
Prediction of Both E-Jet Printing Ejection Cycle Time and Droplet Diameter Based on Random Forest Regression

Abstract
:1. Introduction
2. Materials and Methods
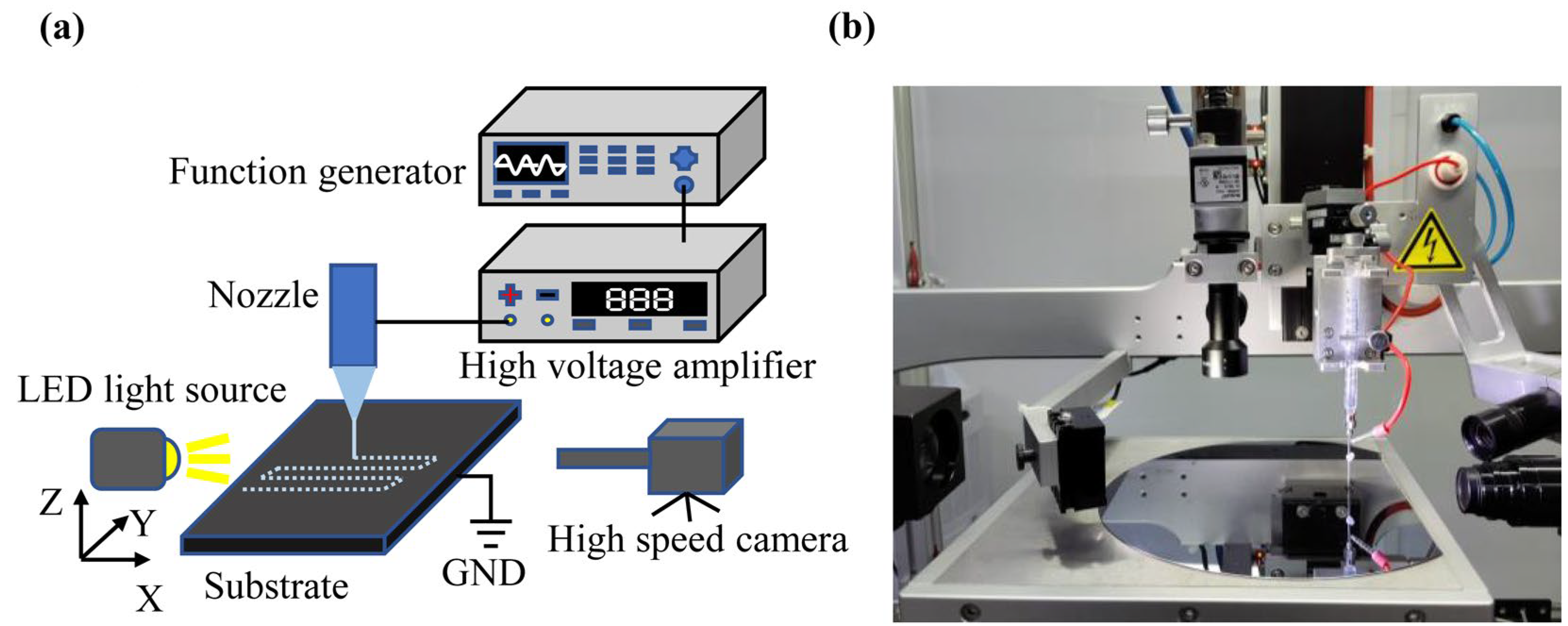
2.1. E-Jet-Printing System
2.2. E-Jet-Printing Liquids
2.3. Printing Experimental Design
3. Machine-Learning Methods
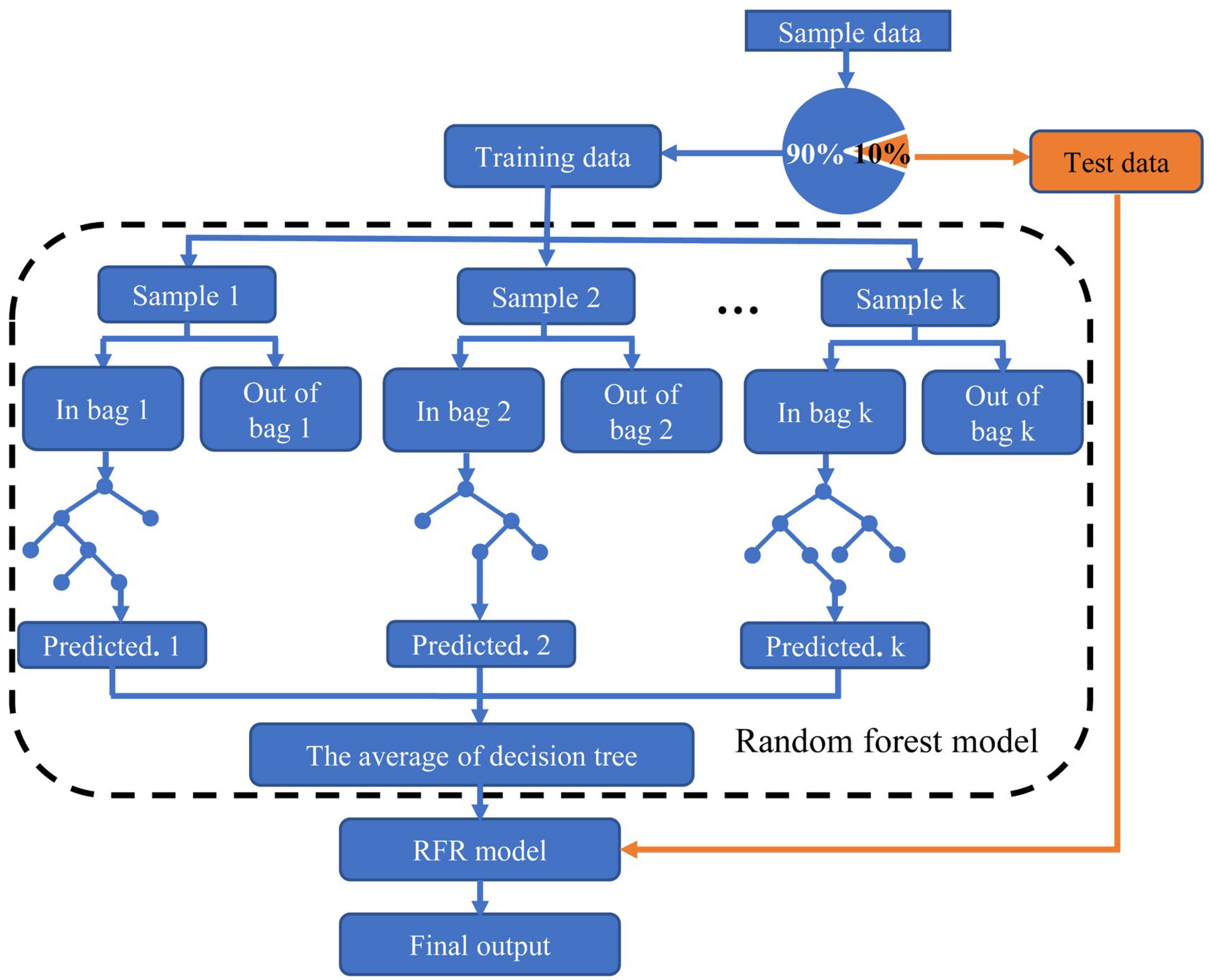
3.1. RFR Model
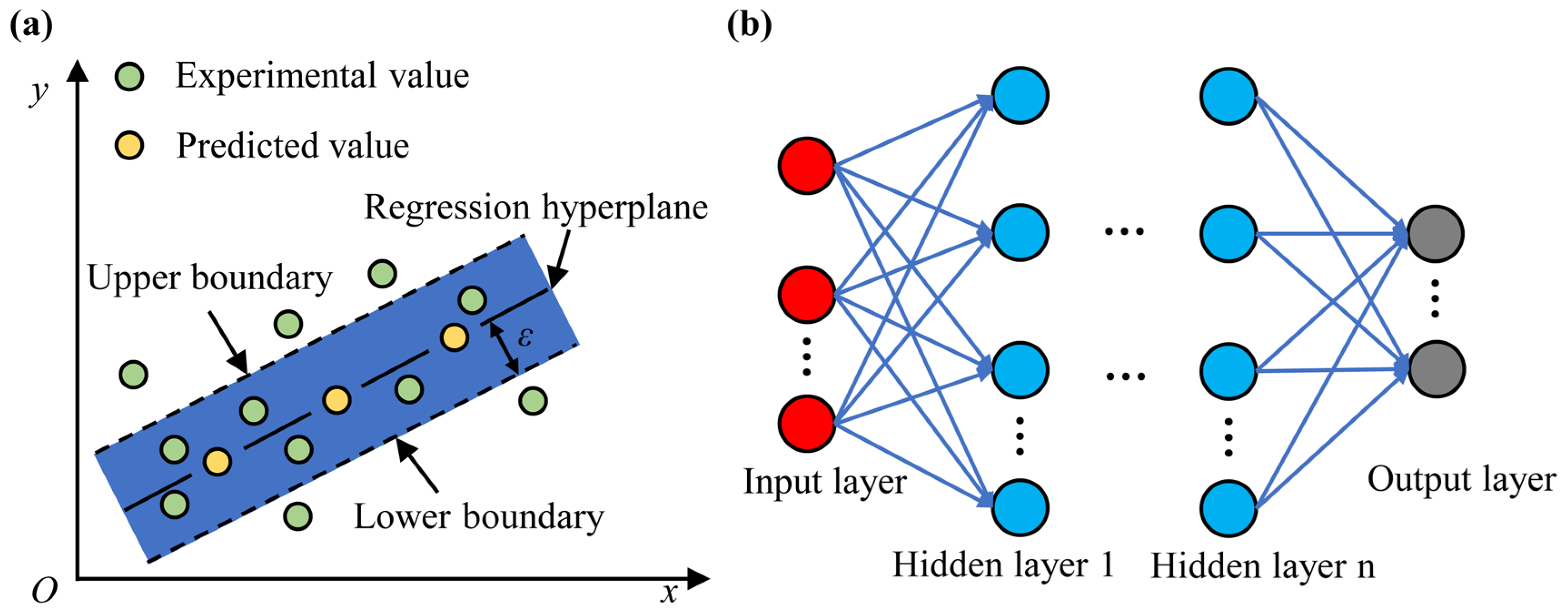
3.2. SVR and ANN Model
3.3. Model Performance Evaluation
4. Results and Discussions
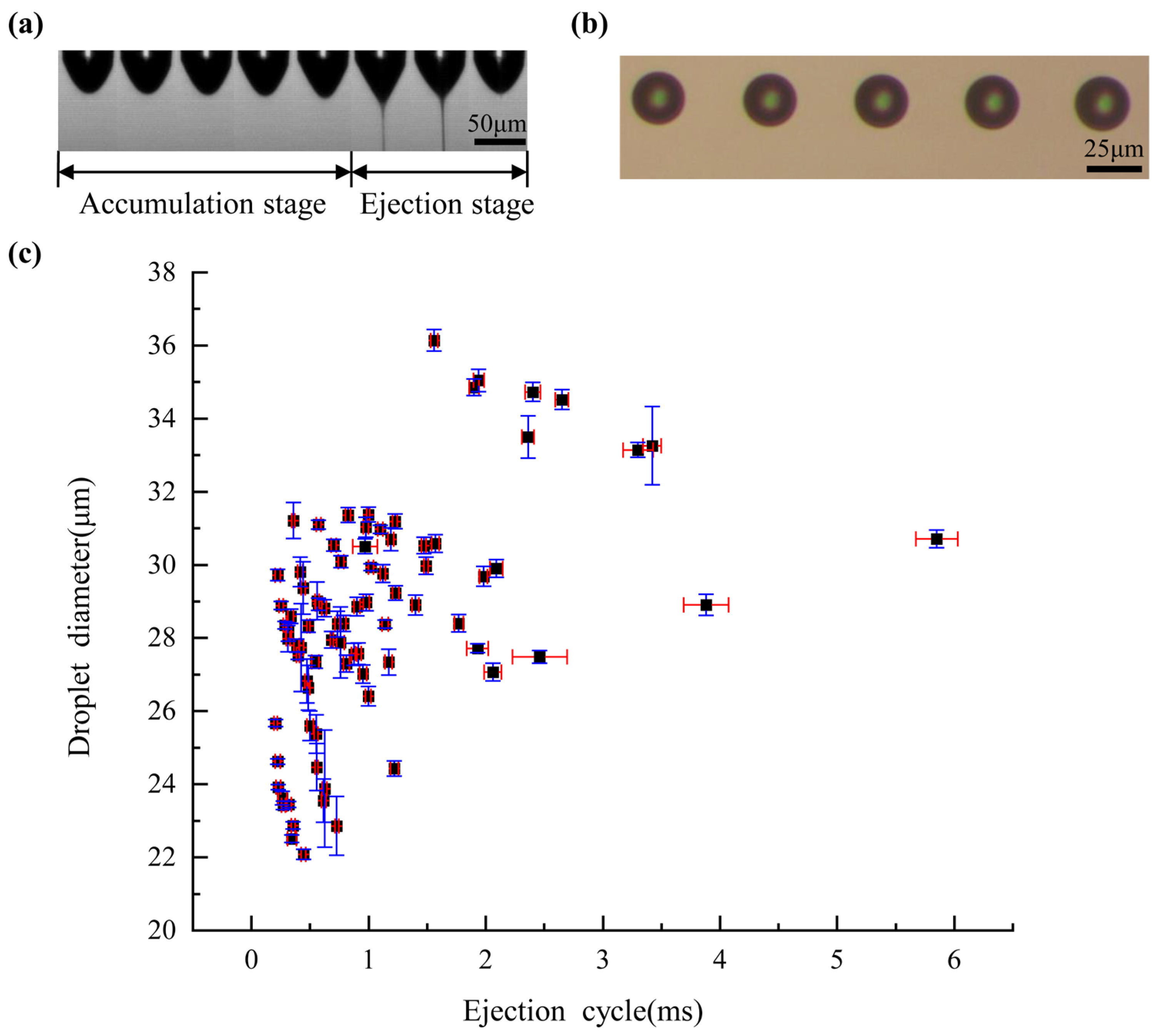
4.1. Printing Results
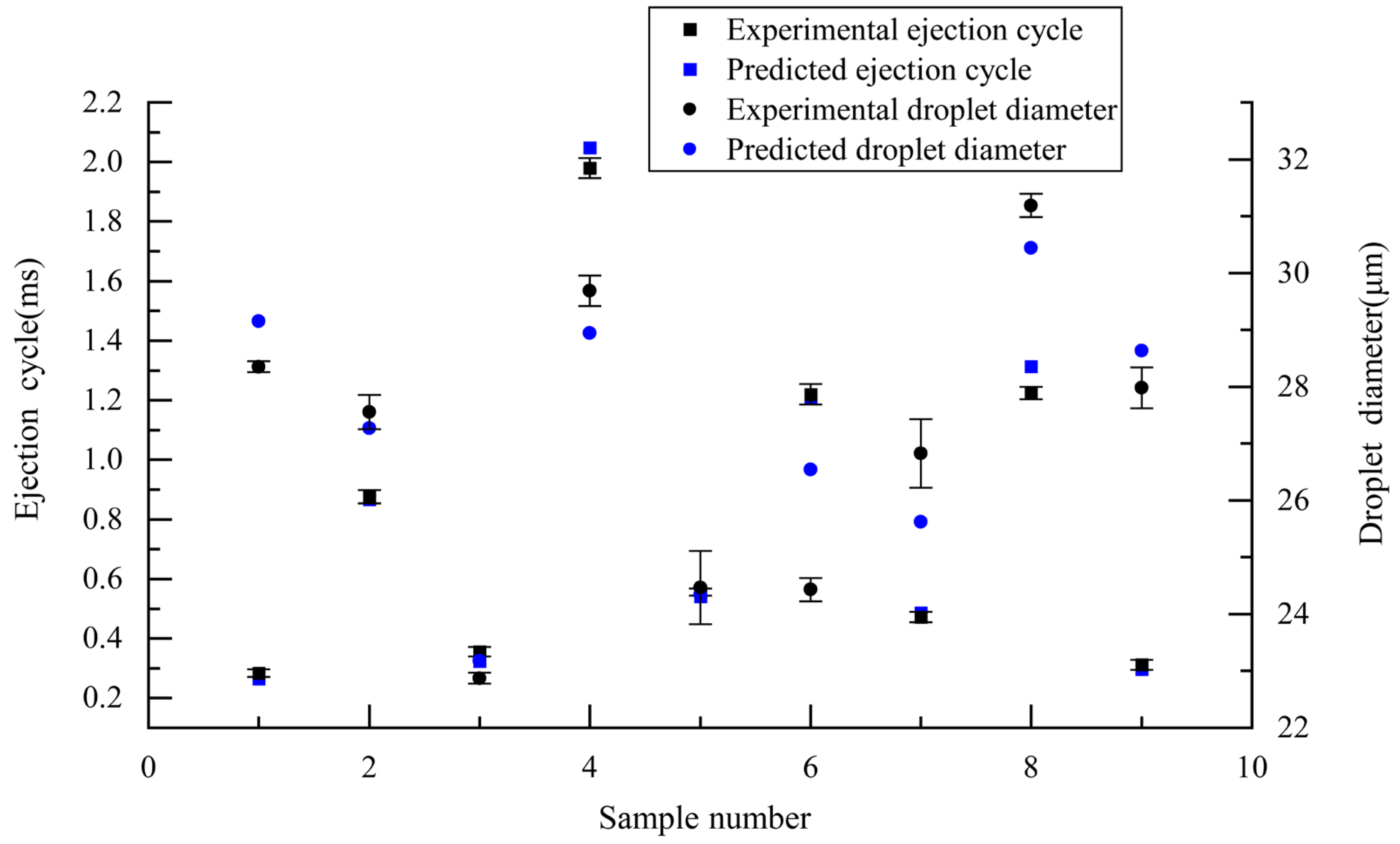
4.2. Prediction Performance of RFR Model
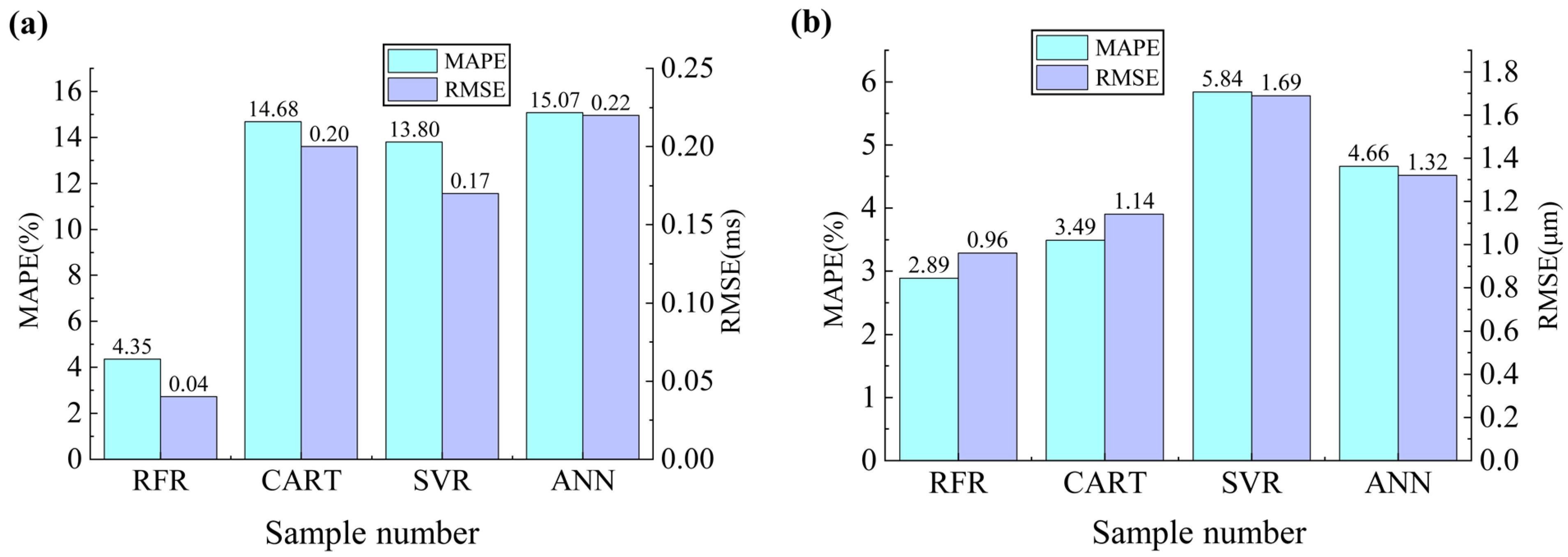
4.3. Performance Comparison between Different Models
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gañán-Calvo, A.M. Cone-Jet Analytical Extension of Taylor’s Electrostatic Solution and the Asymptotic Universal Scaling Laws in Electrospraying. Phys. Rev. Lett. 1997, 79, 217–220. [Google Scholar] [CrossRef]
- Li, K.; Wang, D.; Wang, Q.; Song, K.; Liang, J.; Sun, Y.; Madoua, M. Thermally Assisted Electrohydrodynamic Jet High-Resolution Printing of High-Molecular Weight Biopolymer 3D Structures. Macromol. Mater. Eng. 2018, 303, 1800345. [Google Scholar] [CrossRef]
- Wang, J.; Huang, R.; Chen, H.; Qiao, X.; Shi, X.; Wang, X.; Cheng, Y.; Tan, W.; Tan, Z. Personalized Single-Cell Encapsulation Using E-Jet 3D Printing with AC-Pulsed Modulation. Macromol. Mater. Eng. 2019, 304, 1800776. [Google Scholar] [CrossRef]
