1. Introduction
Recently, food waste has received a lot of attention due to its negative impact on climate change, food security, and the sustainability of agri-food systems. As stated by the United Nations Food and Agriculture Organization (FAO) reports, 828 million people suffered from hunger in 2021, an increased number compared to previous FAO reports [
1]. Food waste may derive in a variety of ways, including the removal of fresh produce that deviates from the ideal shape, size, and color during sorting procedures or the discarding of goods by merchants and customers that are close to or past their “best-before” date. Furthermore, there are frequently significant amounts of edible food leftovers that are disposed of in home kitchens and eating facilities.
Managing food waste is a significant and complicated issue throughout the food supply chain, from farming to consumption level. Poor harvesting procedures, spoilage, damage, unsuitable storage conditions, and overbuying can all contribute to this problem. As a result, reducing food waste requires a coordinated and integrated approach, including multiple stakeholders and actions across the whole food system. The projected loss of food resources after harvesting and before reaching the market is estimated at 14%, valued at
$400 billion per year. Furthermore, according to the UNEPS Food Waste Index Report 2021 [
2], an additional 17% of food, approximately 931 million metric tons, is wasted across three sectors: household, food services, and retail. Prioritizing food loss and waste management is therefore crucial for the transition to sustainable agri-food systems that increase the effective use of natural resources, reduce their environmental impact, and maintain food security and nutrition [
3].
Throwing food waste away in landfills or incinerating it causes deterioration of the quality of the land and environment and generates greenhouse gases (GHGs), contributing to an unstable climate [
4]. Apart from that, the European legislation on waste management has evolved over the last few decades, focusing on biowaste valorisation. The Waste Framework Directive (2008/98/EC) promotes the hierarchy of waste management, prioritizing prevention, reuse, recycling, and recovery over disposal. It also encourages member states to put in place different waste stream collection systems, including biowaste. In the meantime, the Landfill Directive (1999/31/EC) strives to lessen the harmful effects of disposing of waste in landfills, forcing member states to reduce the biodegradable waste going to landfills and promote alternative waste treatment methods. Other steps that the European Union has taken to encourage sustainable biowaste management include the Circular Economy Package (2018). The latter promotes the separate collection of biowaste and the use of compost and digestate as valuable resources. On the other hand, the EU Bioeconomy Strategy promotes the sustainable use of renewable resources, including biowaste, for various applications, including bioenergy, bioplastics, and bio-based chemicals. Of course, the EU member states often develop their own legislation and regulations to implement EU directives. These national laws may provide even more specific requirements for the separate collection and management of biowaste.
Thus, due to the high organic and nutrient content of biowaste, as well as to European and national legislation, proper strategies for handling this organic waste stream are essential in order to utilize this low-cost and suitable feedstock for producing value-added products through biological processes for resource and energy recovery, including ethanol fermentation, aerobic composting, anaerobic digestion, and biomaterials production.
Second-generation bioethanol has been an active research field for the last few decades [
5,
6,
7,
8]. In the literature, the majority of studies are lab- or bench-scale treatments of synthetic food waste or waste collected from local cafeterias and restaurants. Within these studies, several technological approaches have been proposed for the bioethanol production process, including various process stages such as hydrothermal, chemical (acid/alkaline), and enzymatic pretreatment methods, as well as fermentation techniques (Separate hydrolysis and fermentation and Simultaneous saccharification and fermentation) using tailored yeast strains for food waste valorisation. The recovery of the final biofuel product is rarely discussed in the literature. Nevertheless, the development of a sustainable food waste valorisation industry requires an extensive supply chain, mainly including separate collection and transportation, processing, and end-product penetration in the market. To this end, there are many challenges that need proper attention. A successful and efficient scale-up design should take into consideration that food waste should be source-separated and collected in an organized framework, that food waste composition presents fluctuations both seasonally and regionally, and that the purification process of end products/biofuels should meet quality standards and specifications.
In view of the above, the aim of this study is to showcase an alternative valorization pathway for source-separated food waste, a substrate rich in carbohydrates, fats, and proteins. This pathway leads to the production of bioethanol. Benefits of bioethanol production from source-separated biowaste include reducing landfill waste, decreasing greenhouse gas emissions (since it is a renewable fuel), and promoting a circular economy by turning waste into a valuable resource. This process may contribute to sustainability goals and reduce the reliance on fossil fuels.
