
Developing Iron Ore Pellets Using Novel Binders for H2-Based Direct Reduction
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Characterization
2.3. Recipes
2.4. Pelletization and Testing
3. Results and Discussion
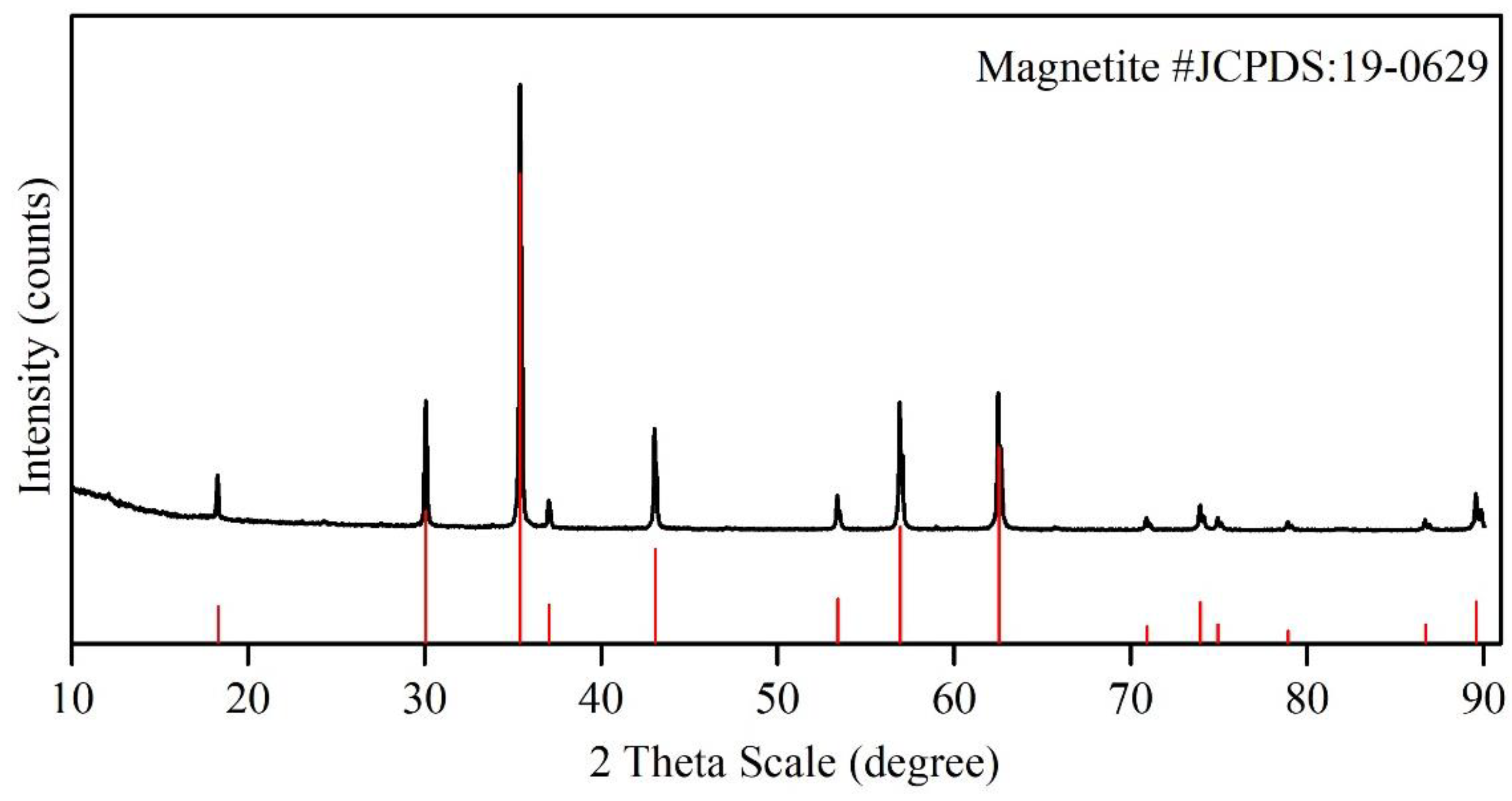
3.1. Sample Characterization
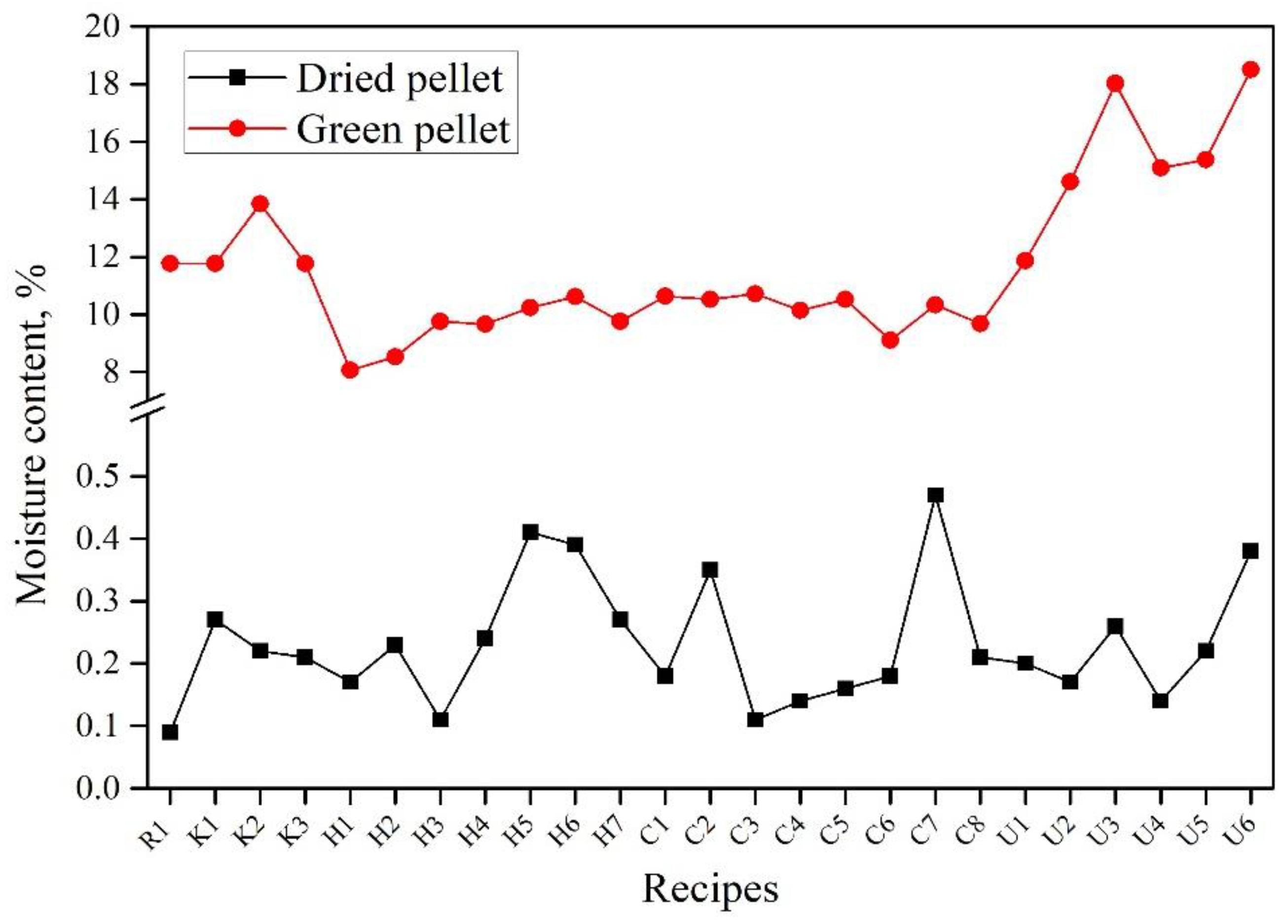
