
A Simple Technique for the Precise Establishment of the Working Gap in an Electrochemical Discharge Machining Process and Some Experimental Results Thereof


Abstract
:1. Introduction
- What is the influence of the Wg on the geometric features (i.e., width and depth) and surface quality of the machined micro-channels?—Here, the Wg is considered an additional parameter along with the machining voltage and the TTR;
- What is the maximum Wg beyond which no machining would occur on a quartz substrate for different parametric conditions?—It is to be noted that Wuthrich et al. [30] have mentioned that the tool should be kept at a distance of less than 25 µm from the workpiece. The authors have observed that this number—though correct for one tool travel—is a strong function of TTR and machining voltage. Therefore, experiments were conducted to quantify the maximum Wg for different process parameters.
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
- ➢
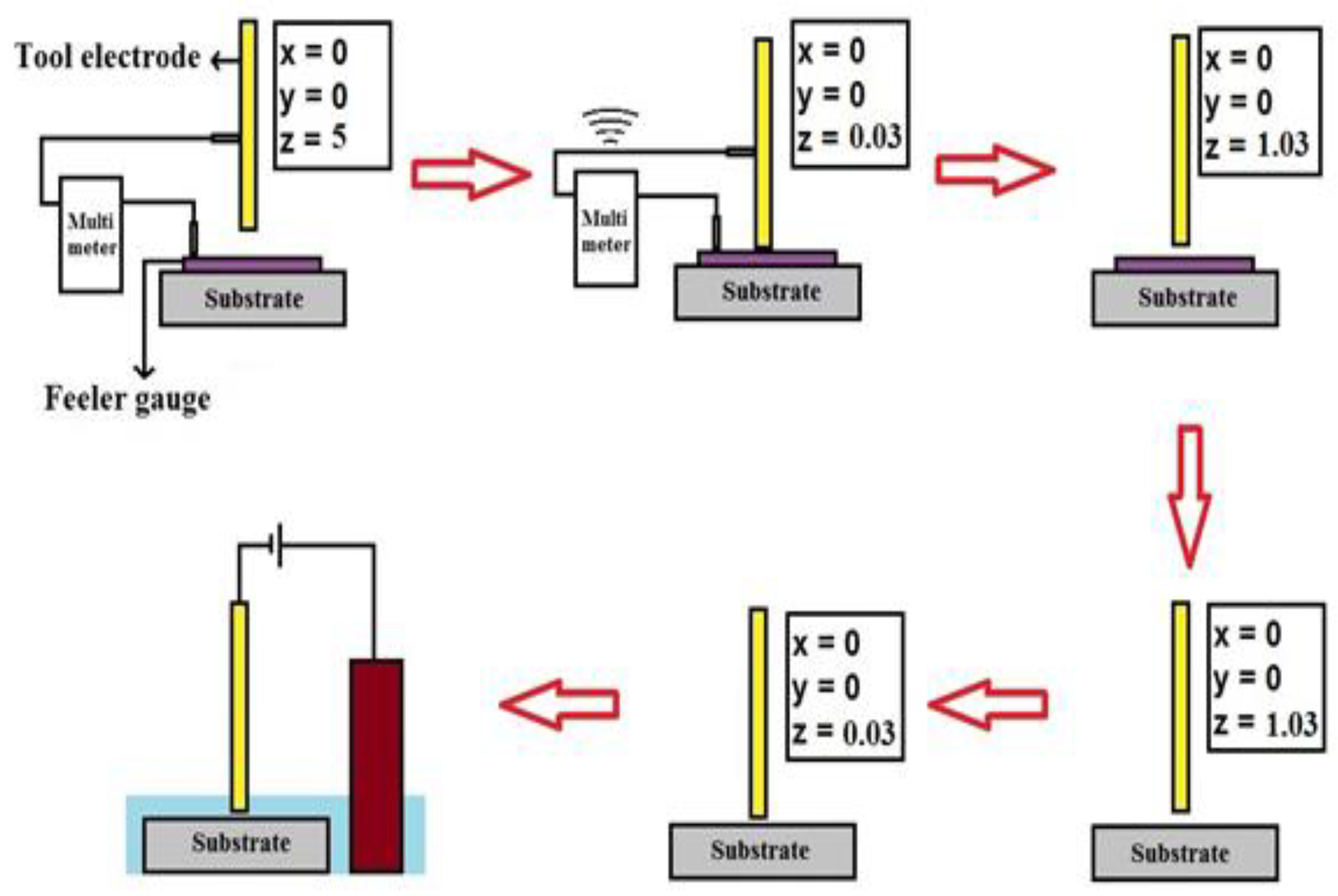
- First, the procedure to establish the Wg using a laboratory-scale multimeter and commercially available feeler gauge blades was demonstrated. This method can easily be used by any researcher working in ECDM as it does not require any cost-intensive equipment or complex feedback mechanisms;
- ➢
- Next, a systematic experimental investigation was carried out to explore the working gap’s influence on the quality and quantity metrics of micro-channels fabricated on quartz substrates;