- Kim, K.; Kim, G.; Lee, B.R.; Ji, S.; Kim, S.Y.; An, B.W.; Song, M.H.; Park, J.U. High-Resolution Electrohydrodynamic Jet Printing of Small-Molecule Organic Light-Emitting Diodes. Nanoscale 2015, 7, 13410–13415. [Google Scholar] [CrossRef]
- Kim, B.H.; Onses, M.S.; Lim, J.B.; Nam, S.; Oh, N.; Kim, H.; Yu, K.J.; Lee, J.W.; Kim, J.H.; Kang, S.K.; et al. High-Resolution Patterns of Quantum Dots Formed by Electrohydrodynamic Jet Printing for Light-Emitting Diodes. Nano Lett. 2015, 15, 969–973. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Jeong, Y.J.; Hong, J.; Kwon, H.J.; Ye, H.; Wang, R.; Choi, H.H.; Kong, H.; Hwang, H.; Kim, S.H.; et al. Electrohydrodynamic-Jet-Printed Phthalimide-Derived Conjugated Polymers for Organic Field-Effect Transistors and Logic Gates. ACS Appl. Mater. Interfaces 2022, 14, 7073–7081. [Google Scholar] [CrossRef]
- Hong, S.; Na, J.W.; Lee, I.S.; Kim, H.T.; Kang, B.H.; Chung, J.; Kim, H.J. Simultaneously Defined Semiconducting Channel Layer Using Electrohydrodynamic Jet Printing of a Passivation Layer for Oxide Thin-Film Transistors. ACS Appl. Mater. Interfaces 2020, 12, 39705–39712. [Google Scholar] [CrossRef]
- Seong, B.; Yoo, H.; Nguyen, V.D.; Jang, Y.; Ryu, C.; Byun, D. Metal-Mesh Based Transparent Electrode on a 3-D Curved Surface by Electrohydrodynamic Jet Printing. J. Micromechanics Microengineering 2014, 24, 097002. [Google Scholar] [CrossRef]
