
Interlacing Infills for Multi-Material Fused Filament Fabrication Using Layered Depth Material Images


Abstract
:1. Introduction
- 1.
- Developing a new, complete LDMI framework to generate interlacing infills from a multi-material CAD model. The infills are also interlacing across layers.
- 2.
- Verifying that the interlacing also works for materials with distinct properties.
- 3.
- Finding out the required amount of overlapping to achieve the optimal bond strength.
2. Related Work
2.1. Multi-Material Additive Manufacturing
2.2. Process Planning for Multi-Material Printing
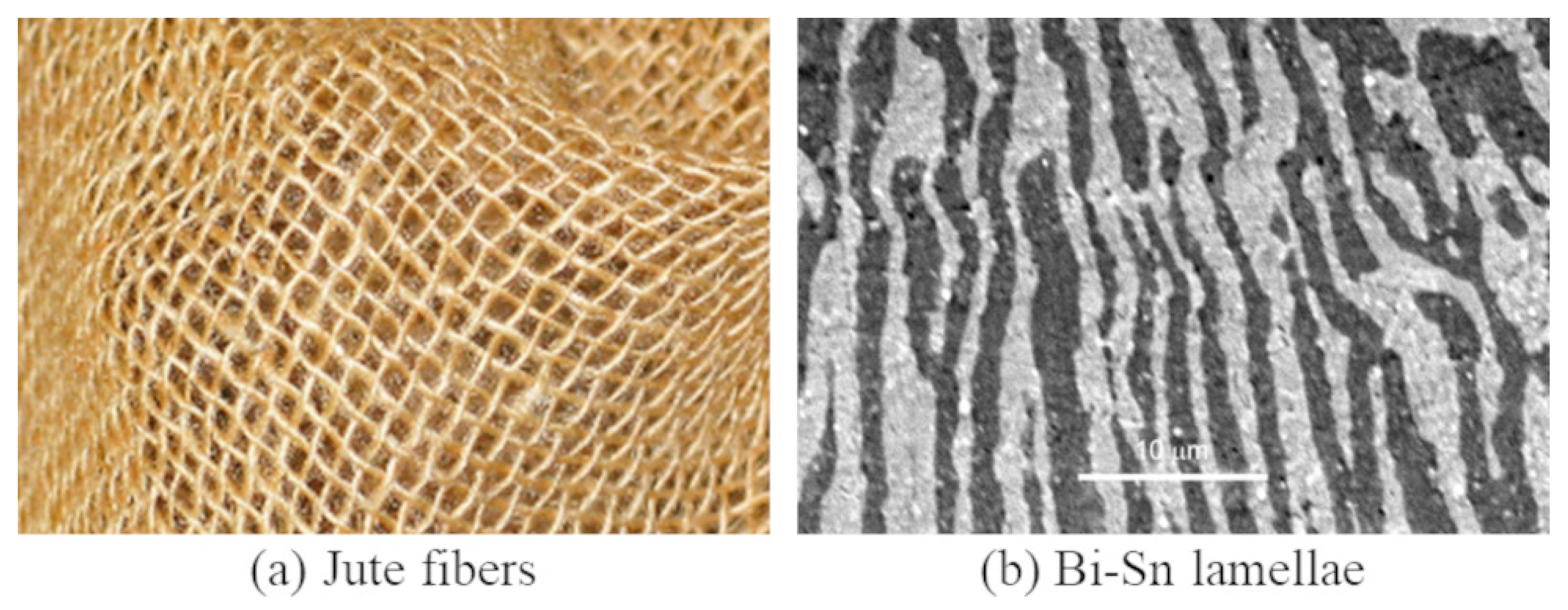
2.3. Interface and Bonding between Materials
3. Methodology
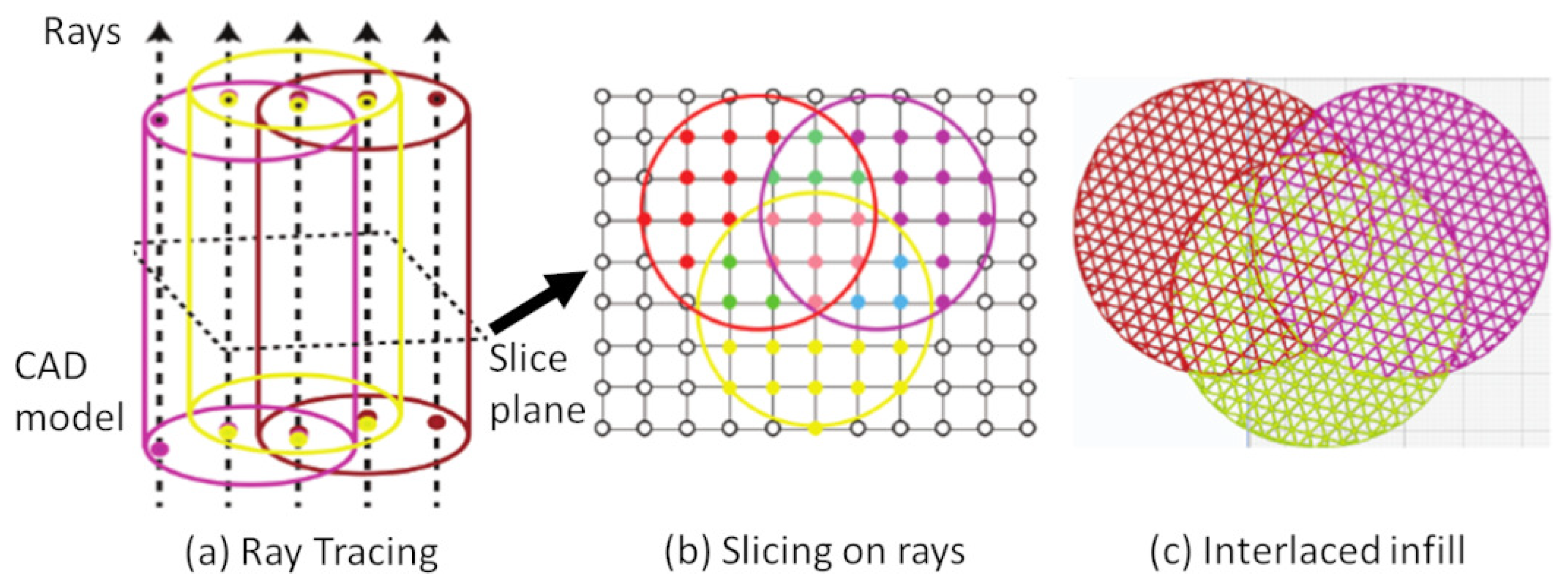
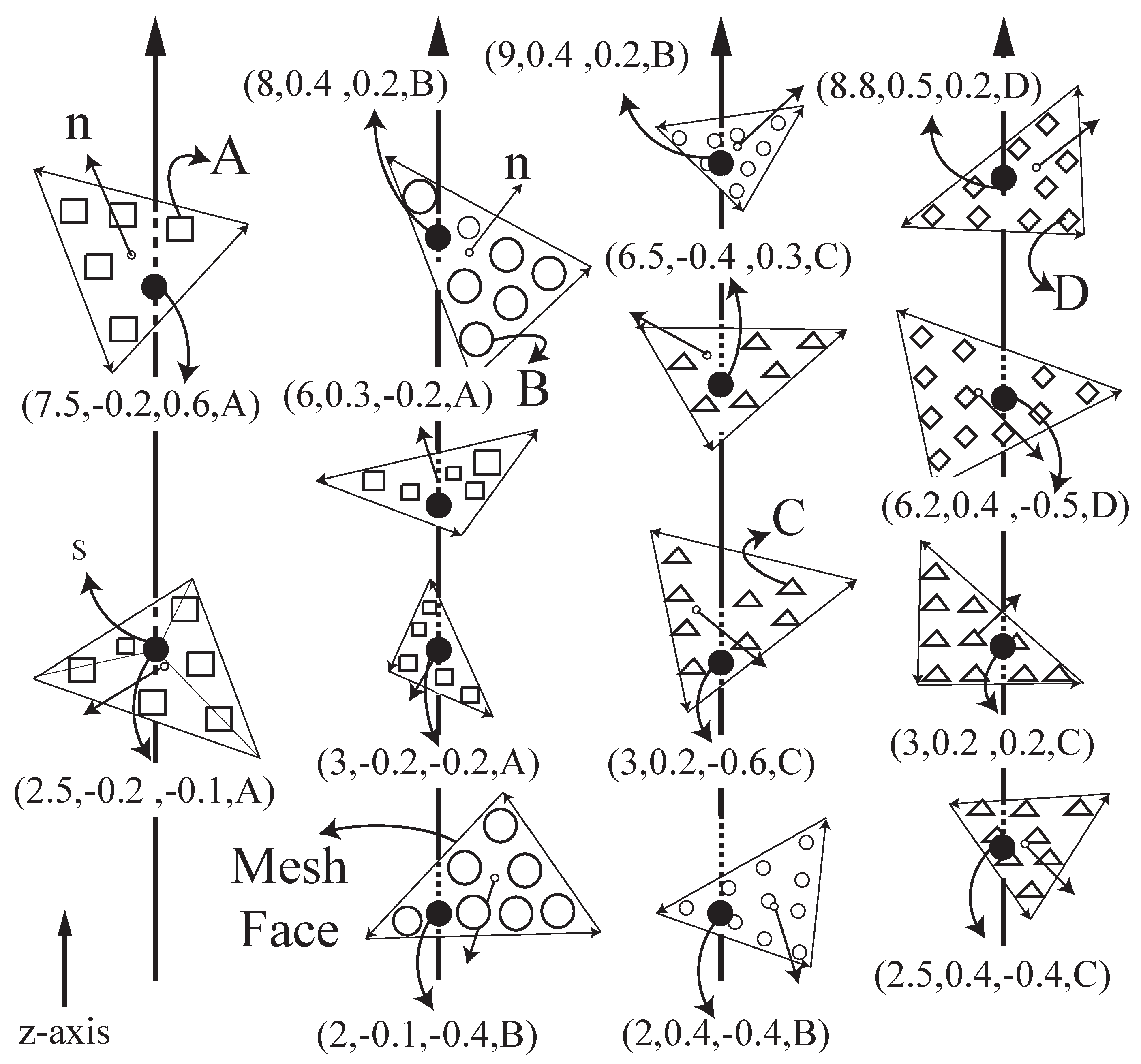
3.1. Ray-Tracing with Material Information
3.2. Slicing for Multiple Materials
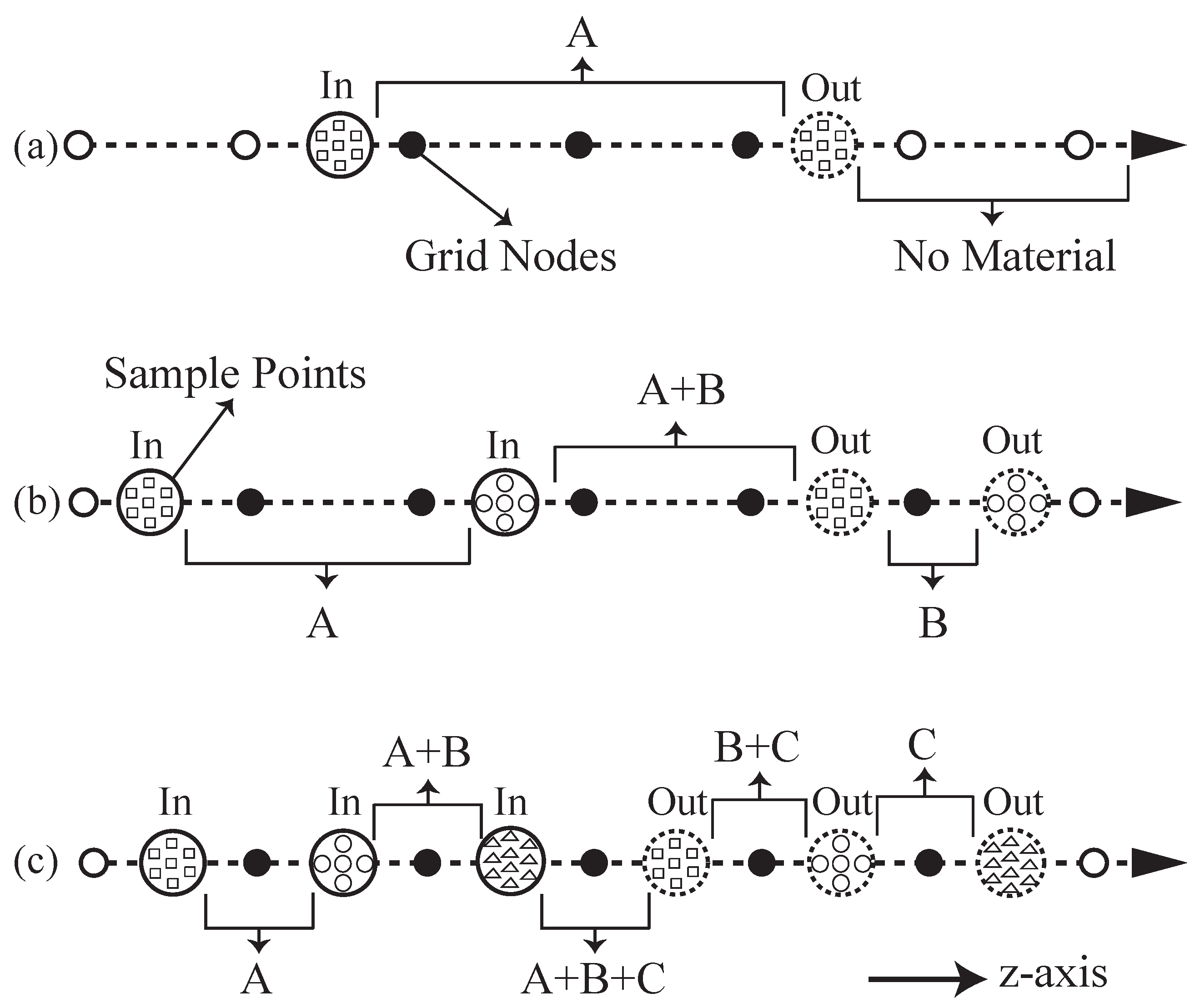
3.2.1. Determining Materials for Grid Nodes
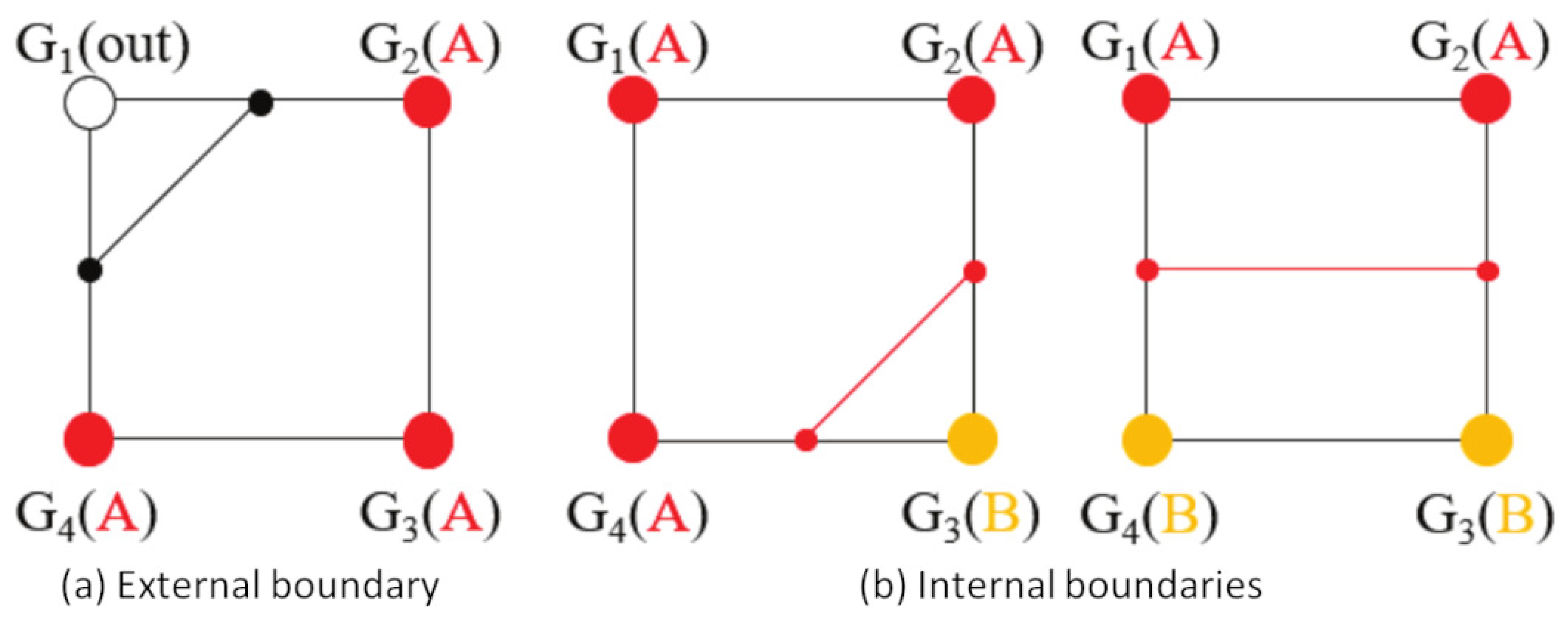
3.2.2. Forming Material Regions
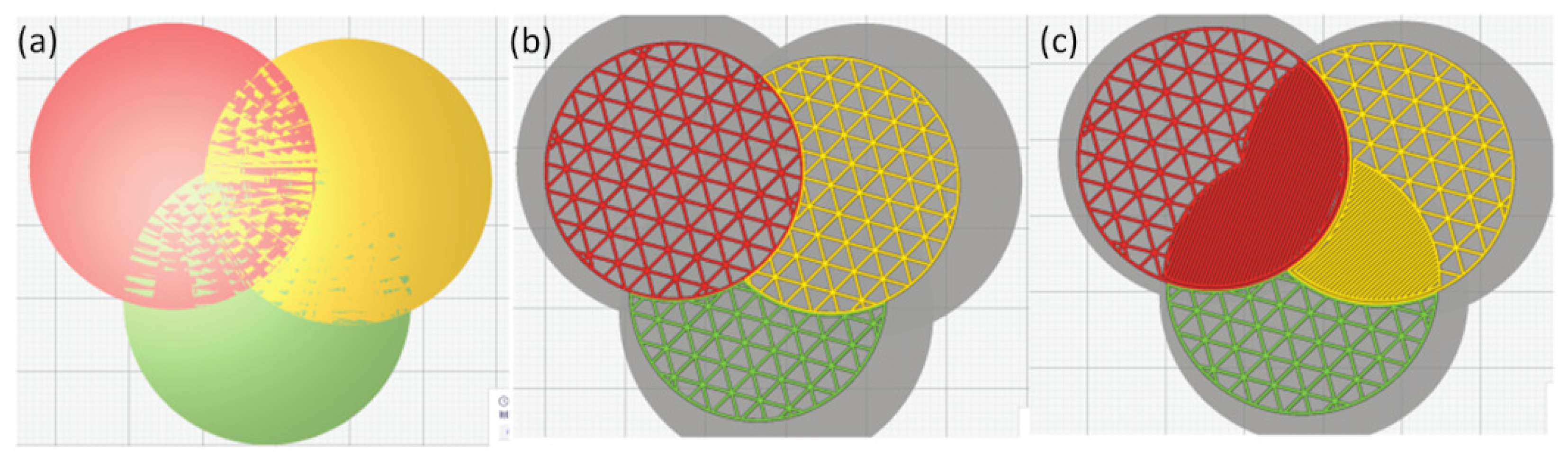
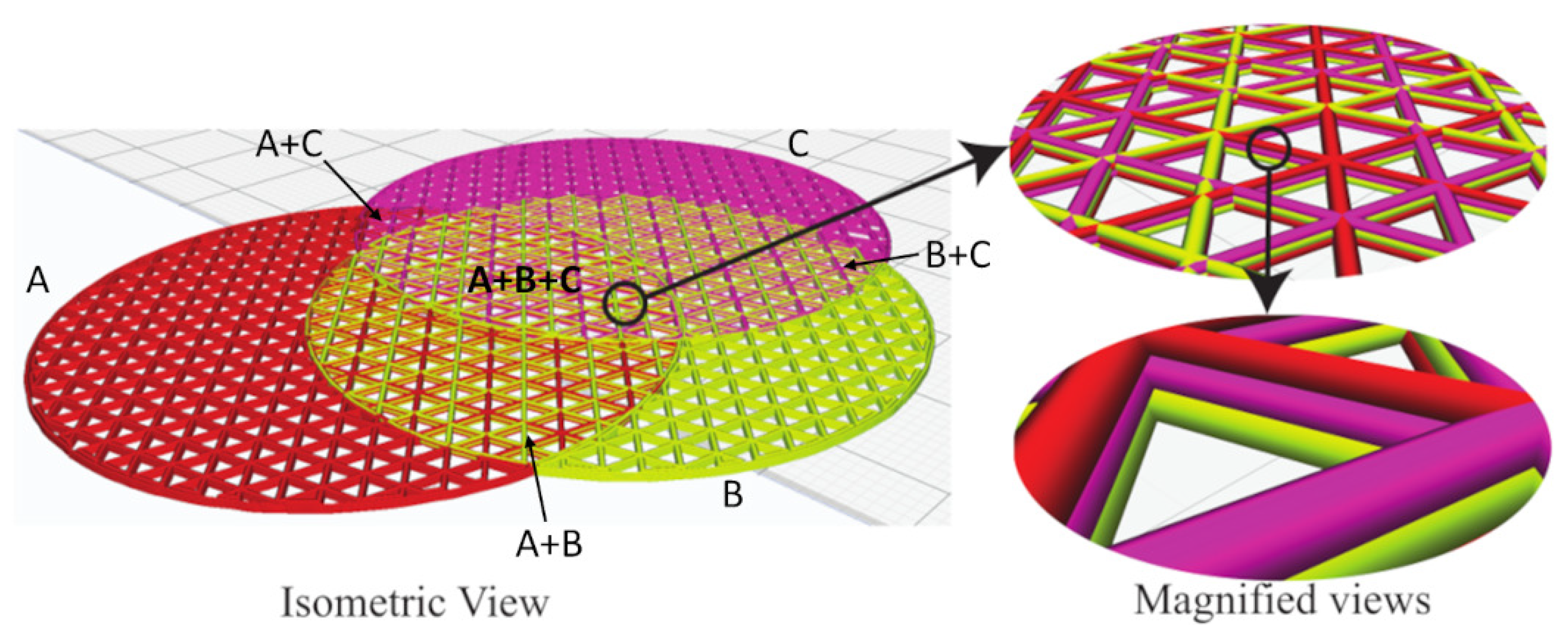
3.3. Generating Interlaced Infills
4. Results
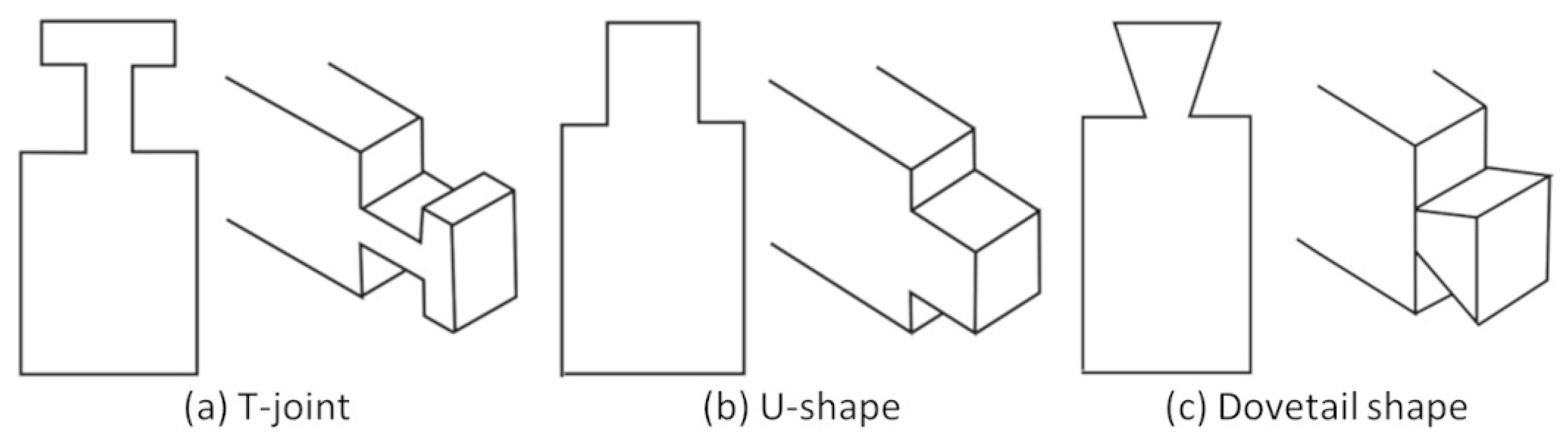
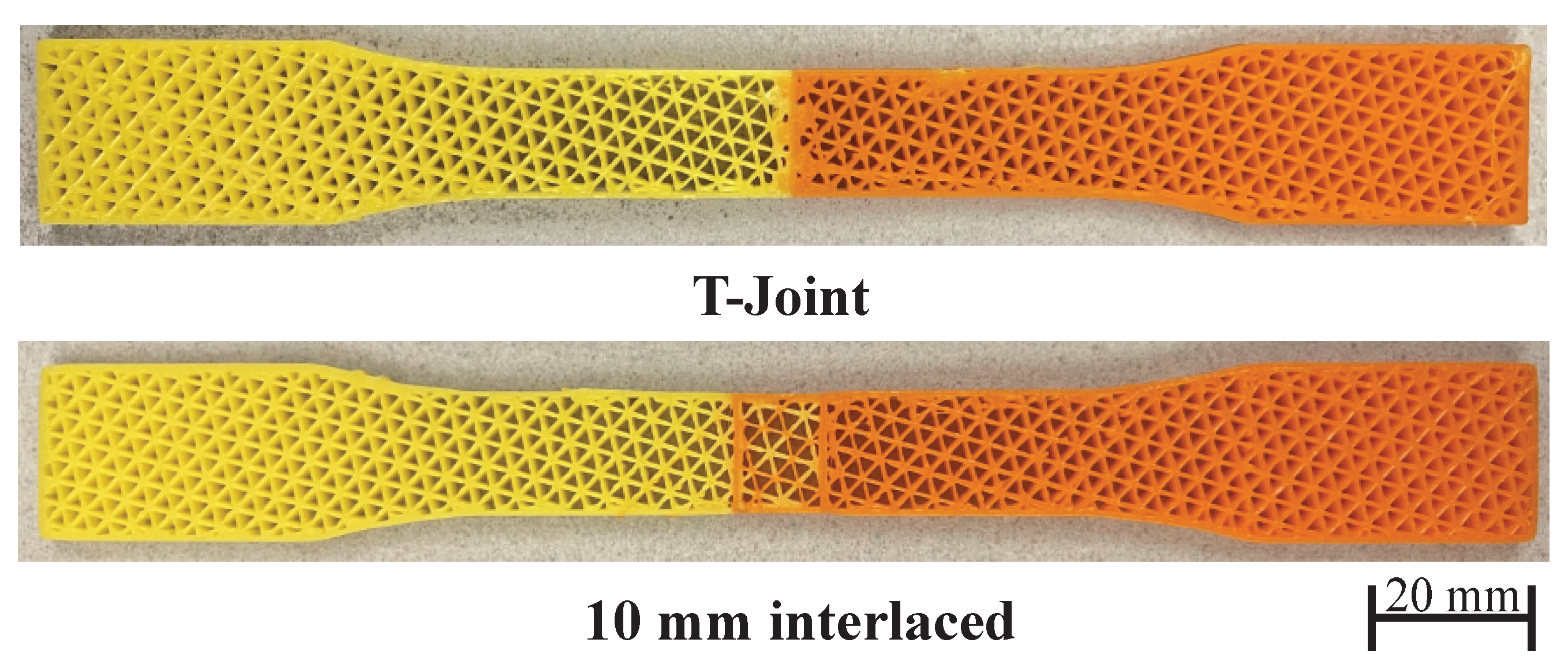
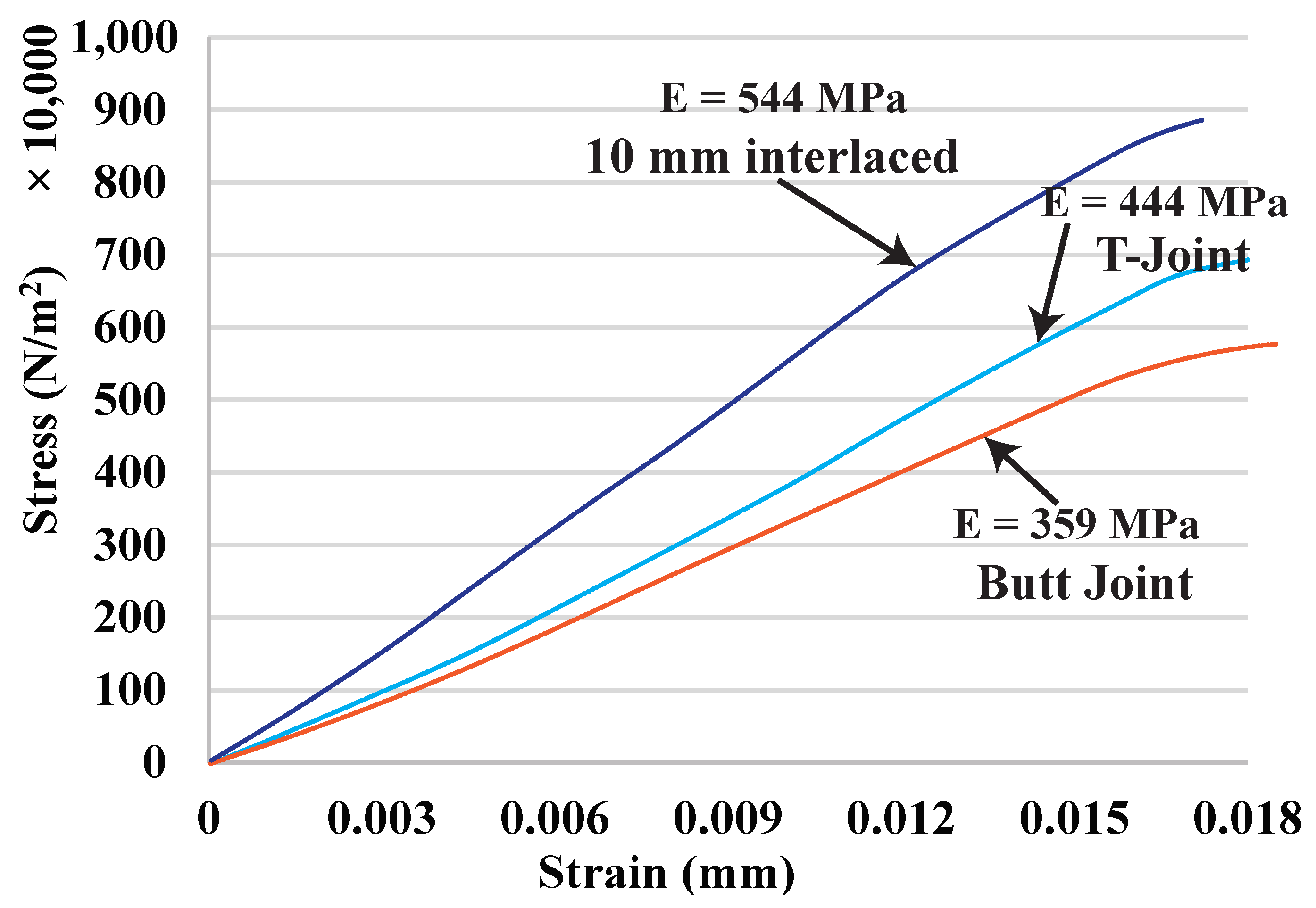
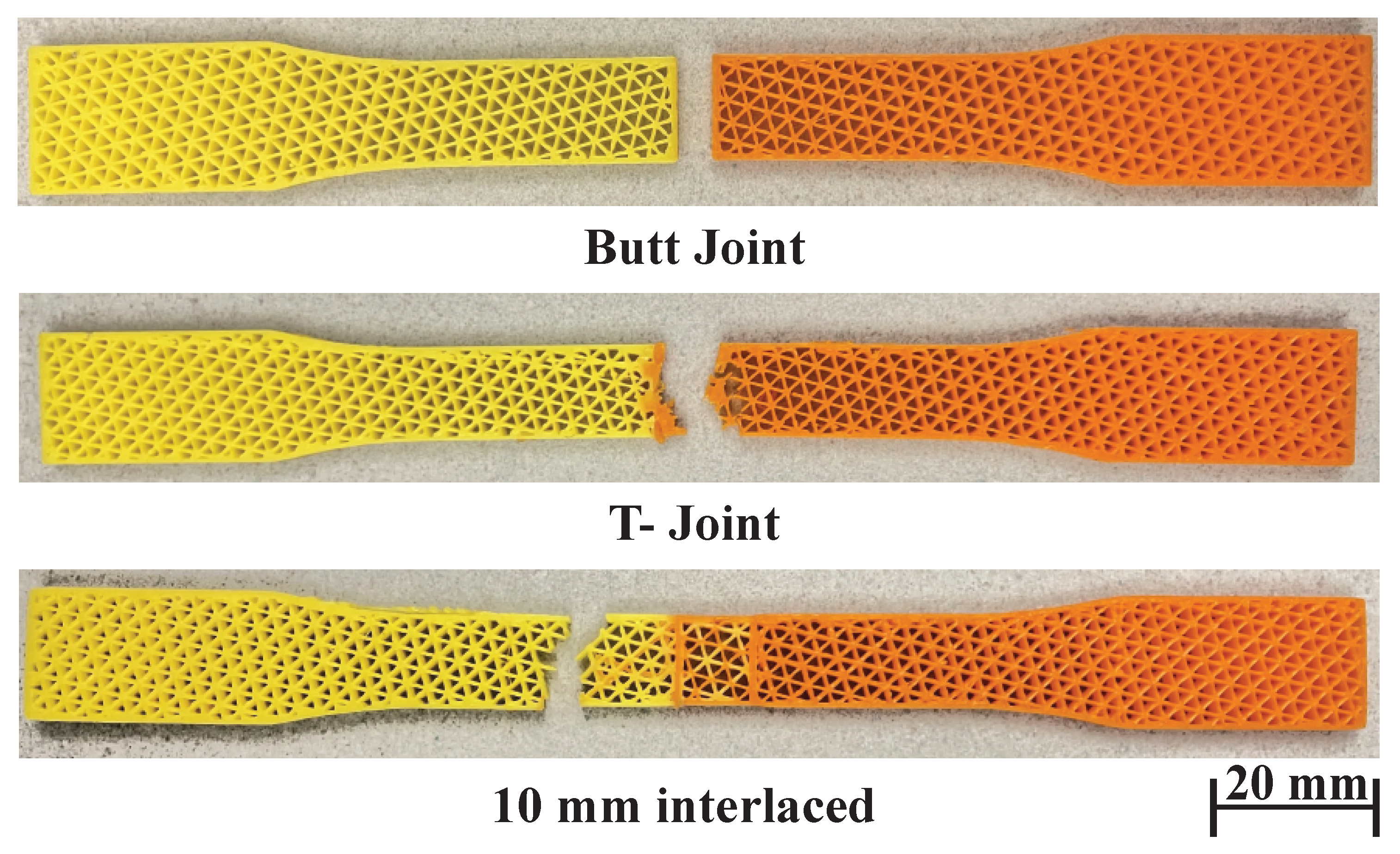
4.1. Joint Configurations
