Progresses in Synthesis and Application of SiC Films: From CVD to ALD and from MEMS to NEMS



Abstract
:1. Introduction
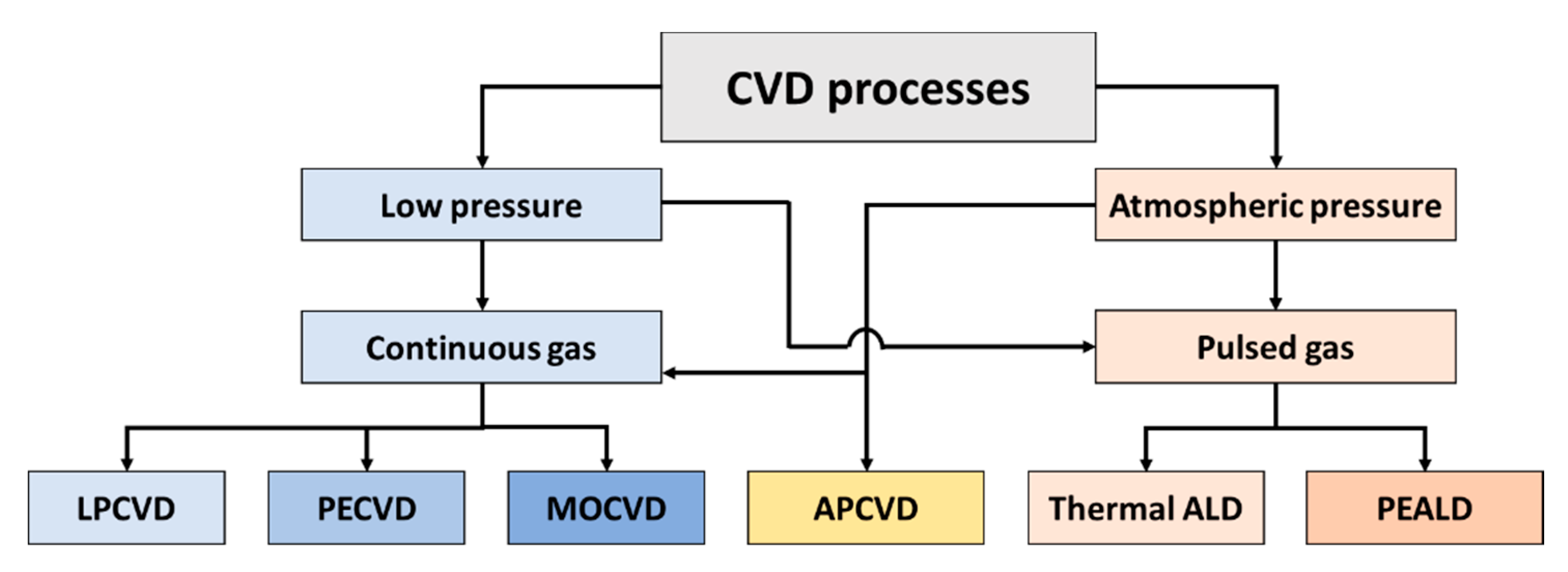
2. Chemical Vapor Synthesis of SiC Films: From CVD to ALD
2.1. Atmospheric Pressure Chemical Vapor Deposition
2.2. Low-Pressure Chemical Vapor Deposition
2.3. Metal–Organic Chemical Vapor Deposition
2.4. Plasma-Enhanced Chemical Vapor Deposition
2.5. Atomic Layer Deposition
2.6. Plasma-Enhanced Atomic Layer Deposition
3. CVD-Based SiC Requirements for Development of MEMS/NEMS Devices
4. Device Application of CVD SiC Films: From MEMS to NEMS
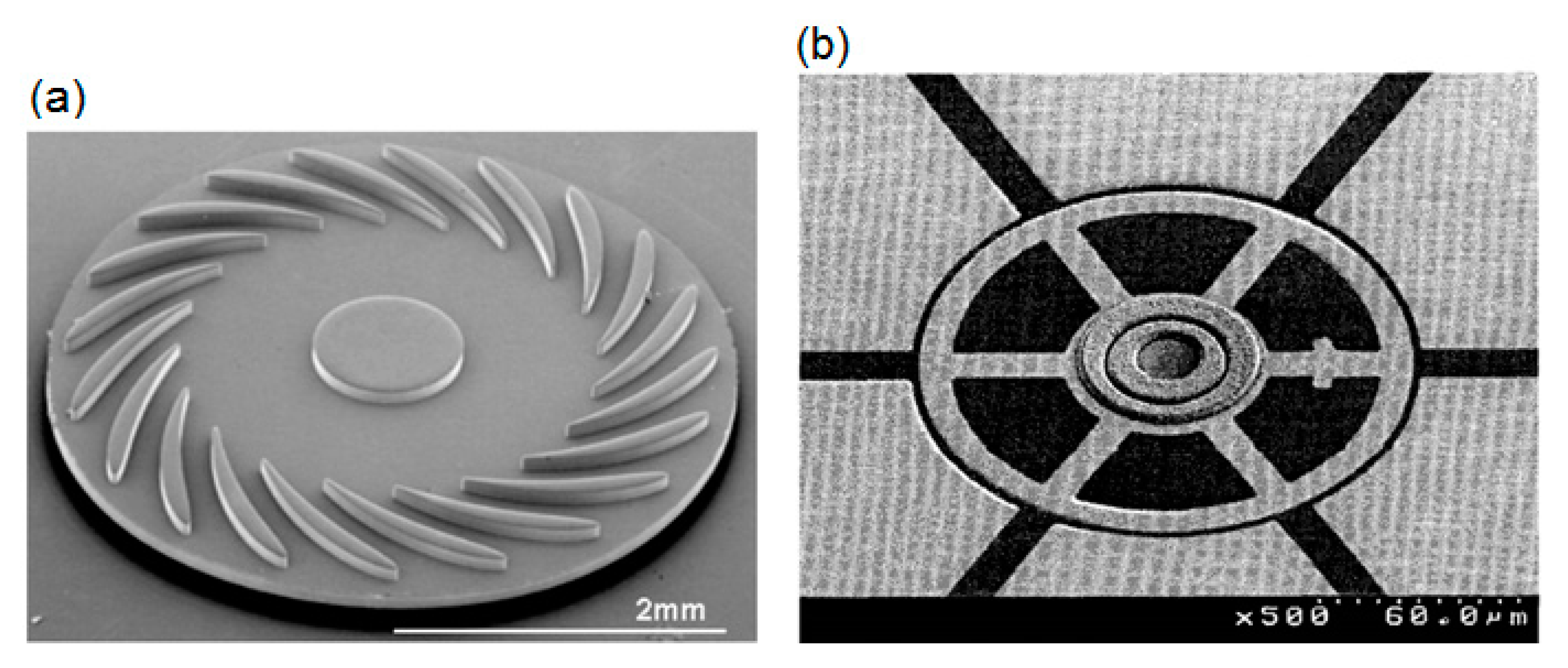
4.1. SiC MEMS
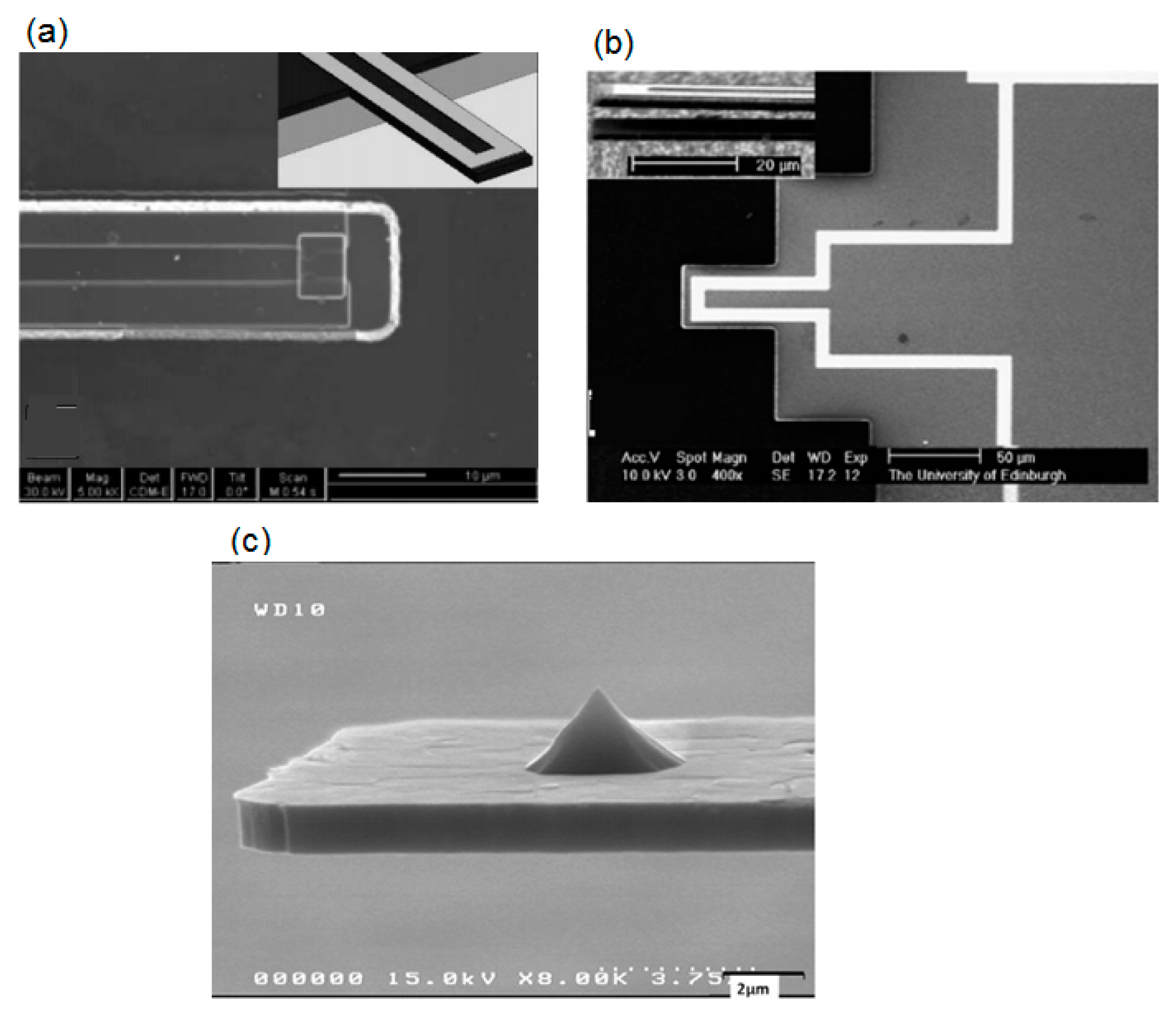
4.2. SiC NEMS
5. Final Remarks
Author Contributions
Funding
Conflicts of Interest
References
- Guo, X.; Xun, Q.; Li, Z.; Du, S. Silicon Carbide Converters and MEMS Devices for High-temperature Power Electronics: A Critical Review. Micromachines 2019, 10, 406. [Google Scholar] [CrossRef] [Green Version]
- Fraga, M.A.; Furlan, H.; Pessoa, R.S.; Massi, M. Wide bandgap semiconductor thin films for piezoelectric and piezoresistive MEMS sensors applied at high temperatures: An overview. Microsyst. Technol. 2014, 20, 9–21. [Google Scholar] [CrossRef]
- Fraga, M.A.; Bosi, M.; Negri, M. Silicon carbide in microsystem technology—Thin Film versus bulk material. In Advanced Silicon Carbide Devices and Processing, 1st ed.; Saddow, S., la Via, F., Eds.; InTech: Rijeka, Croatia, 2015; pp. 1–31. [Google Scholar]
- Jiang, L.; Cheung, R. A review of silicon carbide development in MEMS applications. Int. J. Comput. Mater. Sci. Surf. Eng. 2009, 2, 225–240. [Google Scholar] [CrossRef] [Green Version]
- Wijesundara, M.B.J.; Azevedo, R.G. SiC MEMS devices. In Silicon Carbide Microsystems for Harsh Environments; Part of the MEMS Reference Shelf Book Series; Springer: New York, NY, USA, 2011; Volume 22, pp. 125–165. [Google Scholar] [CrossRef]
- Zorman, C.A. Silicon carbide as a material for biomedical microsystems. In Proceedings of the Symposium on Design, Test, Integration & Packaging of MEMS/MOEMS, Rome, Italy, 1–3 April 2009; IEEE: New York, NY, USA, 2009. [Google Scholar]
- Wijesundara, M.B.J.; Azevedo, R.G. SiC materials and processing technology. In Silicon Carbide Microsystems for Harsh Environments; Part of the MEMS Reference Shelf Book Series; Springer: New York, NY, USA, 2011; Volume 22, pp. 33–95. [Google Scholar] [CrossRef]
- Stoffel, A.; Kovacs, A.; Kronast, W.; Mueller, B. LPCVD against PECVD for micromechanical applications. J. Micromech. Microeng. 1996, 6, 1. [Google Scholar] [CrossRef]
- Du, J.; Singh, N.; Summers, J.B.; Zorman, C.A. Development of PECVD SiC for MEMS using 3MS as the precursor. MRS Proc. 2006, 919, 0911-B05-28. [Google Scholar] [CrossRef]
- Filatova, E.A.; Hausmann, D.; Elliott, S.D. Investigating Routes towards Atomic Layer Deposition of Silicon Carbide: Ab initio Screening of Potential Silicon and Carbon Precursors. J. Vac. Sci. Technol. A 2017, 35, 01B103. [Google Scholar] [CrossRef]
- Ovanesyan, R.A.; Filatova, E.A.; Elliott, S.D.; Hausmann, D.M.; Smith, D.C.; Agarwal, S. Atomic layer deposition of silicon-based dielectrics for semiconductor manufacturing: Current status and future outlook. J. Vac. Sci. Technol. A 2019, 37, 060904. [Google Scholar] [CrossRef]
- King, S. Plasma enhanced atomic layer deposition of SiNx:H and SiO2. J. Vac. Sci. Technol. A 2011, 29, 041501. [Google Scholar] [CrossRef]
- Johnson, R.W.; Hultqvist, A.; Bent, S.F. A brief review of atomic layer deposition: From fundamentals to applications. Mater. Today 2014, 17, 236–246. [Google Scholar] [CrossRef]
- Putkonen, M.; Niinistö, L. Organometallic precursors for atomic layer deposition. In Precursor Chemistry of Advanced Materials. Topics in Organometallic Chemistry, 1st ed.; Fischer, R.A., Ed.; Springer: Berlin, Germany, 2005; Volume 9, pp. 125–145. [Google Scholar] [CrossRef]
- 0Profijt, H.B.; Potts, S.E.; van de Sanden, M.C.M.; Kessels, W.M.M. Plasma-Assisted Atomic Layer Deposition: Basics, Opportunities, and Challenges. J. Vac. Sci. Technol. A 2011, 29, 050801. [Google Scholar] [CrossRef] [Green Version]
- Quinn, C.A.; Dalal, D.B. Empowering the Electronics Industry A Power Technology Roadmap. CPSS Trans. Power Electron. Appl. 2017, 2, 306–319. [Google Scholar] [CrossRef]
- Eversole, W.G. Synthesis of Diamond. U.S. Patent No. 3030188, 17 April 1962. [Google Scholar]
- Fauzi, F.B.; Ismail, E.; Ani, M.H.; Bakar, S.N.S.A.; Mohamed, M.A.; Majlis, B.Y.; Md Din, M.F.; Abid, M.A.A.M. A critical review of the effects of fluid dynamics on graphene growth in atmospheric pressure chemical vapor deposition. J. Mater. Res. 2018, 33, 1088–1108. [Google Scholar] [CrossRef]
