
Efficient Utilization of Limonite Nickel Laterite to Prepare Ferronickel by the Selective Reduction Smelting Process

Abstract
:1. Introduction
2. Methods and Materials
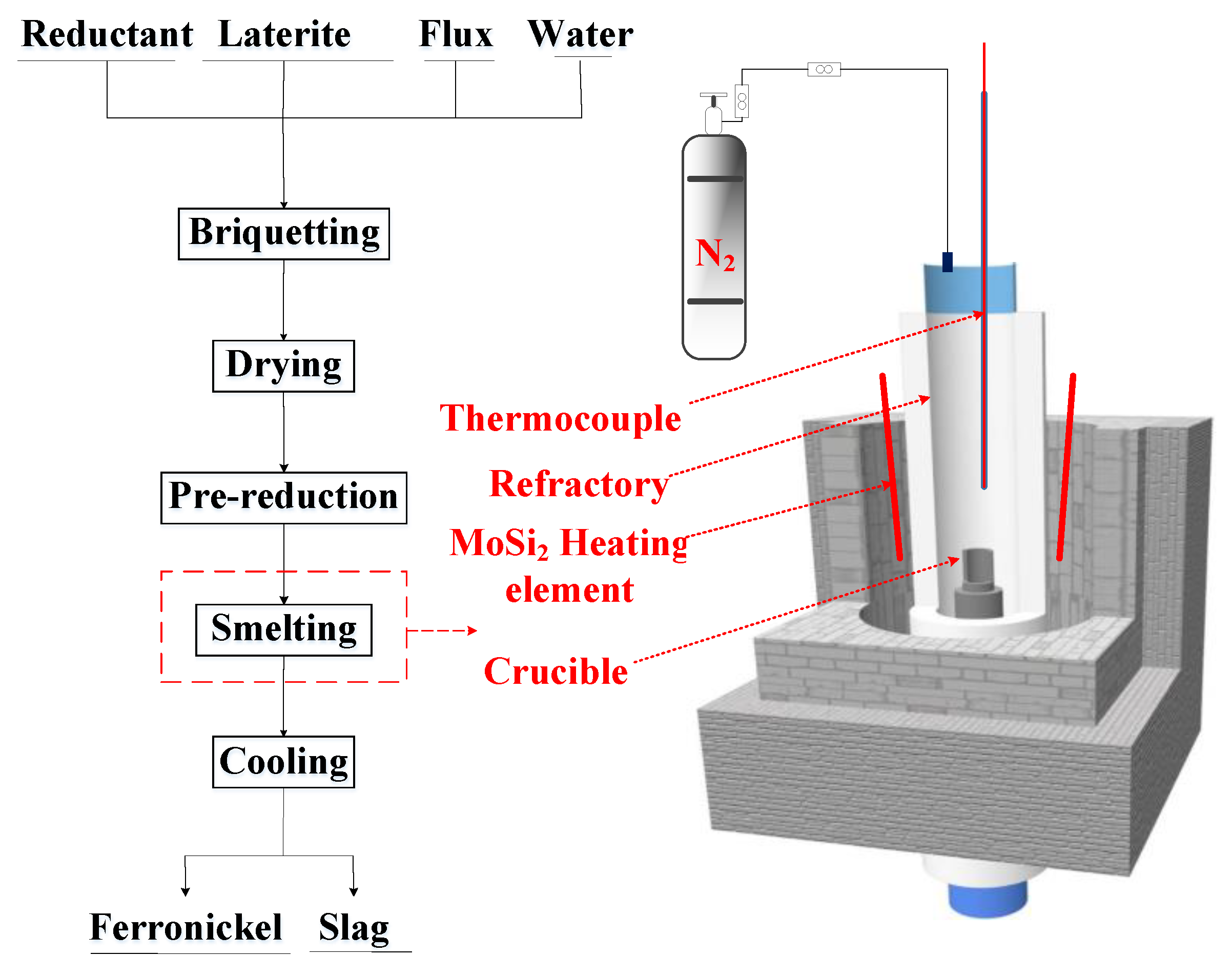
2.1. Methods
2.2. Materials
3. Results and Discussion
3.1. Thermodynamic Analysis of Smelting Ferronickel
3.1.1. Smelting Separation Mechanism
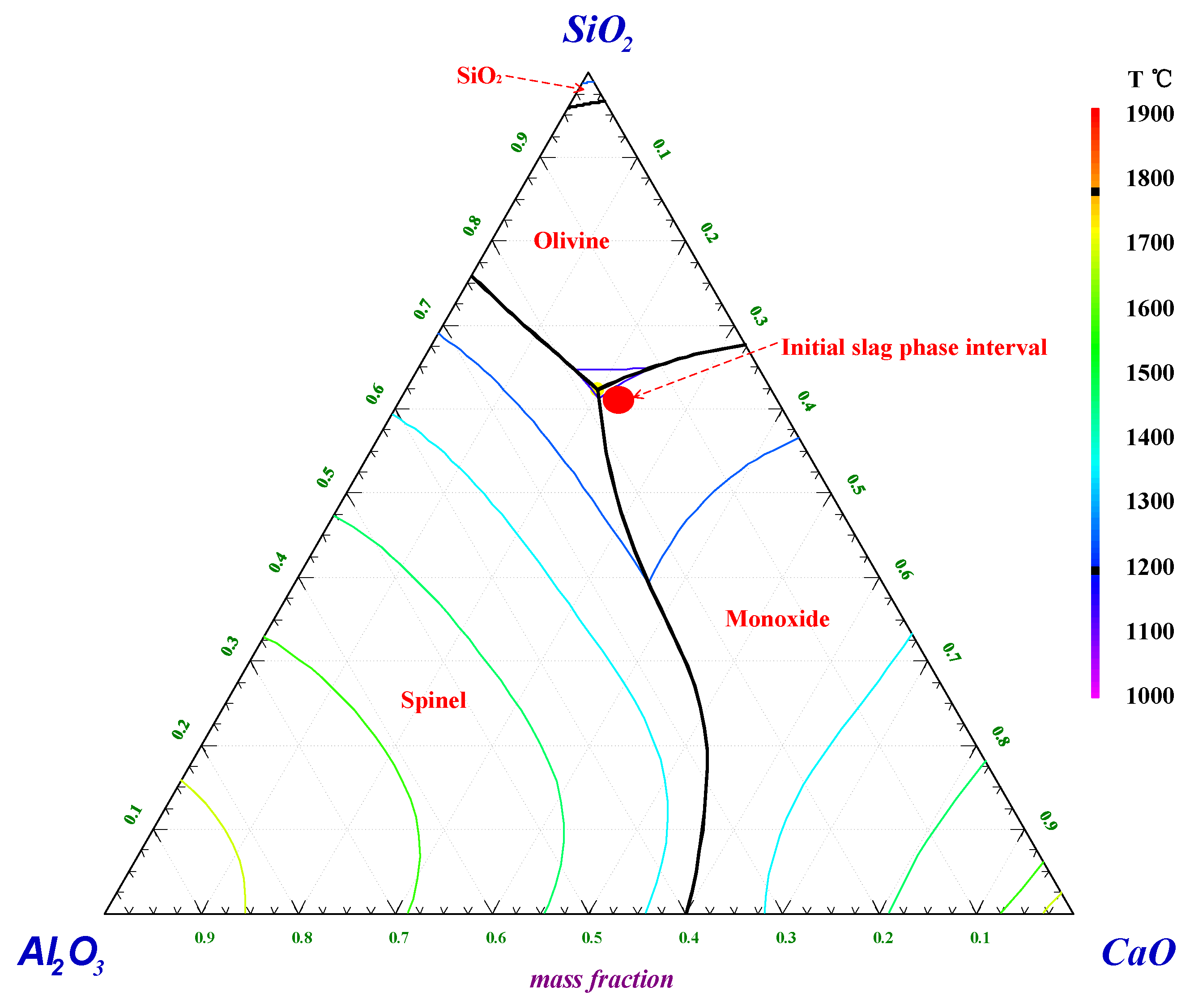