- ➢
- Electrolytic concentration, machining voltages, and the TTR were varied to study the influence of Wg on quality and quantity metrics of microstructures on quartz substrates;
- ➢
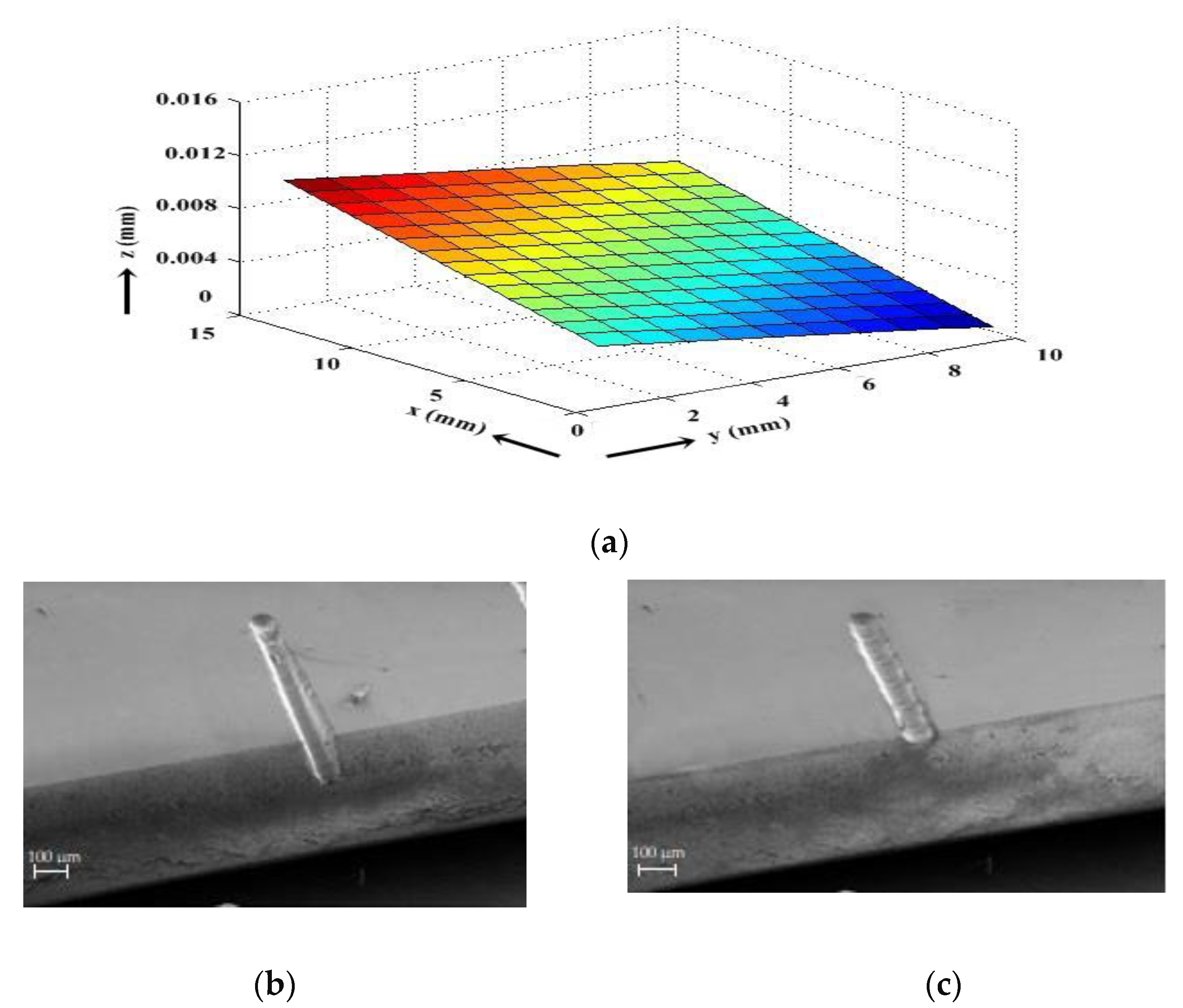
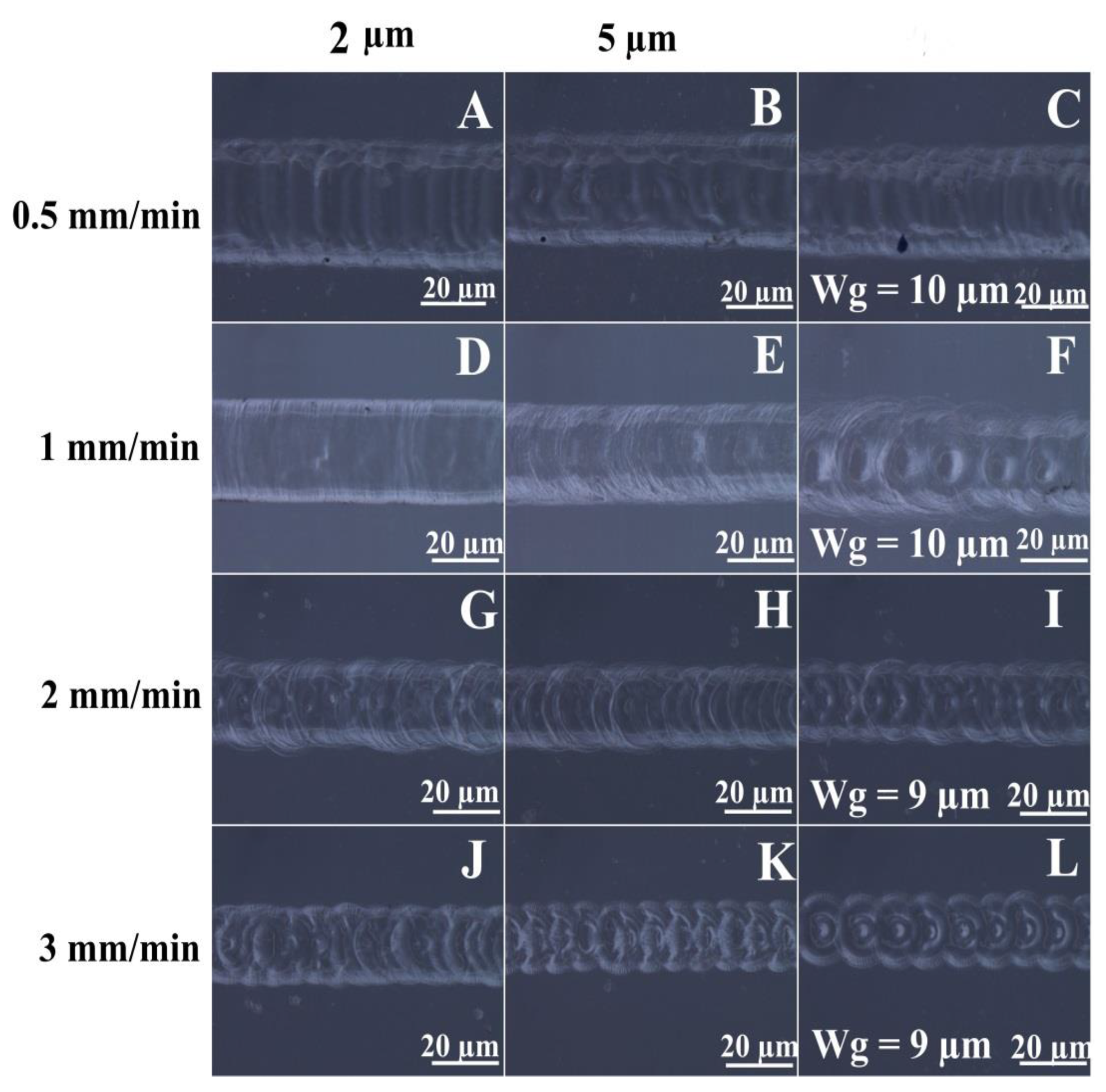
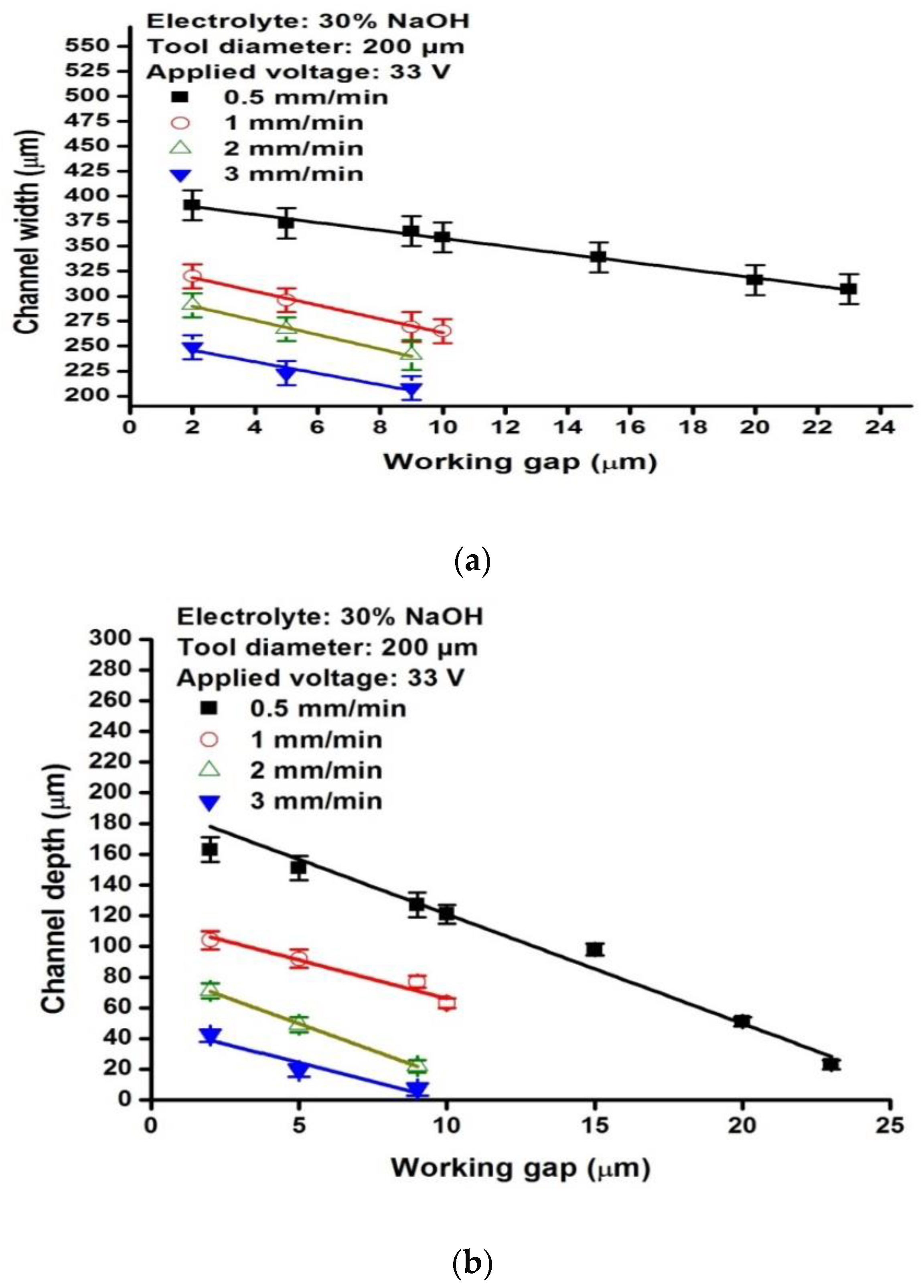
- An increase in the Wg resulted in shallow and narrow micro-channels with poor surface finish. Even a minor change in the working gap down to 2 µm resulted in a significant variation in the fabricated micro-channels;
- ➢
- Micro-channels with a good surface finish and linear edges without heat-affected zones were obtained at a TTR of 1 mm/min with a Wg of 2 µm while using 30 wt% NaOH and a machining voltage of 33 V;
- ➢
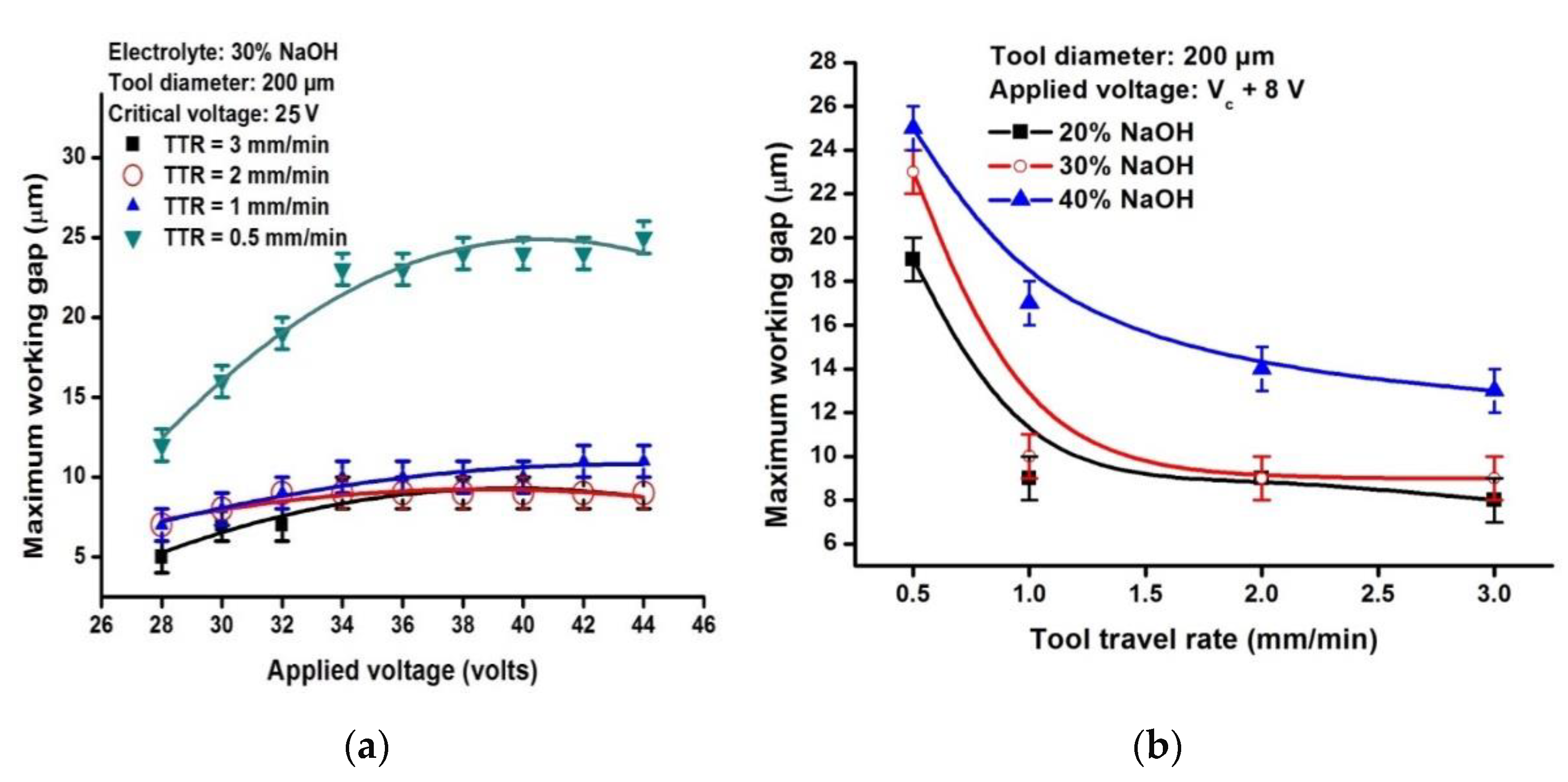
- The maximum value of Wg beyond which no machining would occur for various combinations of tool travel rate (TTR), applied voltage, and electrolytic concentration was experimentally found. It was observed that no machining occurred beyond a Wg of 25 µm even when a TTR as low as 0.5 mm/min and an applied voltage greater than 44 V were used.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ahmed, N.; Naeem, M.A.; Rehman, A.U.; Rafaqat, M.; Umer, U.; Ragab, A.E. High Aspect Ratio Thin-Walled Structures in D2 Steel through Wire Electric Discharge Machining (EDM). Micromachines 2021, 12, 1. [Google Scholar] [CrossRef] [PubMed]