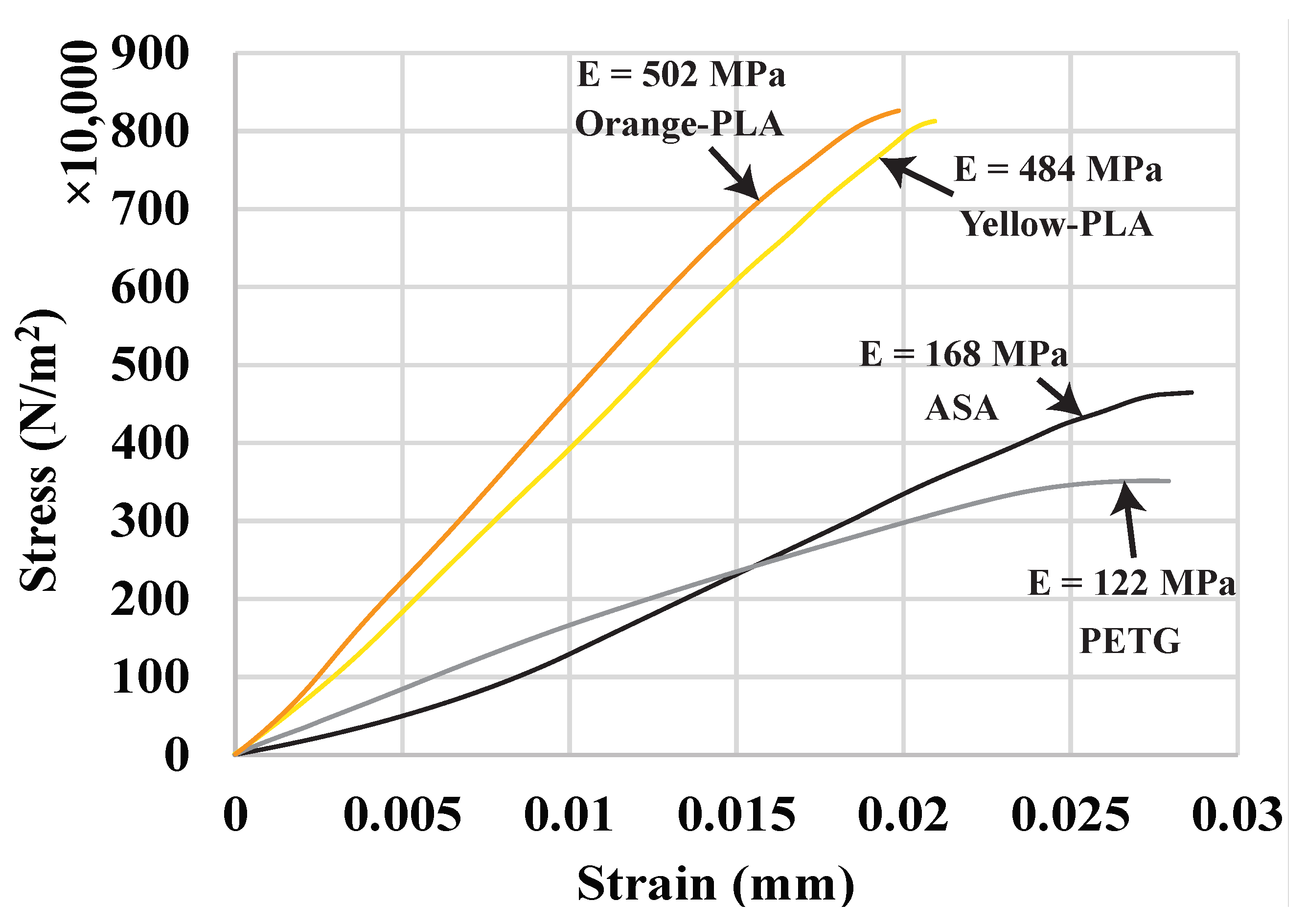
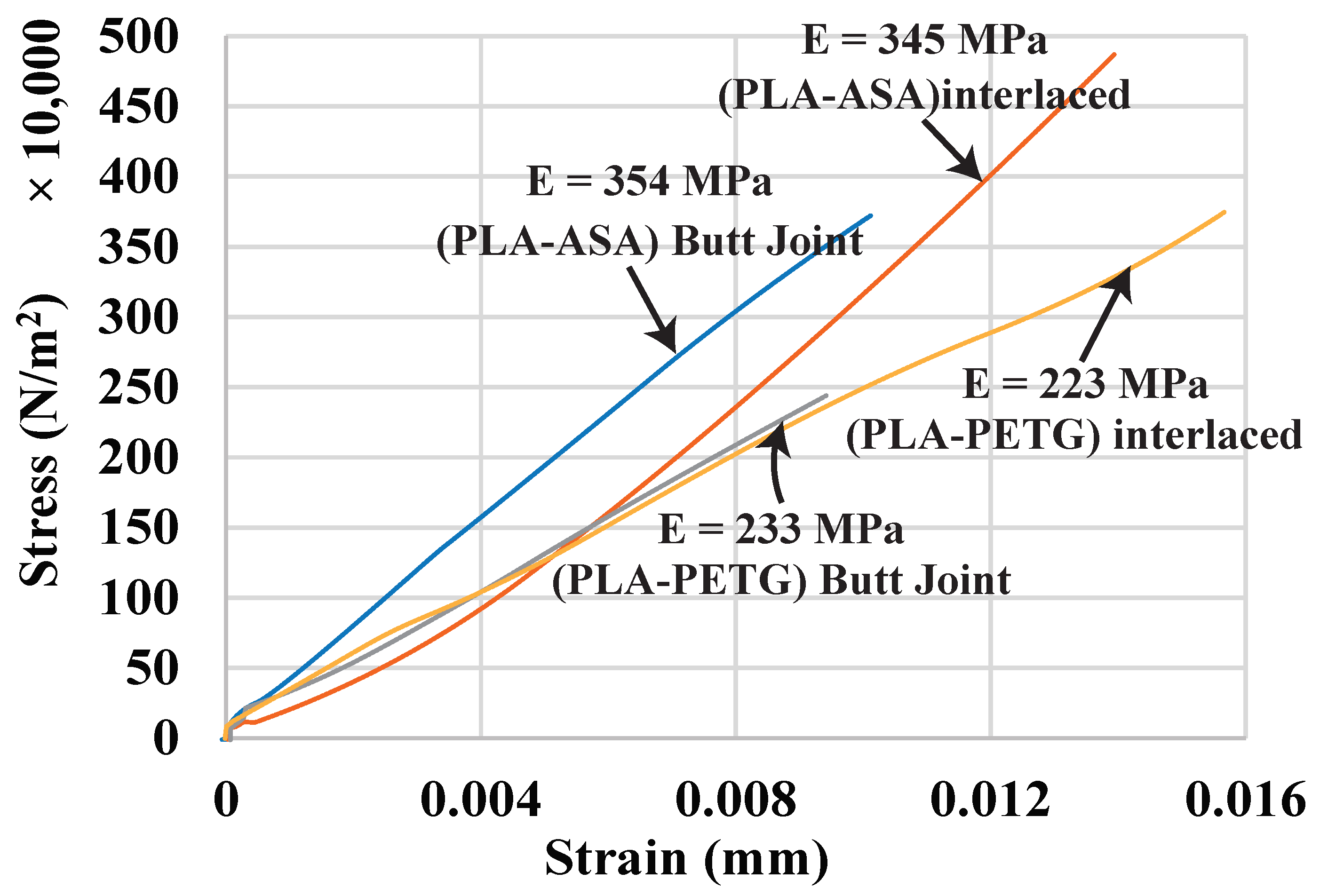
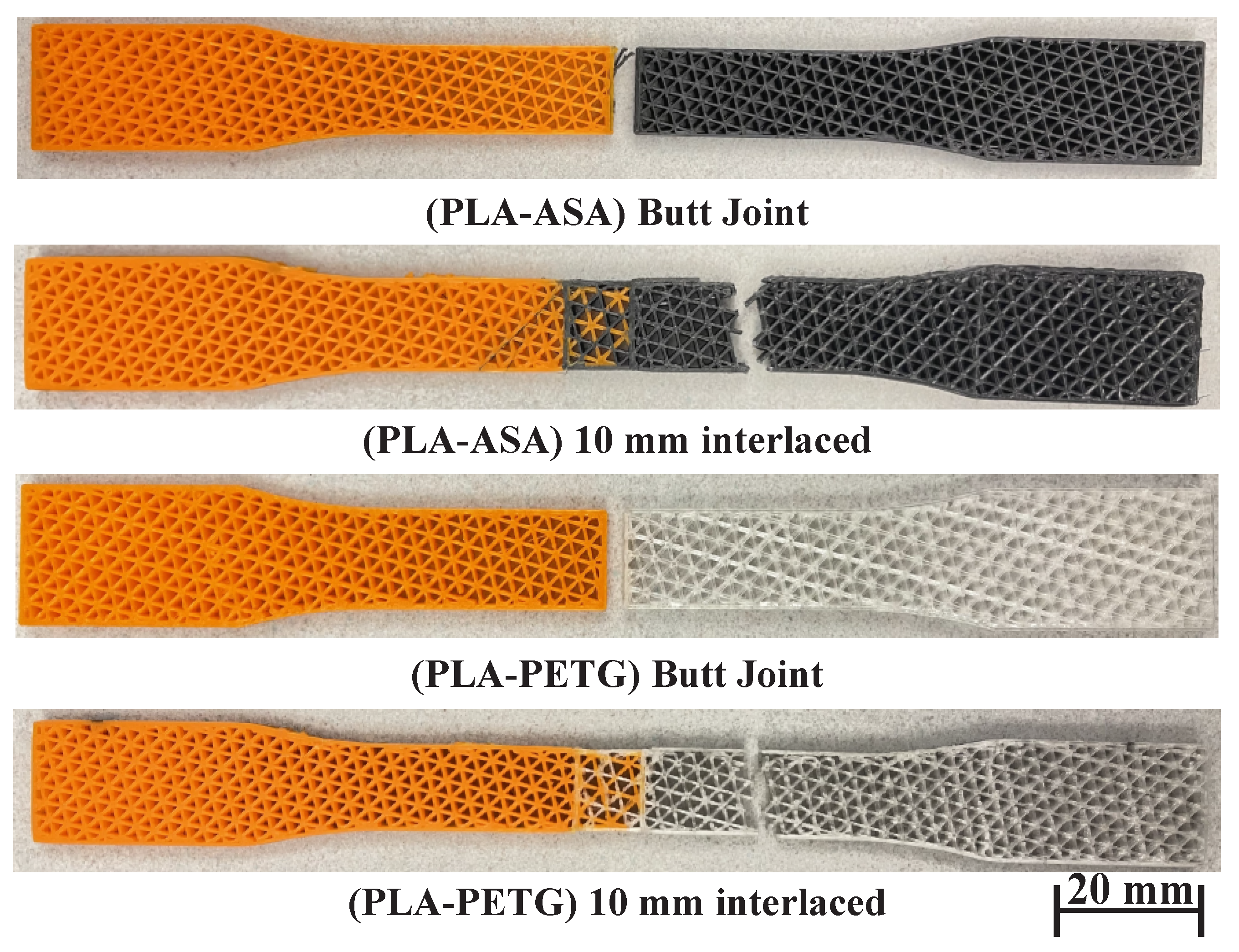
4.2. Materials with Distinct Properties
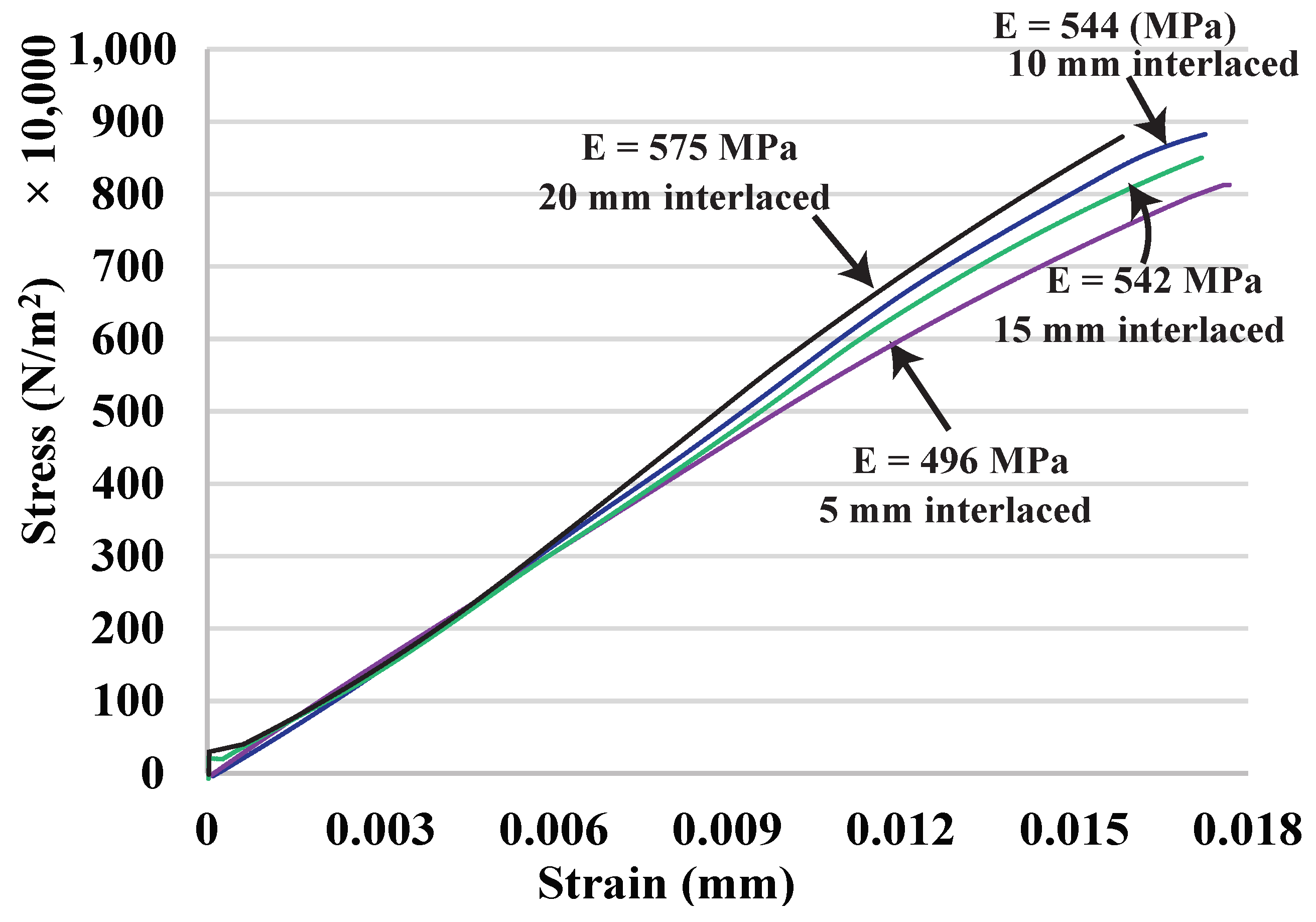
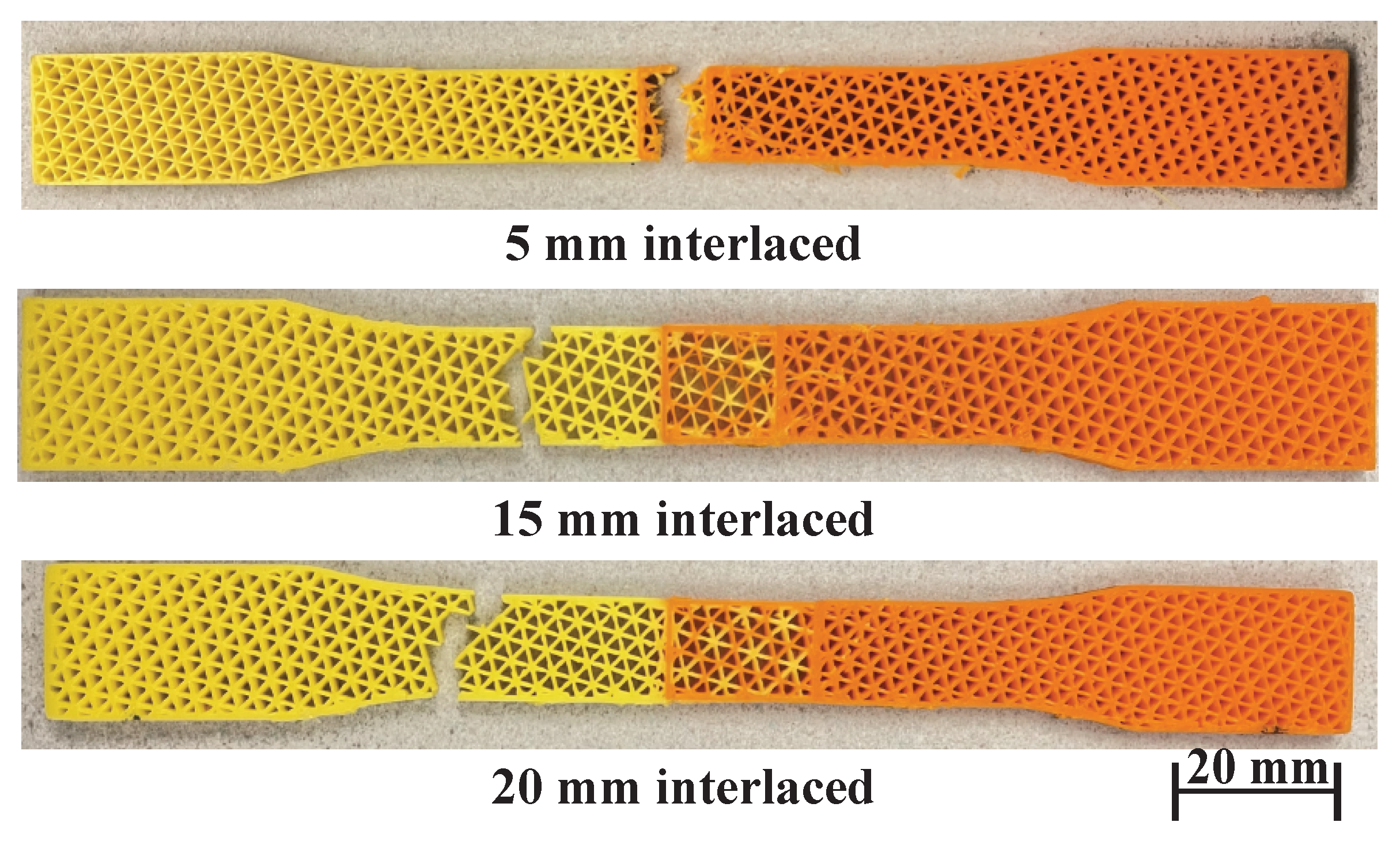
4.3. Overlap Size and Interface Strength
5. Discussion
6. Conclusions and Future Work
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bandyopadhyay, A.; Heer, B. Additive manufacturing of multi-material structures. Mater. Sci. Eng. Rep. 2018, 129, 1–16. [Google Scholar] [CrossRef]
- Sreeramagiri, P.; Bhagavatam, A.; Ramakrishnan, A.; Alrehaili, H.; Dinda, G.P. Design and development of a high-performance N-based superalloy WSU 150 for additive manufacturing. J. Mater. Sci. Technol. 2020, 47, 20–28. [Google Scholar] [CrossRef]
- Meisel, N.; Williams, C. An investigation of key design for additive manufacturing constraints in multimaterial three-dimensional printing. J. Mech. Des. 2015, 137, 111406. [Google Scholar] [CrossRef]
- Tibbits, S. 4D printing: Multi-material shape change. Archit. Des. 2014, 84, 116–121. [Google Scholar] [CrossRef]
- Salonitis, K.; Pandremenos, J.; Paralikas, J.; Chryssolouris, G. Multifunctional materials used in automotive industry: A critical review. In Engineering Against Fracture; Springer: Dordrecht, The Netherlands, 2009; pp. 59–70. [Google Scholar]