3.1.2. Optimization of Reasonable Slag Composition
3.2. Smelting Process of Pre-Reduced Nickel Laterite
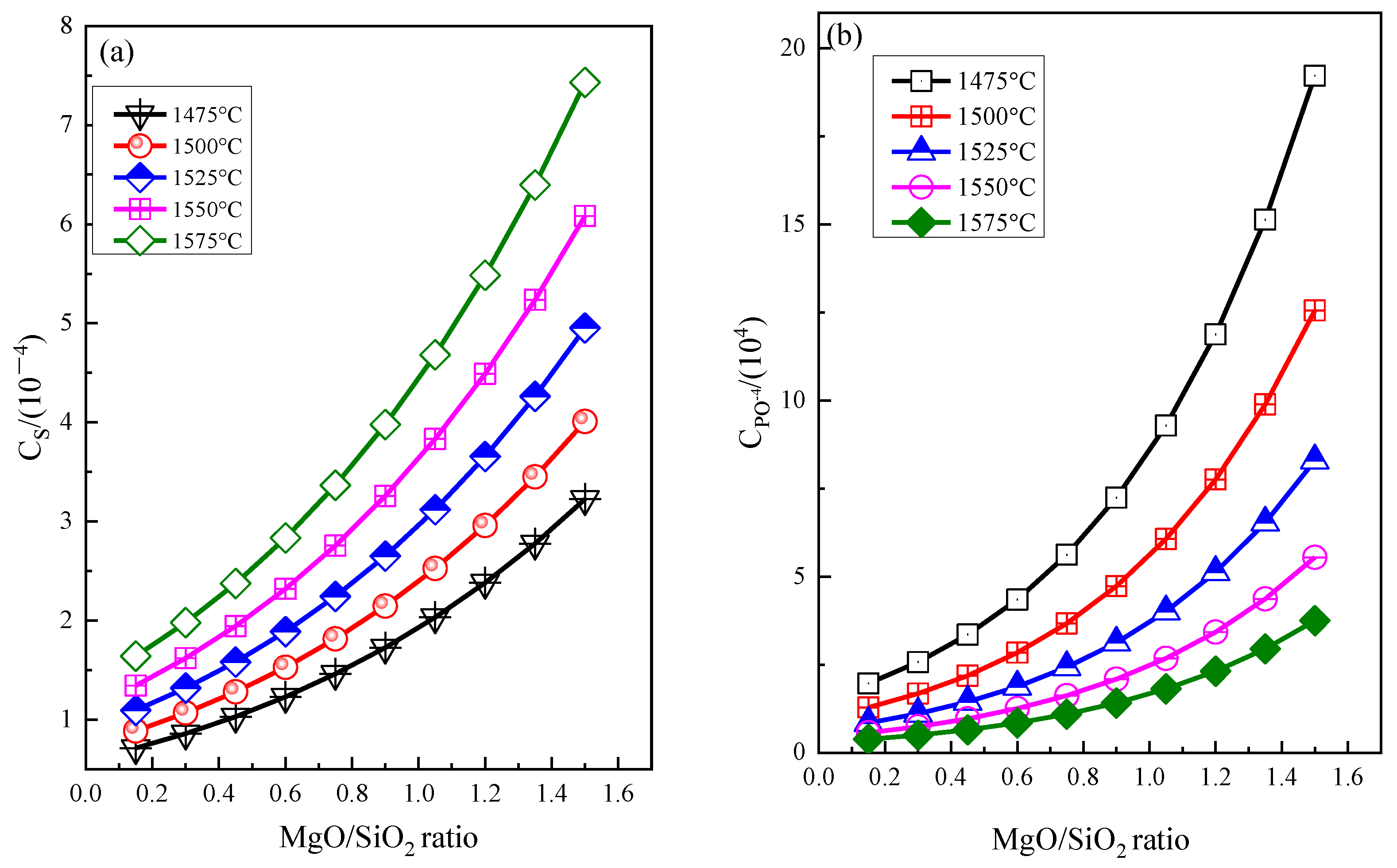
3.3. Mechanism of Desulfurization and Dephosphorization
3.4. Implications and Potential Limitations of This Research
4. Conclusions
- (1)
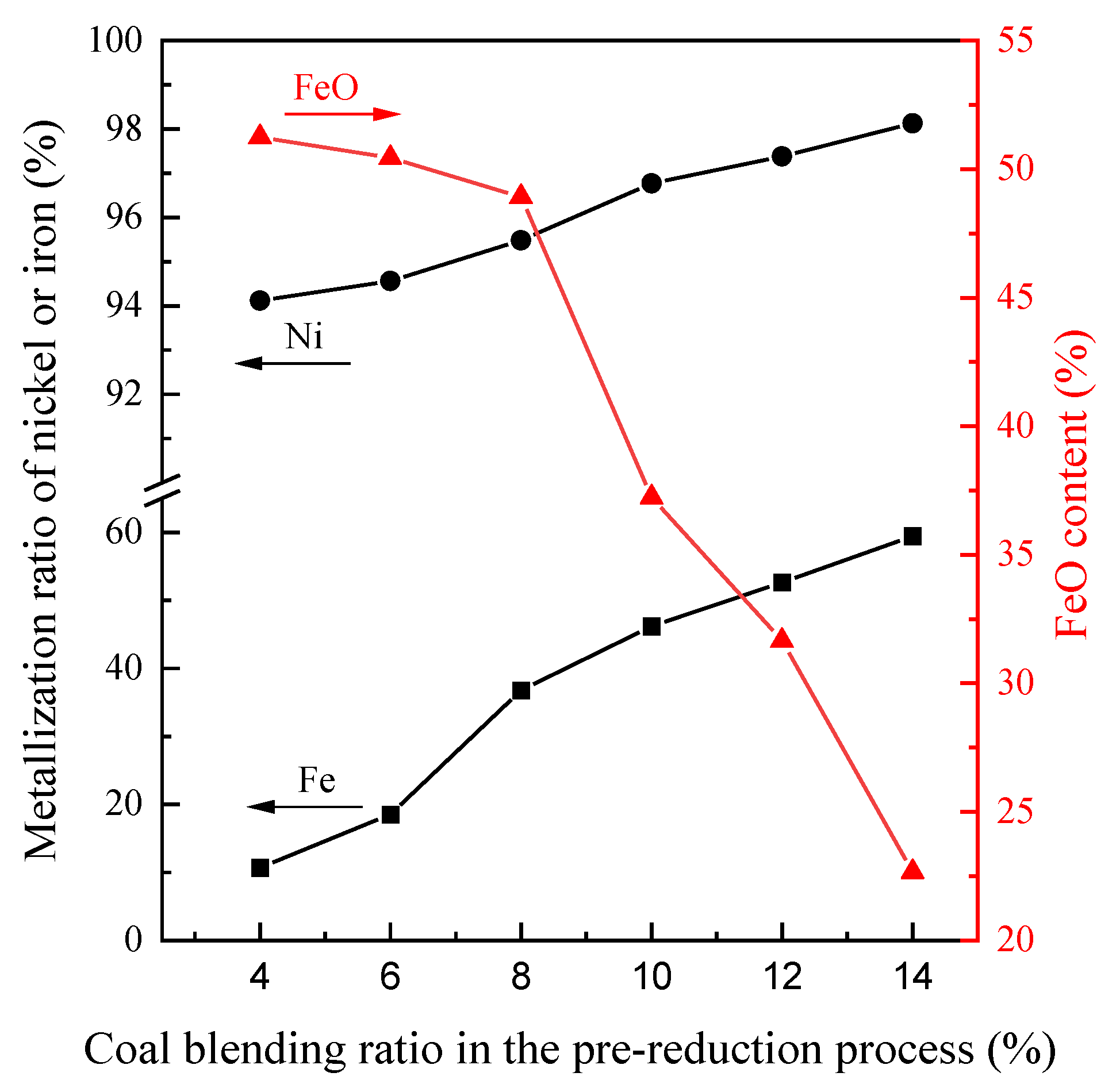
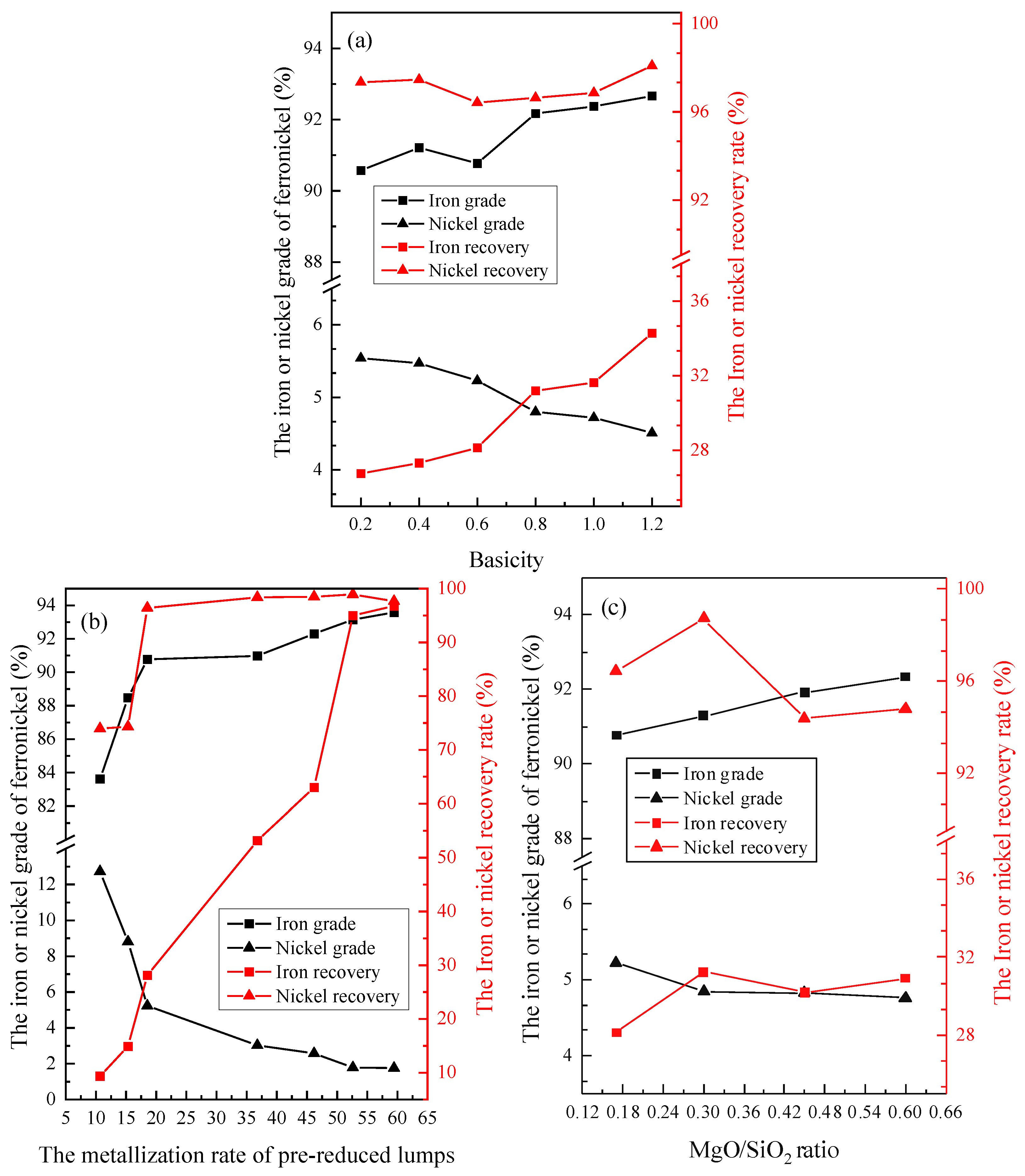
- The iron metallization rate of pre-reduced lumps is the most important factor affecting the nickel grade of ferronickel. The nickel grade of ferronickel is only 1.76~3.03% when the metal metallization rate of pre-reduced lumps is 59.44~36.78%. When the iron metallization rate of the pre-reduced lumps is decreased to 10.68%, the nickel grade is increased to 12.73%, but the nickel recovery is reduced to 73.96%.
