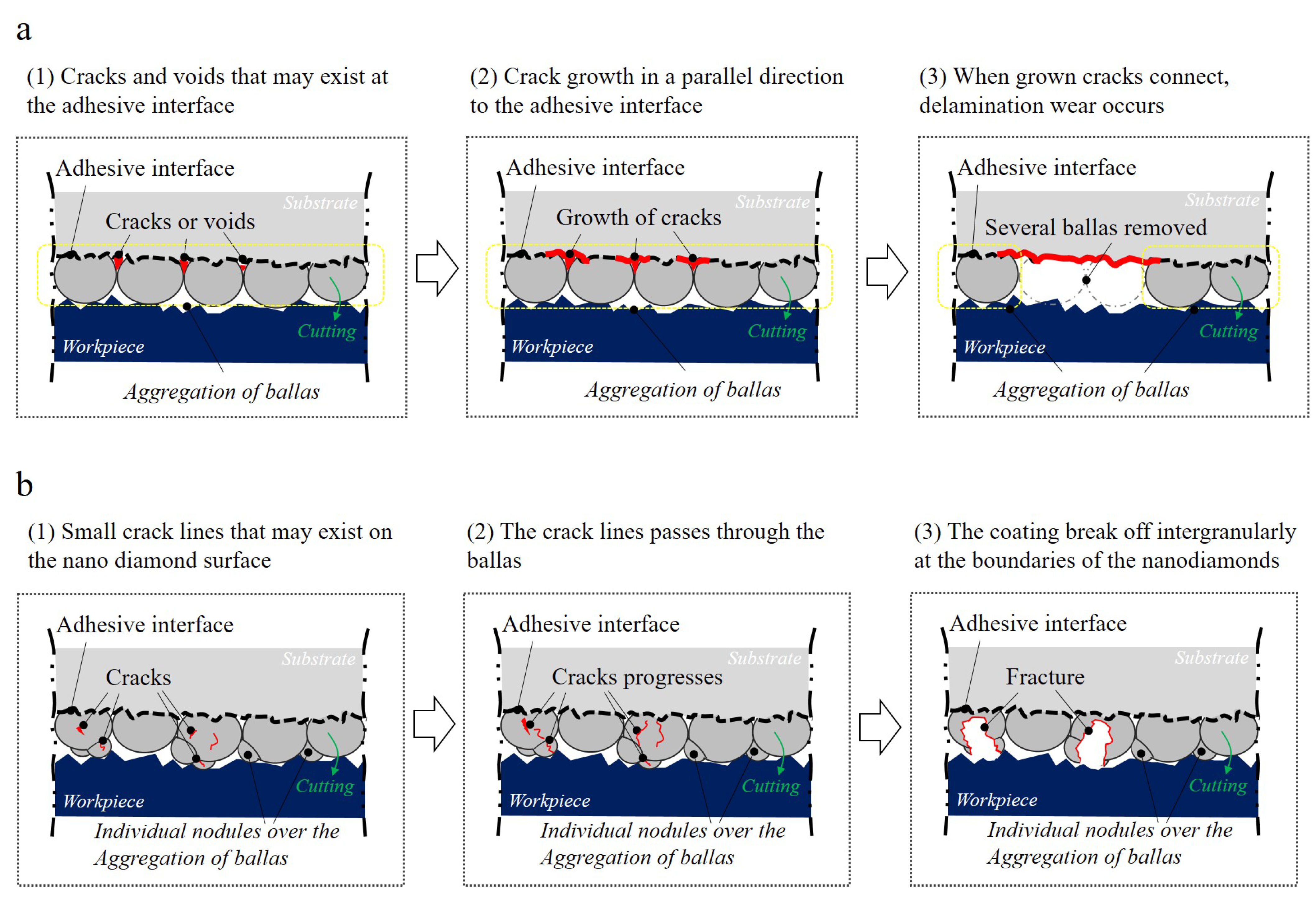
- The change in coating thickness affected the formation of the nano crystal structure, and the formation of individual nodules on the top of the continuous film increased the coating surface roughness.