Therefore, the primary goal of the present study was to assess both the feasibility and reproducibility of a process to produce ethanol from raw homogenized feedstock without pre-drying. To the authors’ knowledge, bioethanol production from wet, as received, food waste without a dehydration pretreatment step is rather novel. Furthermore, very little has been reported till now in the literature for the production of bioethanol from “real” food waste on a pilot scale. Piloting bioethanol production from source-separated biowaste can help boost the Technology Readiness Level (TRL) of this sustainable energy production method. It involves testing and validating the technology on a smaller scale before implementing it on a larger, commercial scale. This helps refine the process, address any technical challenges, and gather data on its feasibility and efficiency, ultimately advancing it to a higher TRL for wider adoption. Piloting is particularly crucial for complex technologies, innovations, or processes, as it helps reduce risks associated with large-scale implementation and ensures that the technology meets the necessary standards and requirements. Hence, the pilot plant shall allow for testing the technology with real biowaste materials, refining the process, and identifying any operational challenges. Data on yields, energy efficiency, and environmental impact will be collected. This stage is crucial for scaling up the technology and further validating its performance under real-world conditions. It also helps in assessing the economics of the process. Successful pilot testing also builds confidence among stakeholders, including investors, regulators, and end-users. It demonstrates that technology is not just a theoretical concept but a practical solution. Last but not least, pilot testing provides an opportunity to assess the environmental and social impacts of the technology. This information is vital for conducting impact assessments and addressing potential concerns.
3. Results
3.1. Raw Material
During the course of this study, around 600 kg of fresh and wet organic waste were received in different batches in a 4-month period (November–February 2023). Although it has been reported that source-separated food waste contains foreign material that is inert to biological degradation, such as glass, metals, non-biodegradable plastics, textiles, etc. [
18,
19,
20], in the case of Vari-Voula-Vouliagmeni municipality, the citizens awareness and long and active participation in source separation schemes have significantly improved the quality of source-separated biowaste, reducing any impurities such as plastics, metals, etc. However, given the scale of the pilot plant, the manual removal of any foreign object or impurity was feasible. Based on the physicochemical characterisation, the mean initial moisture was 82.1 + 4.0 (%
w/
w wet basis), while the composition of the raw food waste was as follows (%
w/
w dry basis): ash 8.5 ± 1.5, starch 4.5 ± 2.8, cellulose 9.4 ± 1.1, hemicellulose 8.5 ± 1.9, fats and oils 21.0 ± 7.7, acid-soluble lignin 1.0 ± 0.2, acid-insoluble residue 9.7 ± 2.1, water-soluble solids 39.3 ± 6.4, and free glucose 2.5 ± 2.3. As far as heavy metals are concerned, the following concentrations were measured in the different batches (mg/kg dry basis): Cr 2.62 ± 0.05, Cu 1.67 ± 3.61, Mn 14.29 ± 5.13, Ni 3.94 ± 2.46, Cd 0.09 ± 0.02, Pb 1.97 ± 0.11, and Zn 25.22 ± 11.23.
According to Barampouti et al. [
5], fats and oils vary from 5.6% to 24.7%. The mean values for lignin are 12.59 ± 4.23%, for cellulose 13.97 ± 3.73%, for hemicellulose 10.22 ± 6.63%, for starch 7.31 ± 3.44%, and for free glucose 10.6 ± 6.0%. In general, it is observed that the average composition of components falls within the range reported in the literature. It should also be noted that all heavy metals identified were within the permissible limits for land use. In fact, according to Bozym et al. [
21], cadmium content lower than 0.5 mg/kg is not harmful, and the respective toxic limit is 180 mg/kg. Accordingly, copper concentrations over 40 mg/kg may hinder methane production. The zinc levels of biowaste should not be over 100 mg/kg [
22], while the toxic limit for nickel is 10 mg/kg. Finally, in most food residue samples, chromium is usually 1.26–3.42 mg/kg [
21].
Nutrients are essential for yeast metabolism during the fermentation process; therefore, this feedstock appears to have an adequate amount of nutrients available for healthy yeast growth. This is in accordance with Cekmecelioglu and Uncu [
23] and Tang et al. [
24], who concluded that nutrient input was not necessary throughout the fermentation of the organic fraction of municipal solid waste, indicating that all the nutrients required for unrestricted yeast growth were present in the hydrolysate.
Also, the complexity of food waste is advantageous for microbial development; therefore, proper and immediate handling is necessary to prevent microbial contamination, as it can affect the bioconversion process in terms of yield [
25].
