
Artificial Intelligence-Based Smart Quality Inspection for Manufacturing

Abstract
:1. Introduction
2. Health Monitoring in Manufacturing
2.1. Prognostics and Health Management (PHM)
2.2. Quality Control (QC)
3. Overview of Quality Inspection
3.1. Quality Inspection Process
- Precision: The decisions made should be well-informed, to ensure that there are no biases or errors.
- Validity: Decisions made must be valid and must not differ if the product were to be available for use.
- Reliability: There must be consistency in the decisions made—repeatability and reproducibility. The decision process should not require recalibration.
- Robustness: The decision-making must demonstrate versatility in detecting different types of defects.
- Rapidness: The process must be quick and must be able to act before any more defective products are produced.
3.2. Visual Inspection
- Present: Present the product for inspection.
- Search: Examine and analyze the product for possible flaws/defects.
- Decision: Assess the flaws/defects and determine if it falls out of the desired specifications.
- Action: Accept or reject the item based on the decision.
3.3. Factors Affecting Visual Inspection
4. Casting Process
4.1. Types of Casting Processes
- (a)
- Sand Casting—most metal types
- (b)
- Investment Casting—most metal types
- (c)
- Resin Shell Molding—Primarily Iron and Copper
- (d)
- Gravity Die Casting—Primarily Aluminum, Zinc, Magnesium, Copper, and some of their alloys
- (e)
- Low-Pressure Die Casting—Primarily Aluminum and Magnesium
- (f)
- High-Pressure Die Casting—Primarily Aluminum, Magnesium, and Zinc
- (g)
- Squeeze Casting—Primarily Aluminum
4.2. Steps in the Casting Process
- Patternmaking—Designing and preparing a pattern
- Preparing the mold that is approximately the same shape/size as the desired pattern
- Identifying the material to be used in casting (usually metals or allows)
- Liquefying the material in a furnace
- Pouring the liquefied metal into the cavity of the mold
- Opening the mold to access the casting
- Fettling—removing excess material, surface cleaning, and finishing
