
Experimental Study on Coaxial Waterjet-Assisted Laser Scanning Machining of Nickel-Based Special Alloy


Abstract
:1. Introduction
2. Laser-Waterjet Coupling Characteristics
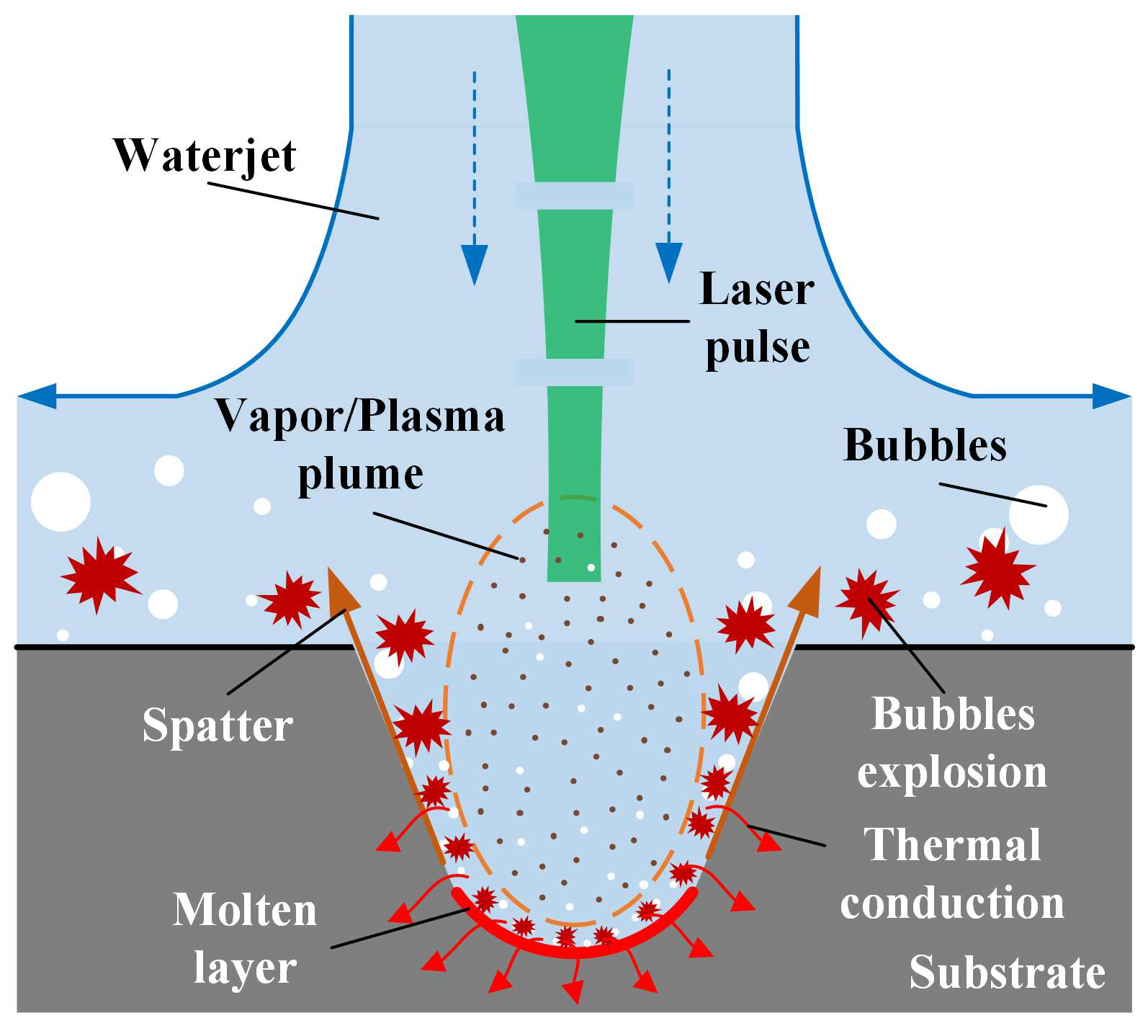
2.1. Mechanisms of CWALSM
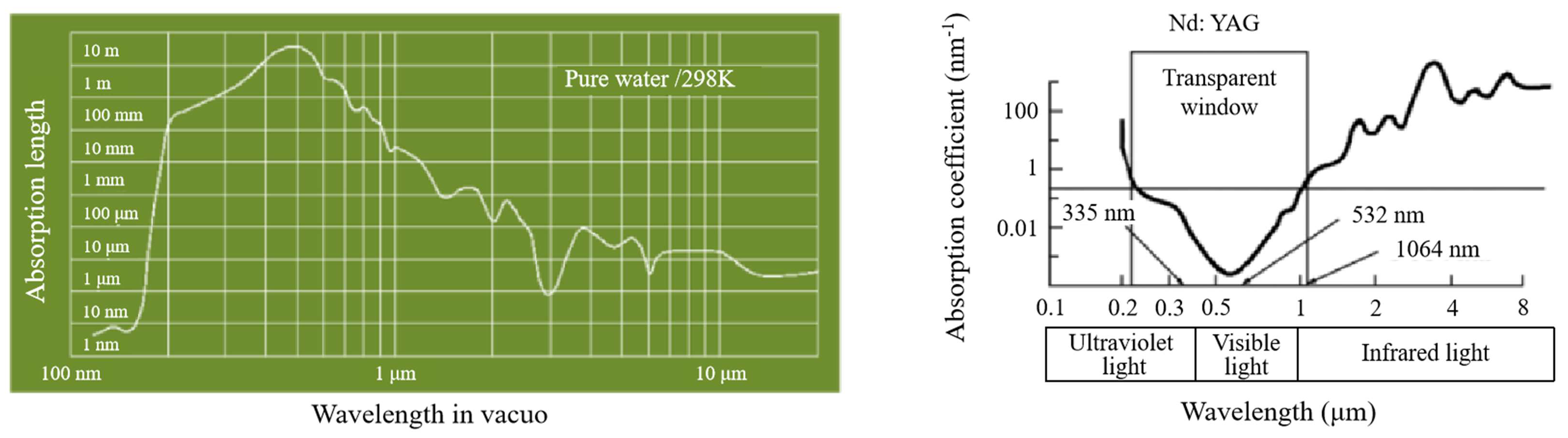
2.2. Optical Characteristics of Water
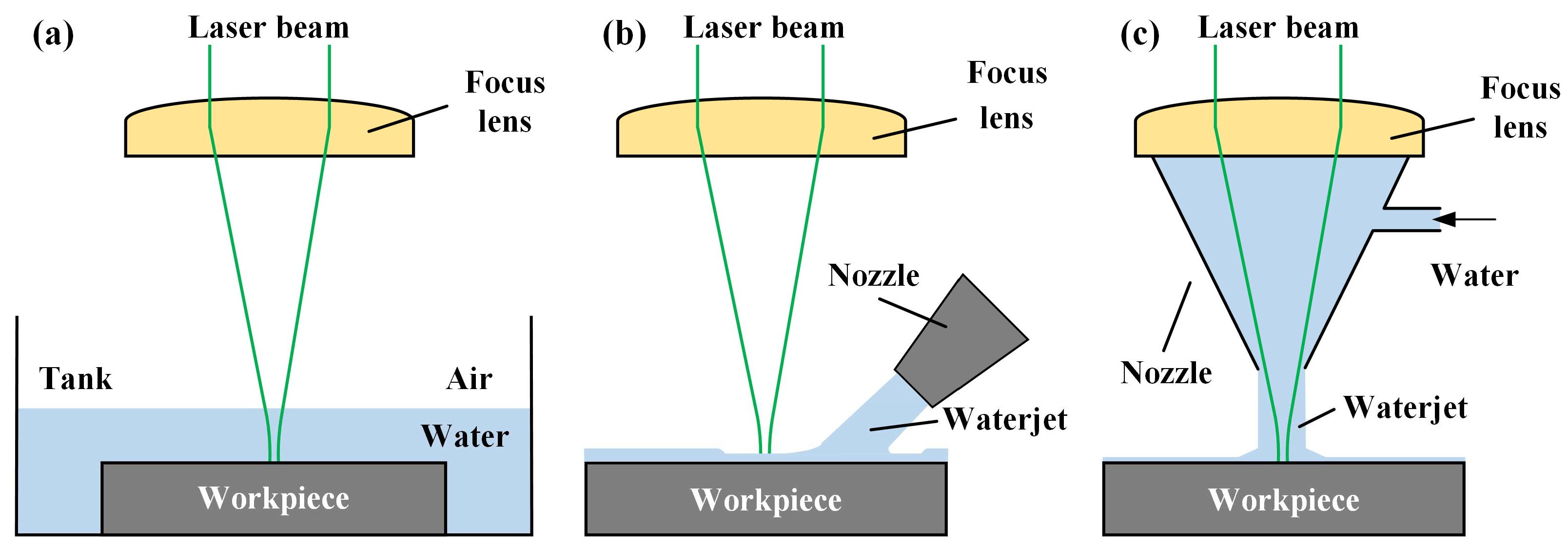
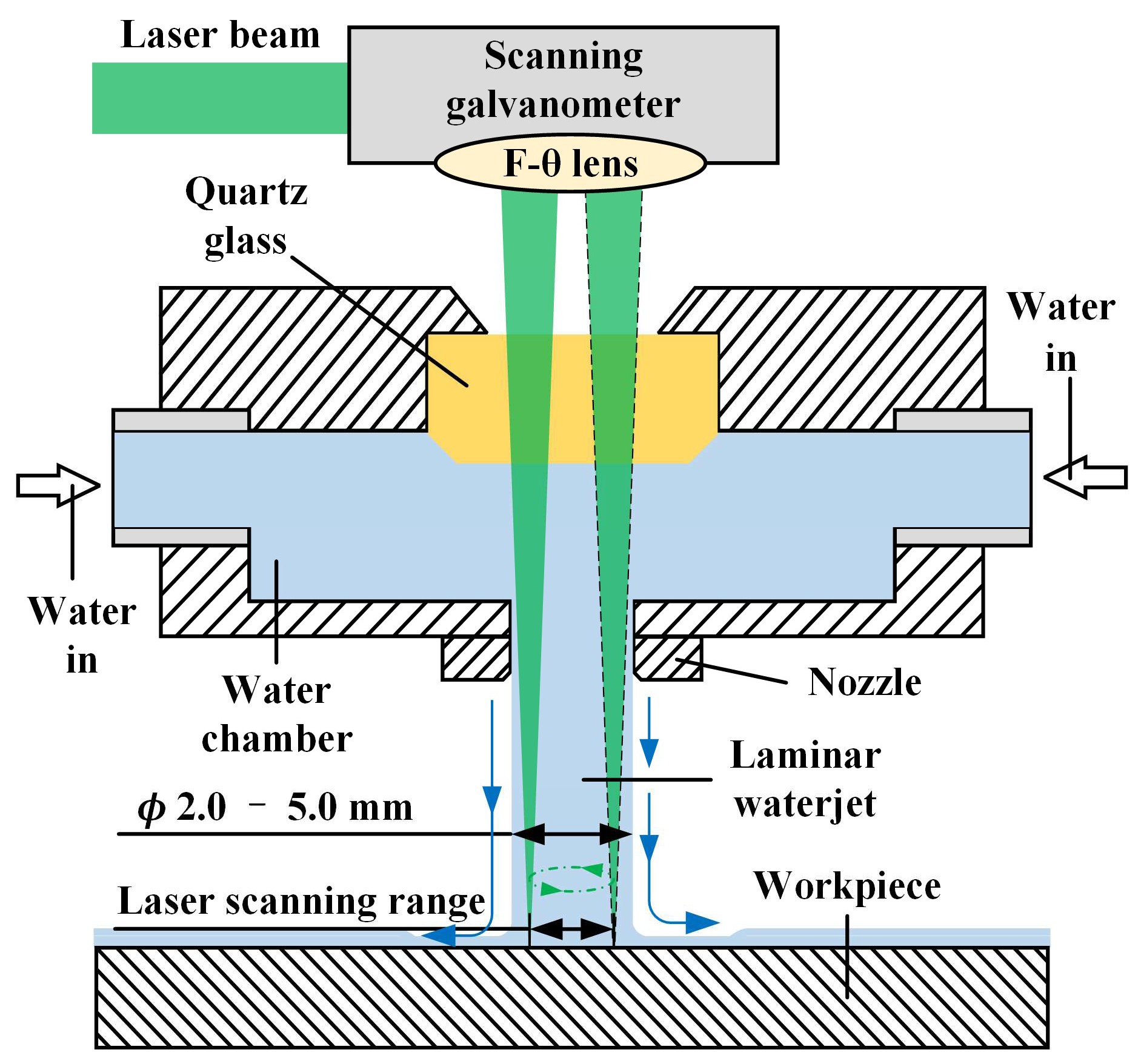
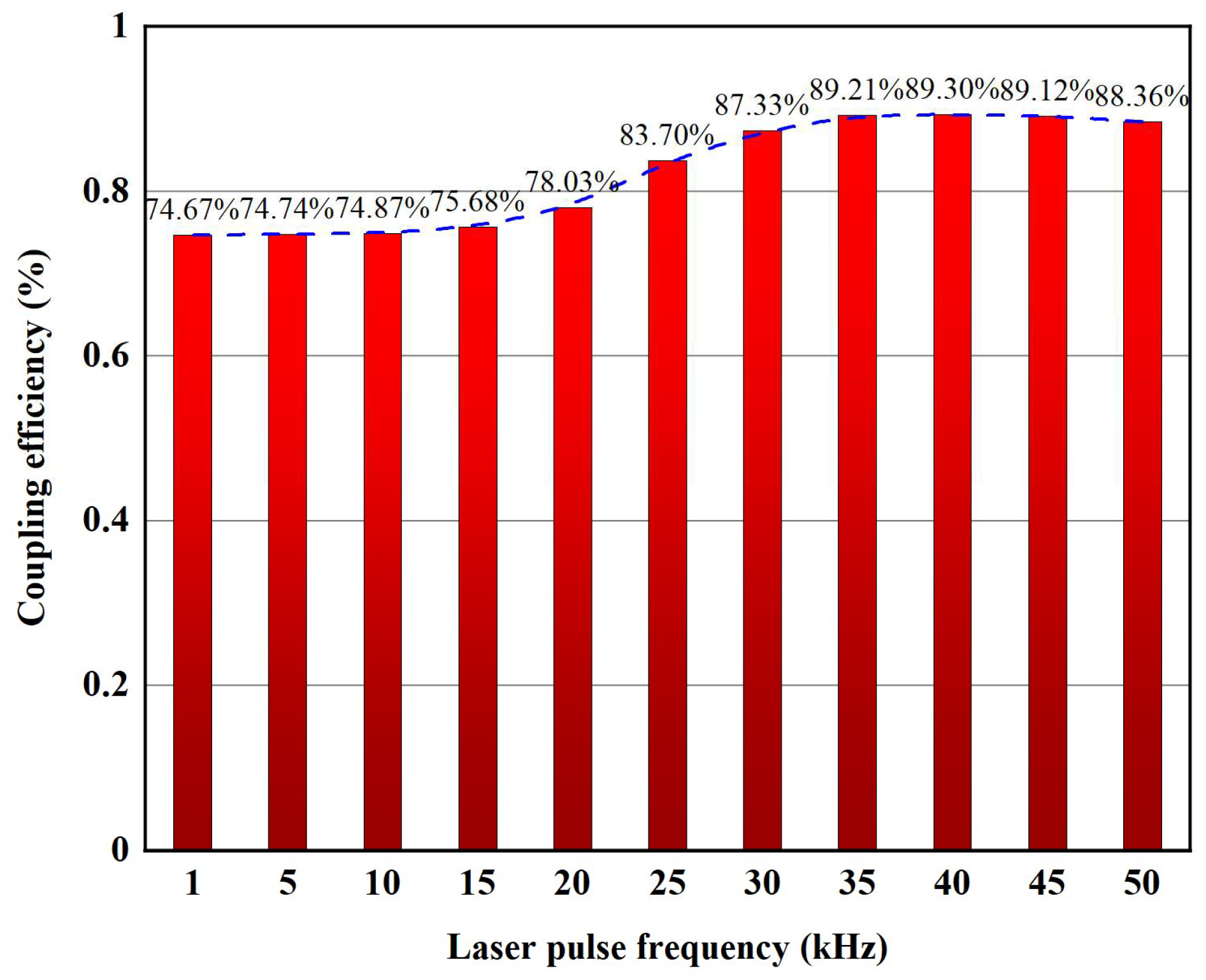
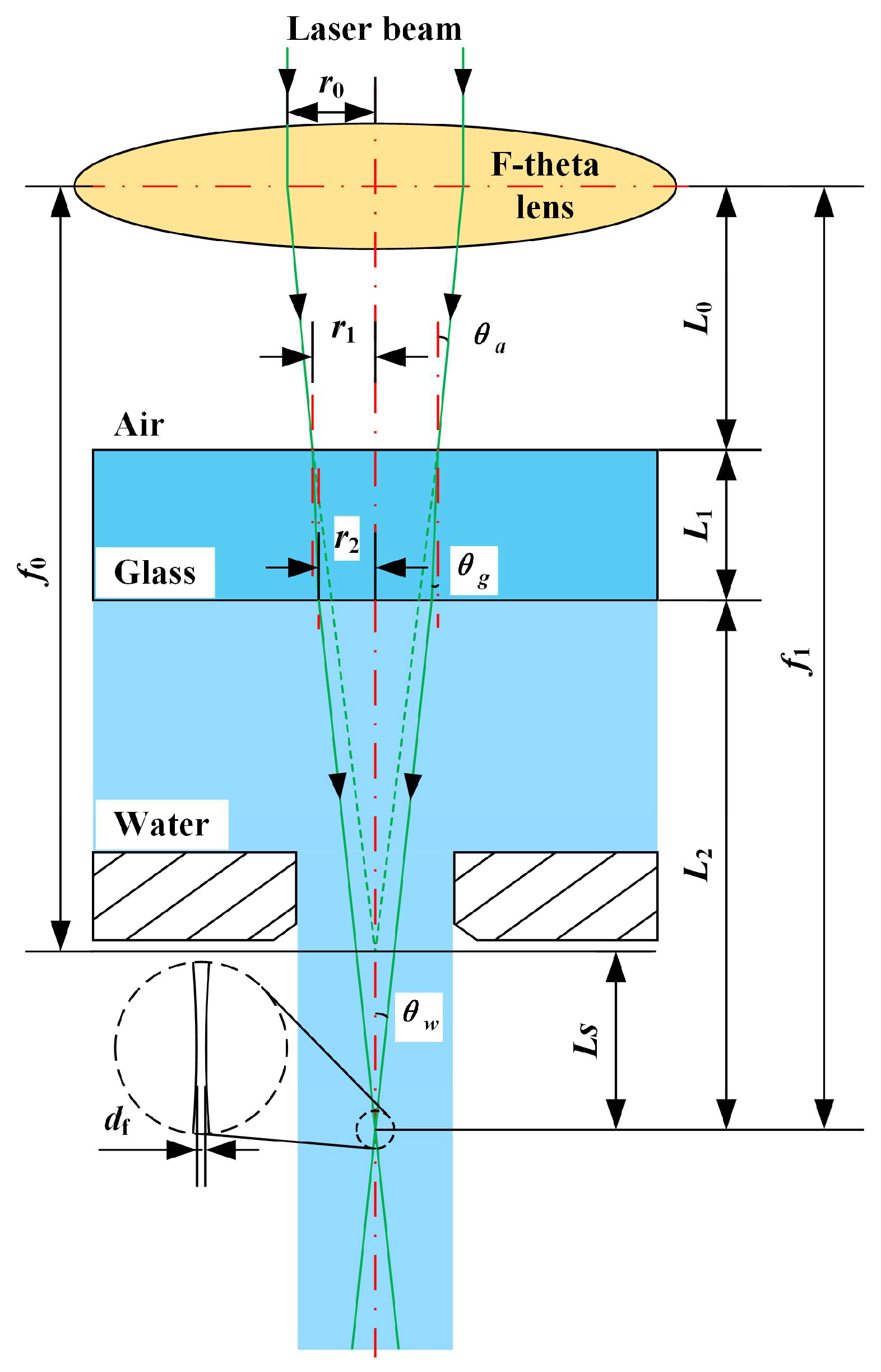
2.3. Laser-Waterjet Coupling
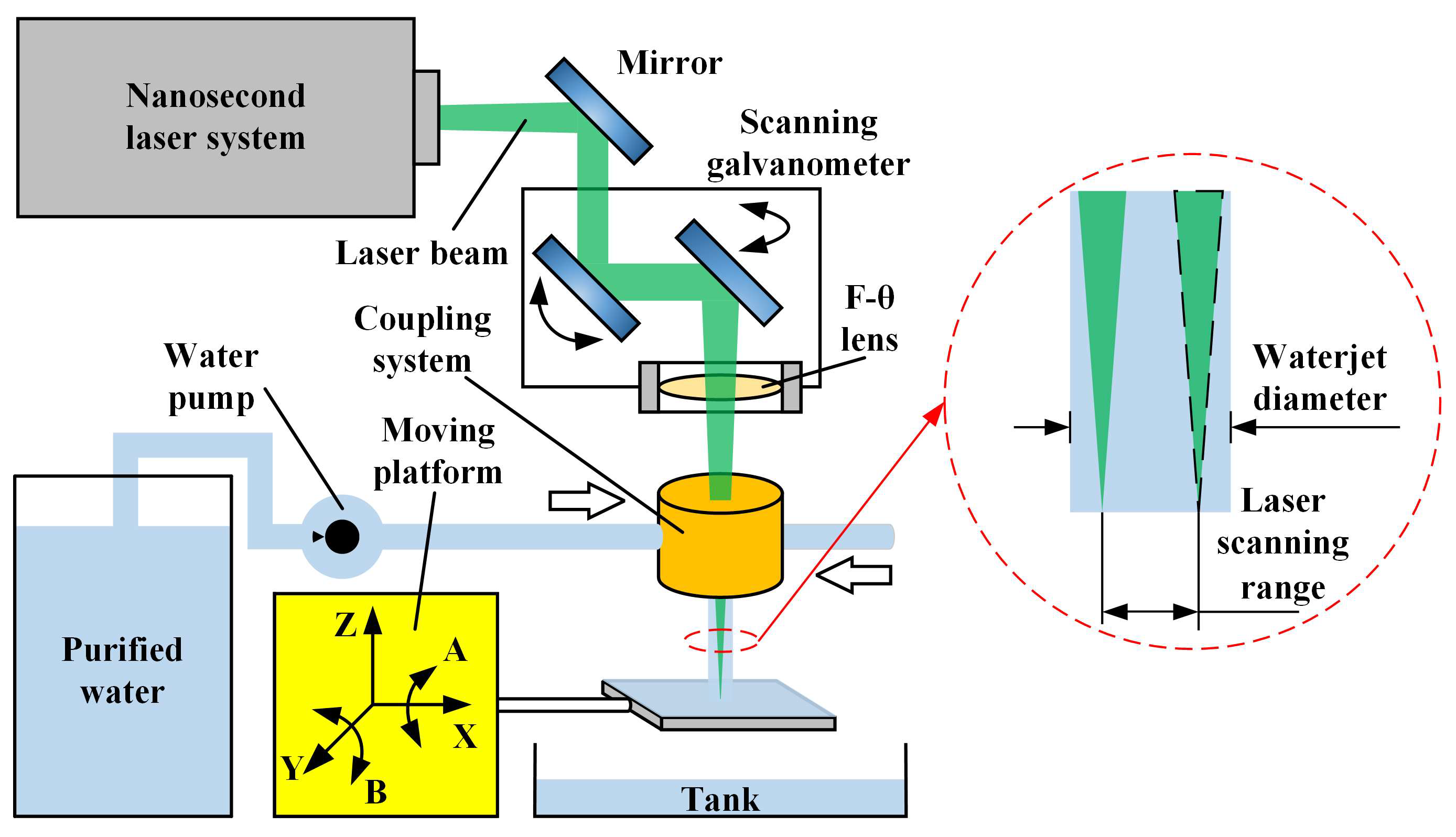
3. Materials and Methods
4. Results and Discussion
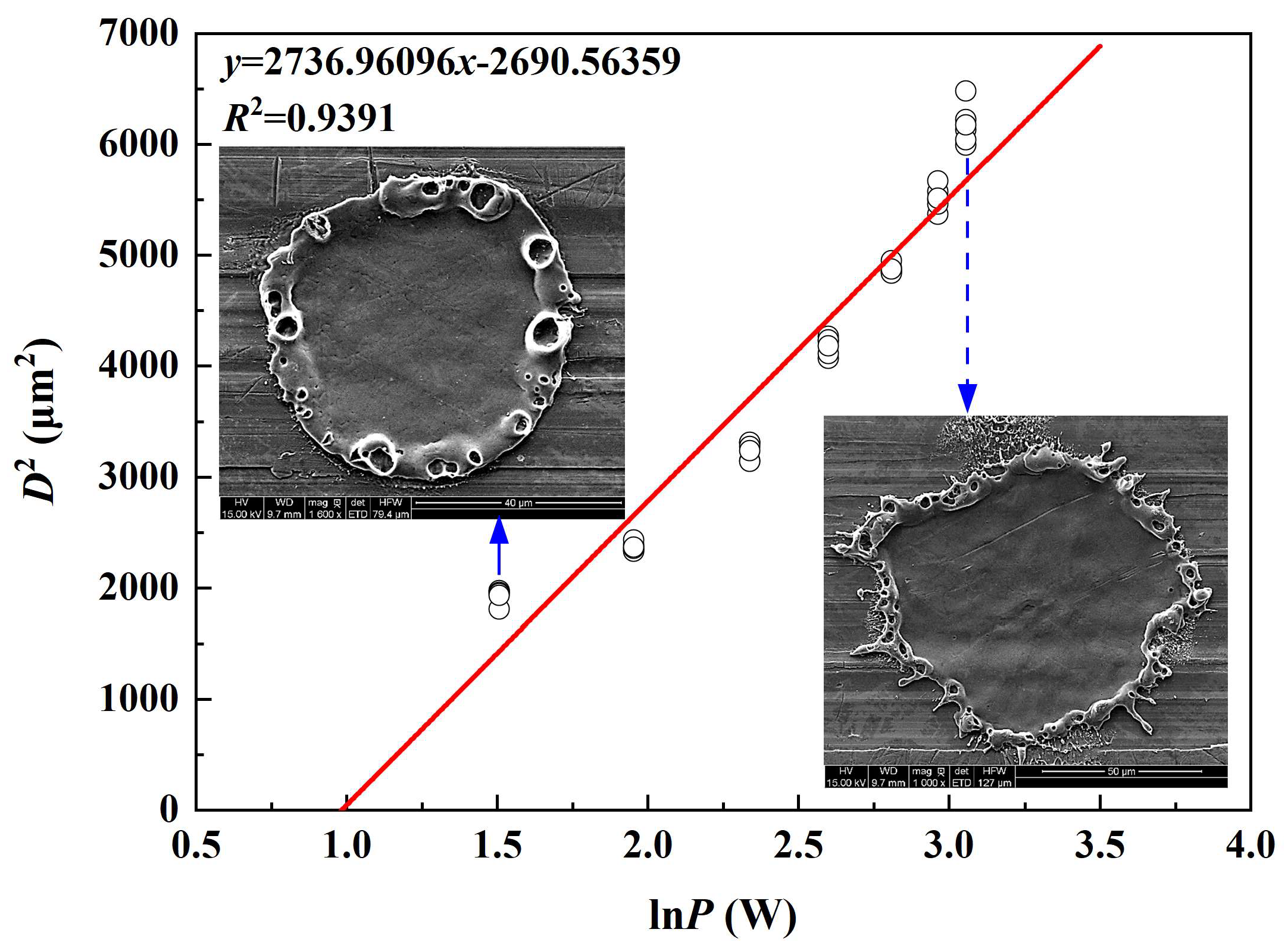
4.1. Ablation Threshold
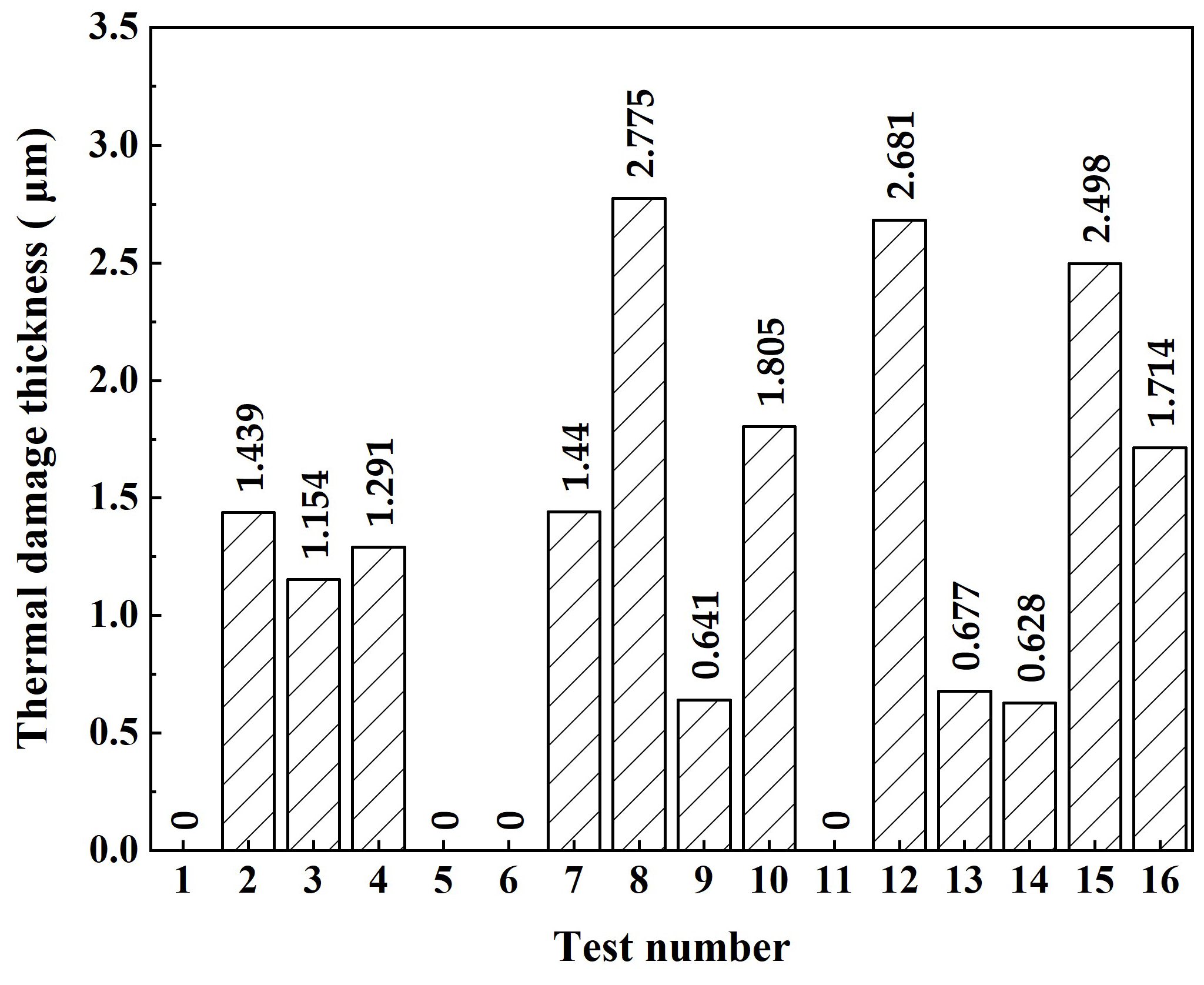
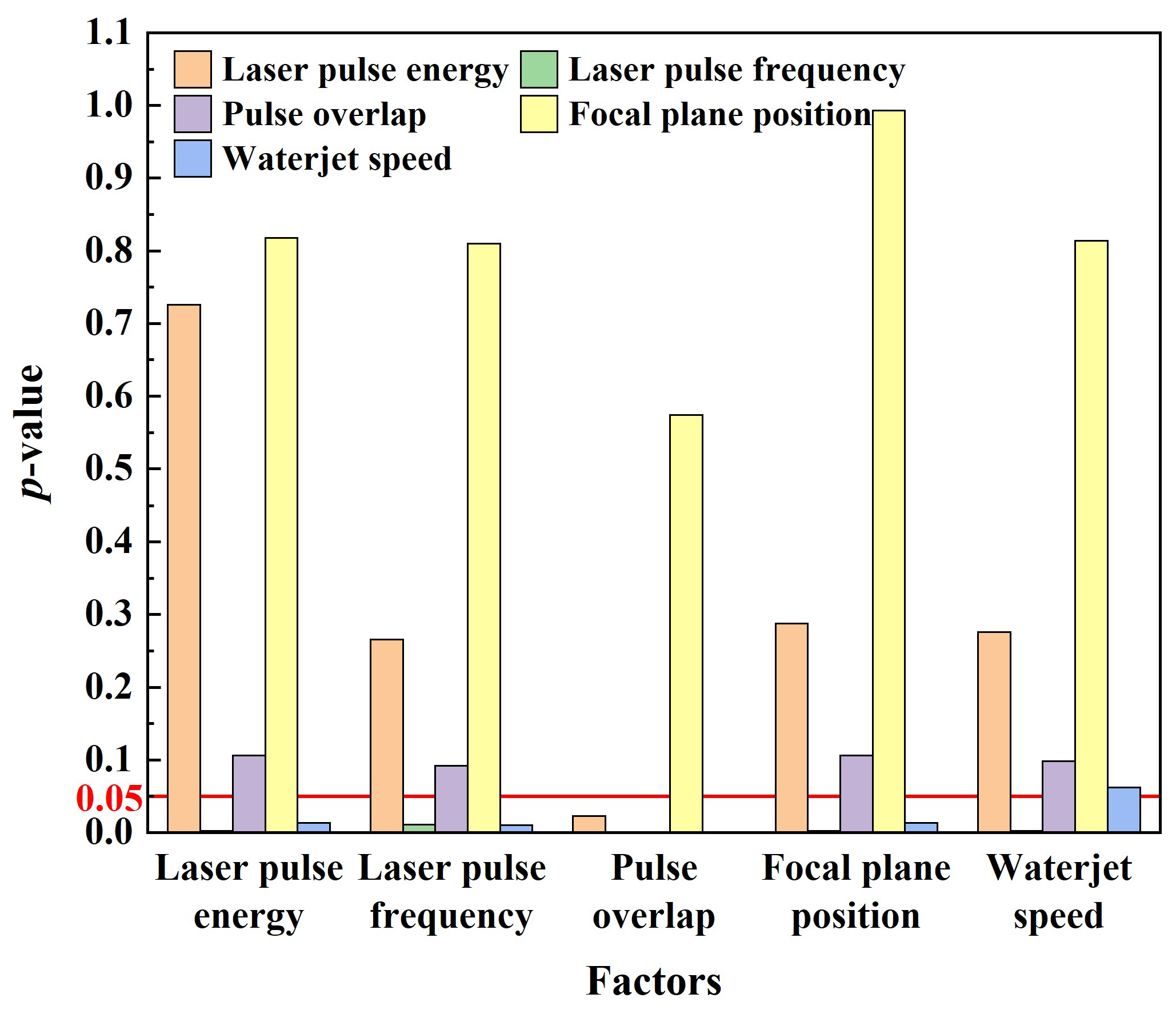
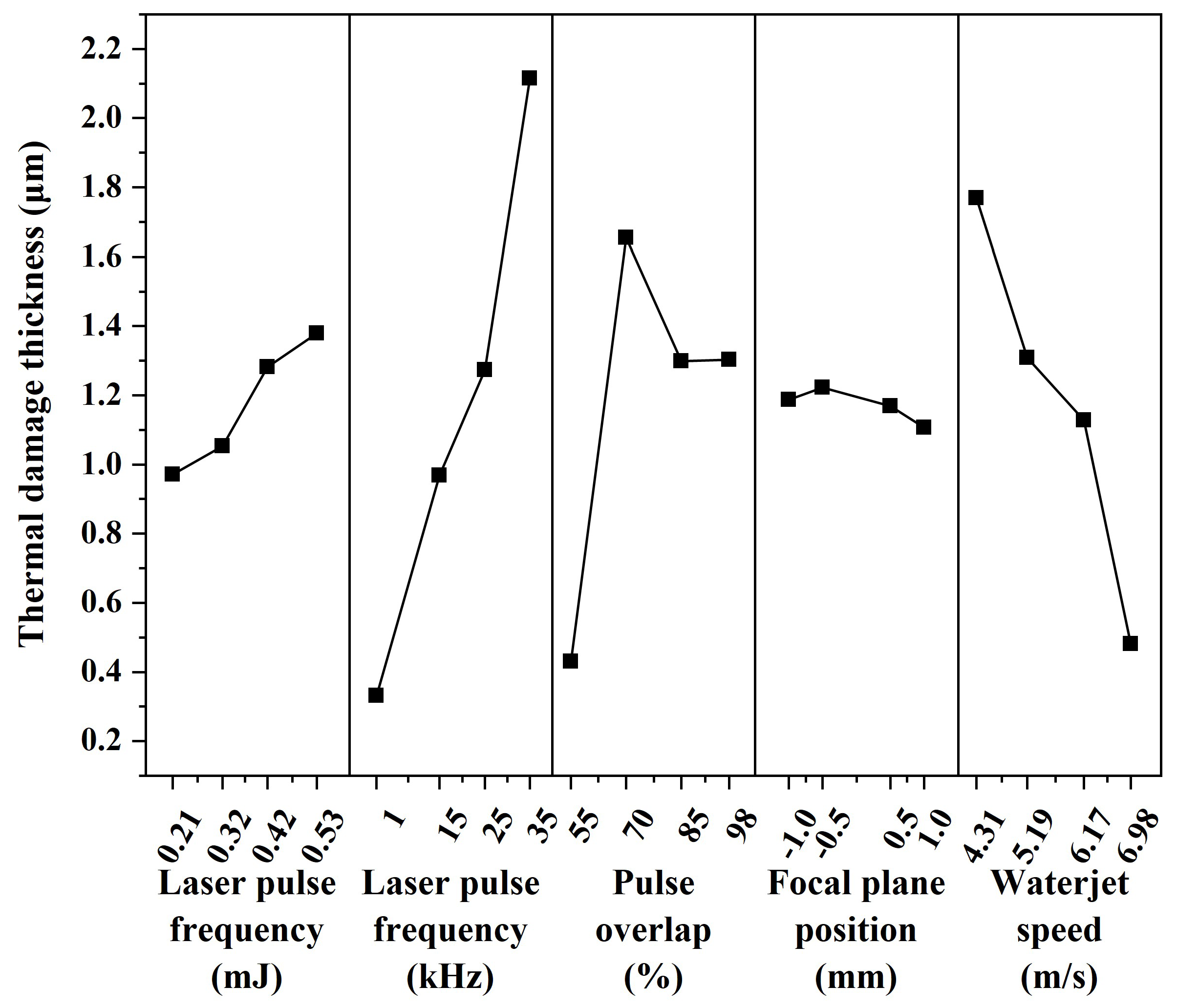
4.2. Variance and Range Analysis
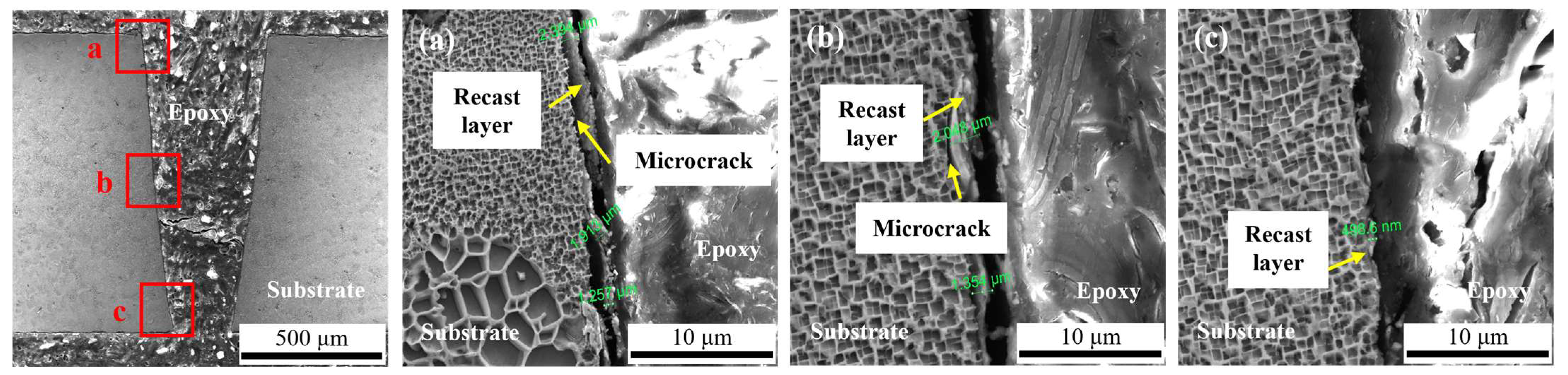
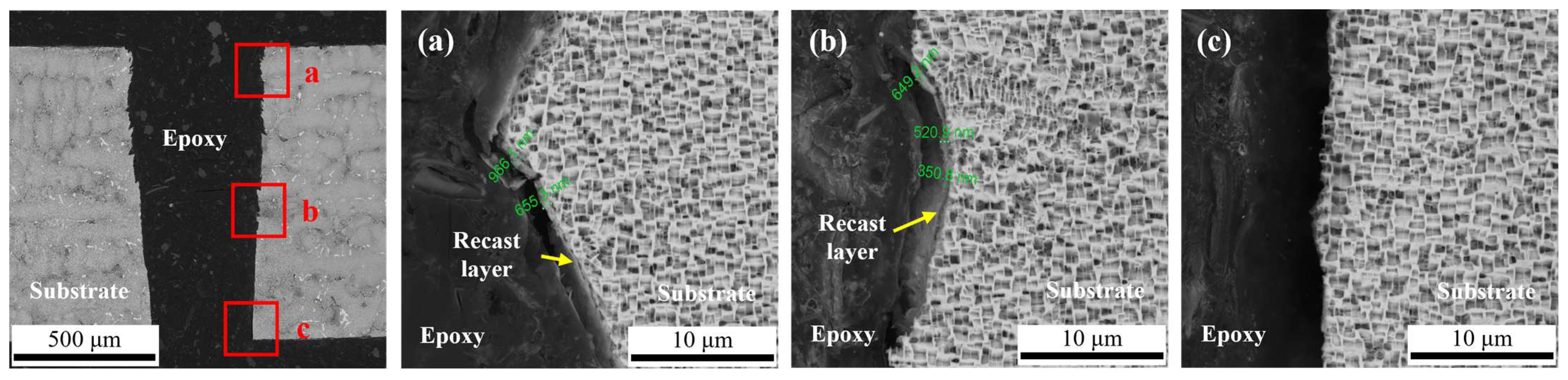
4.3. Comparison between CWALSM and Laser Machining in Air
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- D’Souza, N.; Kantor, B.; West, G.D.; Feitosa, L.M.; Dong, H.B. Key aspects of carbide precipitation during solidification in the Ni-base superalloy, MAR M002. J. Alloys Compd. 2017, 702, 6–12. [Google Scholar] [CrossRef]
- Selvig, A.; Huang, X.; Hildebrand, M.; Stek, D. Investigation of Stress Assisted Grain Boundary Oxidization (SAGBO) Cracking in Mar-M002 High Pressure Turbine Blades. In Proceedings of the Turbo Expo: Power for Land, Sea, and Air, Glasgow, UK, 14–18 June 2010; pp. 899–911. [Google Scholar]
- Xia, W.; Zhao, X.; Yue, L.; Zhang, Z. A review of composition evolution in Ni-based single crystal superalloys. J. Mater. Sci. Technol. 2020, 44, 76–95. [Google Scholar] [CrossRef]