3.2. Bioconversion Process
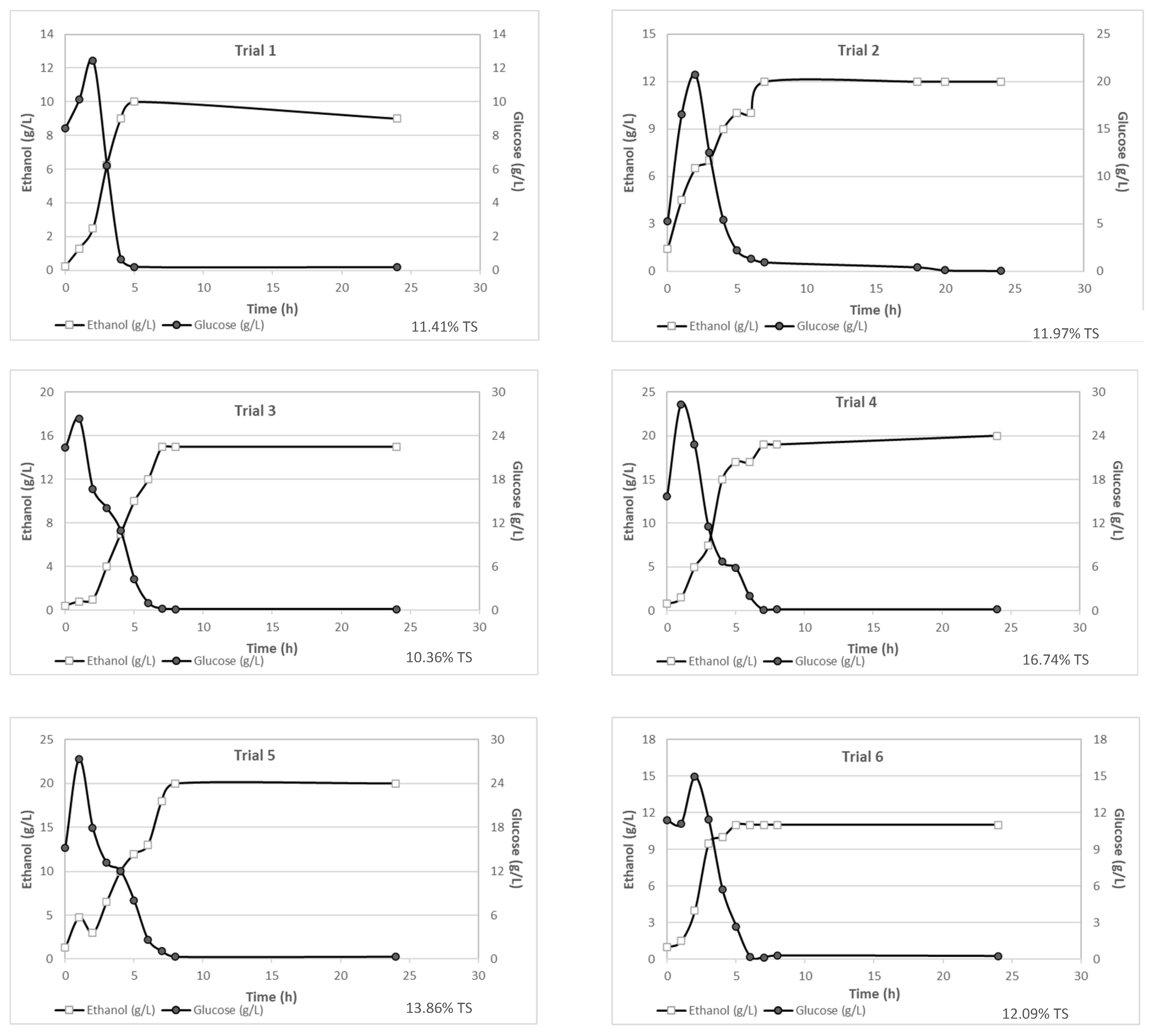
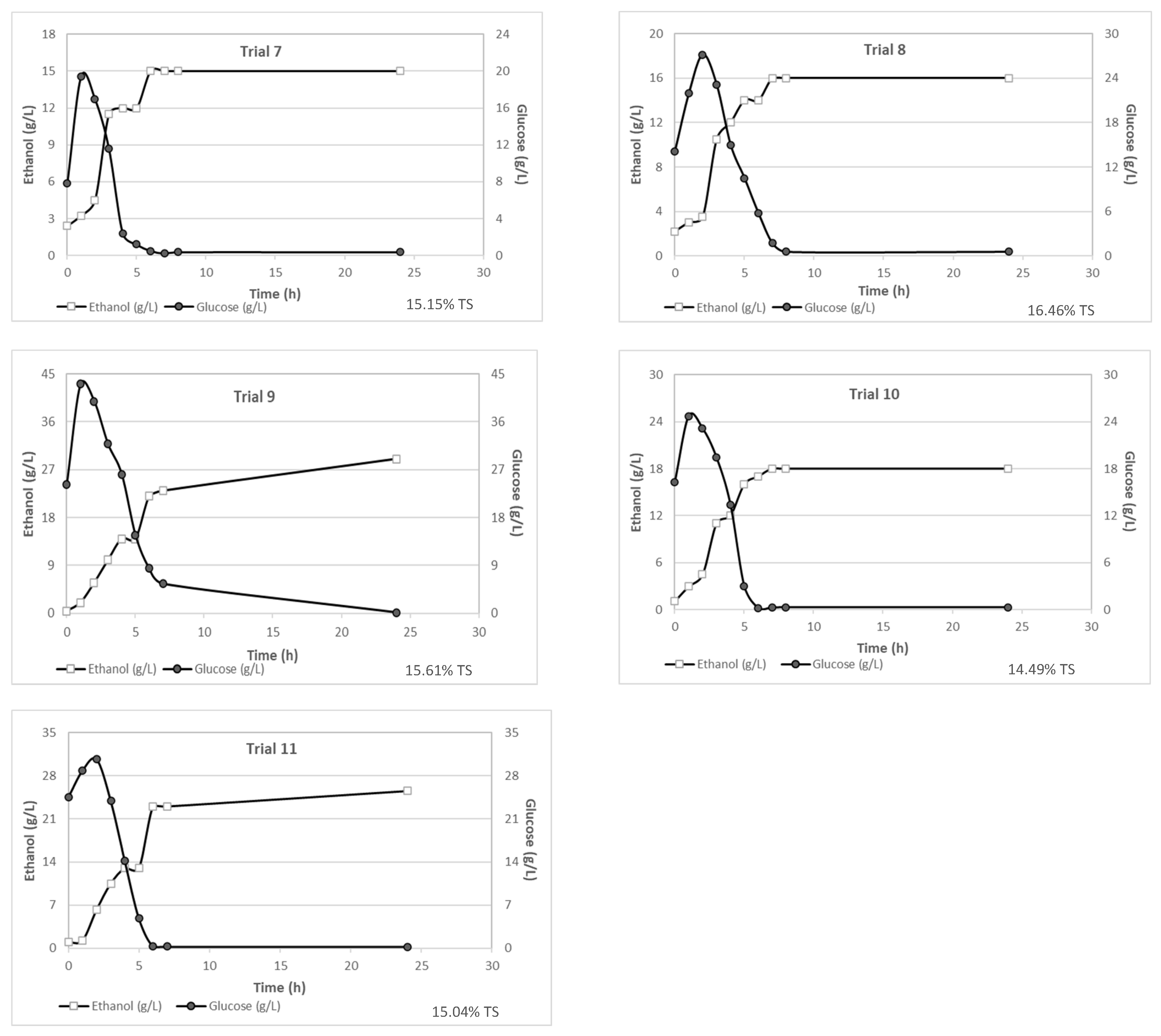
The results obtained from monitoring the glucose and ethanol concentrations during the 24 h fermentation process are presented in
Figure 2. It is evident from
Figure 2 that after the first 7–8 h of fermentation, the glucose concentration drops to nearly zero, while the ethanol concentration (
Figure 2) reaches its maximum value and remains almost stable. For each trial, the maximum ethanol concentration varied depending on the feedstock characteristics. The shredded wet feedstock used in the experiments presented a free glucose content ranging from 5.24 to 24.21 g/L, which is beneficial for bioethanol production. This can be attributed to a partial breakdown of polysaccharides during the shredding process [
26] as well as sugars from food that were dissolved in the liquid fraction. Therefore, the glucose content in the liquid phase of the mixture was accurately measured and accounted for in the ethanol yield calculations. These results demonstrate the importance of monitoring ethanol and glucose production throughout the SSF process and the need to consider the feedstock characteristics for efficient ethanol production.