- Im, B.; Lee, S.-K.; Kang, G.; Moon, J.; Byun, D.; Cho, D.-H. Electrohydrodynamic Jet Printed Silver-Grid Electrode for Transparent Raindrop Energy-Based Triboelectric Nanogenerator. Nano Energy 2022, 95, 107049. [Google Scholar] [CrossRef]
- Vespini, V.; Coppola, S.; Todino, M.; Paturzo, M.; Bianco, V.; Grilli, S.; Ferraro, P. Forward Electrohydrodynamic Inkjet Printing of Optical Microlenses on Microfluidic Devices. Lab Chip 2016, 16, 326–333. [Google Scholar] [CrossRef]
- Zhao, K.; Wang, D.; Li, K.; Jiang, C.; Wei, Y.; Qian, J.; Feng, L.; Du, Z.; Xu, Z.; Liang, J. Drop-on-Demand Electrohydrodynamic Jet Printing of Graphene and Its Composite Microelectrode for High Performance Electrochemical Sensing. J. Electrochem. Soc. 2020, 167, 107508. [Google Scholar] [CrossRef]
- Pannico, M.; Musto, P.; Rega, R.; Vespini, V.; Grilli, S.; Ferraro, P. Direct Printing of Gold Nanospheres from Colloidal Solutions by Pyro-Electrohydrodynamic Jet Allows Hypersensitive SERS Sensing. Appl. Surf. Sci. 2020, 531, 147393. [Google Scholar] [CrossRef]
- He, L.; Lu, J.; Han, C.; Liu, X.; Liu, J.; Zhang, C. Electrohydrodynamic Pulling Consolidated High-Efficiency 3D Printing to Architect Unusual Self-Polarized β-PVDF Arrays for Advanced Piezoelectric Sensing. Small 2022, 18, 2200114. [Google Scholar] [CrossRef]
- Liang, H.; Yao, R.; Zhang, G.; Zhang, X.; Liang, Z.; Yang, Y.; Ning, H.; Zhong, J.; Qiu, T.; Peng, J. A Strategy toward Realizing Narrow Line with High Electrical Conductivity by Electrohydrodynamic Printing. Membranes 2022, 12, 141. [Google Scholar] [CrossRef]