- Subasi, L.; Gokler, M.I.; Yaman, U. A process modeling approach for micro drilling of aerospace alloys with a waterjet guided laser system. Opt. Laser Technol. 2022, 148, 107682. [Google Scholar] [CrossRef]
- Cao, Z.; Qiao, H.; Zhang, Y.; Chen, Y.; Zhao, J. Study on reducing burrs of super alloy through structures in water jet guided laser ablation. J. Manuf. Process. 2022, 77, 809–818. [Google Scholar] [CrossRef]
- Hasan, M.; Zhao, J.; Jiang, Z. A review of modern advancements in micro drilling techniques. J. Manuf. Process. 2017, 29, 343–375. [Google Scholar] [CrossRef] [Green Version]
- Pham, D.T.; Dimov, S.S.; Bigot, S.; Ivanov, A.; Popov, K. Micro-EDM—Recent developments and research issues. J. Mater. Process. Technol. 2004, 149, 50–57. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, Z.; Zhu, Y.; Zhu, D. Machining of a film-cooling hole in a single-crystal superalloy by high-speed electrochemical discharge drilling. Chin. J. Aeronaut. 2016, 29, 560–570. [Google Scholar] [CrossRef] [Green Version]
- Zhai, Z.; Wang, W.; Mei, X.; Li, M.; Li, X. Percussion drilling on nickel-based alloy with thermal barrier coatings using femtosecond laser. Optik 2019, 194, 163066. [Google Scholar] [CrossRef]
- Yu, Z.; Hu, J.; Li, K. Investigating the multiple-pulse drilling on titanium alloy in picosecond laser. J. Mater. Process. Technol. 2019, 268, 10–17. [Google Scholar] [CrossRef]
- Liu, Y. Coaxial waterjet-assisted laser drilling of film cooling holes in turbine blades. Int. J. Mach. Tools Manuf. 2020, 150, 103510. [Google Scholar] [CrossRef]
- Zhu, S.; Lu, Y.; Hong, M.; Chen, X. Laser ablation of solid substrates in water and ambient air. J. Appl. Phys. 2001, 89, 2400–2403. [Google Scholar] [CrossRef]