- Ribeiro, M.; Carneiro, O.S.; da Silva, A.F. Interface geometries in 3D multi-material prints by fused filament fabrication. Rapid Prototyp. J. 2019, 25, 38–46. [Google Scholar] [CrossRef]
- Hoa, S.V.; Hoang, M.D.; Simpson, J. Manufacturing procedure to make flat thermoplastic composite laminates by automated fibre placement and their mechanical properties. J. Thermoplast. Compos. Mater. 2017, 30, 1693–1712. [Google Scholar]
- Nawab, Y.; Hamdani, S.T.A.; Shaker, K. Structural Textile Design: Interlacing and Interlooping; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Huang, P.; Wang, C.C.L.; Chen, Y. Algorithms for layered manufacturing in image space. In ASME Advances in Computers and Information in Engineering Research; Chinese University of Hong Kong: Hong Kong, China, 2014. [Google Scholar]
- Mustafa, I.; Kwok, T.H. Development of Intertwined Infills to Improve Multi-Material Interfacial Bond Strength. J. Manuf. Sci. Eng. 2022, 144, 031009. [Google Scholar] [CrossRef]
- Mustafa, I. Development of Intertwined Infills to Improve Multi-Material Interfacial Bond Strength. Master’s Thesis, Concordia Unviersity, Montreal, QC, Canada, 2021. [Google Scholar]