The maximum ethanol concentrations achieved in this study, 20 g/L for 10% solid loading and 29 g/L for 15% solid loading, could be considered satisfactory in comparison with the findings of Uncu & Cekmecelioglu [
27]. They reported bioethanol concentrations as high as 16.96 g/L and 26.01 g/L for solid loadings of 10% and 15%, respectively, when using kitchen waste as substrate. Additionally, the outcomes of Uçkun Kiran & Liu [
28], who studied bioethanol production from a substrate with an initial glucose content of 40 g/L and a solid loading of 15% for 24 h, indicated an ethanol concentration of almost 15 g/L.
In order to investigate the mechanism of biowaste hydrolysis and fermentation, a comprehensive characterization was conducted at the beginning and end of each trial (
Table 1 and
Table 2). Regarding the liquid phase, the pH and the contents of total organic carbon (TOC), total nitrogen (TN), total reducing sugars (TRS), glucose, and ethanol were measured (
Table 1). In the solid phase, the total solids (TS), total organic carbon (TOC), total nitrogen (TN), starch, cellulose, fats and oils, water-soluble solids (WSS), hemicellulose, acid-soluble lignin (ASL), and acid-insoluble residue (AIR) were measured and are presented in
Table 2. By examining the composition of the liquid and solid phases, it was evident that an adequate amount of nutrients for healthy yeast growth were available.