- Heat treatment based on requirements
- Final inspection
4.3. Inspection in the Casting Process
5. Deep Learning for Quality Inspection
6. State-of-the-Art in Visual Inspection and Research Gap
- performs well in detecting defects, i.e., shows high accuracy, precision, recall, etc.,
- minimizes the factors affecting the visual inspection process, and
- allows documentation of decisions made.
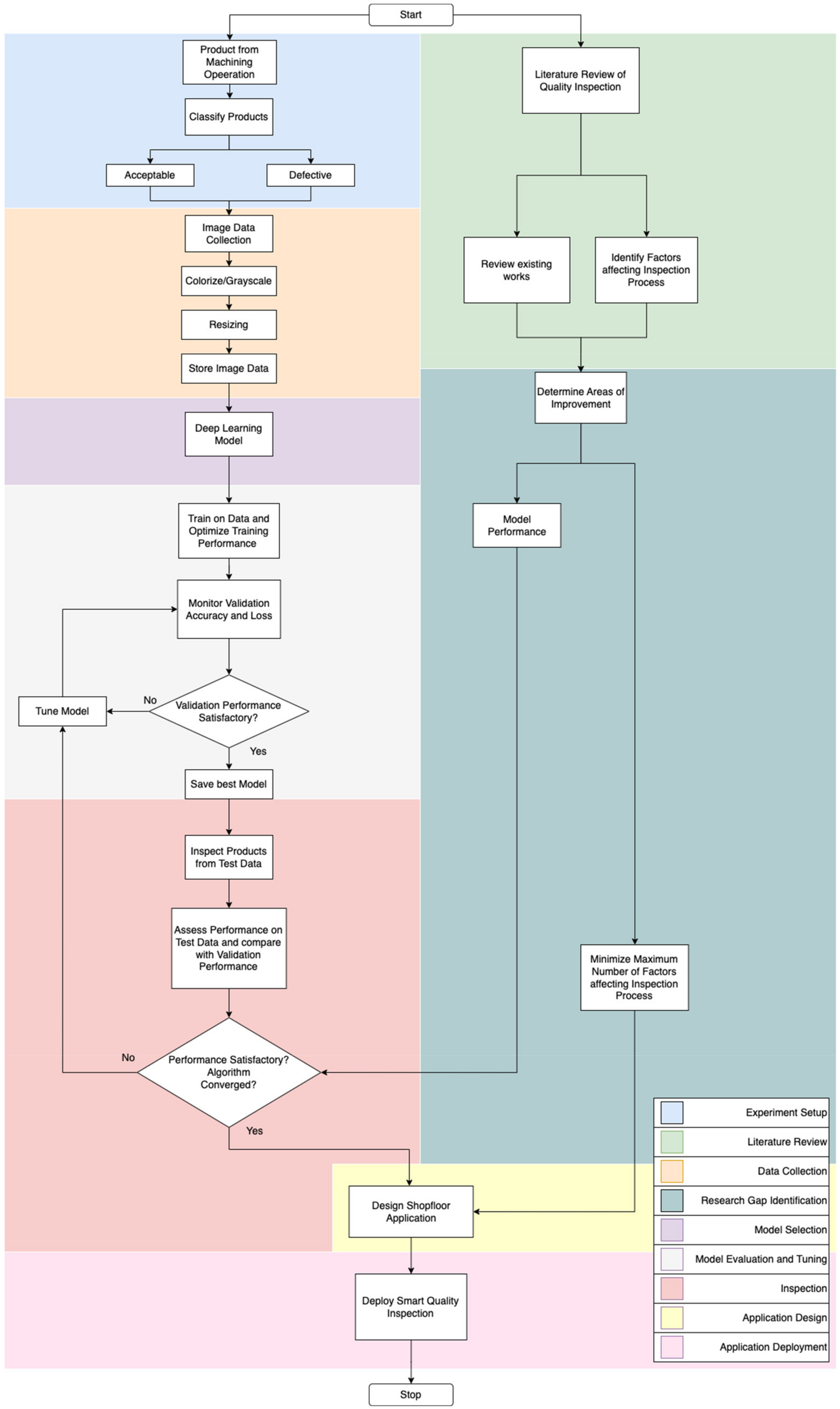
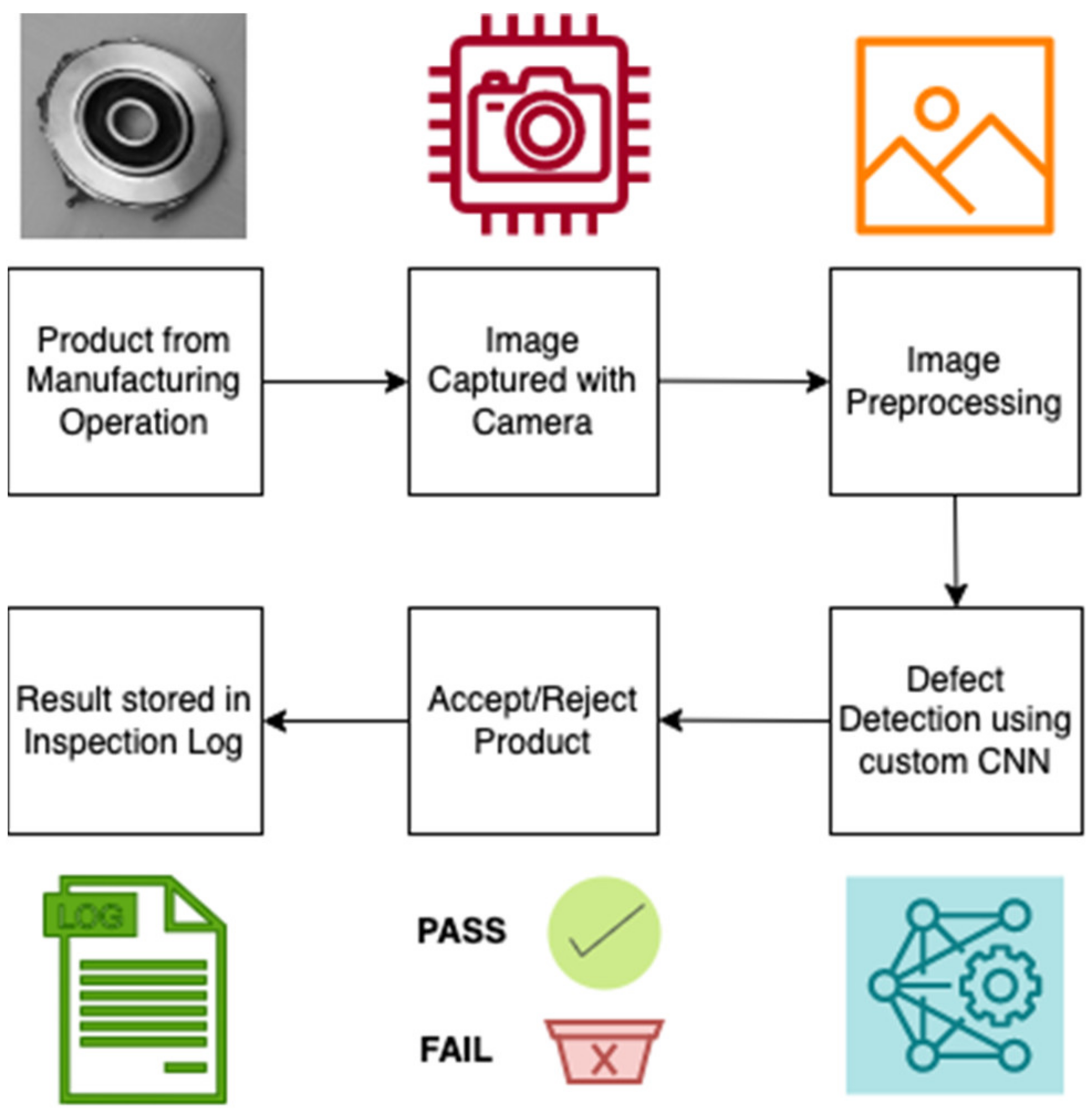
7. Smart Quality Inspection
- Stage 1: Manufacturing product arrives at the inspection area:In the first stage, the product from the assembly line is brought to the inspection area. The item is placed in a designated location to allow the inspection process to begin.
- Stage 2: Product image is capturedIn this stage, a high-quality camera is used to capture images of the product undergoing inspection. The lighting conditions and distance from the product are measured based on the product size and camera equipment in use.
- Stage 3: Image preprocessingIt is identified if grayscale or color images would be appropriate based on the availability of computational resources and desired precision and accuracy of predictions. Any augmentation or transformation is done at this stage—flips, shears, rotation, shifts, whitening, contrast adjustment, etc.
- Stage 4: CNN-based defect detectionA custom CNN architecture is used to detect defects in images. The architecture has the versatility to handle different types of images with just a small number of changes. The model is trained on images of defective products and non-defective products to learn the necessary feature representations. The defect detection model is built into an application that can be used on the shop floor to make the inspection process trouble-free.
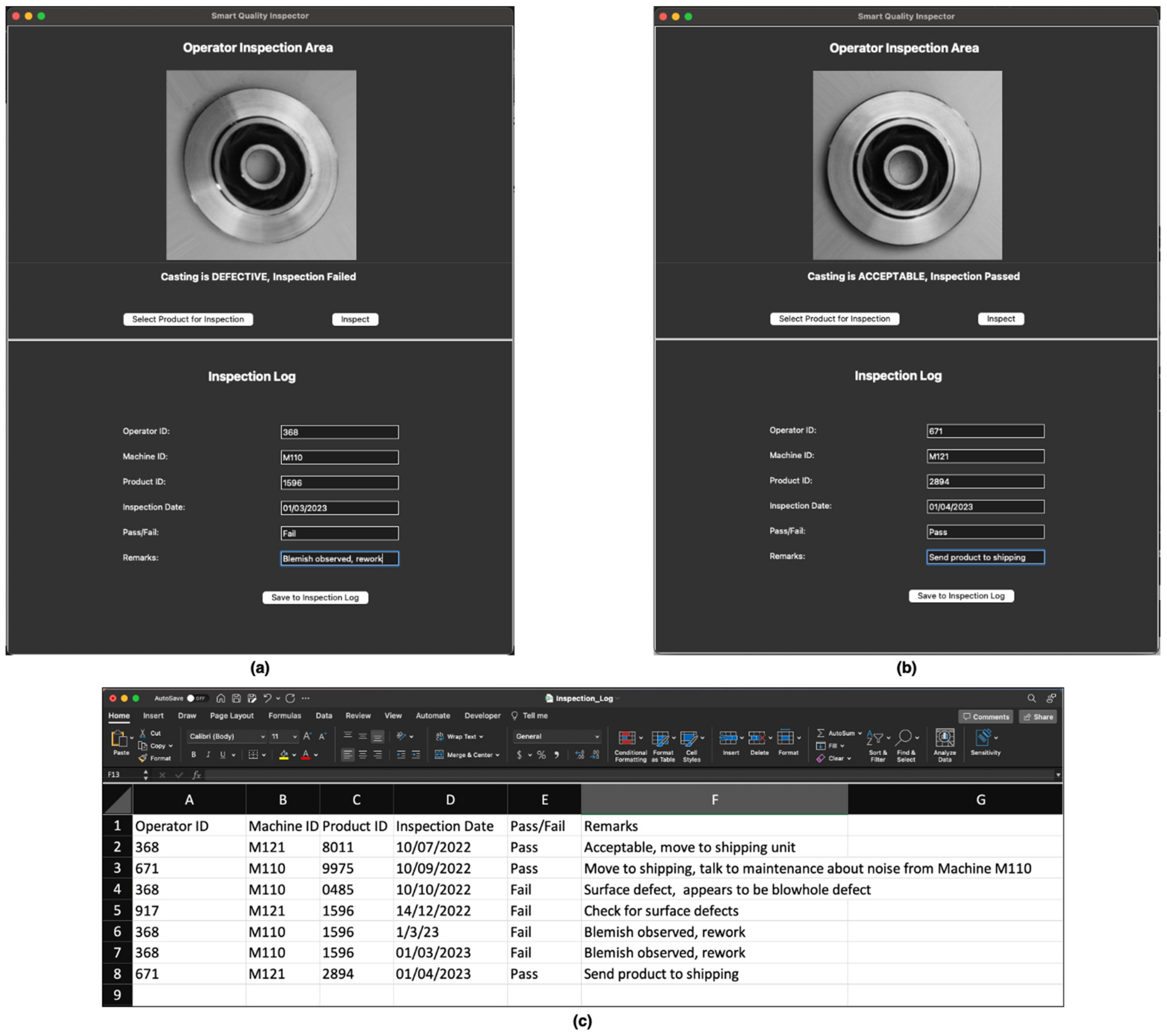
- Stage 5: Decision stage—accept/reject the productThe operator inspects the product using the defect detection algorithm and instantaneously receives the inspection results from the computer application. Based on the results, a decision is made whether to accept or reject the product.