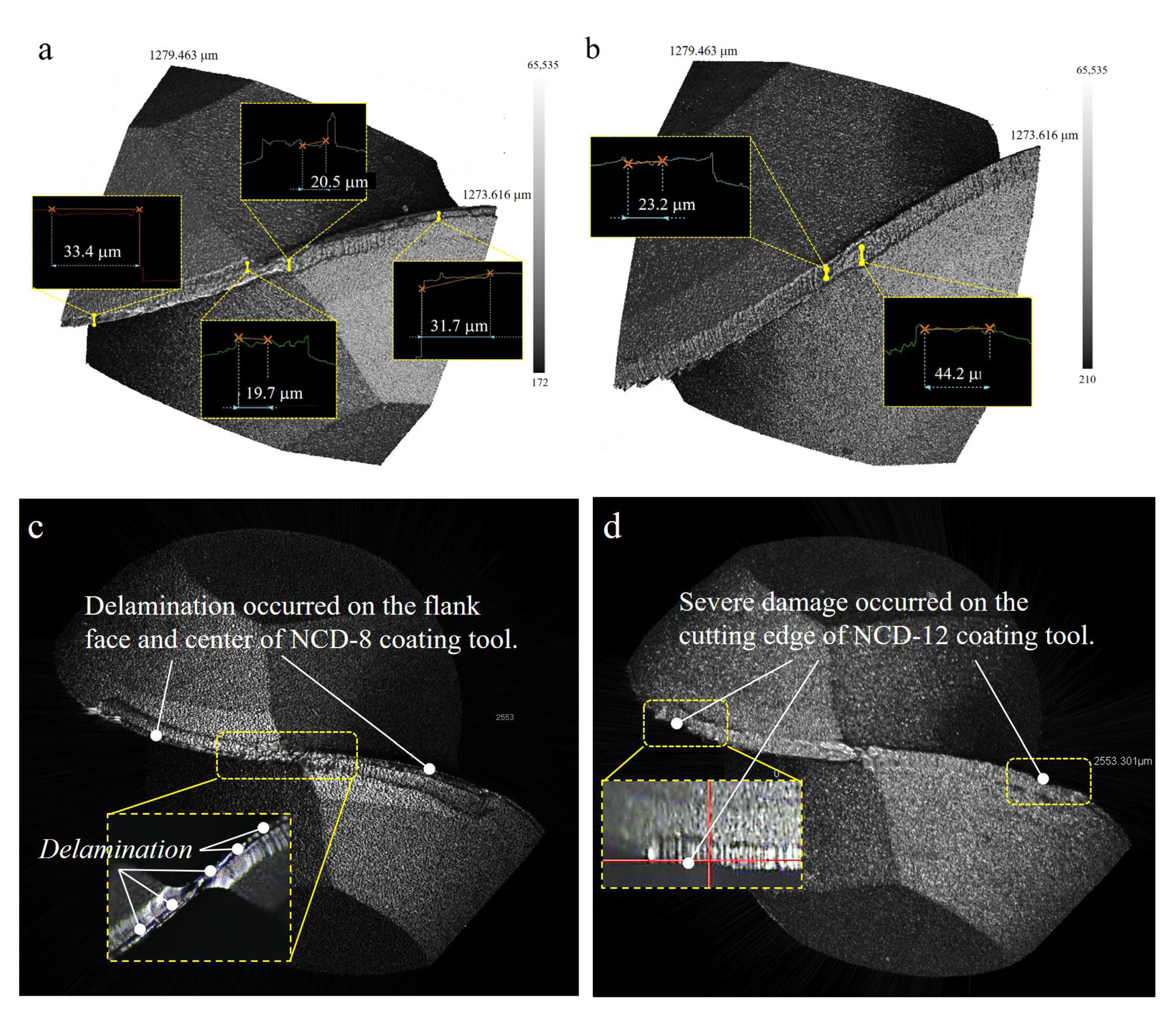
- The increase in coating surface roughness, ultimately, resulted in the degradation of the machined surface roughness, damage to the 12 μm-coated cutting edge, and crater abrasion.
- Delamination abrasion dominantly occurred in the 8 μm coated ball endmill, but the machined surface had a higher quality in the 8 μm coated ball endmill than in the case of its 12 μm counterpart in precision machining.