- (2)
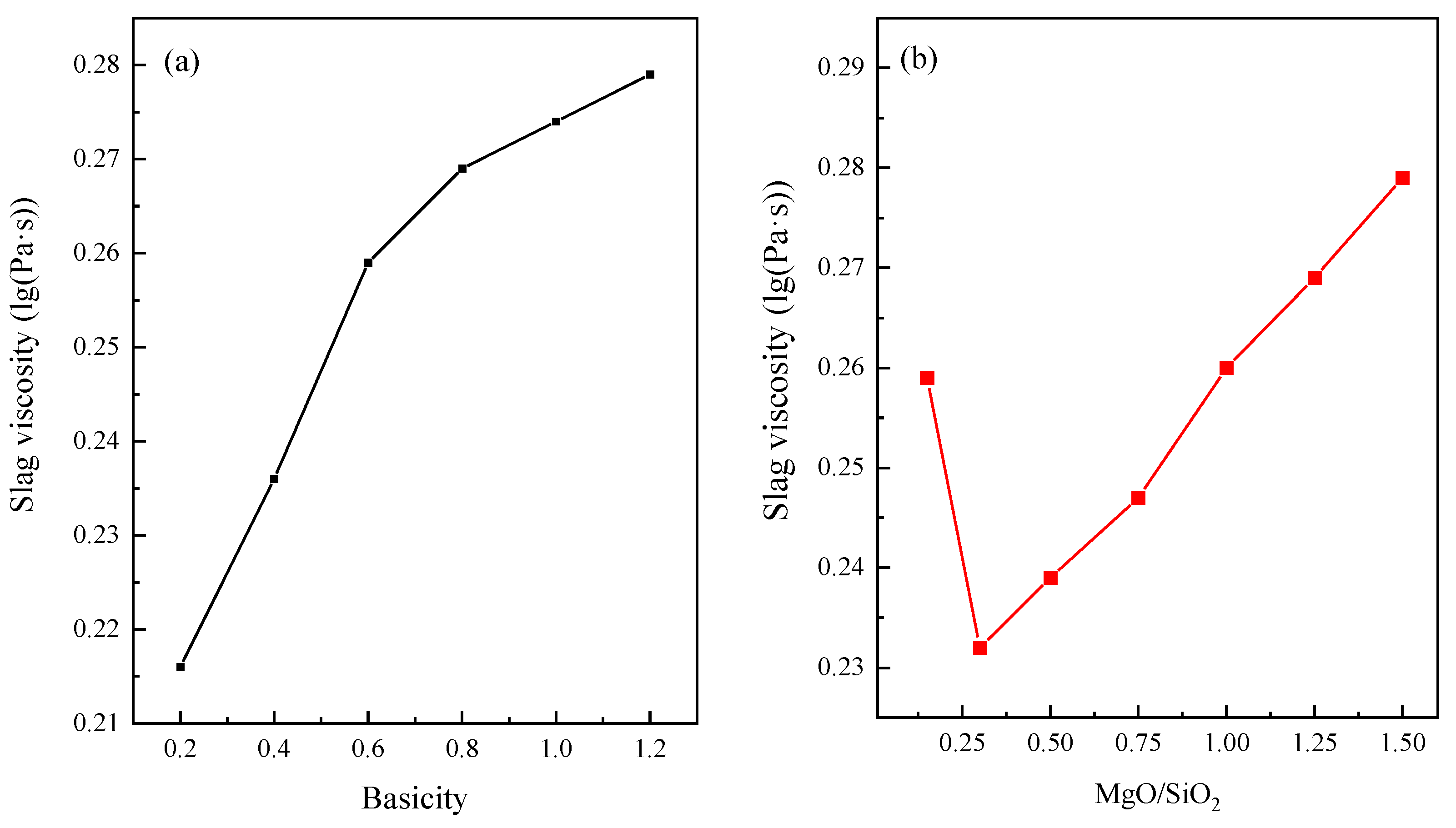
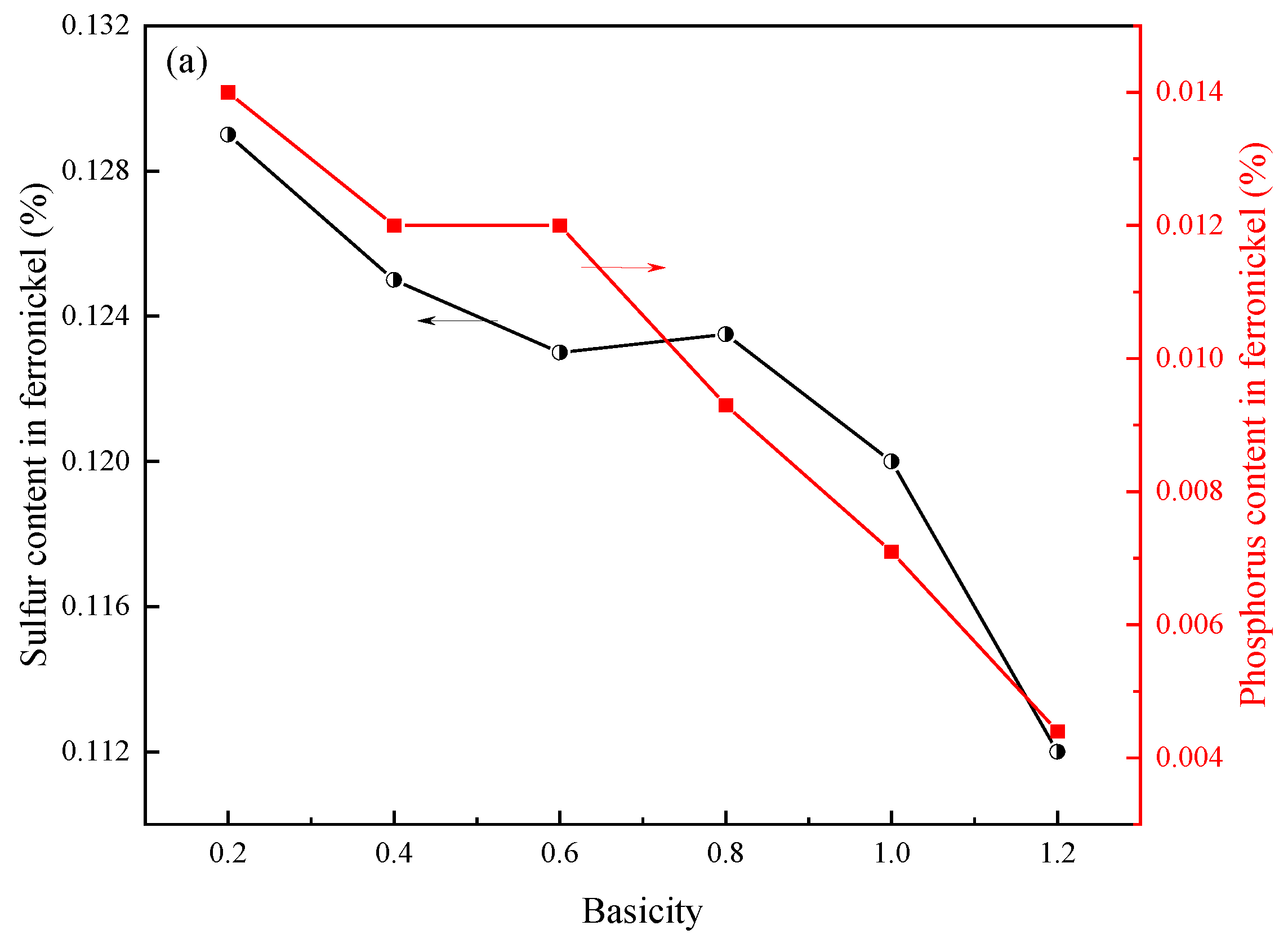
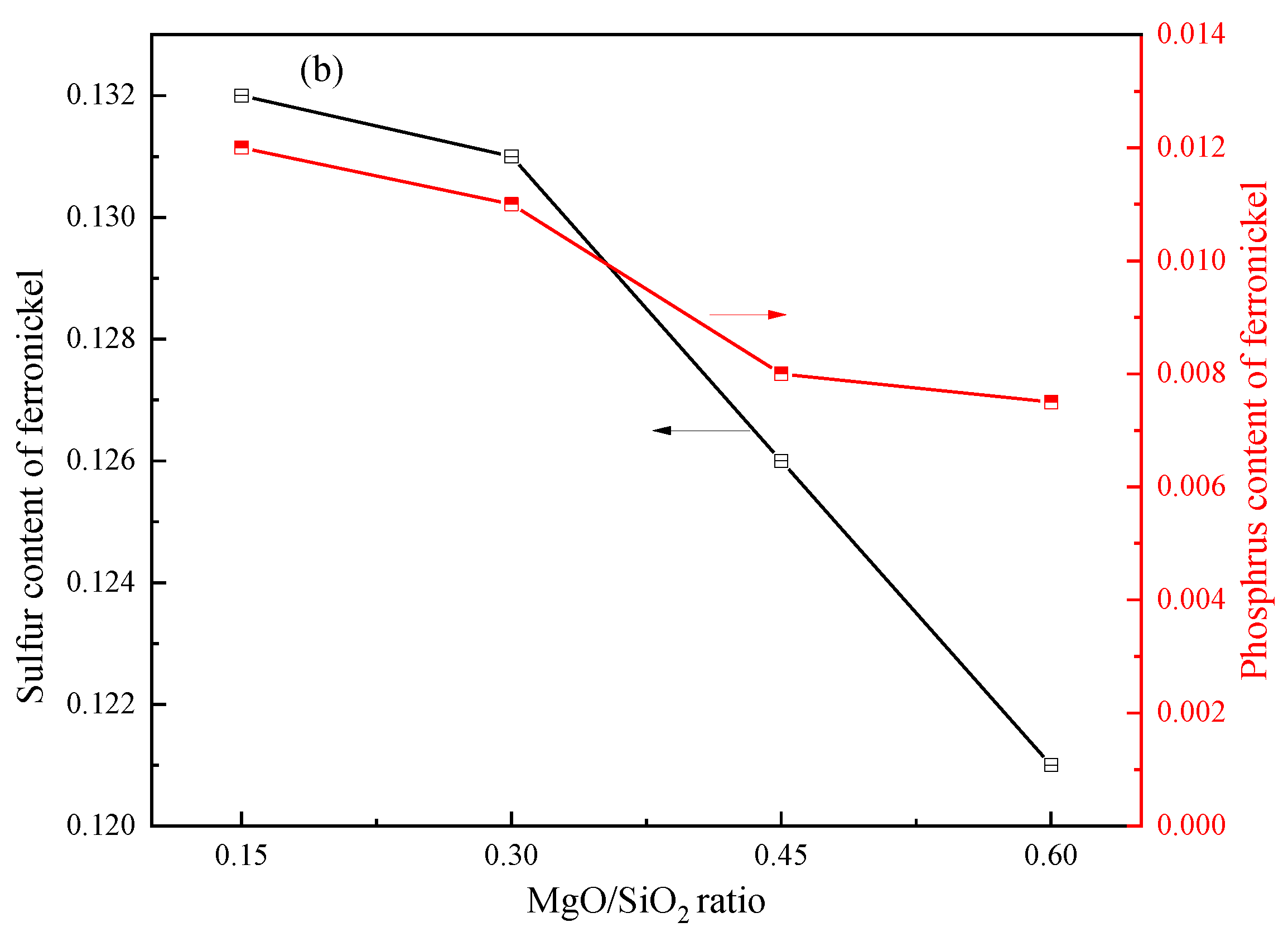
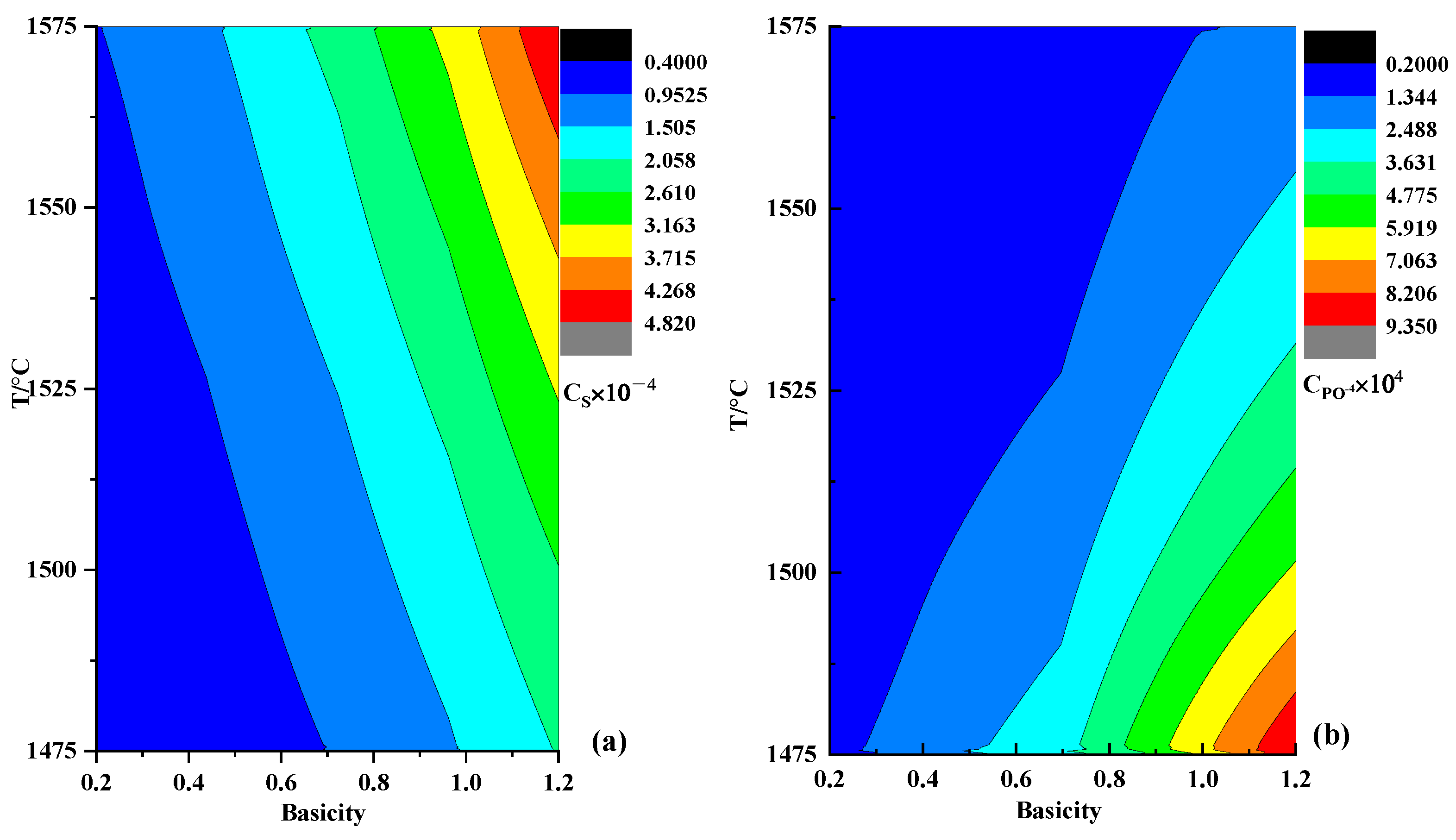
- Increasing the basicity and MgO/SiO2 ratio of burden can increase the distribution ratio of Fe and Ni among molten iron and slag and improve the metal recovery rate. At the same time, increasing the