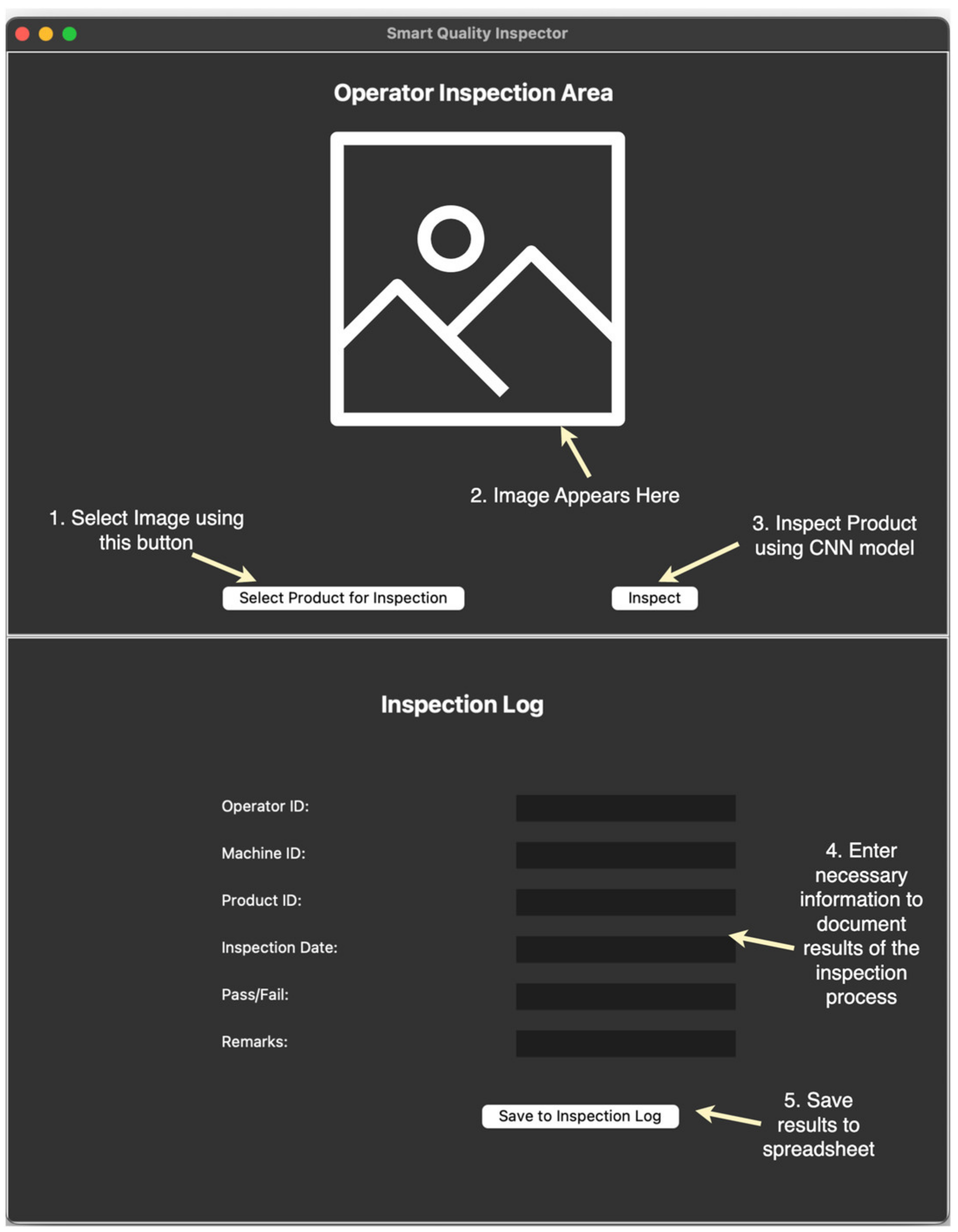
- Stage 6: Document results in the inspection logThe results of the inspection process are input into the SQI shop floor application and are automatically stored in a spreadsheet.