- Because of delayed delamination, the 12 μm coated ball endmill did not have coating delamination at the flank and rake faces.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, H.; Yang, J.; Sun, F. Cutting performances of MCD, SMCD, NCD and MCD/NCD coated tools in high-speed milling of hot bending graphite molds. J. Mater. Process. Technol. 2020, 276. [Google Scholar] [CrossRef]
- Shen, B.; Sun, F. Deposition and friction properties of ultra-smooth composite diamond films on Co-cemented tungsten carbide substrates. Diam. Relat. Mater. 2009, 18, 238–243. [Google Scholar] [CrossRef]
- Lee, H.; Kim, J.; Park, J.; Kim, J. Analysis of Tool Wear and Roughness of Graphite Surfaces Machined Using MCD and NCD-Coated Ball Endmills. Micromachines 2022, 13, 766. [Google Scholar] [CrossRef] [PubMed]
- Bian, R.; Ferraris, E.; Ynag, Y.F.; Qian, J. Experimental Investigation on Ductile Mode Micro-Milling of ZrO2 Ceramics with Diamond-Coated End Mills. Micromachines 2018, 9, 127. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Qin, F.; Chou, Y.K.; Nolen, D.; Thompson, R.G. Coating thickness effects on diamond coated cutting tools. Surf. Coat. Technol. 2009, 204, 1056–1060. [Google Scholar] [CrossRef]
- Kanda, K.; Takehana, S.; Yoshida, S.; Watanabe, R.; Takano, S.; Ando, H.; Shimakura, F. Application of diamond-coated cutting tools. Surf. Coatings Technol. 1995, 73, 115–120. [Google Scholar] [CrossRef]
- Skordaris, G.; Kotsanis, T.; Boumpakis, A.; Stergioudi, F. Improvement of the Interfacial Fatigue Strength and Milling Behavior of Diamond Coated Tools via Appropriate Annealing. Coatings 2020, 10, 821. [Google Scholar] [CrossRef]
- Hodroj, A.; Teulé-Gay, L.; Lahaye, M.; Manaud, J.-P.; Poulon-Quintin, A. Nanocrystalline diamond coatings: Effects of time modulation bias enhanced HFCVD parameters. AIMS Mater. Sci. 2018, 5, 519–532. [Google Scholar] [CrossRef]
- Lu, M.; Wang, H.; Song, X.; Sun, F. Effect of doping level on residual stress, coating-substrate adhesion and wear resistance of boron-doped diamond coated tools. J. Manuf. Process. 2023, 88, 145–156. [Google Scholar] [CrossRef]
- Michael, F.A. Materials Selection in Mechanical Design, 4th ed.; Butterworth-Heinemann: Cambridge, USA, 2011; pp. 1–13. [Google Scholar] [CrossRef]
- Wang, C.Y.; Zhou, L.; Fu, H.; Hu, Z.L. High speed milling of graphite electrode with endmill of small diameter. Chin. J. Mech. Eng. 2007, 20, 27–31. [Google Scholar] [CrossRef]
- Suwa, H.; Sakamoto, S.; Nagata, M.; Tezuka, K.; Samukawa, T.; Corp, H.A.; Dijet, C. Applicability of Diamond-Coated Tools for Ball End Milling of Sintered Tungsten Carbide. Int. J. Autom. Technol. 2020, 14, 18–25. [Google Scholar] [CrossRef]
- Aleksandrov, F.T.; Kurtela, M.; Sakoman, M.; Šnajdar, M.M. Influence of Co Content and Chemical Nature of the Co Binder on the Corrosion Resistance of Nanostructured WC-Co Hardmetals in Acidic Solution. Materials 2021, 14, 3933. [Google Scholar] [CrossRef] [PubMed]
- Najar, K.A.; Islam, S.A.U.; Sheikh, N.A. Surface Engineering of Tungsten Carbide Tool Material by Nano and Microcrystalline Diamond Coatings. In Surface Engineering of Modern Materials; Springer: Cham, Switzerland, 2020; pp. 149–163. [Google Scholar] [CrossRef]
- Sun, F.H.; Zhang, Z.M.; Shen, H.; Chen, M. Growth of Nanocrystalline Diamond Films on Co-Cemented Tungsten Carbide Substrates by Hot Filament CVD. Mater. Sci. Forum 2004, 471–472, 52–58. [Google Scholar] [CrossRef]
- Aslantas, K.; Hopa, H.; Percin, M.; Ucun, I.; Çicek, A. Cutting performance of nano-crystalline diamond (NCD) coating in micro-milling of Ti6Al4V alloy. Precis. Eng. 2016, 45, 55–66. [Google Scholar] [CrossRef]