3.2. Moisture Content of Green and Dry Pellets
3.3. Pellet Size Distribution
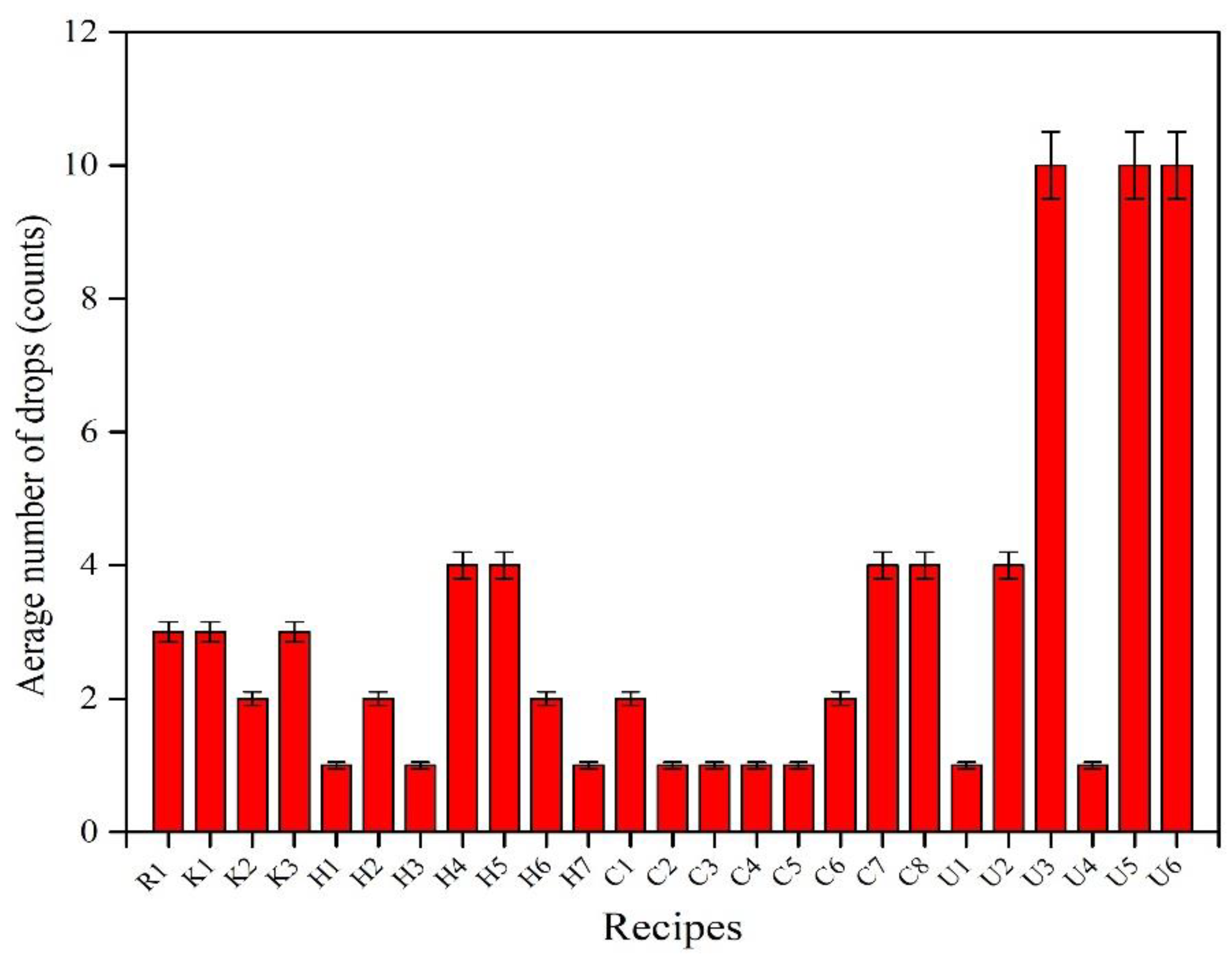