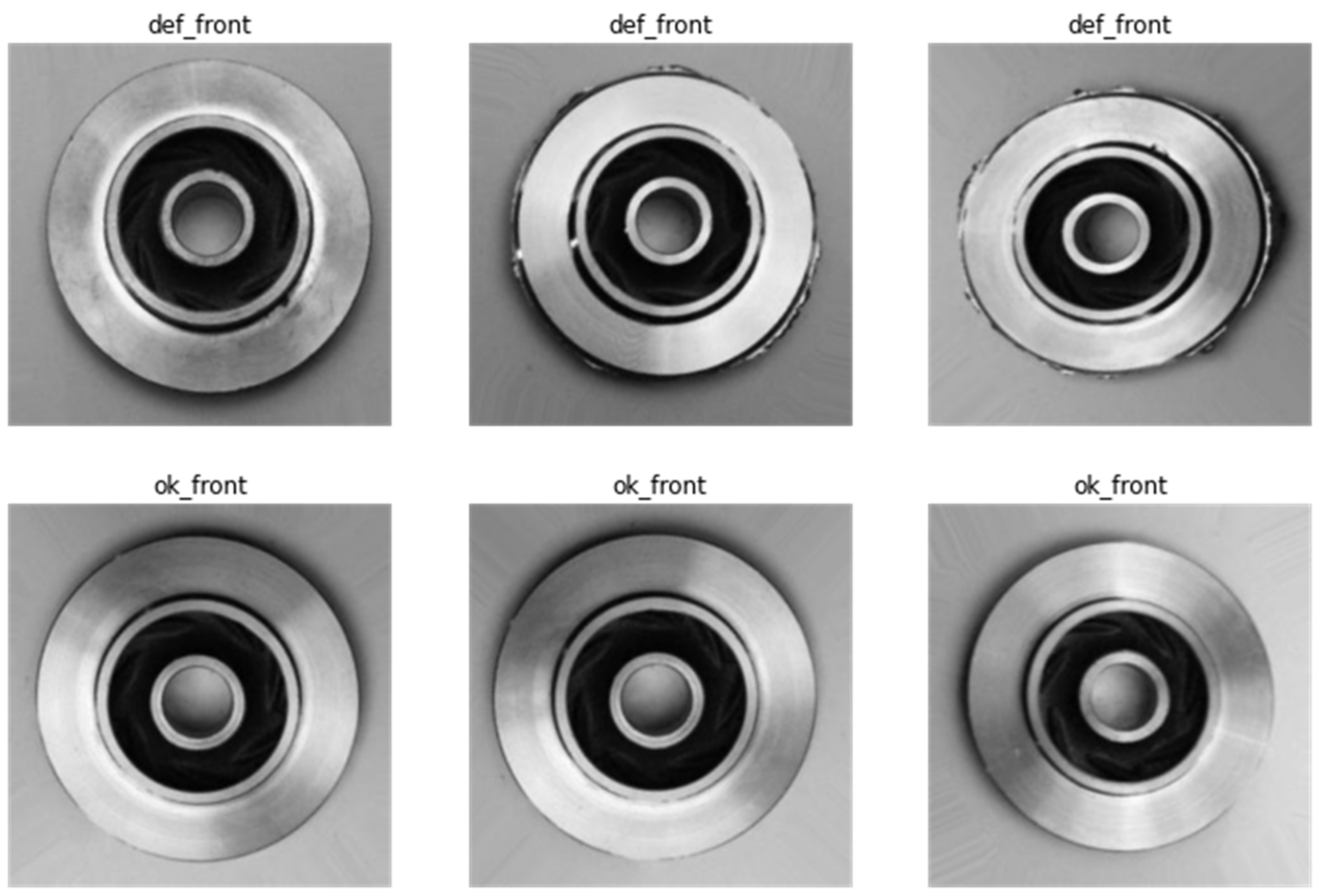
8. Casting Product Dataset
9. SQI—Modelling and Design
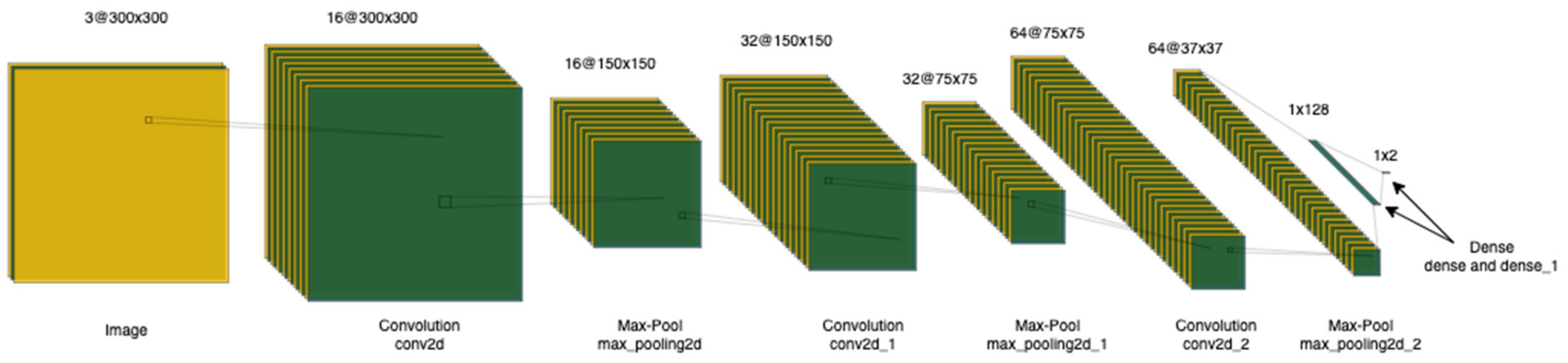
9.1. CNN Model
- Input Layer: The input layer is the raw image either in grayscale or Red-Green-Blue (RGB) format with (300, 300) as its dimensions. This 300 300 image is an array of pixels, with 300 as width and 300 as height.
- Rescaling Operation: Neural networks generally perform better when the inputs are normalized. The channel coefficients for images are in the [0, 255] range, which is high. Higher numeric values may be computationally more expensive and could affect performance. For the casting data, we rescale the inputs to the [0, 1] range by using a 1/255 scaling factor.
- Convolution Layer (conv2d): The first of the three convolution layers has 448 parameters with the data as (300, 300, 3) shaped array.
- Max-Pooling (max_pooling2d): The pooling layer is useful in reducing the number of dimensions of the data. Pooling not only reduces the consumption of computing resources but also improves overall performance [53]. Max-pooling helps optimize the feature space by identifying the maximum value of elements from every pool, thereby achieving scale invariance [54].
- Convolution Layer (conv2d_1): The second convolution layer has 4640 parameters
- Max-Pooling (max_pooling2d_1): Like the max_pooling2d, this layer is aimed at optimizing the feature space from (150, 150, 32) to (75, 75, 32).
- Convolution Layer (conv2d_2): The third convolution layer has 18496 parameters with an input shape of (75, 75, 64).
- Max-Pooling (max_pooling2d_2): This max-pooling layer further reduces the dimensions of the feature map from (75, 75, 64) to (37, 37, 64) by selecting the maximum value of elements from every pool.
- Flatten Layer (flatten): The pooled feature map is transformed from 3 dimensions to a 1-dimensional vector. This layer essentially collapses all the input into a single dimension.
- Dense Layer (dense and dense_1): The dense and dense_1 layers from the model are geared towards the classification task. In general, a dense layer is a fully connected layer—every input and output neuron have a connection. The dense layer uses a ReLU [50] activation function and the dense_1 layer is designed with a number of output nodes equal to the number of classes.