- Subasi, L.; Diboine, J.; Gunaydin, A.; Tuzemen, C.; Ozaner, O.C.; Martin, R. Water jet guided laser microdrilling of aerospace alloys: Correlation of material properties to process time and quality. J. Laser Appl. 2021, 33, 012015. [Google Scholar] [CrossRef]
- Tangwarodomnukun, V.; Wang, J.; Huang, C.; Zhu, H. An investigation of hybrid laser–waterjet ablation of silicon substrates. Int. J. Mach. Tools Manuf. 2012, 56, 39–49. [Google Scholar] [CrossRef]
- Lu, J.; Xu, R.; Chen, X.; Shen, Z.; Ni, X.; Zhang, S.; Gao, C. Mechanisms of laser drilling of metal plates underwater. J. Appl. Phys. 2004, 95, 3890–3894. [Google Scholar] [CrossRef]
- Tangwarodomnukun, V.; Wang, J.; Mathew, P. A comparison of dry and underwater laser micromachining of silicon substrates. In Proceedings of the Key Engineering Materials, Singapore, 26–28 February 2010; pp. 693–698. [Google Scholar]
- Krstulović, N.; Shannon, S.; Stefanuik, R.; Fanara, C. Underwater-laser drilling of aluminum. Int. J. Adv. Manuf. Technol. 2013, 69, 1765–1773. [Google Scholar] [CrossRef]
- Ageev, V. Investigation of optical erosion of metals in liquids. J. Appl. Spectrosc. 1975, 23, 903–906. [Google Scholar] [CrossRef]
- Kalyanasundaram, D. Mechanics Guided Design of Hybrid Laser/Waterjet System for Machining Hard and Brittle Materials; Iowa State University: Ames, IA, USA, 2009. [Google Scholar]
- Tangwarodomnukun, V.; Wang, J.; Huang, C.; Zhu, H. Heating and material removal process in hybrid laser-waterjet ablation of silicon substrates. Int. J. Mach. Tools Manuf. 2014, 79, 1–16. [Google Scholar] [CrossRef]
- Tangwarodomnukun, V.; Likhitangsuwat, P.; Tevinpibanphan, O.; Dumkum, C. Laser ablation of titanium alloy under a thin and flowing water layer. Int. J. Mach. Tools Manuf. 2015, 89, 14–28. [Google Scholar] [CrossRef]