- Almacinha, J.A.S.; Fernandes, A.M.G.; Maciel, D.A.; Seca, R.J.M.; Marafona, J.D.R. Analysis of EDM Performance, through a Thermal–Electrical Model with a Trunk-Conical Discharge Channel, Using a Steel Tool and an Aluminium Workpiece. Materials 2021, 14, 3038. [Google Scholar] [CrossRef] [PubMed]
- Thanigaivelan, R.; Arunachalam, R.M.; Kumar, M.; Dheeraj, B.P. Performance of Electrochemical Micromachining of Copper Through Infrared Heated Electrolyte. Mater. Manuf. Process. 2018, 33, 383–389. [Google Scholar] [CrossRef]
- Debnath, S.; Kundu, J.; Bhattacharyya, B. Influence of Wire Feed Rate on Microslit Width Fabricated by Wire ECM Process. Int. J. Precis. Technol. 2019, 8, 237–248. [Google Scholar] [CrossRef]
- Sharma, P.; Arab, J.; Dixit, P. Through-Holes Micromachining of Alumina using a Combined Pulse-Feed Approach in ECDM. Mater. Manuf. Process. 2021, 36, 1501–1512. [Google Scholar] [CrossRef]
- Yadav, P.; Yadava, V.; Narayan, A. Experimental Investigation for Performance Study of Wire Electrochemical Spark Cutting of Silica Epoxy Nanocomposites. Silicon 2019, 12, 1023–1033. [Google Scholar] [CrossRef]
- Appalanaidu, P.; Dvivedi, A. On Controlling of Gas Film Shape in Electrochemical Discharge Machining Process for Fabrication of Elliptical Holes. Mater. Manuf. Process. 2021, 36, 558–571. [Google Scholar] [CrossRef]