- Vaezi, M.; Chianrabutra, S.; Mellor, B.; Yang, S. Multiple material additive manufacturing–Part 1: A review. Virtual Phys. Prototyp. 2013, 8, 19–50. [Google Scholar] [CrossRef]
- Sitthi-Amorn, P.; Ramos, J.E.; Wangy, Y.; Kwan, J.; Lan, J.; Wang, W.; Matusik, W. MultiFab: A machine vision assisted platform for multi-material 3D printing. ACM Trans. Graph. (TOG) 2015, 34, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Demir, A.G.; Previtali, B. Multi-material selective laser melting of Fe/Al-12Si components. Manuf. Lett. 2017, 11, 8–11. [Google Scholar] [CrossRef]
- Matte, C.D.; Pearson, M.; Trottier-Cournoyer, F.; Dafoe, A.; Kwok, T.H. Automated storage and active cleaning for multi-material digital-light-processing printer. Rapid Prototyp. J. 2019, 25, 864–874. [Google Scholar] [CrossRef]
- Brennan, R.; Turcu, S.; Hall, A.; Hagh, N.; Safari, A. Fabrication of electroceramic components by layered manufacturing (LM). Ferroelectrics 2003, 293, 3–17. [Google Scholar] [CrossRef]
- Roach, D.J.; Hamel, C.M.; Dunn, C.K.; Johnson, M.V.; Kuang, X.; Qi, H.J. The m4 3D printer: A multi-material multi-method additive manufacturing platform for future 3D printed structures. Addit. Manuf. 2019, 29, 100819. [Google Scholar] [CrossRef]
- Deng, D.; Kwok, T.H.; Chen, Y. Four-Dimensional Printing: Design and Fabrication of Smooth Curved Surface Using Controlled Self-Folding. J. Mech. Des. 2017, 139, 081702. [Google Scholar] [CrossRef]