- Charee, W.; Tangwarodomnukun, V.; Dumkum, C. Laser ablation of silicon in water under different flow rates. Int. J. Adv. Manuf. Technol. 2015, 78, 19–29. [Google Scholar] [CrossRef]
- Tabie, V.M.; Koranteng, M.O.; Yunus, A.; Kuuyine, F. Water-jet guided laser cutting technology-an overview. Lasers Manuf. Mater. Process. 2019, 6, 189–203. [Google Scholar] [CrossRef]
- Liu, Y.; Wei, M.; Zhang, T.; Qiao, H.; Li, H. Overview on the development and critical issues of water jet guided laser machining technology. Opt. Laser Technol. 2021, 137, 106820. [Google Scholar] [CrossRef]
- Zhou, J.; Huang, Y.-X.; Zhao, Y.-W.; Jiao, H.; Liu, Q.-Y.; Long, Y.-H. Study on water-assisted laser ablation mechanism based on water layer characteristics. Opt. Commun. 2019, 450, 112–121. [Google Scholar] [CrossRef]
- Madhukar, Y.K.; Mullick, S.; Nath, A.K. Development of a water-jet assisted laser paint removal process. Appl. Surf. Sci. 2013, 286, 192–205. [Google Scholar] [CrossRef]
- Madhukar, Y.K.; Mullick, S.; Nath, A.K. A study on co-axial water-jet assisted fiber laser grooving of silicon. J. Mater. Process. Technol. 2016, 227, 200–215. [Google Scholar] [CrossRef]
- Madhukar, Y.K.; Mullick, S.; Nath, A.K. An investigation on co-axial water-jet assisted fiber laser cutting of metal sheets. Opt. Lasers Eng. 2016, 77, 203–218. [Google Scholar] [CrossRef]
- Mullick, S.; Madhukar, Y.K.; Roy, S.; Kumar, S.; Shukla, D.K.; Nath, A.K. Development and parametric study of a water-jet assisted underwater laser cutting process. Int. J. Mach. Tools Manuf. 2013, 68, 48–55. [Google Scholar] [CrossRef]
- Mullick, S.; Madhukar, Y.K.; Roy, S.; Nath, A.K. An investigation of energy loss mechanisms in water-jet assisted underwater laser cutting process using an analytical model. Int. J. Mach. Tools Manuf. 2015, 91, 62–75. [Google Scholar] [CrossRef]