- Cui, Z.; Han, Y.; Huang, Q.; Dong, J.; Zhu, Y. Electrohydrodynamic Printing of Silver Nanowires for Flexible and Stretchable Electronics. Nanoscale 2018, 10, 6806–6811. [Google Scholar] [CrossRef]
- Qin, H.; Wei, C.; Dong, J.; Lee, Y.S. Direct Printing and Electrical Characterization of Conductive Micro-Silver Tracks by Alternating Current-Pulse Modulated Electrohydrodynamic Jet Printing. J. Manuf. Sci. Eng. Trans. ASME 2017, 139, 1–10. [Google Scholar] [CrossRef] [Green Version]
- An, S.; Lee, M.W.; Kim, N.Y.; Lee, C.; Al-Deyab, S.S.; James, S.C.; Yoon, S.S. Effect of Viscosity, Electrical Conductivity, and Surface Tension on Direct-Current-Pulsed Drop-on-Demand Electrohydrodynamic Printing Frequency. Appl. Phys. Lett. 2014, 105, 214102. [Google Scholar] [CrossRef]
- Chen, C.-H.; Saville, D.A.; Aksay, I.A. Scaling Laws for Pulsed Electrohydrodynamic Drop Formation. Appl. Phys. Lett. 2006, 89, 124103. [Google Scholar] [CrossRef] [Green Version]
- Choi, H.K.; Park, J.U.; Park, O.O.; Ferreira, P.M.; Georgiadis, J.G.; Rogers, J.A. Scaling Laws for Jet Pulsations Associated with High-Resolution Electrohydrodynamic Printing. Appl. Phys. Lett. 2008, 92, 123109. [Google Scholar] [CrossRef] [Green Version]
- Bober, D.B.; Chen, C.H. Pulsating Electrohydrodynamic Cone-Jets: From Choked Jet to Oscillating Cone. J. Fluid Mech. 2011, 689, 552–563. [Google Scholar] [CrossRef] [Green Version]