- Saranya, S.; Nair, A.; Ravi Sankar, A. Experimental Investigations on the Electrical and 2D-Machining Characteristics of an Electrochemical Discharge Machining (ECDM) Process. Microsyst. Technol. 2017, 23, 1453–1461. [Google Scholar] [CrossRef]
- Mallick, B.; Biswas, S.; Sarkar, B.R.; Doloi, B.; Bhattacharyya, B. On Performance of Electrochemical Discharge Micro-Machining Process Using Different Electrolytes and Tool Shapes. Int. J. Manuf. Mater. Mech. Eng. 2020, 10, 49–63. [Google Scholar] [CrossRef]
- Saranya, S.; Ravi Sankar, A. Effect of Tool Shape and Tool Feed Rate on the Machined Profile of a Quartz Substrate using an Electrochemical Discharge Machining Process. In Proceedings of the 2015 2nd International Symposium on Physics and Technology of Sensors, Pune, India, 7–10 March 2015. [Google Scholar] [CrossRef]
- Liu, Y.; Chao, Z.; Li, S.; Guo, C.; Wei, Z. Experimental study of Micro Electrochemical Discharge Machining of Ultra-Clear Glass with a Rotating Helical Tool. Processes 2019, 7, 195. [Google Scholar] [CrossRef] [Green Version]
- Saranya, S.; Ravi Sankar, A. Fabrication of Precise Micro-Holes on Quartz Substrates with Improved Aspect Ratio using a Constant Velocity-Feed Drilling Technique of an ECDM Process. J. Micromech. Microeng. 2018, 28, 125009. [Google Scholar] [CrossRef]
- Arab, J.; Pawar, K.; Dixit, P. Effect of Tool-Electrode Material in Through-Hole Formation using ECDM Process. Mater. Manuf. Process. 2021, 36, 1019–1027. [Google Scholar] [CrossRef]