content of CaO and MgO in slag can enhance the removal of harmful impurities such as P and S due to the improvement of sulphur capacity and phosphorus capacity of slag. The optimized basicity ratio of MgO/SiO2 in slag is recommended as 0.5~0.9 and 0.2~0.5, respectively.
- (3)
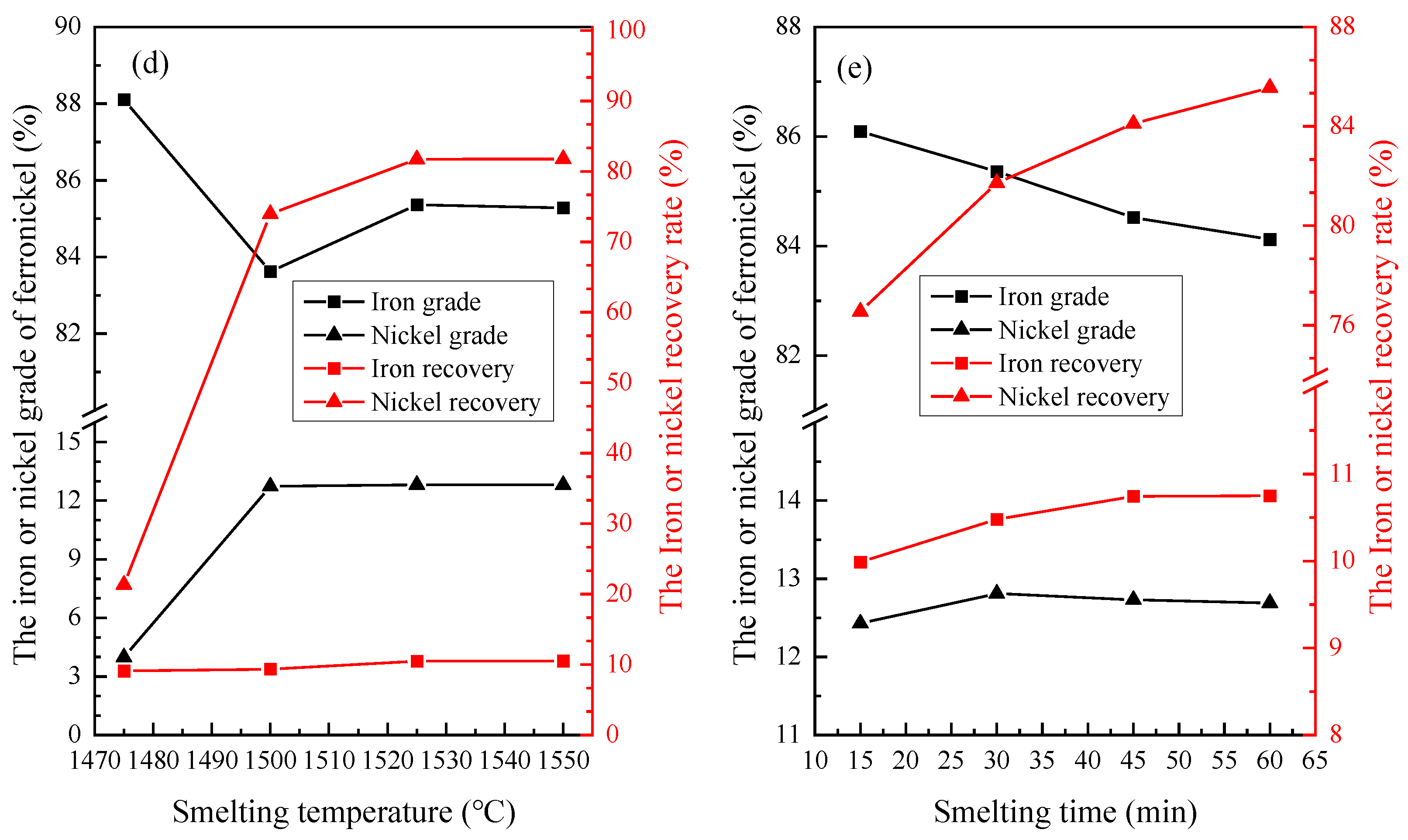
- Given a recommended iron metallization rate of 10.93%, nickel metallization rate of 94.30%, basicity of 0.6, MgO/SiO2 ratio of 0.30, smelting temperature of 1525 °C, and smelting time of 45 min, nickel, iron, and cobalt grades of ferronickel are 12.55%, 84.61%, and 1.36%, respectively. The recovery rates are 85.65%, 10.87%, and 75.92%, respectively. The contents of S and P in ferronickel are 0.11% and 0.0035%, respectively.