- Eranen, S. Thin films on silicon: Silicon dioxide. In Handbook of Silicon Based MEMS Materials and Technologies, 3rd ed.; Tilli, M., Paulasto-Krockel, M., Petzold, M., Theuss, H., Motooka, T., Lindroos, V., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 133–213. [Google Scholar] [CrossRef]
- Wolf, S.; Tauber, R. Silicon Processing for the VLSI Era Volume 1, 2nd ed.; Lattice Press: Sunset Beach, CA, USA, 2000. [Google Scholar]
- Knoops, H.C.M.; Faraz, T.; Arts, K.; Kessels, W.M.M. Status and prospects of plasma-assisted atomic layer deposition. J. Vac. Sci. Technol. A 2019, 37, 030902. [Google Scholar] [CrossRef] [Green Version]
- Abegunde, O.O.; Akinlabi, E.T.; Oladijo, O.P.; Akinlabi, S.; Ude, A.U. Overview of thin film deposition techniques. AIMS Mater. Sci. 2019, 6, 174–199. [Google Scholar] [CrossRef]
- Maboudian, R.; Carraro, C.; Senesky, D.G.; Roper, C.S. Advances in silicon carbide science and technology at the micro- and nanoscales. J. Vac. Sci. Technol. A 2013, 31, 050805. [Google Scholar] [CrossRef]
- Pessoa, R.S.; Medeiros, H.S.; Fraga, M.A.; Galvão, N.K.A.M.; Sagas, J.C.; Maciel, H.S.; Massi, M.; da Silva Sobrinho, A.S. Low Pressure Deposition Techniques of Silicon Carbide Thin Films: An Overview. Advances in Materials Science Research, 1st ed.; Nova Science Publishers: New York, NY, USA, 2013; Volume 16, pp. 249–266. [Google Scholar]
- Mehregany, M.; Zorman, C.A.; Roy, S.; Fleischman, A.J.; Wu, C.-H.; Rajan, N. Silicon carbide for microelectromechanical systems. Int. Mater. Rev. 2000, 45, 85–108. [Google Scholar] [CrossRef]
- Pessoa, R.S.; Fraga, M.A.; Santos, L.V.; Massi, M.; Maciel, H.S. Nanostructured thin films based on TiO2 and/or SiC for use in photoelectrochemical cells: A review of the material characteristics, synthesis and recent applications. Mater. Sci. Semicond. Process 2015, 29, 56–68. [Google Scholar] [CrossRef]
- Zorman, C.A.; Fu, X.A.; Mehregany, M. Deposition techniques for SiC MEMS. In Silicon Carbide MEMS for Harsh Environments, 1st ed.; Cheung, R., Ed.; Imperial College Press: London, UK, 2006; pp. 18–45. [Google Scholar] [CrossRef]
- Yang, N.; Jiang, X. Cubic silicon carbide: Growth, properties, and electrochemical applications. In Novel Carbon Materials and Composites: Synthesis, Properties and Applications, 1st ed.; Jiang, J., Kang, Z., Guo, X., Zhuang, H., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2019; pp. 1–33. [Google Scholar] [CrossRef]
- Papasouliotis, G.D.; Sotirchos, S.V. Experimental study of atmospheric pressure chemical vapor deposition of silicon carbide from methyltrichlorosilane. J. Mater. Res. 1999, 14, 3397–3409. [Google Scholar] [CrossRef]
- Schillinger, K.; Janz, S.; Reber, S. Atmospheric Pressure Chemical Vapour Deposition of 3C-SiC for Silicon Thin-Film Solar Cells on Various Substrates. J. Nanosci. Nanotechnol. 2011, 11, 8108–8113. [Google Scholar] [CrossRef]
- Funato, Y.; Sato, N.; Fukushima, Y.; Sugiura, H.; Momose, T.; Shimogaki, Y. Fundamental Evaluation of Gas-Phase Elementary Reaction Models for Silicon Carbide Chemical Vapor Deposition. ECS J. Solid State Sci. Technol. 2017, 6, P399–P404. [Google Scholar] [CrossRef]
- Kim, K.-S.; Chung, G.-S. Mechanical properties of in-situ doped polycrystalline 3C-SiC thin films by APCVD. J. Korean Inst. Electr. Electron. Mater. Eng. 2009, 22, 235. [Google Scholar]
- Zorman, C.A.; Fleischman, A.J.; Dewa, A.S.; Mehregany, M.; Jacob, C.; Nishino, S.; Pirouz, P. Epitaxial growth of 3C-SiC films on 4 in diam (100) silicon wafers by atmospheric pressure chemical vapor deposition. J. Appl. Phys. 1995, 78, 5136–5138. [Google Scholar] [CrossRef]
- Otani, M.; Takahashi, T.; Habuka, H.; Ishida, Y.; Ikeda, S.-I.; Hara, S. Quartz Crystal Microbalances for Evaluating Gas Motion Differences between Dichlorosilane and Trichlorosilane in Ambient Hydrogen in a Slim Vertical Cold Wall Chemical Vapor Deposition Reactor. Adv. Chem. Eng. Sci. 2020, 10, 190–200. [Google Scholar] [CrossRef]
- Powell, M.J.; Parkin, I.P. Titania coated mica via chemical vapour deposition, post N-doped by liquid ammonia treatment. Phys. Procedia 2013, 46, 111–117. [Google Scholar] [CrossRef]
- Bauer, A.J.; Friedrichs, P.; Krieger, M.; Pensl, G.; Rupp, R.; Seyller, T. Characteristics of Porous 3C-SiC Thin Films Formed with Nitrogen Doping Concentrations. Mater. Sci. Forum 2010, 645–648, 391–394. [Google Scholar]
- Alarcón-Salazar, J.; López-Estopier, R.; Quiroga-González, E.; Morales-Sánchez, A.; Pedraza-Chávez, J.; Zaldívar-Huerta, I.E.; Aceves-Mijares, M. Silicon-rich oxide obtained by low-pressure chemical vapor deposition to develop silicon light sources. In Chemical Vapor Deposition—Recent Advances and Applications in Optical, Solar Cells and Solid State Devices, 1st ed.; Neralla, S., Ed.; InTech: Rijeka, Croatia, 2016; pp. 159–181. [Google Scholar]