3.4. Drop Test Measurement of Dry Pellets
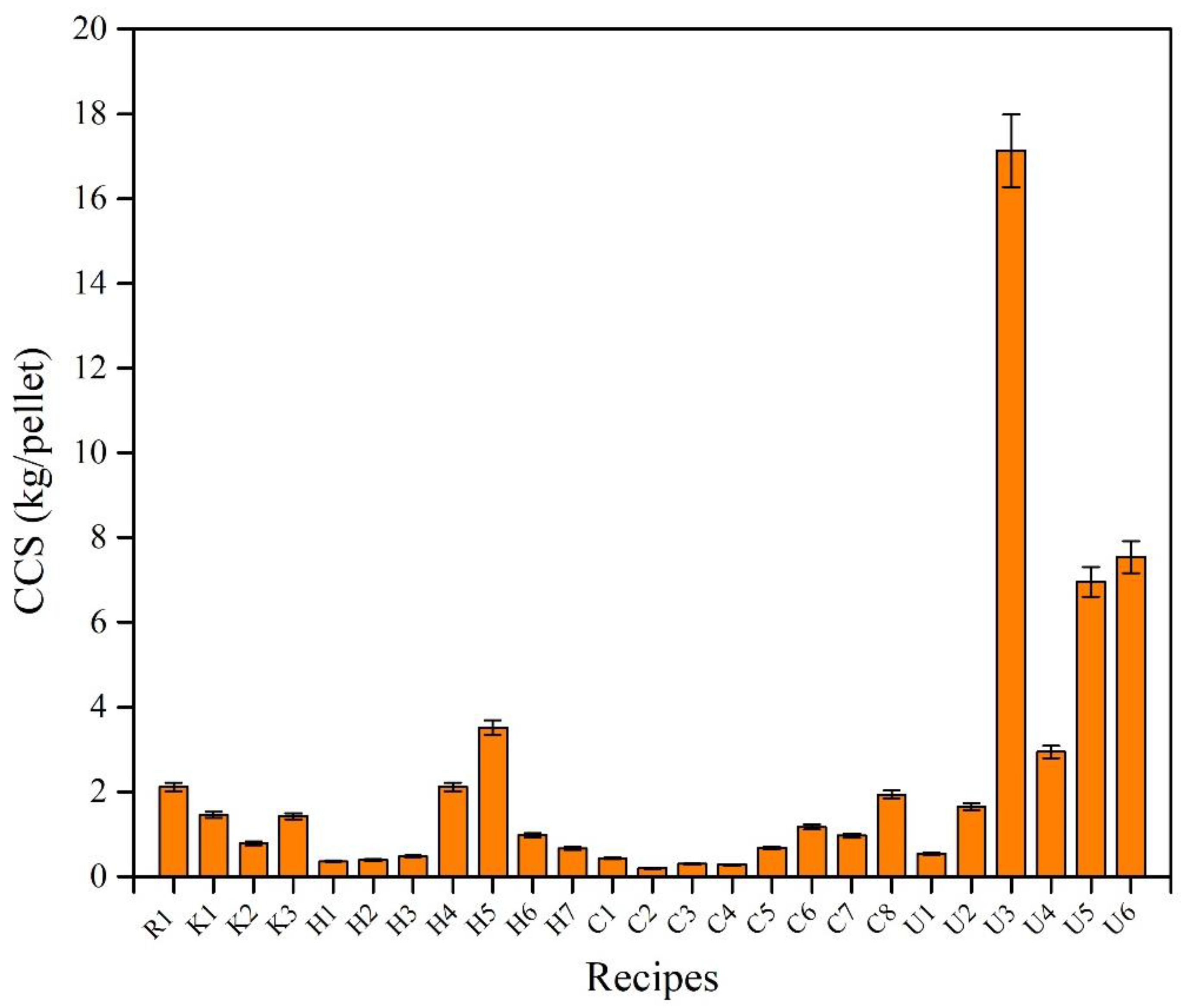
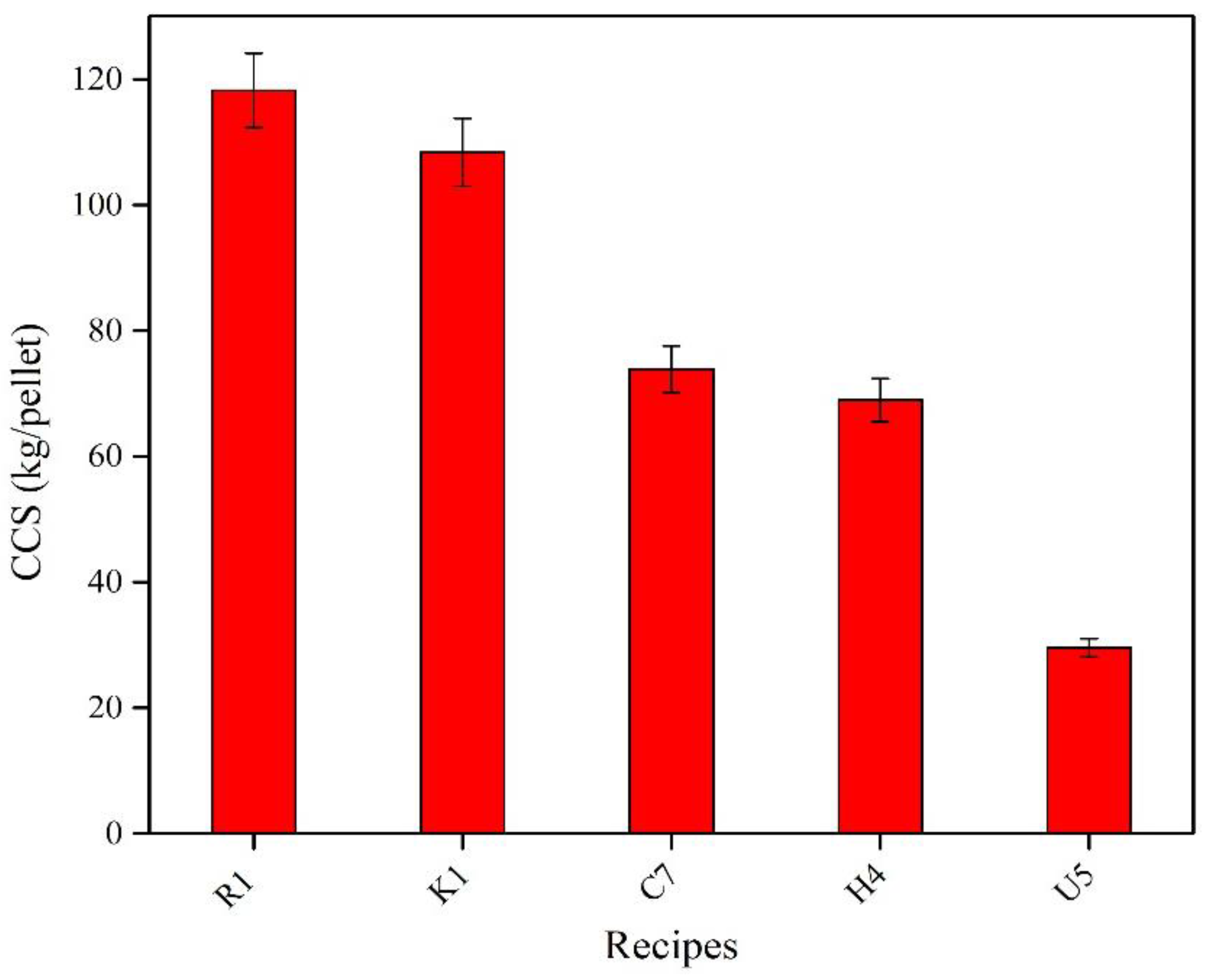