- Abou Ziki, J.D.; Wuthrich, R. The Machining Gap During Constant Velocity-Feed Glass Micro-Drilling by Spark Assisted Chemical Engraving. J. Manuf. Process. 2015, 19, 87–94. [Google Scholar] [CrossRef]
- Chen, J.-C.; Lin, Y.-A.; Kuo, C.L.; Ho, C.C.; Yau, W.H. An Improvement in the Quality of Holes Drilled in Quartz Glass by Electrochemical Discharge Machining. Smart Sci. 2019, 7, 169–174. [Google Scholar] [CrossRef]
- Tang, W.; Kang, X.; Zhao, W. Enhancement of Electrochemical Discharge Machining Accuracy and Surface Integrity using Side-Insulated Tool Electrode with Diamond Coating. J. Micromech. Microeng. 2017, 27, 065013. [Google Scholar] [CrossRef]
- Saranya, S.; Ravi Sankar, A. Fabrication of Precise Microchannels using a Side-Insulated Tool in a Spark Assisted Chemical Engraving Process. Mater. Manuf. Process. 2017, 33, 1422–1428. [Google Scholar] [CrossRef]
- Saranya, S.; Ravi Sankar, A. Fabrication of Micro-Mechanical Planar Cantilever Beam-Mass Structures on Quartz Substrates using an ECDM process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2022, 236, 668–679. [Google Scholar] [CrossRef]
- Arab, J.; Dixit, P. Influence of Tool Electrode Feed Rate in the Electrochemical Discharge Drilling of a Glass Substrate, Materials and Manufacturing. Processes 2020, 35, 1749–1760. [Google Scholar] [CrossRef]