- Han, D.; Lee, H. Recent advances in multi-material additive manufacturing: Methods and applications. Curr. Opin. Chem. Eng. 2020, 28, 158–166. [Google Scholar] [CrossRef]
- Qu, X.; Langrana, N.A. A system approach in extrusion-based multi-material CAD 313. In Proceedings of the International Solid Freeform Fabrication Symposium, Austin, TX, USA, 25–27 July 2001. [Google Scholar]
- Aremu, A.O.; Brennan-Craddock, J.; Panesar, A.; Ashcroft, I.; Hague, R.J.; Wildman, R.D.; Tuck, C. A voxel-based method of constructing and skinning conformal and functionally graded lattice structures suitable for additive manufacturing. Addit. Manuf. 2017, 13, 1–13. [Google Scholar] [CrossRef]
- Jones, M.W.; Baerentzen, J.A.; Sramek, M. 3D distance fields: A survey of techniques and applications. IEEE Trans. Vis. Comput. Graph. 2006, 12, 581–599. [Google Scholar] [CrossRef]
- Leung, Y.S.; Kwok, T.H.; Mao, H.; Chen, Y. Digital Material Design Using Tensor-Based Error Diffusion for Additive Manufacturing. Comput. Aided Des. 2019, 114, 224–235. [Google Scholar] [CrossRef]
- Muller, P.; Hascoet, J.Y.; Mognol, P. Toolpaths for additive manufacturing of functionally graded materials (FGM) parts. Rapid Prototyp. J. 2014, 20, 511–522. [Google Scholar] [CrossRef]