- Krotz, G.; Legner, W.; Wapner, C.; Moller, H.; Sonntag, H.; Muller, G. Silicon carbide as a mechanical material. In Proceedings of the 8th International Conference Solid State Sensors Actuators—Eurosensors IX, Stockholm, Sweden, 25–29 June 1995; IEEE: New York, NY, USA, 1995. [Google Scholar]
- Wright, N.; Johnson, C.M.; Johnson, K.; Vassilevski, I.; Nikitina, A. Horsfall, Heavily Doped Polycrystalline 3C-SiC Growth on SiO2/Si (100) Substrates for Resonator Applications. Mater. Sci. Forum 2007, 556–557, 179–182. [Google Scholar]
- Locke, C.W.; Severino, A.; La Via, F.; Reyes, M.; Register, J.; Saddow, S.E. SiC films and coatings. In Silicon Carbide Biotechnology, 1st ed.; Saddow, S.E., Ed.; Elsevier: Amsterdam, The Netherlands; Volume 61, pp. 17–61. [CrossRef]
- Roper, C.S.; Carraro, C.; Howe, R.T.; Maboudian, R. Silicon Carbide Thin Films using 1,3-Disilabutane Single Precursor for MEMS Applications—A Review. ECS Trans. 2006, 3, 267. [Google Scholar]
- Liaw, P.; Davis, R.F. Epitaxial Growth and Characterization of β-SiC Thin Films. J. Electrochem. Soc. 1985, 132, 642. [Google Scholar] [CrossRef]
- Nishino, S.; Hazuki, Y.; Matsunami, H.; Tanaka, T. Chemical Vapor Deposition of Single Crystalline β-SiC Films on Silicon Substrate with Sputtered SiC Intermediate Layer. J. Electrochem. Soc. 1980, 127, 2674. [Google Scholar] [CrossRef]
- Fu, X.-A.; Dunning, J.L.; Mehregany, M.; Zorman, C.A. Low Stress Polycrystalline SiC Thin Films Suitable for MEMS Applications. J. Electrochem. Soc. 2011, 158, H675. [Google Scholar] [CrossRef]
- Yagi, K.; Nagasawa, H. 3C-SiC growth by alternate supply of SiH2Cl2 and C2H2. J. Cryst. Growth 1997, 174, 653–657. [Google Scholar] [CrossRef]
- Wang, C.-F.; Tsai, D.-S. Low pressure chemical vapor deposition of silicon carbide from dichlorosilane and acetylene. Mater. Chem. Phys. 2000, 63, 196. [Google Scholar] [CrossRef]
- Lien, W.-C.; Ferralis, N.; Carraro, C.; Maboudian, R. Growth of Epitaxial 3C-SiC Films on Si(100) via Low Temperature SiC Buffer Layer. Cryst. Growth Des. 2010, 10, 36–39. [Google Scholar] [CrossRef]
- Liu, F.; Carraro, C.; Chu, J.R.; Maboudian, R. Residual stress characterization of polycrystalline β-SiC films on Si(100) deposited from methylsilane. J. Appl. Phys. 2009, 106, 013505. [Google Scholar] [CrossRef]
- Liu, C.W.; Sturm, J.C. Low temperature chemical vapor deposition growth of β-SiC on (100) Si using methylsilane and device characteristics. J. Appl. Phys. 1997, 82, 4558. [Google Scholar] [CrossRef] [Green Version]
- Avigal, Y.; Schieber, M.; Levin, R. The growth of hetero-epitaxial SiC films by pyrolysis of various alkyl-silicon compounds. J. Cryst. Growth 1974, 24–25, 188–192. [Google Scholar] [CrossRef]
- Lim, D.C.; Jee, H.G.; Kim, J.W.; Moon, J.S.; Lee, S.B.; Choi, S.S.; Boo, J.H. Deposition of epitaxial silicon carbide films using high vacuum MOCVD method for MEMS applications. Thin Solid Film. 2004, 459, 7–12. [Google Scholar] [CrossRef]
- Lee, B.-T.; Kim, D.-K.; Moon, C.-K.; Kim, J.K. Microstructural investigation of low temperature chemical vapor deposited 3C-SiC/Si thin films using single-source precursors. J. Mater. Res. 1999, 14, 24–28. [Google Scholar] [CrossRef]
- Takahashi, K.; Nishino, S.; Saraie, J. Low-temperature growth of 3C-SiC on Si substrate by chemical vapor deposition using hexamethyldisilane as a source material. J. Electrochem. Soc. 1992, 139, 3565. [Google Scholar] [CrossRef]
- Grow, J.M.; Levy, R.A.; Bhaskaran, M.; Boeglin, H.J.; Shalvoy, R. Low pressure chemical vapor deposition of silicon carbide from ditertiarybutylsilane. J. Electrochem. Soc. 1993, 140, 3001. [Google Scholar] [CrossRef]
- Steckl, A.J.; Yuan, C.; Li, J.P.; Loboda, M.J. Growth of crystalline 3C-SiC on Si at reduced temperatures by chemical vapor deposition from silacyclobutane. Appl. Phys. Lett. 1993, 63, 3347. [Google Scholar] [CrossRef]
- Jacobson, K.A. Growth, Texture, and Surface Morphology of SiC Layers. J. Electrochem. Soc. 1971, 118, 1001. [Google Scholar] [CrossRef]
- Larkin, D.J.; Interrante, L.V. Chemical vapor deposition of silicon carbide from 1,3-disilacyclobutane. Chem. Mater. 1992, 4, 22–24. [Google Scholar] [CrossRef]
- Boo, J.H.; Yu, K.S.; Kim, Y.; Yeon, S.H.; Jung, I.N. Growth of cubic SiC films using 1,3-disilabutane. Chem. Mater. 1995, 7, 694–698. [Google Scholar] [CrossRef]
- Stoldt, C.R.; Carraro, C.; Ashurst, W.R.; Gao, D.; Howe, R.T.; Maboudian, R. A low-temperature CVD process for silicon carbide MEMS. Sens. Actuators A 2002, 97–98, 410–415. [Google Scholar] [CrossRef]
- Clavaguera-Mora, M.T.; Rodriguez-Viejo, J.; El Felk, Z.; Hurtós, E.; Berberich, S.; Stoemenos, J.; Clavaguera, N. Growth of SiC films obtained by LPCVD. Diam. Relat. Mater. 1997, 6, 1306–1310. [Google Scholar] [CrossRef]