- Saranya, S.; Ravi Sankar, A. A Microcontroller-Based Electrochemical Discharge Machining (ECDM) Equipment for Micro-drilling of Quartz Substrates. In Proceedings of the 2020 IEEE International Symposium on Smart Electronic Systems (iSES) (Formerly iNiS), Chennai, India, 14–16 December 2020; pp. 221–226. [Google Scholar] [CrossRef]
- Ziki, J.D.A.; Didar, T.F.; Wuthrich, R. Micro-Texturing Channel Surfaces on Glass with Spark Assisted Chemical Engraving. Int. J. Mach. Tools Manuf. 2012, 57, 66–72. [Google Scholar] [CrossRef]
- Mishra, D.K.; Pawar, K.; Dixit, P. Effect of Tool Electrode-Workpiece Gap in the Microchannel Formation by Electrochemical Discharge Machining. ECS J. Solid State Sci. Technol. 2020, 9, 034011. [Google Scholar] [CrossRef]
- Singh, T.; Dvivedi, A. On Pressurized Feeding Approach for Effective Control on Working Gap in ECDM. Mater. Manuf. Process. 2018, 33, 462–473. [Google Scholar] [CrossRef]
- Xu, Y.; Jiang, B. Machining Performance Enhancement of Deep Micro Drilling using Electrochemical Discharge Machining under Magnetohydrodynamic Effect. Int. J. Adv. Manuf. Technol. 2021, 113, 883–892. [Google Scholar] [CrossRef]
- Elhami, S.; Razfar, M.R. Effect of Ultrasonic Vibration on the Single Discharge of Electrochemical Discharge Machining. Mater. Manuf. Process. 2017, 33, 444–451. [Google Scholar] [CrossRef]
- Han, M.-S.; Min, B.-K.; Lee, S.J. Geometric Improvement of Electrochemical Discharge Micro-Drilling using an Ultrasonic-Vibrated Electrolyte. J. Micromech. Microeng. 2009, 19, 065004. [Google Scholar] [CrossRef]