- Wang, C.C.; Chen, Y. Layered depth-normal images: A sparse implicit representation of solid models. arXiv 2010, arXiv:1009.0794. [Google Scholar]
- Kwok, T.H. Comparing Slicing Technologies for Digital Light Processing Printing. J. Comput. Inf. Sci. Eng. 2019, 19, 044502. [Google Scholar] [CrossRef]
- Mao, H.; Kwok, T.H.; Chen, Y.; Wang, C.C.L. Adaptive slicing based on efficient profile analysis. Comput. Aided Des. 2019, 107, 89–101. [Google Scholar] [CrossRef]
- Heidelberger, B.; Teschner, M.; Gross, M. Real-time volumetric intersections of deforming objects. In Vision, Modeling, and Visualization 2003; AKA: Munich, Germany, 2003; pp. 461–468. [Google Scholar]
- Liu, F.; Huang, M.C.; Liu, X.H.; Wu, E.H. Freepipe: A programmable parallel rendering architecture for efficient multi-fragment effects. In Proceedings of the 2010 ACM SIGGRAPH Symposium on Interactive 3D Graphics and Games, Washington, DC, USA, 19–21 February 2010; pp. 75–82. [Google Scholar]
- Wei, C.; Li, L.; Zhang, X.; Chueh, Y.H. 3D printing of multiple metallic materials via modified selective laser melting. CIRP Ann. 2018, 67, 245–248. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Bandyopadhyay, A. Direct fabrication of compositionally graded Ti-Al2O3 multi-material structures using Laser Engineered Net Shaping. Addit. Manuf. 2018, 21, 104–111. [Google Scholar] [CrossRef]