- Roper, C.S.; Howe, R.T.; Maboudian, R. Stress control of polycrystalline 3C-SiC films in a large-scale LPCVD reactor using 1,3-disilabutane and dichlorosilane as precursors. J. Micromech. Microeng. 2006, 16, 2736–2739. [Google Scholar] [CrossRef] [Green Version]
- Manasevit, H.M.; Simpson, W.I. The Use of Metal-Organics in the Preparation of Semiconductor Materials: I. Epitaxial Gallium-V Compounds. J. Electrochem. Soc. 1969, 116, 1725. [Google Scholar] [CrossRef]
- Thompson, A.G. MOCVD technology for semiconductor. Mater. Lett. 1997, 30, 255–263. [Google Scholar] [CrossRef]
- Beisenov, R.; Ebrahim, R.; Mansurov, Z.A.; Tokmoldin, S.Z.; Mansurov, B.Z.; Ignatiev, A. Growth of 3C-SiC Films on Si (111) and Sapphire (0001) Substrates by MOCVD. Eurasian Chem. Technol. J. 2013, 15, 25–29. [Google Scholar] [CrossRef] [Green Version]
- Zuo, R.; Zhang, H.; Liu, X. Transport phenomena in radial flow MOCVD reactor with three concentric vertical inlets. J. Cryst. Growth 2006, 293, 498–508. [Google Scholar] [CrossRef]
- Fischer, R.A. Precursor Chemistry of Advanced Materials. Topics in Organometallic Chemistry; Springer: Berlin, Germany, 2005. [Google Scholar] [CrossRef]
- Juergensen, H. MOCVD technology in research, development and mass production. Mater. Sci. Semicond. Process. 2001, 4, 467–474. [Google Scholar] [CrossRef]
- Creighton, J.R.; Parmeter, J.E. Metal CVD for microelectronic applications: An examination of surface chemistry and kinetics. Crit. Rev. Solid State Mater. Sci. 2006, 18, 175–237. [Google Scholar] [CrossRef]
- Lee, D.H.; Sim, Y.; Wang, J.; Kwon, S.-Y. Metal–organic chemical vapor deposition of 2D van der Waals materials—The challenges and the extensive future opportunities. APL Mater. 2020, 8, 030901. [Google Scholar] [CrossRef] [Green Version]
- Lim, D.; Kang, B.; Moon, J.; Moon, O.; Park, J.; Jee, H.; Lee, S.; Kim, Y.; Lee, J.; Boo, J. Enhanced hardness in two-layer a-BON/nc-SiC coating prepared by plasma-assisted MOCVD and thermal MOCVD. Surf. Coat. Technol. 2005, 193, 162–166. [Google Scholar] [CrossRef]
- Jung, C.-K.; Lim, D.-C.; Jee, H.-G.; Park, M.-G.; Ku, S.-J.; Yu, K.-S.; Hong, B.; Lee, S.-B.; Boo, J.-H. Hydrogenated amorphous and crystalline SiC thin films grown by RF-PECVD and thermal MOCVD; comparative study of structural and optical properties. Surf. Coat. Technol. 2003, 171, 46–50. [Google Scholar] [CrossRef]
- Jeong, J.K.; Na, H.J.; Choi, J.; Hwang, C.S.; Kim, H.J.; Bahng, W. Homoepitaxial growth of 6H-SiC thin films by metal-organic chemical vapor deposition using bis-trimethylsilymethane precursor. J. Cryst. Growth 2000, 210, 629–636. [Google Scholar] [CrossRef]
- Fraga, M.A.; Pessoa, R.S.; Maciel, H.S.; Massi, M. Recent developments on silicon carbide thin films for piezoresistive sensors applications. In Silicon Carbide—Materials, Processing and Applications in Electronic Devices; Mukherjee, M., Ed.; InTech: Rijeka, Croatia, 2011; pp. 369–388. [Google Scholar]
- Martinu, L.; Poitras, D. Plasma Deposition of Optical Films and Coatings. J. Vac. Sci. Technol. A Vac. Surf. Film. 2000, 18, 2619–2645. [Google Scholar] [CrossRef]
- Arango-Ospina, M.; Xie, F.; Gonzalo-Juan, I.; Riedel, R.; Ionescu, E.; Boccaccini, A.R. Review: Silicon oxycarbide based materials for biomedical applications. Appl. Mater. Today 2020, 18, 100482. [Google Scholar] [CrossRef]
- Lukianov, A.N.; Klyui, N.I.; Sha, B.; Lozinskii, V.B.; Temchenko, V.P.; Avksentyeva, L.V.; Staschuk, V.S. Effect of discharge power and silicon content on optical and mechanical properties of carbon-rich amorphous silicon carbide films obtained by PECVD. J. Alloys Compd. 2019, 801, 285–294. [Google Scholar] [CrossRef]
- Medeiros, H.S.; Pessoa, R.S.; Sagas, J.C.; Fraga, M.A.; Santos, V.; Maciel, H.S.; Massi, M.; da Silva Sobrinho, A.S.; Costa, M.E.H.M. Effect of nitrogen content in amorphous SiCxNyOz thin films deposited by low temperature reactive magnetron co-sputtering technique. Surf. Coat. Technol. 2011, 206, 1787–1795. [Google Scholar] [CrossRef] [Green Version]
- Bau, S.; Janz, S.; Kieliba, T.; Schetter, C.; Reber, S.; Lutz, F. Application of PECVD SiC as Intermediate Layer in Crystalline Silicon Thin-Film Solar Cells. In Proceedings of the 3rd World Conference on Photovoltaic Energy Conversion, Osaka, Japan, 11–18 May 2003; IEEE: New York, NY, USA, 2003. [Google Scholar]
- Zhuang, H.; Yang, N.; Zhang, L.; Fuchs, R.; Jiang, X. Electrochemical properties and applications of nanocrystalline, microcrystalline, and epitaxial cubic silicon carbide films. ACS Appl. Mater. Inter. 2015, 7, 10886–10895. [Google Scholar] [CrossRef] [PubMed]