9.2. Shop Floor Application
10. Performance and Results
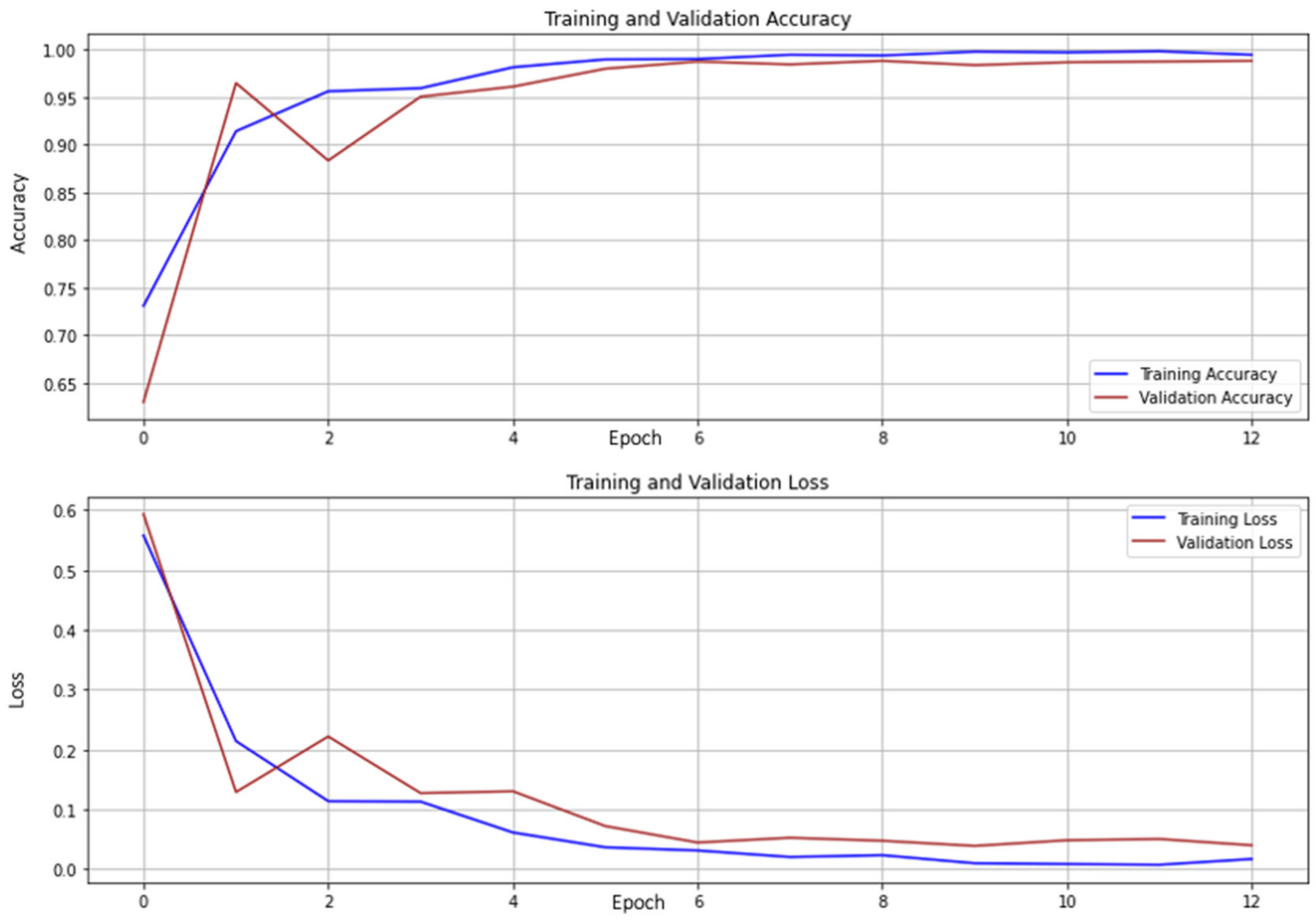
10.1. Training and Validation Performance
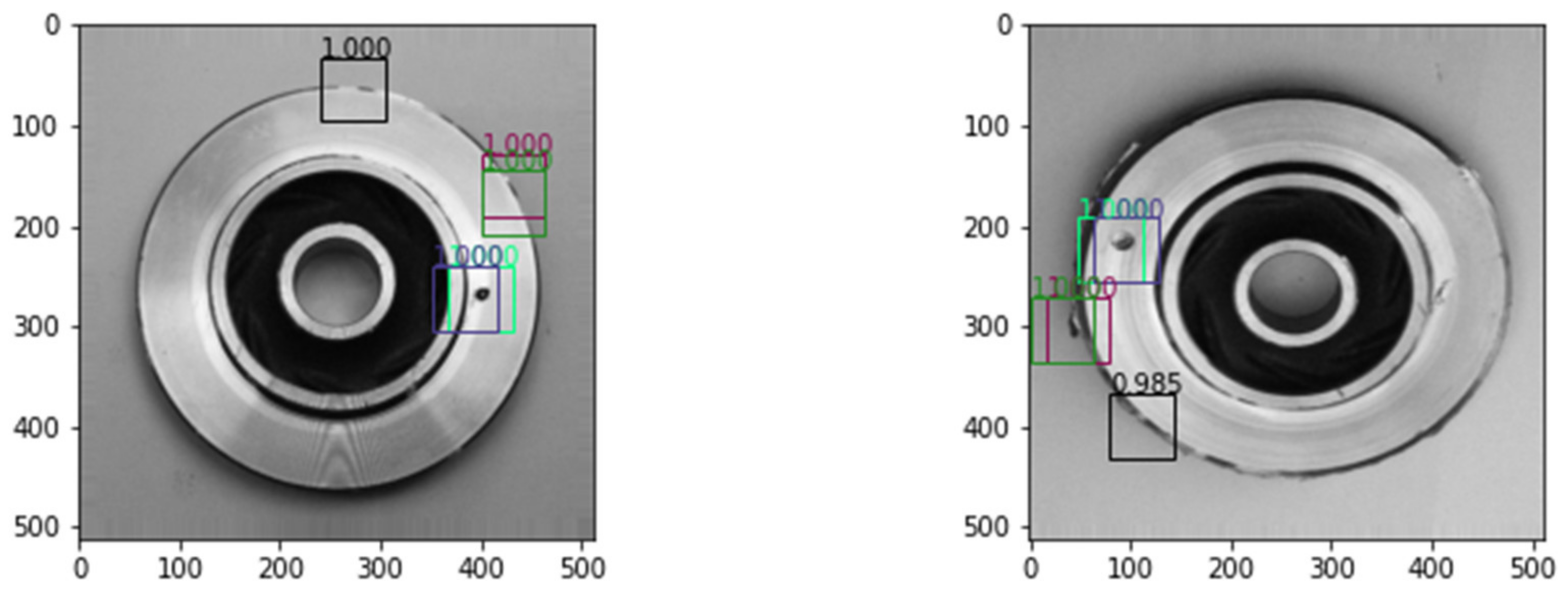
10.2. Testing Results
10.3. Results from Shop Floor Application
11. Conclusions and Future Work
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Murphy, W.H. Small and Mid-Sized Enterprises (SMEs) Quality Management (QM) Research (1990–2014): A Revealing Look at QM’s Vital Role in Making SMEs Stronger. J. Small Bus. Entrep. 2016, 28, 345–360. [Google Scholar] [CrossRef]
- Ghobadian, A.; Gallear, D. TQM and Organization Size. Int. J. Oper. Prod. Manag. 1997, 17, 121–163. [Google Scholar] [CrossRef]
- Winchell, W. Inspection and Measurement in Manufacturing: Keys to Process Planning and Improvement; Society of Manufacturing Engineers: Southfield, MI, USA, 1996; ISBN 978-0-87263-474-9. [Google Scholar]
- Harris, D.H. The Nature of Industrial Inspection. Hum. Factors 1969, 11, 139–148. [Google Scholar] [CrossRef]
- Judi, E. Visual Inspection Reliability for Precision Manufactured Parts. 2015. Available online: https://journals.sagepub.com/doi/10.1177/0018720815602389 (accessed on 10 January 2023).