- (4)
- The ferronickel obtained from the selective reduction smelting process is a fine material for subsequent stainless steel smelting due to its high-grade Ni content and low impurity content.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yuan, G.; Ayman, E.; Xi, X. Dynamic analysis of future nickel demand, supply, and associated materials, energy, water, and carbon emissions in China. Resour. Policy 2021, 74, 102432. [Google Scholar]
- Yao, P.; Zhang, X.; Wang, Z.; Long, L.; Han, Y.; Sun, Z.; Wang, J. The role of nickel recycling from nickel-bearing batteries on alleviating demand-supply gap in China’s industry of new energy vehicles. Resour. Conserv. Recycl. 2021, 170, 105612. [Google Scholar] [CrossRef]
- Stainless Steel Council of China Special Steel Enterprises Association. China’s Stainless Steel Crude Steel Production in 2021. Available online: http://www.csteelnews.com/xwzx/ylnc/202201/t20220127_59130 (accessed on 1 July 2022).
- Dalvi, A.; Bacon, W.; Osborne, R. The Past and the Future of Nickel Laterites. In Proceedings of the PDAC 2004 International Convention, Trade Show & Investors Exchange, Toronto, ON, Canada, 7–10 March 2004; The Prospectors and Developers Association of Canada: Toronto, ON, Canada, 2004; pp. 1–27. [Google Scholar]
- Mu, W.-N.; Lu, X.-Y.; Cui, F.-H.; Luo, S.-H.; Zhai, Y.-C. Transformation and leaching kinetics of silicon from low-grade nickel laterite ore by pre-roasting and alkaline leaching process. Trans. Nonferrous Met. Soc. China 2018, 28, 169–176. [Google Scholar] [CrossRef]
- Zhang, J.; Gao, L.; He, Z.; Hou, X.; Zhan, W.; Pang, Q. Separation and recovery of iron and nickel from low-grade laterite nickel ore by microwave carbothermic reduction roasting. J. Mater. Res. Technol. 2020, 9, 12223–12235. [Google Scholar] [CrossRef]
- Farrokhpay, S.; Filippov, L.; Fornasiero, D. Pre-concentration of nickel in laterite ores using physical separation methods. Miner. Eng. 2019, 141, 105892. [Google Scholar] [CrossRef]
- Su, C.; Geng, Y.; Zeng, X.; Gao, Z.; Song, X. Uncovering the features of nickel flows in China. Resour. Conserv. Recycl. 2023, 188, 106702. [Google Scholar] [CrossRef]
- Li, D.; Guo, X. Fundamental and Technological Study on Treatment of Low-Grade Nickel Laterite by Hydrometallurgical Processes; Metallurgical Industry Press: Beijing, China, 2015. (In Chinese) [Google Scholar]
- Haldar, S. Platinum-Nickel-Chromium Deposits; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar] [CrossRef]
- Ma, B.; Wang, C.; Yang, W.; Yin, F.; Chen, Y. Screening and reduction roasting of limonitic laterite and ammo-nia-carbonate leaching of nickel–cobalt to produce a high-grade iron concentrate. Miner. Eng. 2013, 50, 106–113. [Google Scholar] [CrossRef]
- Zhou, Z.; Ma, B.; Wang, C.; Chen, Y.; Wang, L. Separation and recovery of scandium from high pressure sulfuric acid leach liquor of limonitic laterite. Process. Saf. Environ. Prot. 2022, 165, 161–172. [Google Scholar] [CrossRef]
- Crundwell, F.K.; Moats, M.; Ramachandran, V.; Robinson, T.G.; Davenport, W.G. Extractive Metallurgy of Nickel, Cobalt and Platinum Group Metals; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar] [CrossRef]
- Astuti, W.; Nurjaman, F.; Mufakhir, F.R.; Sumardi, S.; Avista, D.; Wanta, K.C.; Petrus, H.T.B.M. A novel method: Nickel and cobalt extraction from citric acid leaching solution of nickel laterite ores using oxalate precipitation. Miner. Eng. 2023, 191, 107982. [Google Scholar] [CrossRef]
- Ichlas, Z.T.; Jones, S.A.; Ibana, D.C.; Lee, G.-G.; Alorro, R.D. Technospheric mining of scandium from hydrometallurgical tailings of nickel laterite processing: Selection of lixiviant and optimisation of leaching variables. Miner. Eng. 2022, 179, 107436. [Google Scholar] [CrossRef]
- Kaya, Ş.; Topkaya, Y.A. Rare Earths Industry, Chapter 11-Extraction Behavior of Scandium from a Refractory Nickel Laterite Ore During the Pressure Acid Leaching Process; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Tu, Y.; Zhang, Y.; Su, Z.; Jiang, T. Mineralization mechanism of limonitic laterite sinter under different fuel dosage: Effect of FeO. Powder Technol. 2022, 398, 117064. [Google Scholar] [CrossRef]
- Wang, S.; Jiang, Y.; Guo, Y.; Yang, Z.; Chen, F.; Li, G.; Yang, L. Behavior of chromium in the reduction and smelting of high alumina nickel laterite in blast furnace. J. Mater. Res. Technol. 2023, 22, 2275–2283. [Google Scholar] [CrossRef]
- Shi, Y.; Guo, Z.; Zhu, D.; Pan, J.; Lu, S. Isothermal reduction kinetics and microstructure evolution of various vanadium titanomagnetite pellets in direct reduction. J. Alloys Compd. 2023, 953, 170126. [Google Scholar] [CrossRef]