- Wuthrich, R.; Despont, B.; Maillard, P.; Bleuler, H. Improving the Material Removal Rate in Spark-Assisted Chemical Engraving (SACE) Gravity-Feed Microhole Drilling by Tool Vibration. J. Micromech. Microeng. 2006, 16, N28–N31. [Google Scholar] [CrossRef]
- Elhami, S.; Razfar, M. Study of the Current Signal and Material Removal During Ultrasonic-Assisted Electrochemical Discharge Machining. Int. J. Adv. Manuf. Technol. 2017, 92, 1591–1599. [Google Scholar] [CrossRef]
- Didar, T.F.; Dolatabadi, A.; Wuthrich, R. Characterization and Modeling of 2D-Glass Micro-Machining by Spark-Assisted Chemical Engraving (SACE) with Constant Velocity. J. Micromech. Microeng. 2008, 18, 065016. [Google Scholar] [CrossRef] [Green Version]
- Wuthrich, R.; Hof, L.A.; Lal, A.; Fujisaki, K.; Bleuler, H.; Mandin, P.; Picard, G. Physical Principles and Miniaturization of Spark Assisted Chemical Engraving (SACE). J. Micromech. Microeng. 2005, 15, S268–S275. [Google Scholar] [CrossRef]
- Jain, V.; Adhikary, S. On the Mechanism of Material Removal in Electrochemical Spark Machining of Quartz Under Different Polarity Conditions. J. Mater. Process. Technol. 2008, 200, 460–470. [Google Scholar] [CrossRef]
- Al-Ameer, S.A.; Hasson, A. Controlling of EDM servo system using fuzzy logic controller. Sci. Rev. 2016, 2, 79–83. [Google Scholar]