- Mullick, S.; Madhukar, Y.K.; Roy, S.; Nath, A.K. Performance optimization of water-jet assisted underwater laser cutting of AISI 304 stainless steel sheet. Opt. Lasers Eng. 2016, 83, 32–47. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Z.; Zhang, G.; Wang, B.; Zhang, W. Study on immersion waterjet assisted laser micromachining process. J. Mater. Process. Technol. 2018, 262, 290–298. [Google Scholar] [CrossRef]
- Lu, Y.; Hong, M.; Low, T. Laser plasma interaction at an early stage of laser ablation. J. Appl. Phys. 1999, 85, 2899–2903. [Google Scholar] [CrossRef]
- Vogel, A.; Busch, S.; Parlitz, U. Shock wave emission and cavitation bubble generation by picosecond and nanosecond optical breakdown in water. J. Acoust. Soc. Am. 1996, 100, 148–165. [Google Scholar] [CrossRef]
- Shima, A. Studies on bubble dynamics. Shock Waves 1997, 7, 33–42. [Google Scholar] [CrossRef]
- Luo, F.; Guan, Y.; Ong, W.; Du, Z.; Ho, G.; Li, F.; Sun, S.; Lim, G.; Hong, M. Enhancement of pulsed laser ablation in environmentally friendly liquid. Opt. Express 2014, 22, 23875–23882. [Google Scholar] [CrossRef] [PubMed]
- Fabbro, R.; Fournier, J.; Ballard, P.; Devaux, D.; Virmont, J. Physical study of laser-produced plasma in confined geometry. J. Appl. Phys. 1990, 68, 775–784. [Google Scholar] [CrossRef]
- Ostrovskaya, G. Efficiency of optical-to-acoustic energy conversion upon the interaction of a pulsed laser radiation with a liquid: I. Calculation of the efficiency upon acoustooptic interaction. Tech. Phys. 2002, 47, 1299–1305. [Google Scholar] [CrossRef]