From a chemical point of view, the reaction mixture is an aqueous solution of water-soluble compounds (described by the concentration of TOC and TN at the start of each trial—
Table 1) and particulate matter (described by the composition of the solid phase at the start of each trial—
Table 2). The effect of stirring and heating, along with the most pronounced and targeted effect of enzymes and yeast on the solubilization of the particulate matter, is illustrated both in the composition of the liquid and solid phases (
Table 1 and
Table 2), respectively, at the end of each trial. According to the experimental design, the addition of amylase is targeted to hydrolyze the starch content, releasing glucose in the liquid phase. Similarly, cellulase aimed to catalyse the hydrolysis of cellulolytic components of feedstock. On the other hand,
S. cerevisiae, as a common fermentation yeast, aimed to consume only glucose, producing ethanol as a metabolic product. These actions were indeed achieved in all trials since the starch and cellulose degradations were over 80% in all cases. Additionally, the performance of yeast was very satisfactory since the remaining glucose concentrations were lower than 0.5 g/L, achieving satisfactory ethanol concentrations (
Table 1). Apart from starch and cellulose, the rest of the structural compounds were also moderately solubilized, releasing the respective organic compounds in the aqueous solution and increasing the concentrations of TOC and TN in the liquid phase.
Taking into account the composition of the raw material utilised and the produced stillage, the degradation efficiencies were calculated for the structural components of source-separated food waste and are presented in
Table 3 as the degradation of each compound on a dry mass basis.
The Grubbs test are a statistical method used to detect outliers or unusually extreme data points in a dataset. It helps identify values that are significantly different from the rest of the data and can be considered anomalies. In this case, the Grubbs test were applied to the data in
Table 3, and it detected two outliers related to cellulose and starch degradation in Trial 6. Excluding the detected outliers from the mean values, the resulting mean degradations of starch and cellulose are 80.7 ± 16.3% and 79.4 ± 10.4%, respectively, while the solubilisation of total solids came up to 63.40 ± 12.60%.
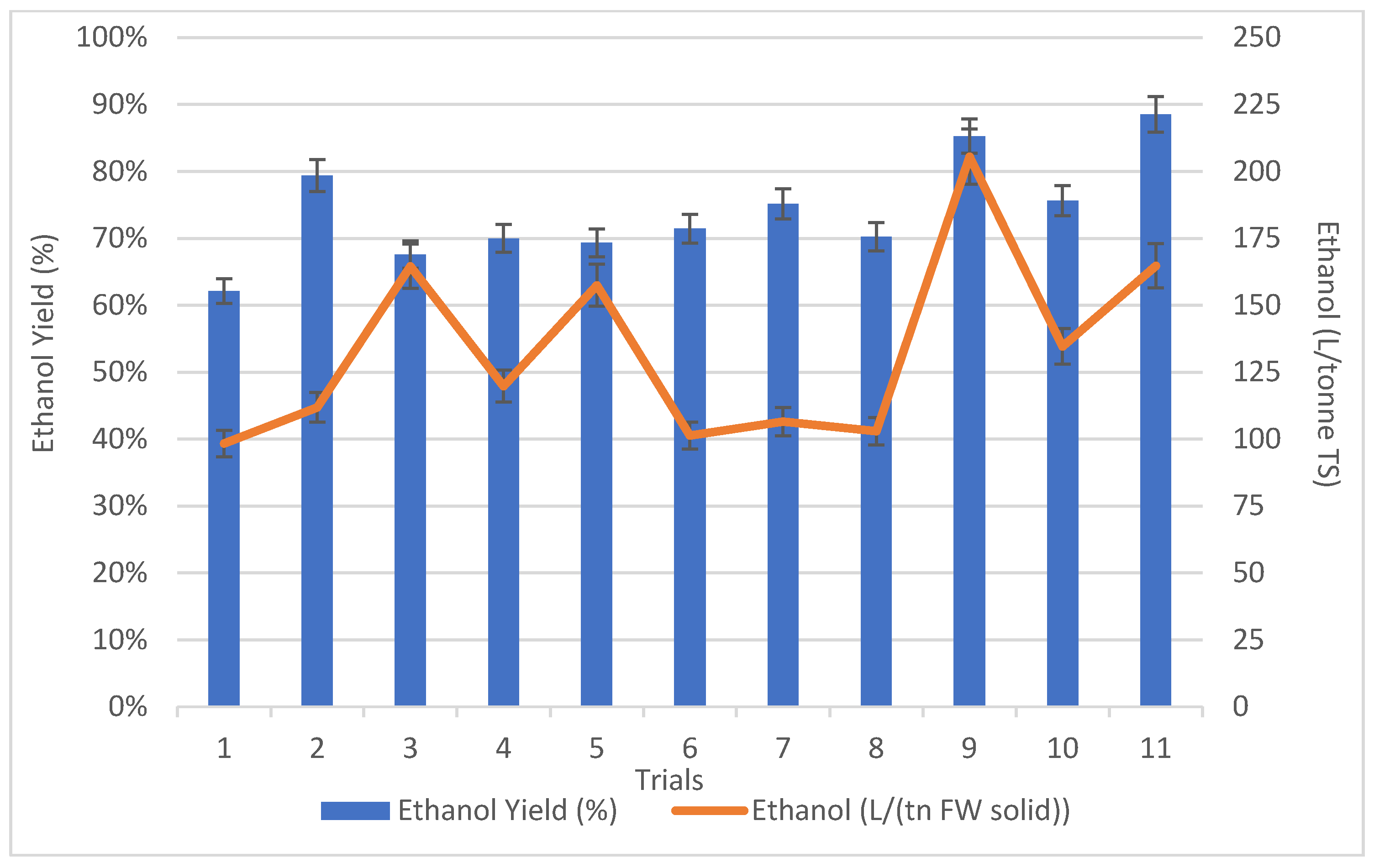
The efficiency of the process for every trial was assessed by the ethanol yield and by the ethanol produced per tonne of dried total solids, as presented in
Figure 3. The term dried feedstock refers to total solids (TS) and is used in order to calculate yields that can be comparable with the results of a previous study [
12] using dry feedstock under similar operational conditions.