- Ball, A.K.; Roy, S.S.; Kisku, D.R.; Murmu, N.C.; Coelho, L. dos S. Optimization of Drop Ejection Frequency in EHD Inkjet Printing System Using an Improved Firefly Algorithm. Appl. Soft Comput. 2020, 94, 106438. [Google Scholar] [CrossRef]
- Qian, L.; Lan, H.; Zhang, G. A Theoretical Model for Predicting the Feature Size Printed by Electrohydrodynamic Jet Printing. Appl. Phys. Lett. 2018, 112, 203505. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, Q.; Zhang, Y.; Jiang, Y.; Xia, L. Formation of Mono-Dispersed Droplets with Electric Periodic Dripping Regime in Electrohydrodynamic (EHD) Atomization. Chin. J. Chem. Eng. 2020, 28, 1241–1249. [Google Scholar] [CrossRef]
- Collins, R.T.; Jones, J.J.; Harris, M.T.; Basaran, O.A. Electrohydrodynamic Tip Streaming and Emission of Charged Drops from Liquidcones. Nat. Phys. 2008, 4, 149–154. [Google Scholar] [CrossRef]
- Jiang, L.; Yu, L.; Premaratne, P.; Zhang, Z.; Qin, H. CFD-Based Numerical Modeling to Predict the Dimensions of Printed Droplets in Electrohydrodynamic Inkjet Printing. J. Manuf. Process. 2021, 66, 125–132. [Google Scholar] [CrossRef]
- Guo, L.; Duan, Y.; Huang, Y.; Yin, Z. Experimental Study of the Influence of Ink Properties and Process Parameters on Ejection Volume in Electrohydrodynamic Jet Printing. Micromachines 2018, 9, 522. [Google Scholar] [CrossRef] [Green Version]
- Fathipour-Azar, H. Polyaxial Rock Failure Criteria: Insights from Explainable and Interpretable Data-Driven Models. Rock Mech. Rock Eng. 2022, 55, 2071–2089. [Google Scholar] [CrossRef]