- Akhatov, I.; Lindau, O.; Topolnikov, A.; Mettin, R.; Vakhitova, N.; Lauterborn, W. Collapse and rebound of a laser-induced cavitation bubble. Phys. Fluids 2001, 13, 2805–2819. [Google Scholar] [CrossRef] [Green Version]
- Malekshahi, M.; Dorranian, D. Evolution of high intensity ultrashort laser pulse spot size propagating through magnetized plasma. Opt. Laser Technol. 2013, 48, 549–553. [Google Scholar] [CrossRef]
- Kruusing, A. Underwater and water-assisted laser processing: Part 1—General features, steam cleaning and shock processing. Opt. Lasers Eng. 2004, 41, 307–327. [Google Scholar] [CrossRef]
- Sanner, N.; Utéza, O.; Bussiere, B.; Coustillier, G.; Leray, A.; Itina, T.; Sentis, M. Measurement of femtosecond laser-induced damage and ablation thresholds in dielectrics. Appl. Phys. A 2009, 94, 889–897. [Google Scholar] [CrossRef]
- Bonse, J.; Wrobel, J.; Krüger, J.; Kautek, W. Ultrashort-pulse laser ablation of indium phosphide in air. Appl. Phys. A 2001, 72, 89–94. [Google Scholar] [CrossRef]
- Chen, T.; Chen, X.; Liu, G.; Zhang, X.; Zhang, W. Research on the ablation mechanism and ablation threshold of CMC-SiCf/SiC by using dual-beam coupling nanosecond laser. Ceram. Int. 2022, 48, 24822–24839. [Google Scholar] [CrossRef]
- Jandeleit, J.; Urbasch, G.; Hoffmann, H.; Treusch, H.-G.; Kreutz, E. Picosecond laser ablation of thin copper films. Appl. Phys. A 1996, 63, 117–121. [Google Scholar] [CrossRef]
- Liao, Z.; Xu, D.; Axinte, D.; Diboine, J.; Wretland, A. Surface formation mechanism in waterjet guided laser cutting of a Ni-based superalloy. CIRP Ann. 2021, 70, 155–158. [Google Scholar] [CrossRef]
- Mishra, S.; Yadava, V. Laser beam micromachining (LBMM)—A review. Opt. Lasers Eng. 2015, 73, 89–122. [Google Scholar] [CrossRef]