- Pelegrini, M.V.; Rehder, G.P.; Pereyra, I. a-SiC:H films deposited by PECVD for MEMS applications. Phys. Status Solidi C 2010, 7, 786–789. [Google Scholar] [CrossRef]
- Klumpp, A.; Schaber, U.; Offereins, H.L.; Sandmaier, H.; Kühl, K. Amorphous SiC and its application in silicon micromachining. Sens. Actuat. A-Phys. 1994, 41–42, 310–316. [Google Scholar] [CrossRef]
- Cho, N.-I.; Vlaskina, S.; Kim, C.K. Deposition of SiC thin films by PECVD. J. Korean Phys. Soc. 1999, 34, S555–S557. [Google Scholar]
- Pessoa, R.S.; Fraga, M.A.; Santos, L.V.; Galvão, N.K.A.M.; Maciel, H.S.; Massi, M. Plasma-assisted techniques for growing hard nano-structured coatings: An overview. In Anti-Abrasive Nanocoatings: Current and Future Applications, 1st ed.; Aliofkhazraei, M., Ed.; Woodhead Publishing: Cambridge, UK, 2014; pp. 455–479. [Google Scholar]
- Filatova, E.; Hausmann, D.; Elliott, S. Understanding the mechanism of SiC plasma-enhanced chemical vapour deposition (PECVD) and developing routes towards SiC atomic layer deposition (ALD) with density functional theory. ACS Appl. Mater. Inter. 2018, 10, 15216–15225. [Google Scholar] [CrossRef]
- Henry, A.; Hassan, J.; Bergman, J.P.; Hallin, C.; Janzén, E. Thick silicon carbide homoepitaxial layers grown by CVD techniques. Chem. Vap. Depos. 2006, 12, 475–482. [Google Scholar] [CrossRef]
- Fraga, M.A.; Pessoa, R.S.; Massi, M.; Maciel, H.S. Applications of SiC-based thin films in electronic and MEMS devices. In Physics and Technology of Silicon Carbide Devices, 1st ed.; Hijikata, Y., Ed.; InTech: Rijeka, Croatia, 2012; pp. 313–336. [Google Scholar]
- Kim, Y.H.; Hwang, M.S.; Kim, H.J.; Kim, J.Y.; Lee, Y. Infrared spectroscopy study of low dielectric-constant fluorine-incorporated and carbon-incorporated silicon oxide films. J. Appl. Phys. 2001, 90, 3367. [Google Scholar] [CrossRef]
- Lin, Z.; Guo, Y.; Song, J.; Zhang, Y.; Song, C.; Wang, X.; Huang, R. Effect of thermal annealing on the blue luminescence of amorphous silicon oxycarbide films. J. Non-Cryst. Solids 2015, 428, 184–188. [Google Scholar] [CrossRef] [Green Version]
- Gallis, S.; Nikas, V.; Kaloyeros, A.E. Silicon oxycarbide thin films and nanostructures: Synthesis, properties and applications. In Modern Technologies for Creating the Thin-Film Systems and Coatings; Nikitenkov, N.N., Ed.; InTech: Rijeka, Croatia, 2017; pp. 277–302. [Google Scholar]
- Hoffmann, P.; Fainer, N.; Kosinova, M.; Baake, O.; Ensinger, W. Compilation on synthesis, characterization and properties of silicon and boron carbonitride films. In Silicon Carbide—Materials, Processing and Applications in Electronic Devices; Mukherjee, M., Ed.; InTech: Rijeka, Croatia, 2011; pp. 487–546. [Google Scholar]
- Ermakova, E.; Rumyantsev, Y.; Shugurov, A.; Panin, A.; Kosinova, M. PECVD synthesis, optical and mechanical properties of silicon carbon nitride films. Appl. Surf. Sci. 2015, 339, 102–108. [Google Scholar] [CrossRef]
- Chen, R.; Li, Y.-C.; Cai, J.-M.; Cao, K.; Lee, H.-B.-R. Atomic Level Deposition to Extend Moore’s Law and beyond. Int. J. Extrem. Manuf. 2020, 2, 022002. [Google Scholar] [CrossRef]
- Pessoa, R.S.; Fraga, M.A.; Chiappim, W.; Maciel, H.S. Exploring the properties and fuel cell applications of ultrathin atomic layer deposited metal oxide films. In Emerging Materials for Energy Conversion and Storage, 1st ed.; Impellizzeri, G., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 83–114. [Google Scholar]
- Pessoa, R.S.; Fraga, M.A. Biomedical applications of ultrathin atomic layer deposited metal oxide films on polymeric materials. In Nanostructured Thin Films: Fundamentals and Applications (Chapter 11), 1st ed.; Nenelmekki, M., Ed.; Elsevier: Amsterdam, The Netherlands, 2019; Volume 14, pp. 291–307. [Google Scholar]
- Puurunen, R.L. Surface chemistry of atomic layer deposition: A case study for the trimethylaluminum/water process. J. Appl. Phys. 2015, 97, 121301. [Google Scholar] [CrossRef]
- Nagasawa, H.; Yamaguchi, Y. Atomic level epitaxy of 3C-SiC by low pressure vapour deposition with alternating gas supply. Thin Solid Film. 1993, 225, 230–234. [Google Scholar] [CrossRef]
- Nagasawa, H.; Yamaguchi, Y. Mechanisms of SiC growth by alternate supply of SiH2Cl2 and C2H2. Appl. Surf. Sci. 1994, 82–83, 405–409. [Google Scholar] [CrossRef]
- Fuyuki, T.; Yoshinobu, T.; Matsunami, H. Atomic layer epitaxy controlled by surface superstructures in SiC. Thin Solid Film. 1993, 225, 225–229. [Google Scholar] [CrossRef]
- Fuyuki, T.; Nakayama, M.; Yoshinobu, T.; Shiomi, H.; Matsunami, H. Atomic layer epitaxy of cubic SiC by gas source MBE using surface superstructure. J. Cryst. Growth 1989, 95, 461–463. [Google Scholar] [CrossRef]
- Hara, S.; Aoyagi, Y.; Kawai, M.; Misawa, S.; Sakuma, E.; Yoshida, S. Self-limiting growth on the β-SiC(001) surface. Surf. Sci. 1992, 273, 437–441. [Google Scholar] [CrossRef]