The mean ethanol yield was 74.1 ± 6.8%, and the results were also very successful and reproducible. It is notable that the polysaccharide degradation verified the observed ethanol yields.
The stillage produced after the distillation process could be valorised in an anaerobic digestion process to produce biogas and digestate to be used as fertilizer, thus closing the loop on sustainable management of biowaste. This closed-loop system not only minimizes waste but also generates valuable products. This also aligns with the principles of the circular economy by transforming a waste stream into valuable products, contributing to the efficient use of resources and the reduction of environmental impacts. This initiative could underscore the commitment to sustainability, innovation, and responsible resource management, positioning the technological solution as a leader in the field of biowaste valorization.
3.3. Energy Consumption
Considering the energy analysis, just the key steps of the process—shredding; the SSF process; and the distillation process—were taken into account.
Regarding the shredding process that was used to homogenize the feedstock, the energy consumption was found to be 0.04 ± 0.01 kWh per kg of wet feedstock on average, corresponding to 0.19 ± 0.03 kWh per kg of dry feedstock.
The bioconversion process also requires energy for heating and mixing. Two-time frames (0–8 h and 8–24 h) have been established by the fact that the maximal ethanol concentration is usually recorded at the eighth hour of the experiment (
Figure 2). For the time frame 0–8 h, the temperature set is 35 °C, and the stirring is 70 rpm intermittently for 40 min/h, while for 8–24 h, it is 35 °C and 40 rpm for 25 min/h, respectively.
For the whole bioconversion period (24 h), the total energy consumption was 1.1 ± 0.2 kWh/kg dry feedstock or 0.3 ± 0.1 kWh/kg wet feedstock.
Regarding distillation, heating (70 °C), stirring (80 rpm for 40 min/h), and vacuum pump operation (0.2 kW) accounted for most of the energy usage. The distillation’s energy usage was 6.94 kWh/L of ethanol.
Overall, the improved process for treating wet source-separated biowaste consumes an average of 16.1 ± 2.9 kWh per L of ethanol produced, or around 2.2 ± 0.4 kWh per kg of dry feedstock, or 0.5 ± 0.1 kWh per kg of wet feedstock as received. The following fractionation of this consumption was estimated: 8.64% for shredding, 48.19% for bioconversion, and 43.17% for distillation.
Conclusively, the processing of wet source-separated biowaste as received towards bioethanol products was rendered feasible with promising yields. Thus, this study successfully showcased the increase in the technology readiness level of the process. This scaling-up process demonstrated bioethanol production in an operational environment, and at the same time, it helped identify and address practical challenges (e.g., heterogeneity of feedstock, feedstock handling, difficulties in controlling the solid loading) that would not have been apparent in smaller-scale tests.
4. Discussion
Feedstock is a crucial component in any industrial process and plays a significant role in determining the efficiency and output of the process. This study focused on the production of bioethanol from wet, “as received” source-separated biowaste after mechanical pretreatment (high-power shredding) and water addition, although most studies also include a thermal pretreatment step (e.g., drying) [
5,
29,
30,
31,
32,
33,
34]. Tsafara et al. [
12] studied bioethanol production from dried source-separated biowaste. More specifically, in the study of Tsafara et al. [
12], the biowaste originated from the same municipality (Municipality of Vari-Voula-Vouliagmeni, Attica, Greece). In the present study, the bioconversion was carried out in the same pilot plant; the enzymatic formulations (Spirizyme XL, NS87014 by Novozymes) and yeast used were the same, thus a reliable comparison of the results of both studies could be performed. The aim of this evaluation is to compare the performance of wet and dried source-separated biowaste in the process of bioethanol production and evaluate the impact of each type of feedstock on the overall outcome. The comparison shall provide a thorough analysis of the advantages and disadvantages of using wet and dried feedstock and assist in determining the most suitable option for a given process.