- Chen, X.; Xu, R.; Shen, Z.; Lu, J.; Ni, X. Impact of a liquid-jet produced by the collapse of laser-induced bubbles against a solid boundary. Microw. Opt. Technol. Lett. 2006, 48, 1525–1528. [Google Scholar] [CrossRef]
- Feng, S.; Huang, C.; Wang, J.; Jia, Z. Surface quality evaluation of single crystal 4H-SiC wafer machined by hybrid laser-waterjet: Comparing with laser machining. Mater. Sci. Semicond. Process. 2019, 93, 238–251. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Co | W | Al | Ti | Ta | Hf | B | Zr | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Wt. [%] | 0.15 | 9 | 10 | 10 | 5.5 | 1.5 | 2.5 | 1.45 | 0.015 | 0.055 | Bal. |
| Physical Properties | Values |
|---|---|
| Density [g∙cm−3] | 8.5 |
| Specific heat [J∙kg−1∙°C−1] | 419–595 |
| Thermal conductivity [W∙m−1∙°C−1] | 7.54–22.19 |
| Melting point [°C] | 1280–1380 |
| Thermal diffusivity [10−6∙m2∙s−1] | 2.1–4.4 |
| Mechanical Properties | Values |
|---|---|
| Yield strength Rp0.2 [MPa] | 737 (≥) |
| Tensile strength Rm [MPa] | 687 (≥) |
| Elongation A [%] | 32 |
| Reduction in cross section on fracture Z [%] | 23 |
| HBW | 143 |
| Factor | Level | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Laser pulse energy [mJ] | 0.21 | 0.32 | 0.42 | 0.53 |
| Laser pulse frequency [kHz] | 1 | 15 | 25 | 35 |
| Pulse overlap [%] | 55 | 70 | 85 | 98 |
| Focal plane position [mm] | −1.0 | −0.5 | 0.5 | 1.0 |
| Waterjet speed [m/s] | 4.31 | 5.19 | 6.17 | 6.98 |
| Number | Laser Pulse Energy [mJ] | Laser Pulse Frequency [kHz] | Pulse Overlap [%] | Focal Plane Position [mm] | Waterjet Speed [m/s] |
|---|---|---|---|---|---|
| 1 | 0.21 | 1 | 55 | −1.0 | 4.31 |
| 2 | 0.21 | 15 | 70 | −0.5 | 5.19 |
| 3 | 0.21 | 25 | 85 | 0.5 | 6.17 |
| 4 | 0.21 | 35 | 98 | 1.0 | 6.98 |
| 5 | 0.32 | 1 | 70 | 0.5 | 6.98 |
| 6 | 0.32 | 15 | 55 | 1.0 | 6.17 |