- Jackulin Mahariba, A.; Jackulin Mahariba, A.J.; Jackulin Mahariba, A.J.; Uthra, A.; Rajan, G.B. An Efficient Automatic Accident Detection System Using Inertial Measurement through Machine Learning Techniques for Powered Two Wheelers. Expert Syst. Appl. 2022, 192, 116389. [Google Scholar] [CrossRef]
- Liu, Y.; Yan, W.; Zhu, H.; Tu, Y.; Guan, L.; Tan, X. Study on Bandgap Predications of ABX3-Type Perovskites by Machine Learning. Org. Electron. 2022, 101, 106426. [Google Scholar] [CrossRef]
- Li, T.; Yang, Y.; Huang, J.; Chen, R.; Wu, Y.; Li, Z.; Lin, G.; Liu, H.; Wu, M. Machine Learning to Predict Post-Operative Acute Kidney Injury Stage 3 after Heart Transplantation. BMC Cardiovasc. Disord. 2022, 22, 1–9. [Google Scholar] [CrossRef]
- BREIMAN, L. Random Forests. Mach. Learn. 2001, 45, 5–32. [Google Scholar] [CrossRef] [Green Version]
- Yin, L.; Sun, Z.; Gao, F.; Liu, H. Deep Forest Regression for Short-Term Load Forecasting of Power Systems. IEEE Access 2020, 8, 49090–49099. [Google Scholar] [CrossRef]
- Montesinos-López, O.A.; Montesinos-López, A.; Mosqueda-Gonzalez, B.A.; Montesinos-López, J.C.; Crossa, J.; Ramirez, N.L.; Singh, P.; Valladares-Anguiano, F.A. A Zero Altered Poisson Random Forest Model for Genomic-Enabled Prediction. G3 Genes|Genomes|Genet. 2021, 11, jkaa057. [Google Scholar] [CrossRef]