- General Electric the Impact of Digital on Unplanned Downtime. Available online: https://www.ge.com/digital/sites/default/files/download_assets/ge-the-impact-of-digital-on-unplanned-downtime.pdf (accessed on 10 January 2022).
- Tang, B.; Kong, J.; Wang, X.; Chen, L. Surface Inspection System of Steel Strip Based on Machine Vision. In Proceedings of the 2009 First International Workshop on Database Technology and Applications, Wuhan, China, 25–26 April 2009; pp. 359–362. [Google Scholar]
- Jia, J. A Machine Vision Application for Industrial Assembly Inspection. In Proceedings of the 2009 Second International Conference on Machine Vision, Dubai, United Arab Emirates, 28–30 December 2009; pp. 172–176. [Google Scholar]
- Rao, A.R. Future Directions in Industrial Machine Vision: A Case Study of Semiconductor Manufacturing Applications. Image Vis. Comput. 1996, 14, 3–19. [Google Scholar] [CrossRef]
- Neethu, N.J.; Kadan, A. Role of Computer Vision in Automatic Inspection Systems. Int. J. Comput. Appl. 2015, 123, 28–31. [Google Scholar] [CrossRef]
- Sundaram, S.; Zeid, A. Smart Prognostics and Health Management (SPHM) in Smart Manufacturing: An Interoperable Framework. Sensors 2021, 21, 5994. [Google Scholar] [CrossRef]
- Fink, O.; Wang, Q.; Svensén, M.; Dersin, P.; Lee, W.-J.; Ducoffe, M. Potential, Challenges and Future Directions for Deep Learning in Prognostics and Health Management Applications. Eng. Appl. Artif. Intell. 2020, 92, 103678. [Google Scholar] [CrossRef]
- Brüggemann, H.; Bremer, P. Grundlagen Qualitätsmanagement: Von den Werkzeugen über Methoden zum TQM; Springer Fachmedien: Wiesbaden, Germany, 2020; ISBN 978-3-658-28779-5. [Google Scholar]
- Borkowski, S.; Knop, K. Challenges Faced in Modern Quality Inspection. Manag. Prod. Eng. Rev. 2016, 7, 11–22. [Google Scholar] [CrossRef] [Green Version]
- Drury, C.G. Human Factors and Automation in Test and Inspection. In Handbook of Industrial Engineering; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2001; pp. 1887–1920. ISBN 978-0-470-17233-9. [Google Scholar]
- Pesante-Santana, J.A.; Woldstad, J. Quality Inspection Task in Modern Manufacturing. In Industrial and Management Systems Engineering Faculty Publications; Taylor & Francis: London, UK, 2000; Volume 11. [Google Scholar]
- Sinclair, M. Ergonomics of Quality Control. In Proceedings of the International Conference on Occupational Ergonomics, Toronto, ON, Canada, 7–9 May 1984. [Google Scholar]
- Wang, M.J.; Drury, C.G. A Method of Evaluating Inspector’s Performance Differences and Job Requirements. Appl. Ergon. 1989, 20, 181–190. [Google Scholar] [CrossRef]
- GALLWEY, T.J. Selection Tests for Visual Inspection on a Multiple Fault Type Task. Ergonomics 1982, 25, 1077–1092. [Google Scholar] [CrossRef]
- Peters, F.; Stone, R.; Watts, K.; Zhong, P.; Clemons, A. Visual Inspection of Casting Surfaces. Trans. Am. Foundry Soc. 2013, 121, 45–52. [Google Scholar]
- See, J.E.; Drury, C.G.; Speed, A.; Williams, A.; Khalandi, N. The Role of Visual Inspection in the 21st Century. In Proceedings of the Human Factors and Ergonomics Society Annual Meeting, New Orleans, LA, USA, 5–8 March 2017; Volume 61, pp. 262–266. [Google Scholar] [CrossRef]
- Gupta, H.N. Manufacturing Process, 2nd ed.; New Age International Ltd.: Daryaganj, New Delhi, India, 2009; ISBN 978-81-224-2844-5. [Google Scholar]
- Rajkumar, I.; Rajini, N. Influence of Parameters on the Smart Productivity of Modern Metal Casting Process: An Overview. Mater. Today Proc. 2021, 47, 2694–2700. [Google Scholar] [CrossRef]
- Sahoo, M.; Sahu, S. “Sam” Principles of Metal Casting. Available online: https://www.accessengineeringlibrary.com/content/book/9780071789752 (accessed on 10 January 2023).