| 7 | 0.32 | 25 | 98 | −1.0 | 5.19 |
| 8 | 0.32 | 35 | 85 | −0.5 | 4.31 |
| 9 | 0.42 | 1 | 85 | 1.0 | 5.19 |
| 10 | 0.42 | 15 | 98 | 0.5 | 4.31 |
| 11 | 0.42 | 25 | 55 | −0.5 | 6.98 |
| 12 | 0.42 | 35 | 70 | −1.0 | 6.17 |
| 13 | 0.53 | 1 | 98 | −0.5 | 6.17 |
| 14 | 0.53 | 15 | 85 | −1.0 | 6.98 |
| 15 | 0.53 | 25 | 70 | 1.0 | 4.31 |
| 16 | 0.53 | 35 | 55 | 0.5 | 5.19 |
| Laser Pulse Frequency [kHz] | Number of Pulses | Laser Power [W] |
|---|---|---|
| 30 | 1 | 4.51, 7.05, 10.35, 13.46, 16.59, 19.34, 21.21 |
| Range | Factor | ||||
|---|---|---|---|---|---|
| Laser Pulse Energy [mJ] | Laser Pulse Frequency [kHz] | Pulse Overlap [%] | Focal Plane Position [mm] | Waterjet Speed [m/s] | |
| kJ1 | 0.9710 | 0.3295 | 0.4285 | 1.1873 | 1.7695 |
| kJ2 | 1.0537 | 0.9680 | 1.6545 | 1.2228 | 1.3085 |
| kJ3 | 1.2817 | 1.2730 | 1.2995 | 1.1683 | 1.1280 |
| kJ4 | 1.3793 | 2.1153 | 1.3032 | 1.1075 | 0.4798 |
| RJ | 0.4083 | 1.7858 | 1.2260 | 0.1153 | 1.2898 |
| Rank | 4 | 1 | 3 | 5 | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Wang, B.; Yuan, C.; Yu, A.; Zhang, W.; Sheng, L. Experimental Study on Coaxial Waterjet-Assisted Laser Scanning Machining of Nickel-Based Special Alloy. Micromachines 2023, 14, 641. https://doi.org/10.3390/mi14030641
Wang J, Wang B, Yuan C, Yu A, Zhang W, Sheng L. Experimental Study on Coaxial Waterjet-Assisted Laser Scanning Machining of Nickel-Based Special Alloy. Micromachines. 2023; 14(3):641. https://doi.org/10.3390/mi14030641
Chicago/Turabian StyleWang, Jiajia, Bin Wang, Chenhu Yuan, Aibing Yu, Wenwu Zhang, and Liyuan Sheng. 2023. "Experimental Study on Coaxial Waterjet-Assisted Laser Scanning Machining of Nickel-Based Special Alloy" Micromachines 14, no. 3: 641. https://doi.org/10.3390/mi14030641