- Hara, S.; Meguro, T.; Aoyagi, Y.; Kawai, M.; Misawa, S.; Sakuma, E.; Yoshida, S. Microscopic mechanisms of accurate layer-by-layer growth of β-SiC. Thin Solid Film. 1993, 225, 240–243. [Google Scholar] [CrossRef]
- Sumakeris, J.J.; Rowland, L.B.; Kern, R.S.; Tanaka, S.; Davis, R.F. Layer-by-layer growth of SiC at low temperatures. Thin Solid Film. 1993, 225, 219–224. [Google Scholar] [CrossRef]
- Sadayuki, E.; Imai, S.; Matsumura, M. Sub-Atomic Layer Growth of SiC at Low Temperatures. Jpn. J. Appl. Phys. 1995, 34, 6166. [Google Scholar] [CrossRef]
- Cheng, C.C.; Taylor, P.A.; Wallace, R.M.; Gutleben, H.; Clemen, L.; Colaianni, M.L.; Chen, P.J.; Weinberg, W.H.; Choyke, W.J.; Yates, J.T., Jr. Hydrocarbon surface chemistry on Si(100). Thin Solid Film. 1993, 225, 196–202. [Google Scholar] [CrossRef]
- Beyer, W. Diffusion and evolution of hydrogen in hydrogenated amorphous and microcrystalline silicon. Sol. Energy Mat. Sol. Cells 2003, 78, 235–267. [Google Scholar] [CrossRef]
- Mackus, A.J.M.; Schneider, J.R.; MacIsaac, C.; Baker, J.G.; Bent, S.F. Synthesis of Doped, Ternary, and Quaternary Materials by Atomic Layer Deposition: A Review. Chem. Mater. 2019, 31, 1142–1183. [Google Scholar] [CrossRef]
- Zhou, H.; Bent, S.F. Highly Stable Ultrathin Carbosiloxane Films by Molecular Layer Deposition. J. Phys. Chem. C 2013, 117, 19967. [Google Scholar] [CrossRef]
- Closser, R.G.; Bergsman, D.S.; Bent, S.F. Molecular Layer Deposition of a Highly Stable Silicon Oxycarbide Thin Film Using an Organic Chlorosilane and Water. ACS Appl. Mater. Interfaces 2018, 10, 24266. [Google Scholar] [CrossRef] [PubMed]
- Chiappim, W.; Testoni, G.E.; Doria, A.C.O.; Pessoa, R.S.; Fraga, M.A.; Galvão, N.K.M.; Grigorov, K.G.; Vieira, L.; Maciel, H.S. Relationships among growth mechanism, structure and morphology of PEALD TiO2 films: The influence of O2 plasma power, precursor chemistry and plasma exposure mode. Nanotechnology 2016, 27, 305701. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.; Chandra, H.; Lei, X.; Mallikarjunan, A.; Cuthill, K.; Xiao, M. Atomic layer deposition of carbon doped silicon oxide by precursor design and process tuning. J. Vac. Sci. Technol. A Vac. Surf. Film. 2018, 36, 021509. [Google Scholar] [CrossRef]
- Kim, D.; Kim, S.H.; Kim, H. The formation of a dielectric SiNxCy sealing layer using an atomic layer deposition technique. Mater. Sci. Semicond. Process. 2015, 29, 139–142. [Google Scholar] [CrossRef]
- Wang, M.; Chandra, H.; Lei, X.; Mallikarjunan, A.; Cuthill, K.; Xiao, M. Characteristics of SiOC(-H) Thin Films Prepared by Using Plasma-enhanced Atomic Layer Deposition. J. Vac. Sci. Technol. A 2018, 36, 021509. [Google Scholar] [CrossRef]
- Ovanesyan, R.A.; Leick, N.; Kelchner, K.M.; Hausmann, D.M.; Agarwal, S. Atomic Layer Deposition of SiCxNy Using Si2Cl6 and CH3NH2 Plasma. Chem. Mater. 2017, 29, 6269–6278. [Google Scholar] [CrossRef]
- Hsu, Y.-L.; Chang, Y.-F.; Chung, W.-M.; Chen, Y.-C.; Lin, C.-C.; Leu, J. SiCxNy-based resistive and threshold switching by using single precursor plasma-enhanced atomic layer deposition. Appl. Phys. Lett. 2020, 116, 213502. [Google Scholar] [CrossRef]
- Willander, M.; Friesel, M.; Wahab, Q.; Straumal, B. High-temperature electronic materials: Silicon carbide and diamond. In Springer Handbook of Electronic and Photonic Materials; Kasap, S., Capper, P., Eds.; Springer: Boston, MA, USA, 2006. [Google Scholar] [CrossRef]
- Wright, N.G.; Horsfall, A.B. SiC sensors: A review. J. Phys. D Appl. Phys. 2007, 40, 6345. [Google Scholar] [CrossRef]
- Saddow, S.E. Silicon carbide materials for biomedical applications. In Silicon Carbide Biotechnology, 2nd ed.; Saddow, S.E., Ed.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 1–25. [Google Scholar] [CrossRef]
- Lien, W.-C.; Ferralis, N.; Pisano, A.P.; Carraro, C.; Maboudian, R. Tunable in situ growth of porous cubic silicon carbide thin films via methyltrichlorosilane-based chemical vapor deposition. Appl. Phys. Lett. 2009, 95, 101901. [Google Scholar] [CrossRef]
- Jiang, L.; Chen, X.; Wang, X.; Xu, L.; Stubhan, F.; Merkel, K.H. a-SiCx: H films deposited by plasma-enhanced chemical vapor deposition at low temperature used for moisture and corrosion resistant applications. Thin Solid Film. 1999, 352, 97–101. [Google Scholar] [CrossRef]
- Lee, H.-I.; Park, J.-B.; Xianyu, W.; Kim, K.; Chung, J.G.; Kyoung, Y.K.; Byun, S.; Yang, W.Y.; Park, Y.Y.; Kim, S.M.; et al. Shin Degradation by water vapor of hydrogenated amorphous silicon oxynitride films grown at low temperature. Sci. Rep. 2017, 7, 14146. [Google Scholar] [CrossRef] [Green Version]