The main difference between the two feedstocks is that the dried feedstock can be fully characterized prior to the process, and the dosages are tailored to the specific composition, while for the wet feedstock, an initial assumption of the composition was made. This uncertainty could lead to deviations in the consumables used. The same experimental operational conditions as those of Tsafara et al. [
12] were applied. The main operational parameter that differed was the solid loading. For the dried feedstock, the applied solid loading was 25%, while for the wet feedstock, the solid loading ranged from 10 to 15%, given the limitations of the mechanical equipment. Given the same residence time, the lower solid loading in this study implies that wet shredded feedstock needs larger bioreactors in terms of volume in comparison with the dried feedstock, increasing the CAPEX cost.
Furthermore, Tsafara et al. [
12] stated that the mean ethanol yield achieved with the same bioreactor but with dried feedstock was 86.6 ± 4.9%. It is obvious that the performance of dried feedstock was better than that of wet feedstock (74.1 ± 6.8%) in terms of ethanol yield. Additionally, it is worth mentioning that the standard deviations using shredded and fresh feedstock are much higher than those using dried feedstock. This fact can be attributed to the high heterogeneity of the wet source-separated biowaste. It is evident that the use of dried source-separated biowaste as feedstock offered steady operating conditions and improved process outcomes through the application of thermal pretreatment. The elevated ethanol yields achieved with dried feedstock (~86%) can be related to the fact that the drying process degrades polysaccharides and lignin to a certain extent, and additionally, during this step, volatile organic acids that may act as inhibitors during fermentation are evaporated.
Additionally, total solids, cellulose, and starch degradation efficiencies were also compared. Total solids and cellulose were found to be relatively close, while starch degradation was more efficient when dried feedstock was processed (94.6 ± 2.4%), and this can be attributed to the drying process since it has been proven that hydrothermal pretreatment of starch modifies its internal structure, enhancing the enzymatic degradation [
11].
As far as energy consumption is concerned, data derived from Tsafara et al. [
12] and from the current study are presented in
Table 4, along with their distribution in the process stages.
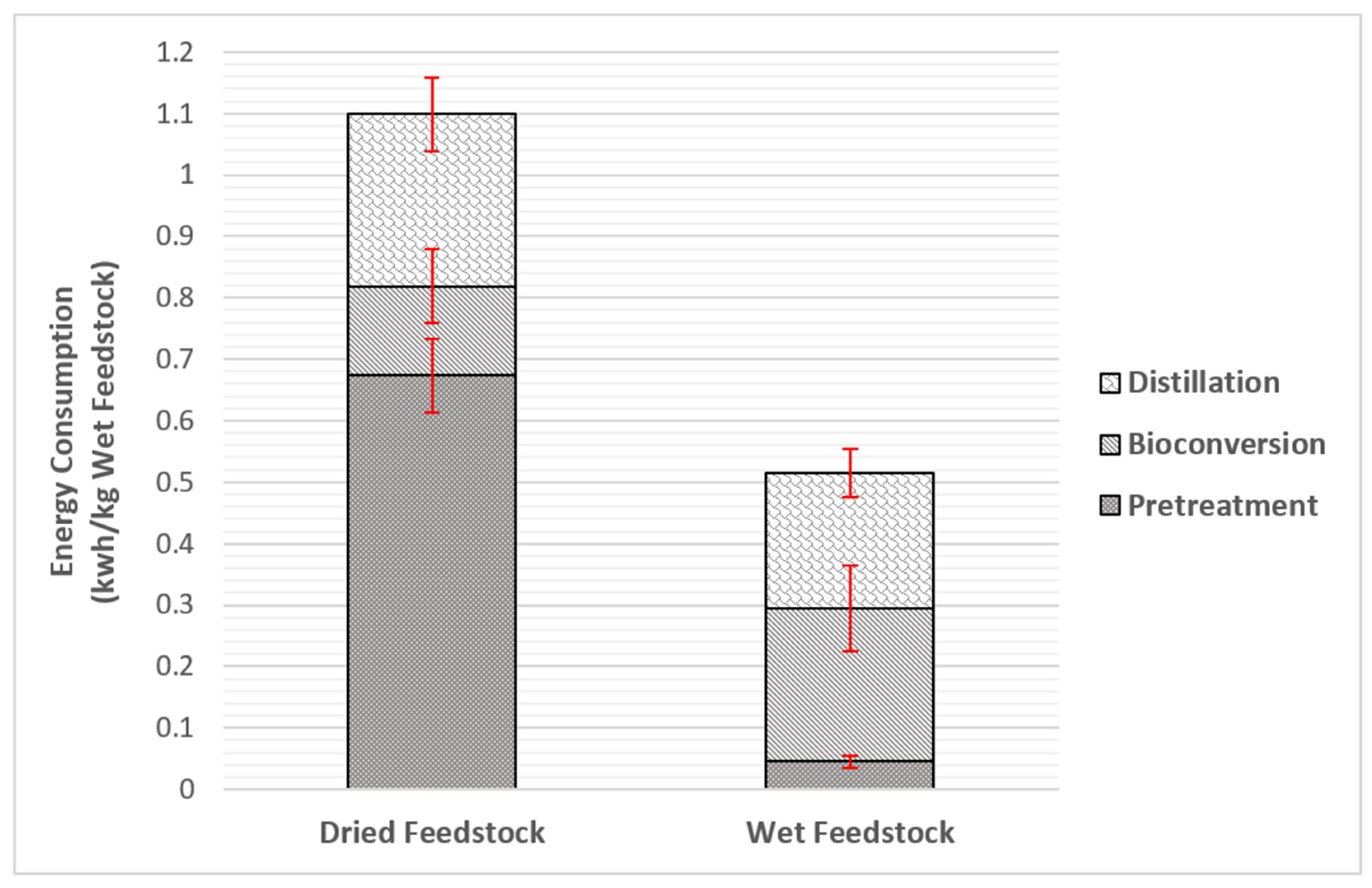
Comparing the energy consumption, it is evident that the wet feedstock is more energy efficient. Regarding the process stages, homogenizing fresh food waste (0.19 kWh/kg dried feedstock) requires almost 15 times lower energy per kg of feedstock used when compared with the drying process (2.63 kWh/kg dried feedstock). Thermal drying has high energy demands due to the water content of the feedstock (moisture 82.1 + 4.0%
w/
w wet basis). On the other hand, the bioconversion process presented lower energy consumption (0.7 ± 0.4 kWh per kg of dry feedstock), accounting for nearly half of the calculated energy consumption in this study. This fact is connected tightly to the difference in the solid loading. The same is true for the distillation process. These observations, expressed as the distribution of the total energy consumption in the different process stages (pretreatment, bioconversion, and distillation), are illustrated in
Figure 4 along with the respective error bars.
In order to assess the impact of high energy consumption on the bioethanol production cost, the methodology suggested by Passadis et al. [