- Alagarsamy, A. Casting Defect Analysis Procedure and a Case History; Citation Corporation: Birmingham, AL, USA, 2003; pp. 20–23. [Google Scholar]
- Gamage, P.; Xie, S.Q. A Real-Time Vision System for Defect Inspection in Cast Extrusion Manufacturing Process. Int. J. Adv. Manuf. Technol. 2009, 40, 144–156. [Google Scholar] [CrossRef]
- Wang, J.; Ma, Y.; Zhang, L.; Gao, R.X.; Wu, D. Deep Learning for Smart Manufacturing: Methods and Applications. J. Manuf. Syst. 2018, 48, 144–156. [Google Scholar] [CrossRef]
- Yang, J.; Li, S.; Wang, Z.; Dong, H.; Wang, J.; Tang, S. Using Deep Learning to Detect Defects in Manufacturing: A Comprehensive Survey and Current Challenges. Materials 2020, 13, 5755. [Google Scholar] [CrossRef]
- Chang, F.; Liu, M.; Dong, M.; Duan, Y. A Mobile Vision Inspection System for Tiny Defect Detection on Smooth Car-Body Surfaces Based on Deep Ensemble Learning. Meas. Sci. Technol. 2019, 30, 125905. [Google Scholar] [CrossRef]
- Wang, T.; Chen, Y.; Qiao, M.; Snoussi, H. A Fast and Robust Convolutional Neural Network-Based Defect Detection Model in Product Quality Control. Int. J. Adv. Manuf. Technol. 2018, 94, 3465–3471. [Google Scholar] [CrossRef]
- Imoto, K.; Nakai, T.; Ike, T.; Haruki, K.; Sato, Y. A CNN-Based Transfer Learning Method for Defect Classification in Semiconductor Manufacturing. IEEE Trans. Semicond. Manuf. 2019, 32, 455–459. [Google Scholar] [CrossRef]
- Lee, K.B.; Cheon, S.; Kim, C.O. A Convolutional Neural Network for Fault Classification and Diagnosis in Semiconductor Manufacturing Processes. IEEE Trans. Semicond. Manuf. 2017, 30, 135–142. [Google Scholar] [CrossRef]
- Kumar, S.S.; Abraham, D.M.; Jahanshahi, M.R.; Iseley, T.; Starr, J. Automated Defect Classification in Sewer Closed Circuit Television Inspections Using Deep Convolutional Neural Networks. Autom. Constr. 2018, 91, 273–283. [Google Scholar] [CrossRef]
- Yang, Y.; Pan, L.; Ma, J.; Yang, R.; Zhu, Y.; Yang, Y.; Zhang, L. A High-Performance Deep Learning Algorithm for the Automated Optical Inspection of Laser Welding. Appl. Sci. 2020, 10, 933. [Google Scholar] [CrossRef] [Green Version]
- Ullah, I.; Khan, R.U.; Yang, F.; Wuttisittikulkij, L. Deep Learning Image-Based Defect Detection in High Voltage Electrical Equipment. Energies 2020, 13, 392. [Google Scholar] [CrossRef] [Green Version]
- Amosov, O.S.; Amosova, S.G.; Iochkov, I.O. Deep Neural Network Recognition of Rivet Joint Defects in Aircraft Products. Sensors 2022, 22, 3417. [Google Scholar] [CrossRef] [PubMed]
- Park, S.-H.; Lee, K.-H.; Park, J.-S.; Shin, Y.-S. Deep Learning-Based Defect Detection for Sustainable Smart Manufacturing. Sustainability 2022, 14, 2697. [Google Scholar] [CrossRef]
- He, Z.; Liu, Q. Deep Regression Neural Network for Industrial Surface Defect Detection. IEEE Access 2020, 8, 35583–35591. [Google Scholar] [CrossRef]
- Yun, J.P.; Shin, W.C.; Koo, G.; Kim, M.S.; Lee, C.; Lee, S.J. Automated Defect Inspection System for Metal Surfaces Based on Deep Learning and Data Augmentation. J. Manuf. Syst. 2020, 55, 317–324. [Google Scholar] [CrossRef]
- Sassi, P.; Tripicchio, P.; Avizzano, C.A. A Smart Monitoring System for Automatic Welding Defect Detection. IEEE Trans. Ind. Electron. 2019, 66, 9641–9650. [Google Scholar] [CrossRef]
- Oborski, P.; Wysocki, P. Intelligent Visual Quality Control System Based on Convolutional Neural Networks for Holonic Shop Floor Control of Industry 4.0 Manufacturing Systems. Adv. Sci. Technol. Res. J. 2022, 16, 89–98. [Google Scholar] [CrossRef]
- Lee, K.J.; Kwon, J.W.; Min, S.; Yoon, J. Deploying an Artificial Intelligence-Based Defect Finder for Manufacturing Quality Management. AI Mag. 2021, 42, 5–18. [Google Scholar] [CrossRef]
- Bharti, S.; McGibney, A.; O’Gorman, T. Edge-Enabled Federated Learning for Vision Based Product Quality Inspection. In Proceedings of the 2022 33rd Irish Signals and Systems Conference (ISSC), Cork, Ireland, 9–10 June 2022; pp. 1–6. [Google Scholar]
- Cruz, Y.J.; Rivas, M.; Quiza, R.; Beruvides, G.; Haber, R.E. Computer Vision System for Welding Inspection of Liquefied Petroleum Gas Pressure Vessels Based on Combined Digital Image Processing and Deep Learning Techniques. Sensors 2020, 20, 4505. [Google Scholar] [CrossRef]
- Sacco, C.; Baz Radwan, A.; Anderson, A.; Harik, R.; Gregory, E. Machine Learning in Composites Manufacturing: A Case Study of Automated Fiber Placement Inspection. Compos. Struct. 2020, 250, 112514. [Google Scholar] [CrossRef]
- Ha, H.; Jeong, J. CNN-Based Defect Inspection for Injection Molding Using Edge Computing and Industrial IoT Systems. Appl. Sci. 2021, 11, 6378. [Google Scholar] [CrossRef]
- Bhandari, B.; Park, G. Non-Contact Surface Roughness Evaluation of Milling Surface Using CNN-Deep Learning Models. Int. J. Comput. Integr. Manuf. 2022, 1–15. [Google Scholar] [CrossRef]
- Ma, H.; Lee, S. Smart System to Detect Painting Defects in Shipyards: Vision AI and a Deep-Learning Approach. Appl. Sci. 2022, 12, 2412. [Google Scholar] [CrossRef]
- Dabhi, Ravirajsinh Casting Product Image Data for Quality Inspection. Available online: https://www.kaggle.com/datasets/ravirajsinh45/real-life-industrial-dataset-of-casting-product (accessed on 10 January 2023).
- Nair, V.; Hinton, G.E. Rectified Linear Units Improve Restricted Boltzmann Machines. In Proceedings of the 27th International Conference on Machine Learning (ICML-10), Haifa, Israel, 21–24 June 2020. [Google Scholar]
- Kingma, D.P.; Ba, J. Adam: A Method for Stochastic Optimization. In Proceedings of the International Conference on Learning Representations, Toulon, France, 24–26 April 2017. [Google Scholar]
- Tensorflow by Google Tf. Keras.Losses.SparseCategoricalCrossentropy|TensorFlow v2.11.0. Available online: https://www.tensorflow.org/api_docs/python/tf/keras/losses/SparseCategoricalCrossentropy (accessed on 17 January 2023).