- Zhang, Y.; Cui, K.; Wang, J.; Wang, X.; Qie, J.; Xu, Q.; Qi, Y. Effects of direct reduction process on the microstructure and reduction character-istics of carbon-bearing nickel laterite ore pellets. Powder Technol. 2020, 376, 496–506. [Google Scholar] [CrossRef]
- Guo, Z.; Wang, Y.; Li, S.; Pan, J.; Zhu, D.; Yang, C.; Pan, L.; Tian, H.; Wang, D. Reductive roasting mechanism of copper slag and nickel laterite for Fe-Ni-Cu alloy production. J. Mater. Res. Technol. 2020, 9, 7602–7614. [Google Scholar] [CrossRef]
- Zhu, D.; Zhou, X.; Luo, Y.; Pan, J.; Bai, B. Reduction Smelting Low Ferronickel from Pre-concentrated Nickel-Iron Ore of Nickel Laterite. High Temp. Mater. Process. 2016, 35, 1031–1036. [Google Scholar] [CrossRef]
- Hasanbeigi, A.; Arens, M.; Price, L. Alternative emerging ironmaking technologies for energy-efficiency and carbon dioxide emissions reduction: A technical review. Renew. Sustain. Energy Rev. 2014, 33, 645–658. [Google Scholar] [CrossRef]
- Yu, Y.; Li, B.; Fang, Z.; Wang, C. Energy and exergy analyses of pellet smelting systems of cleaner ferrochrome alloy with multi-energy supply. J. Clean. Prod. 2020, 285, 124893. [Google Scholar] [CrossRef]
- Liu, P.; Li, B.; Cheung, S.C.; Wu, W. Material and energy flows in rotary kiln-electric furnace smelting of ferro-nickel alloy with energy saving. Appl. Therm. Eng. 2016, 109, 542–559. [Google Scholar] [CrossRef]
- Guo, Z.; Pan, J.; Zhu, D.; Zhang, F. Green and efficient utilization of waste ferric-oxide desulfurizer to clean waste copper slag by the smelting reduction-sulfurizing process. J. Clean. Prod. 2018, 199, 891–899. [Google Scholar] [CrossRef]
- Guo, Z.; Zhan, R.; Shi, Y.; Zhu, D.; Pan, J.; Yang, C.; Wang, Y.; Wang, J. Innovative and green utilization of zinc-bearing dust by hydrogen reduction: Re-covery of zinc and lead, and synergetic preparation of Fe/C micro-electrolysis materials. Chem. Eng. J. 2023, 46, 141157. [Google Scholar] [CrossRef]
- Huang, X. Principles of Iron and Steel Metallurgy, 4th ed.; Metallurgical Industry Press: Beijing, China, 2013. [Google Scholar]
- Wang, X. Iron and Steel Metallurgy; Metallurgical Industry Press: Beijing, China, 2000. [Google Scholar]
- Guo, H. Metallurgical Physical Chemistry; Metallurgical Industry Press: Beijing, China, 2004. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Minerals | Fetotal | Ni | CaO | SiO2 | MgO | Al2O3 | Co | Cr | Mn |
| Laterite | 48.09 | 0.98 | 0.19 | 3.97 | 1.34 | 6.32 | 0.13 | 2.27 | 1.45 |
| Limestone | 0.11 | - | 0.65 | 0.65 | 0.65 | 0.65 | - | - | - |
| Dolomite | 0.56 | - | 0.75 | 0.75 | 0.75 | 0.75 | - | - | - |
| Slaked lime | 0.14 | - | 1.42 | 1.42 | 1.42 | 1.42 | - | - | - |
| Minerals | K2O | Na2O | Pb | Zn | As | C | P | S | LOI * |
| Laterite | 0.0046 | 0.040 | 0.011 | 0.026 | 0.0076 | 0.19 | 0.32 | 0.15 | 12.5 |
| Limestone | - | - | - | - | - | - | 0.034 | 0.0047 | 42.87 |
| Dolomite | - | - | - | - | - | - | - | - | 44.28 |
| Slaked lime | - | - | - | - | - | - | 0.065 | 0.084 | 30.23 |
| Minerals | Size Fraction/mm | |||||
|---|---|---|---|---|---|---|
| >5 | 3–5 | 1–3 | 0.5–1 | 0.074–0.5 | <0.074 | |
| Laterite | 0.34 | 4.10 | 39.57 | 22.22 | 29.87 | 3.90 |
| Limestone | 0 | 4.26 | 41.56 | 19.90 | 30.06 | 4.22 |
| Dolomite | 0 | 0 | 0 | 63.23 | 34.14 | 2.63 |
| Slaked lime | 0 | 0 | 0 | 0 | 0 | 100 |
| Fe | Ni | Co | Cr | Mn | Si | C | S | P |
|---|---|---|---|---|---|---|---|---|
| 84.61 | 12.55 | 1.36 | 0.064 | 0.015 | 0.032 | 0.12 | 0.110 | 0.003 |
| FeO | * MFe | Fe3O4 | Ni | CaO | MgO | Al2O3 | SiO2 | Cr2O3 | MnO |
|---|---|---|---|---|---|---|---|---|---|
| 50.07 | 2.57 | 9.28 | 0.084 | 5.34 | 2.69 | 13.16 | 8.68 | 6.22 | 1.65 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Zhu, D.; Guo, Z.; Pan, J.; Lv, T.; Yang, C.; Li, S. Efficient Utilization of Limonite Nickel Laterite to Prepare Ferronickel by the Selective Reduction Smelting Process. Sustainability 2023, 15, 7147. https://doi.org/10.3390/su15097147
Wang X, Zhu D, Guo Z, Pan J, Lv T, Yang C, Li S. Efficient Utilization of Limonite Nickel Laterite to Prepare Ferronickel by the Selective Reduction Smelting Process. Sustainability. 2023; 15(9):7147. https://doi.org/10.3390/su15097147
Chicago/Turabian StyleWang, Xin, Deqing Zhu, Zhengqi Guo, Jian Pan, Tao Lv, Congcong Yang, and Siwei Li. 2023. "Efficient Utilization of Limonite Nickel Laterite to Prepare Ferronickel by the Selective Reduction Smelting Process" Sustainability 15, no. 9: 7147. https://doi.org/10.3390/su15097147