- Lee, S.; Kim, J. Prediction of Nanofiltration and Reverse-Osmosis-Membrane Rejection of Organic Compounds Using Random Forest Model. J. Environ. Eng. 2020, 146, 04020127. [Google Scholar] [CrossRef]
- Alabdulkarim, A.; Al-Rodhaan, M.; Tian, Y.; Al-Dhelaan, A. A Privacy-Preserving Algorithm for Clinical Decision-Support Systems Using Random Forest. Comput. Mater. Contin. 2019, 58, 585–601. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Density (Kg/m3) | Conductivity (μS/cm) | Surface Tension(mN/m) | Viscosity(mPa·s) |
|---|---|---|---|---|
| 1 | 1223.9 | 5 | 66.7 | 35 |
| 2 | 1223.9 | 10 | 66.7 | 35 |
| 3 | 1223.9 | 15 | 66.7 | 35 |
| 4 | 1231.6 | 5 | 67.3 | 50 |
| 5 | 1231.6 | 10 | 67.3 | 50 |
| 6 | 1231.6 | 15 | 67.3 | 50 |
| 7 | 1238.9 | 5 | 66.9 | 65 |
| 8 | 1238.9 | 10 | 66.9 | 65 |
| 9 | 1238.9 | 15 | 66.9 | 65 |
| Process Parameter | Level | ||
|---|---|---|---|
| Voltage (V) | 1150 | 1160 | 1170 |
| Nozzle-to-substrate distance (μm) | 280 | 290 | 300 |
| Viscosity (mPa·s) | 35 | 50 | 65 |
| Conductivity (μS/cm) | 5 | 10 | 15 |
| C | σ | ε |
|---|---|---|
| 5 | 0.1 | 0.001 |
| 10 | 0.3 | 0.01 |
| 20 | 0.7 | 0.1 |
| 40 | 1 | 1 |
| Number of Neurons in Hidden Layer 1 | Number of Neurons in Hidden Layer 2 | Number of Neurons in Hidden Layer 3 |
|---|---|---|
| 5 | 5 | 5 |
| 10 | 10 | 10 |
| 15 | 15 | 15 |
| 20 | 20 | 20 |
| Sample Number | Experimental Ejection Cycle Time (ms) | Predicted Ejection Cycle Time of RFR (ms) | Relative Error (%) | Experimental Droplet Diameter (μm) | Predicted Droplet Diameter of RFR (μm) | Relative Error (%) |