- Zafar, A.; Aamir, M.; Mohd Nawi, N.; Arshad, A.; Riaz, S.; Alruban, A.; Dutta, A.K.; Almotairi, S. A Comparison of Pooling Methods for Convolutional Neural Networks. Appl. Sci. 2022, 12, 8643. [Google Scholar] [CrossRef]
- Boureau, Y.-L.; Ponce, J.; LeCun, Y. A Theoretical Analysis of Feature Pooling in Visual Recognition. In Proceedings of the 27th International Conference on International Conference on Machine Learning, Haifa, Israel, 21–24 June 2010; Omnipress: Madison, WI, USA, 21 June, 2010; pp. 111–118. [Google Scholar]
- Caruana, R.; Lawrence, S.; Giles, C. Overfitting in Neural Nets: Backpropagation, Conjugate Gradient, and Early Stopping. In Advances in Neural Information Processing Systems 13; The MIT Press: Cambridge, MA, USA, 2000. [Google Scholar]
- Ekambaram, D.; Kumar, V. Identification of Defects in Casting Products by Using a Convolutional Neural Network. IEIE Trans. Smart Process. Comput. 2022, 11, 149–155. [Google Scholar] [CrossRef]
- Benbarrad, T.; Salhaoui, M.; Kenitar, S.B.; Arioua, M. Intelligent Machine Vision Model for Defective Product Inspection Based on Machine Learning. J. Sens. Actuator Netw. 2021, 10, 7. [Google Scholar] [CrossRef]
- Taweelerd, S.; Chang, C.C.; Tzou, G.Y. Vision System Based on Deep Learning for Product Inspection in Casting Manufacturing: Pump Impeller Images. J. Phys. Conf. Ser. 2021, 2020, 012046. [Google Scholar] [CrossRef]
- Nguyen, H.T.; Shin, N.; Yu, G.-H.; Kwon, G.-J.; Kwak, W.-Y.; Kim, J.-Y. Deep Learning-Based Defective Product Classification System for Smart Factory. In Proceedings of the 9th International Conference on Smart Media and Applications, Jeju, Republic of Korea, 17–19 September 2021; Association for Computing Machinery: New York, NY, USA, 2021; pp. 80–85. [Google Scholar]
- Lilhore, U.K.; Simaiya, S.; Sandhu, J.K.; Trivedi, N.K.; Garg, A.; Moudgil, A. Deep Learning-Based Predictive Model for Defect Detection and Classification in Industry 4.0. In Proceedings of the 2022 International Conference on Emerging Smart Computing and Informatics (ESCI), Pune, India, 9–11 March 2022; pp. 1–5. [Google Scholar]
- Elion, M.; Tabti, S.; Budynek, J. Interpretability of deep learning models for visual defect detection: A preliminary study. In Proceedings of the ConfianceAI Days 2022, Paris, France, 5 October 2022; Available online: https://sonia.wp.imt.fr/files/2022/08/Confiance_ai22_Fieldbox_final.pdf (accessed on 10 January 2023).
- Tsiktsiris, D.; Sanida, T.; Sideris, A.; Dasygenis, M. Accelerated Defective Product Inspection on the Edge Using Deep Learning. In Recent Advances in Manufacturing Modelling and Optimization; Kumar, S., Ramkumar, J., Kyratsis, P., Eds.; Springer Nature: Singapore, 2022; pp. 185–191. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Task | Environmental | Operator or Individual | Organizational | Social |
|---|---|---|---|---|
|
|
|
|
|
| Reference | Defect Detection Method | Parameters Considered | Results |
|---|---|---|---|
| [43] | Edge-based Federated Learning | Metal Nut Data | Federated model outperforms local models in detecting defects |
| [44] | CNN | Welded LPG pressure vessel products | 97.7% accuracy for classification task |
| [45] | ResNET and Fully Convolutional Network | Automated Fiber placement inspection | Raw pixel accuracies recorded using a User-Interface |
| [46] | CNN | Injection Molding | Accuracy of more than 90% achieved |
| [47] | CNN | End-milled machined surfaces | Accuracy of 92.91% in classifying roughness |
| [48] | YOLO and SSD models | Painting defects in shipyards | Accuracy of 90.4% and 82% using the YOLO and SSD models respectively |
| Layer (Type) | Output Shape | Param # |
|---|---|---|
| rescaling (Rescaling) | (None, 300, 300, 3) | 0 |
| conv2d (Conv2D) | (None, 300, 300, 16) | 448 |
| max_pooling2d (MaxPooling2D) | (None, 150, 150, 16) | 0 |
| conv2d_1 (Conv2D) | (None, 150, 150, 32) | 4640 |
| max_pooling2d_1 (MaxPooling2D) | (None, 75, 75, 32) | 0 |
| conv2d_2 (Conv2D) | (None, 75, 75, 64) | 18496 |
| max_pooling2d_2 (MaxPooling2D) | (None, 37, 37, 64) | 0 |
| flatten (Flatten) | (None, 87616) | 0 |
| dense (Dense) | (None, 128) | 11214976 |
| dense_1 (Dense) | (None, 2) | 258 |
| Model | Precision | Recall | F1 Score | Accuracy |
|---|---|---|---|---|
| CNN with Densenet [56] | 99.08% | 100% | 99.54% | 99.42% |
| EfficientNetB0 [57] | 97.11% | 95.87% | - | 96.88% |
| CNN-based Vision System [58] | - | - | - | 99.7% |
| Transfer Learning with DenseNet [59] | 97.96% | 95.58% | - | 95.94% |
| CNN model for Holonic Shop Floor [41] | - | - | - | 99.82% |
| VGG-16 with CNN [60] | 98.7% | 94.1% | - | 95.8% |
| Vision Transformer [61] | 99.66% | 99.33% | - | 99.58% |
| Accelerated CNN [62] | 99.24% | 100 % | 99.62% | 99.72% |
| Proposed Smart Quality Inspection (SQI) Model | 99.62% | 100% | 99.81% | 99.86% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sundaram, S.; Zeid, A. Artificial Intelligence-Based Smart Quality Inspection for Manufacturing. Micromachines 2023, 14, 570. https://doi.org/10.3390/mi14030570
Sundaram S, Zeid A. Artificial Intelligence-Based Smart Quality Inspection for Manufacturing. Micromachines. 2023; 14(3):570. https://doi.org/10.3390/mi14030570
Chicago/Turabian StyleSundaram, Sarvesh, and Abe Zeid. 2023. "Artificial Intelligence-Based Smart Quality Inspection for Manufacturing" Micromachines 14, no. 3: 570. https://doi.org/10.3390/mi14030570