- Zhang, J.-G.; Wang, X.-C.; Shen, B.; Sun, F.-H. Effect of deposition parameters on micro- and nano-crystalline diamond films growth on WC–Co substrates by HFCVD. Trans. Nonferrous Met. Soc. China 2014, 24, 3181–3188. [Google Scholar] [CrossRef]
- Haubner, R. Low-pressure diamond: From the unbelievable to technical products. Chemtexts 2021, 7, 1–23. [Google Scholar] [CrossRef]
- Kulisch, W.; Popov, C. On the growth mechanisms of nanocrystalline diamond films. Phys. Status Solidi A 2006, 203, 203–219. [Google Scholar] [CrossRef]
- Lux, B.; Haubner, R.; Holzer, H.; DeVries, R. Natural and synthetic polycrystalline diamond, with emphasis on ballas: ‘Ballas’—Radially grown, polycrystalline diamonds? Int. J. Refract. Met. Hard Mater. 1997, 15, 263–288. [Google Scholar] [CrossRef]
- Barbosa, D.; Hammer, P.; Trava-Airoldi, V.; Corat, E. The valuable role of renucleation rate in ultrananocrystalline diamond growth. Diam. Relat. Mater. 2012, 23, 112–119. [Google Scholar] [CrossRef]
- Williams, O.A.; Nesládek, M. Growth and properties of nanocrystalline diamond films. Phys. Status Solidi (a) 2006, 203, 3375–3386. [Google Scholar] [CrossRef]
- Ernest, R. Friction and Wear of Materials, 2nd ed.; John Wiley & Sons: New York, NY, USA, 1995; pp. 128–133. [Google Scholar]
- Hamzah, E.; Yong, T.; Yajid, M.A.M. Surface morphology and bond characterization of nanocrystalline diamonds grown on tungsten carbide via hot filament chemical vapor deposition. J. Cryst. Growth 2013, 372, 109–115. [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Typical Values |
|---|---|
| Bulk Density (g/cm3) | 1.84 |
| Grain Size (μm) | 7 |
| Flexural Strength (MPa) | 72 |
| Tensile Strength (MPa) | 43 |
| Compressive Strength (MPa) | 148 |
| Hardness Rockwell “H” | 90 |
| Coefficient of Thermal Expansion (400 to 500 °C) | 5.7 × 10−6/°C |
| Thermal Conductivity | 102 W/m°C |
| Tool Geometry | Tool Parameters | Values |
|---|---|---|
 | Radius, R (mm) | 1.5 |
| Diameter of tool shank, d (mm) | 6.0 | |
| Length of cut, l1 (mm) | 8.0 | |
| Effective Length, l2 (mm) | 16.0 | |
| Length of tool, L (mm) | 60.0 | |
| Helix angle, θ (°) | 30 | |
| Flute number, z | 2 |
| Grain Size (μm) | Cobalt (%) | Density (g/cm3) | Hardness (HV30) | Fracture Toughness (MPa m1/2) |
|---|---|---|---|---|
| 1.0 | 6.0 | 14.9 ± 0.1 | 1740 ± 50 | <8.9 |
| Specifications | Values |
|---|---|
| Travel distance (mm) | 600 × 450 × 400 |
| Spindle speed N (rpm) | 0~42,000 |
| Max. Feed rate F (mm/min) | 60,000 |
| Machining accuracy (μm) | ±2 |
| Diameter of cutting tools (mm) | 0.2~12 |
| Max. load on table (kg) | 500 |
| Milling Parameters | Values |
|---|---|
| Cutting velocity (m/min) | 104 |
| Spindle speed (rpm) | 11,000 |
| Feed rate (mm/min) | 1200 |
| Feed per tooth (mm/tooth) | 0.055 |
| Axial cut depth (mm) | 0.3 |
| Radial cut depth (mm) | 0.9 (rough machining)/0.1 (precision machining) |
| Total cutting length (m) | 1044 (rough machining)/120 (precision machining) |
| Lubrication environment | Dry |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, H.; Kim, J.; Lee, S.; Park, J.; Park, J.; Kim, J. Effect of Coating Thickness on Abrasion and Cutting Performance of NCD-Coated Ball Endmills on Graphite Machining. Micromachines 2023, 14, 664. https://doi.org/10.3390/mi14030664
Lee H, Kim J, Lee S, Park J, Park J, Kim J. Effect of Coating Thickness on Abrasion and Cutting Performance of NCD-Coated Ball Endmills on Graphite Machining. Micromachines. 2023; 14(3):664. https://doi.org/10.3390/mi14030664
Chicago/Turabian StyleLee, Hyeonhwa, Jinsoo Kim, Sungcheul Lee, Jongeun Park, Jeongyeon Park, and Jongsu Kim. 2023. "Effect of Coating Thickness on Abrasion and Cutting Performance of NCD-Coated Ball Endmills on Graphite Machining" Micromachines 14, no. 3: 664. https://doi.org/10.3390/mi14030664