- Rossing, L.; Scharff, R.B.; Chömpff, B.; Wang, C.C.L.; Doubrovski, E.L. Bonding between silicones and thermoplastics using 3D printed mechanical interlocking. Mater. Des. 2020, 186, 108254. [Google Scholar] [CrossRef]
- Vu, I.Q.; Bass, L.B.; Williams, C.B.; Dillard, D.A. Characterizing the effect of print orientation on interface integrity of multi-material jetting additive manufacturing. Addit. Manuf. 2018, 22, 447–461. [Google Scholar] [CrossRef]
- Lumpe, T.S.; Mueller, J.; Shea, K. Tensile properties of multi-material interfaces in 3D printed parts. Mater. Des. 2019, 162, 1–9. [Google Scholar] [CrossRef]
- Purcell, T.J.; Buck, I.; Mark, W.R.; Hanrahan, P. Ray Tracing on Programmable Graphics Hardware. In ACM SIGGRAPH 2005 Courses; Association for Computing Machinery: New York, NY, USA, 2005; p. 268. [Google Scholar] [CrossRef] [Green Version]
- Gao, X.; Qi, S.; Kuang, X.; Su, Y.; Li, J.; Wang, D. Fused filament fabrication of polymer materials: A review of interlayer bond. Addit. Manuf. 2021, 37, 101658. [Google Scholar] [CrossRef]
- Koushki, P.; Kwok, T.H.; Hof, L.; Wuthrich, R. Reinforcing silicone with hemp fiber for additive manufacturing. Compos. Sci. Technol. 2020, 194, 108139. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | E (MPa) | UTS (MPa) |