11] was followed for the two alternative treatment trains. Thus, it was estimated that the ethanol production cost for the dried feedstock is 2.16 €/kg ethanol, while the cost for the wet feedstock is 1.41 €/kg ethanol. In both cases, the energy and enzyme costs had the highest contribution to the total cost, as was also the case in the work of Passadis et al. [
11].
5. Conclusions
In this paper, the utilisation of source-separated biowaste towards bioethanol production is presented via the operation system for more than 10 consecutive operating cycles of a pilot plant with real feedstock—wet; separately collected biowaste.
This challenging biowaste stream, wet source-separated kitchen waste, by nature poses a lot of difficulties in handling and processing. Nevertheless, it was proven that the application of SSF fermentation could be applied with satisfactory ethanol yields but with elevated deviations. In this context, the applied conditions should be tailored and calculated in each case, taking into consideration an assumed composition of the treated feedstock and the proposed dosages (175 μL/g cellulose NS87014, 40 μL/g starch Spirizyme, and 2% Saccharafication cerevisiae (d.b.)).
Regarding the wet feedstock (as received), a bowl cutter was used for feedstock shredding, and it appeared to be an efficient pretreatment for the feedstock without altering its physicochemical composition. From the 11 pilot trials performed with wet feedstock, the mean starch and cellulose degradation of the pilot trials amounted to 80.7 ± 16.3% and 79.4 ± 10.4%, respectively, while the bioethanol yield was 74.1 ± 6.8%.
The results obtained are quite encouraging for the process’s feasibility. Nevertheless, it is important to consider the energy consumption during the production line, as it constitutes more than 50% of the overall ethanol production cost.
A reliable comparison of the results obtained was performed with a similar study with dried feedstock. It was concluded that the total energy consumption for the production of ethanol with dried feedstock is 26% higher than with wet feedstock. The most energy-intensive stage is drying, followed by distillation. In conclusion, using dried feedstock performs better in terms of ethanol production, but the use of wet shredded feedstock also seems favorable due to the low energy consumption despite the slightly lower bioethanol production. To this end, a technoeconomic analysis along with a life cycle analysis is needed in order to reveal the optimum scenario via a multicriteria, integrated assessment.
Piloting bioethanol production from‘real’ source-separated biowaste advanced the technology along the TRL scale. This approach allowed for iterative improvements, optimization, and addressing challenges along the way, ultimately making it more feasible for large-scale implementation and commercial use in the renewable energy sector. Thus, once the pilot has demonstrated consistent and efficient bioethanol production from source-separated biowaste, it may be able to move towards full-scale commercialization. However, while a successful pilot project is a significant milestone, the transition to full-scale commercialization may still present challenges, including securing funding, addressing potential logistical issues, and navigating the complexities of large-scale production. Yet, a well-executed pilot project significantly de-risks the commercialization process and increases the likelihood of long-term success.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}