|---|---|---|---|---|---|---|
| 1 | 0.284 ± 0.013 | 0.265 | −6.690 | 28.353 ± 0.099 | 29.153 | 2.822 |
| 2 | 0.876 ± 0.023 | 0.866 | −1.142 | 27.555 ± 0.304 | 27.270 | −1.034 |
| 3 | 0.355 ± 0.016 | 0.324 | −8.732 | 22.874 ± 0.098 | 23.179 | 1.333 |
| 4 | 1.98 ± 0.034 | 2.048 | 3.434 | 29.688 ± 0.269 | 28.947 | −2.496 |
| 5 | 0.556 ± 0.013 | 0.541 | −2.698 | 24.469 ± 0.643 | 24.344 | −0.511 |
| 6 | 1.22 ± 0.034 | 1.207 | −1.066 | 24.432 ± 0.206 | 26.540 | 8.628 |
| 7 | 0.472 ± 0.017 | 0.486 | 2.966 | 26.827 ± 0.605 | 25.622 | −4.492 |
| 8 | 1.224 ± 0.021 | 1.313 | 7.271 | 31.188 ± 0.202 | 30.438 | −2.405 |
| 9 | 0.312 ± 0.017 | 0.296 | −5.128 | 27.980 ± 0.360 | 28.630 | 2.323 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Lao, Z.; Wang, R.; Li, J.; Gai, J.; You, H. Prediction of Both E-Jet Printing Ejection Cycle Time and Droplet Diameter Based on Random Forest Regression. Micromachines 2023, 14, 623. https://doi.org/10.3390/mi14030623
Chen Y, Lao Z, Wang R, Li J, Gai J, You H. Prediction of Both E-Jet Printing Ejection Cycle Time and Droplet Diameter Based on Random Forest Regression. Micromachines. 2023; 14(3):623. https://doi.org/10.3390/mi14030623
Chicago/Turabian StyleChen, Yuanfen, Zongkun Lao, Renzhi Wang, Jinwei Li, Jingyao Gai, and Hui You. 2023. "Prediction of Both E-Jet Printing Ejection Cycle Time and Droplet Diameter Based on Random Forest Regression" Micromachines 14, no. 3: 623. https://doi.org/10.3390/mi14030623