- Mithu, M.A.H.; Fantoni, G.; Ciampi, J. A Step Towards the In-process Monitoring for Electrochemical Microdrilling. Int. J. Adv. Manuf. Technol. 2011, 57, 969–982. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Values |
|---|---|
| Anode | Platinum electrode |
| Cathode | Tungsten carbide tool of 0.2 mm diameter |
| Electrolyte | 20–40 wt% Sodium hydroxide (NaOH) |
| Machining Voltage | 28–44 V |
| Workpiece | 1 mm thick fused quartz (SiO2 ≥ 99.99%) |
| Tool immersion depth | 0.5 mm |
| Tool travel rate | 0.5, 1, 2 and 3 mm/min |
| Tool feed rate | 0.8 µm/s |
| Temperature | Room temperature |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sambathkumar, S.; Arunagirinathan, R.S. A Simple Technique for the Precise Establishment of the Working Gap in an Electrochemical Discharge Machining Process and Some Experimental Results Thereof. Micromachines 2022, 13, 1367. https://doi.org/10.3390/mi13091367
Sambathkumar S, Arunagirinathan RS. A Simple Technique for the Precise Establishment of the Working Gap in an Electrochemical Discharge Machining Process and Some Experimental Results Thereof. Micromachines. 2022; 13(9):1367. https://doi.org/10.3390/mi13091367
Chicago/Turabian StyleSambathkumar, Saranya, and Ravi Sankar Arunagirinathan. 2022. "A Simple Technique for the Precise Establishment of the Working Gap in an Electrochemical Discharge Machining Process and Some Experimental Results Thereof" Micromachines 13, no. 9: 1367. https://doi.org/10.3390/mi13091367