|---|---|---|
| Orange PLA | 502 | 8.74 |
| Yellow PLA | 484 | 8.68 |
| ASA | 168 | 4.85 |
| PETG | 122 | 3.69 |
| Joints | E (MPa) | UTS (MPa) | Improve |
|---|---|---|---|
| Butt | 359 | 5.79 | - |
| T-joint | 444 | 6.95 | 20% |
| Interlaced | 544 | 8.88 | 53% |
| Materials | Joints | E | UTS | Improve |
|---|---|---|---|---|
| PLA-ASA | Butt | 354 | 3.58 | - |
| Interlaced | 345 | 4.79 | 34% | |
| PLA-PETG | Butt | 233 | 2.38 | - |
| Interlaced | 223 | 3.74 | 57% |
| Overlaps | E (MPa) | UTS (MPa) |
|---|---|---|
| 5 mm | 496 | 8.23 |
| 10 mm | 544 | 8.88 |
| 15 mm | 542 | 8.74 |
| 20 mm | 575 | 8.86 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mustafa, I.; Kwok, T.H. Interlacing Infills for Multi-Material Fused Filament Fabrication Using Layered Depth Material Images. Micromachines 2022, 13, 773. https://doi.org/10.3390/mi13050773
Mustafa I, Kwok TH. Interlacing Infills for Multi-Material Fused Filament Fabrication Using Layered Depth Material Images. Micromachines. 2022; 13(5):773. https://doi.org/10.3390/mi13050773
Chicago/Turabian StyleMustafa, Irfan, and Tsz Ho Kwok. 2022. "Interlacing Infills for Multi-Material Fused Filament Fabrication Using Layered Depth Material Images" Micromachines 13, no. 5: 773. https://doi.org/10.3390/mi13050773