- Kozak, O.; Ivashchenko, V.I.; Porada, O.K.; Ivashchenko, L.A.; Tomila, T.V.; Manjara, V.S.; Klishevych, G.V. Structural, optoelectronic and mechanical properties of PECVD Si-C-N films: An effect of substrate bias. Mater. Sci. Semicond. Process. 2018, 88, 65–72. [Google Scholar] [CrossRef]
- Reddy, J.; Volinsky, A.; Frewin, C.; Locke, C.; Saddow, S. Mechanical Properties of 3C-SiC Films for MEMS Applications. MRS Proc. 2007, 1049, 1049-AA03-06. [Google Scholar] [CrossRef] [Green Version]
- Chung, G.; Kim, K.; Han, K. Young’s Modulus and Hardness Characteristics of in-Situ-Doped Polycrystalline 3C-SiC Thin Films Measured by Using a Nanoindenter. J. Korean Phys. Soc. 2008, 53, 1961–1964. [Google Scholar] [CrossRef]
- Wijesundara, M.B.J.; Gao, D.; Carraro, C.; Howe, R.T.; Maboudian, R. Nitrogen doping of polycrystalline 3C-SiC films grown using 1,3-disilabutane in a conventional LPCVD reactor. J. Cryst. Growth 2003, 259, 18–25. [Google Scholar] [CrossRef]
- Wijesundara, M.B.J.; Stoldt, C.R.; Carraro, C.; Howe, R.T.; Maboudian, R. Nitrogen doping of polycrystalline 3C–SiC films grown by single-source chemical vapor deposition. Thin Solid Film. 2002, 419, 69–75. [Google Scholar] [CrossRef]
- Latha, H.K.E.; Udayakumar, A.; Prasad, V.S. Microstructure and electrical properties of nitrogen doped 3C -SiC thin films deposited using methyltrichlorosilane. Mater. Sci. Semicond. Process. 2015, 29, 117–123. [Google Scholar] [CrossRef]
- Marek, J. MEMS for automotive and consumer electronics. In Proceedings of the IEEE International Solid-State Circuits Conference-(ISSCC), San Francisco, CA, USA, 7–11 February 2010; IEEE: New York, NY, USA, 2010. [Google Scholar]
- Champavat, V.R.; Patel, J.K.; Patel, A.P.; Patel, G.P. MEMS: Novel Means of Smart Drug Delivery. Int. J. Pharm. Res. Technol. 2014, 4, 32–37. [Google Scholar]
- Lohner, K.A.; Chen, K.S.; Ayon, A.A.; Spearing, S.M. Microfabricated Silicon Carbide Microengine Structures. MRS Proc. 1999, 546, 85–90. [Google Scholar] [CrossRef]
- Yasseen, A.A.; Chien-Hung, W.; Zorman, C.A.; Mehregany, M. Fabrication and testing of surface micromachined silicon carbide micromotors. In Proceedings of the 12th International Workshop on Micro Electro Mechanical Systems (MEMS’99), Orlando, FL, USA, 21 January 1999; IEEE: New York, NY, USA, 1999. [Google Scholar]
- Young, D.J.; Du, J.G.; Zorman, C.A.; Ko, W.H. High-Temperature Single-Crystal 3C-SiC Capacitive Pressure Sensor. IEEE Sen. J. 2004, 4, 464–470. [Google Scholar] [CrossRef]
- Du, J.; Ko, W.H.; Mehregany, M.; Zorman, C.A. Poly-SiC capacitive pressure sensors made by wafer bonding. In Proceedings of the IEEE Sensors, Irvine, CA, USA, 30 October–3 November 2005; IEEE: New York, NY, USA, 2005. [Google Scholar]
- Tang, W.; Zheng, B.X.; Liu, L.; Chen, Z.; Zhang, H.X. Complementary metal-oxide semiconductor-compatible silicon carbide pressure sensors based on bulk micromachining. Micro. Nano. Lett. 2011, 6, 265–268. [Google Scholar] [CrossRef]
- Eickhoff, M.; Moller, H.; Kroetz, G.; von Berg, J.; Ziermann, R. High temperature pressure sensor prepared by selective deposition of cubic silicon carbide on SOI substrates. Sens. Actuat. A-Phys. 1999, 74, 56–59. [Google Scholar] [CrossRef]
- Wu, C.H.; Stefanescu, S.; Kuo, H.I.; Zorman, C.A.; Mehregany, M. Fabrication and testing of single crystalline 3C-SiC piezoresistive pressure sensors. In Proceedings of the International Conference on Solid-State Sensors and Actuators, Munich, Germany, 10–14 June 2001; Springer: Berlin, Germany, 2001. [Google Scholar]
- Fraga, M.A.; Furlan, H.; Massi, M.; Oliveira, I.C.; Koberstein, L.L. Fabrication and characterization of a SiC/SiO2/Si piezoresistive pressure sensor. Procedia Eng. 2010, 5, 609–612. [Google Scholar] [CrossRef]
- Fraga, M.A.; Massi, M.; Furlan, H.; Oliveira, I.C.; Rasia, L.A.; Mateus, C.F.R. Preliminary evaluation of the influence of the temperature on the performance of a piezoresistive pressure sensor based on a-SiC film. Microsyst. Technol. 2011, 17, 477–480. [Google Scholar] [CrossRef]
- Middelburg, L.M.; van Zeijl, H.M.; Vollebregt, S.; Morana, B.; Zhang, G.Q. Toward a Self-Sensing Piezoresistive Pressure Sensor for all-SiC Monolithic Integration. IEEE Sens. J. 2020, in press. [Google Scholar] [CrossRef]
- Jiang, L.; Cheung, R.; Hedley, J.; Hassan, M.; Harris, A.J.; Burdess, J.S.; Mehregany, M.; Zorman, C.A. SiC cantilever resonators with electrothermal actuation. Sens. Actuat. A Phys. 2006, 128, 376–386. [Google Scholar] [CrossRef]
- Jiao, S.; Michaud, J.F.; Portail, M.; Madouri, A.; Chassagne, T.; Zielinski, M.; Alquier, D. A new approach for AFM cantilever elaboration with 3C-SiC. Mater. Lett. 2012, 77, 54–56. [Google Scholar] [CrossRef]
- Wood, G.S.; Sviličić, B.; Mastropaolo, E.; Cheung, R. 3C-Silicon Carbide Microresonators for Timing and Frequency Reference. Micromachines 2016, 7, 208. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Belsito, L.; Bosi, M.; Mancarella, F.; Ferri, M.; Roncaglia, A. Nanostrain Resolution Strain Sensing by Monocrystalline 3C-SiC on SOI Electrostatic MEMS Resonators. J. Microelectromech. Syst. 2020, 29, 117–128. [Google Scholar] [CrossRef]
- Guzman, P.; Dinh, T.; Phan, H.-P.; Joy, A.P.; Qamar, A.; Bahreyni, B.; Zhu, Y.; Rais-Zadeh, M.; Li, H.; Nguyen, N.T.; et al. Highly-doped SiC resonator with ultra-large tuning frequency range by Joule heating effect. Mater. Design 2020, 194, 108922. [Google Scholar] [CrossRef]
- Rehder, G.; Carreño, M.N.P. Thermally actuated a-SiC:H MEMS fabricated by a PECVD process. J. Non-Cryst. Solids 2006, 352, 1822–1828. [Google Scholar] [CrossRef]
- Phan, H.P.; Nguyen, T.K.; Dinh, T.; Iacopi, A.; Hold, L.; Shiddiky, M.J.A.; Dao, D.V.; Nguyen, N.T. Robust Free-Standing Nano-Thin SiC Membranes Enable Direct Photolithography for MEMS Sensing Applications. Adv. Eng. Mater. 2018, 20, 5. [Google Scholar] [CrossRef] [Green Version]
- Beygi, M.; Bentley, J.T.; Frewin, C.L.; Kuliasha, C.A.; Takshi, A.; Bernardin, E.K.; La Via, F.; Saddow, S.E. Fabrication of a Monolithic Implantable Neural Interface from Cubic Silicon Carbide. Micromachines 2019, 10, 430. [Google Scholar] [CrossRef] [Green Version]
- Fraga, M.A.; Pessoa, R.S.; Barbosa, D.C.; Trava Airoldi, V.J. One-Dimensional Carbon Nanostructures—From Synthesis to Nano-electromechanical Systems Sensing Applications—. Sens. Mater. 2017, 29, 39–56. [Google Scholar]
- Munawar, A.; Ong, Y.; Schirhagl, R.; Tahir, M.A.; Khan, W.S.; Bajwa, S.Z. Nanosensors for diagnosis with optical, electric and mechanical transducers. RSC Adv. 2019, 9, 6793–6803. [Google Scholar] [CrossRef] [Green Version]
- Zorman, C.A.; Mehregany, M. Silicon carbide for MEMS and NEMS—An overview. In Proceedings of the IEEE SENSORS, Orlando, FL, USA, 12–14 June 2002; IEEE: New York, NY, USA, 2002. [Google Scholar]
- Mehregany, M.; Zorman, C.A. Silicon carbide micro- and nanoelectromechanical systems. Proc. SPIE 2013, 5342. [Google Scholar]
- Zorman, C.A.; Parro, R.J. Micro and nanomechanical structures for silicon carbide MEMS and NEMS. Phys. Status Solidi B 2008, 245, 1404–1424. [Google Scholar] [CrossRef]
- Lee, T.H.; Speer, K.M.; Fu, X.A.; Bhunia, S.; Mehregany, M. Polycrystalline silicon carbide NEMS for high-temperature logic. In Proceedings of the International Solid-State Sensors, Denver, CO, USA, 21–25 June 2009; IEEE: New York, NY, USA, 2009. [Google Scholar]
- He, T.; Yang, R.; Rajgopal, S.; Tupta, M.A.; Bhunia, S.; Mehregany, M.; Feng, P. Robust silicon carbide (SiC) nanoelectromechanical switches with long cycles in ambient and high temperature conditions. In Proceedings of the IEEE 26th International Conference on Micro Electro Mechanical Systems (MEMS), Taipei, Taiwan, 20–24 January 2013; IEEE: New York, NY, USA, 2013. [Google Scholar]
- He, T.; Yang, R.; Rajgopal, S.; Bhunia, S.; Mehregany, M.; Feng, P. Dual-gate silicon carbide (SiC) lateral nanoelectromechanical switches. In Proceedings of the 8th Annual IEEE International Conference on Nano/Micro Engineered and Molecular Systems, Suzhou, China, 7–10 April 2013; IEEE: New York, NY, USA, 2013. [Google Scholar]
- Feng, P.X.-L. Resonant nanoelectromechanical systems (NEMS): Progress and emerging frontiers. In Proceedings of the IEEE 33rd International Conference on Micro Electro Mechanical Systems (MEMS), Vancouver, BC, Canada, 18–22 January 2020; IEEE: New York, NY, USA, 2020. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | CVD Method | Thickness (µm) | Elastic Modulus (GPa) | Hardness (GPa) | Hardness/Elastic Modulus (H/E) Ratio | Reference |
|---|---|---|---|---|---|---|
| Single Crystal 3C-SiC film | APCVD | 1–2 | 433 ± 50 | 31.2 ± 3.7 | 0.072 | [122] |
| Polycrystalline 3C-SiC film | APCVD | 1–2 | 457 ± 50 | 33.5 ± 3.3 | 0.073 | [122] |
| Polycrystalline 3C-SiC film | LPCVD | 0.58–0.66 | 236–270 | 25–30 | 0.105–0.111 | [123] |
| a-SiC:H film | PECVD | 2.5 | 75 | 8.99 | 0.120 | [9] |
| a-SiCxNy film | PECVD | 1.5 | 180 | 23 | 0.127 | [91] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fraga, M.; Pessoa, R. Progresses in Synthesis and Application of SiC Films: From CVD to ALD and from MEMS to NEMS. Micromachines 2020, 11, 799. https://doi.org/10.3390/mi11090799
Fraga M, Pessoa R. Progresses in Synthesis and Application of SiC Films: From CVD to ALD and from MEMS to NEMS. Micromachines. 2020; 11(9):799. https://doi.org/10.3390/mi11090799
Chicago/Turabian StyleFraga, Mariana, and Rodrigo Pessoa. 2020. "Progresses in Synthesis and Application of SiC Films: From CVD to ALD and from MEMS to NEMS" Micromachines 11, no. 9: 799. https://doi.org/10.3390/mi11090799