3.5. Cold Compression Strength (CCS) of Dry and Fired Pellets
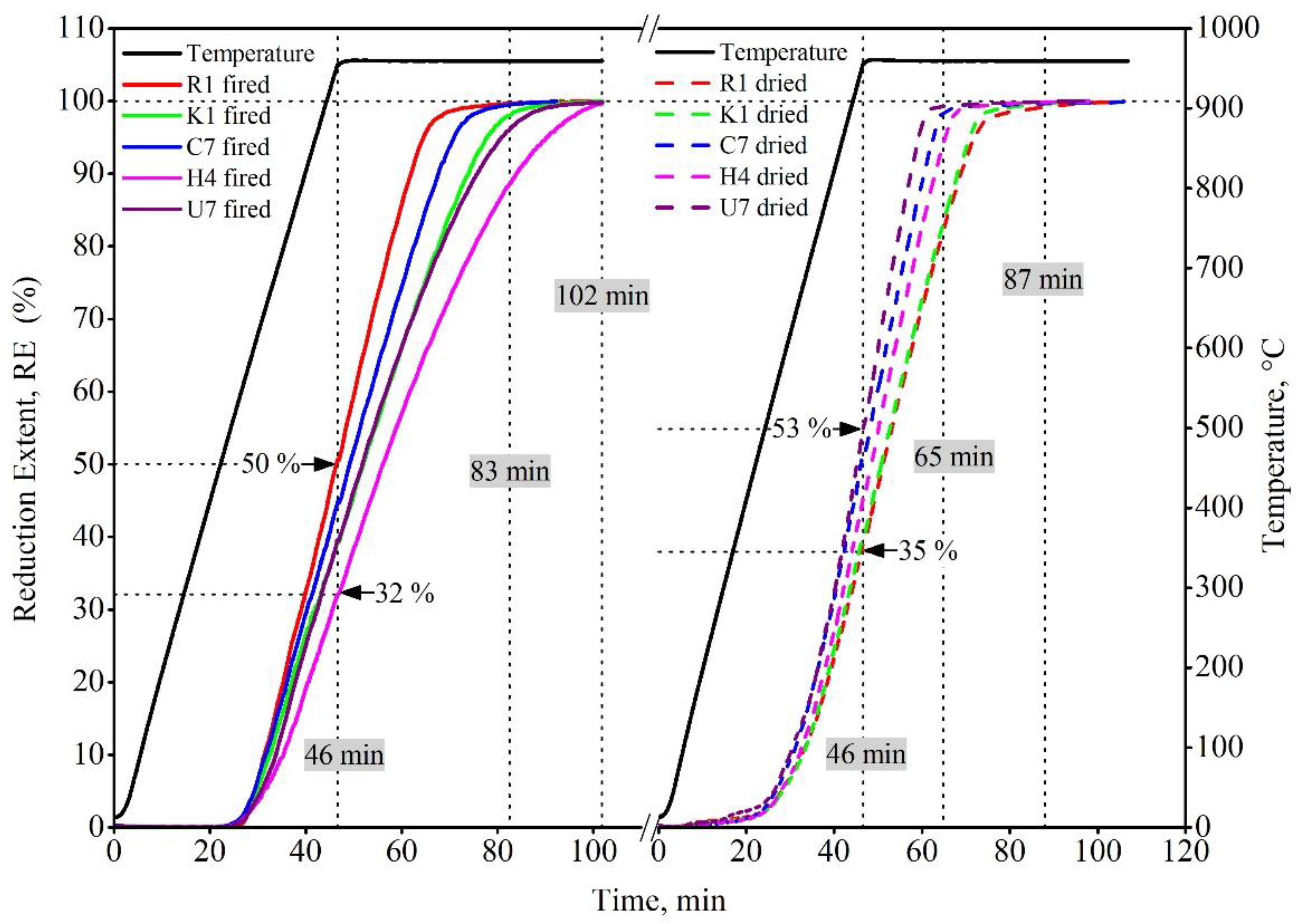
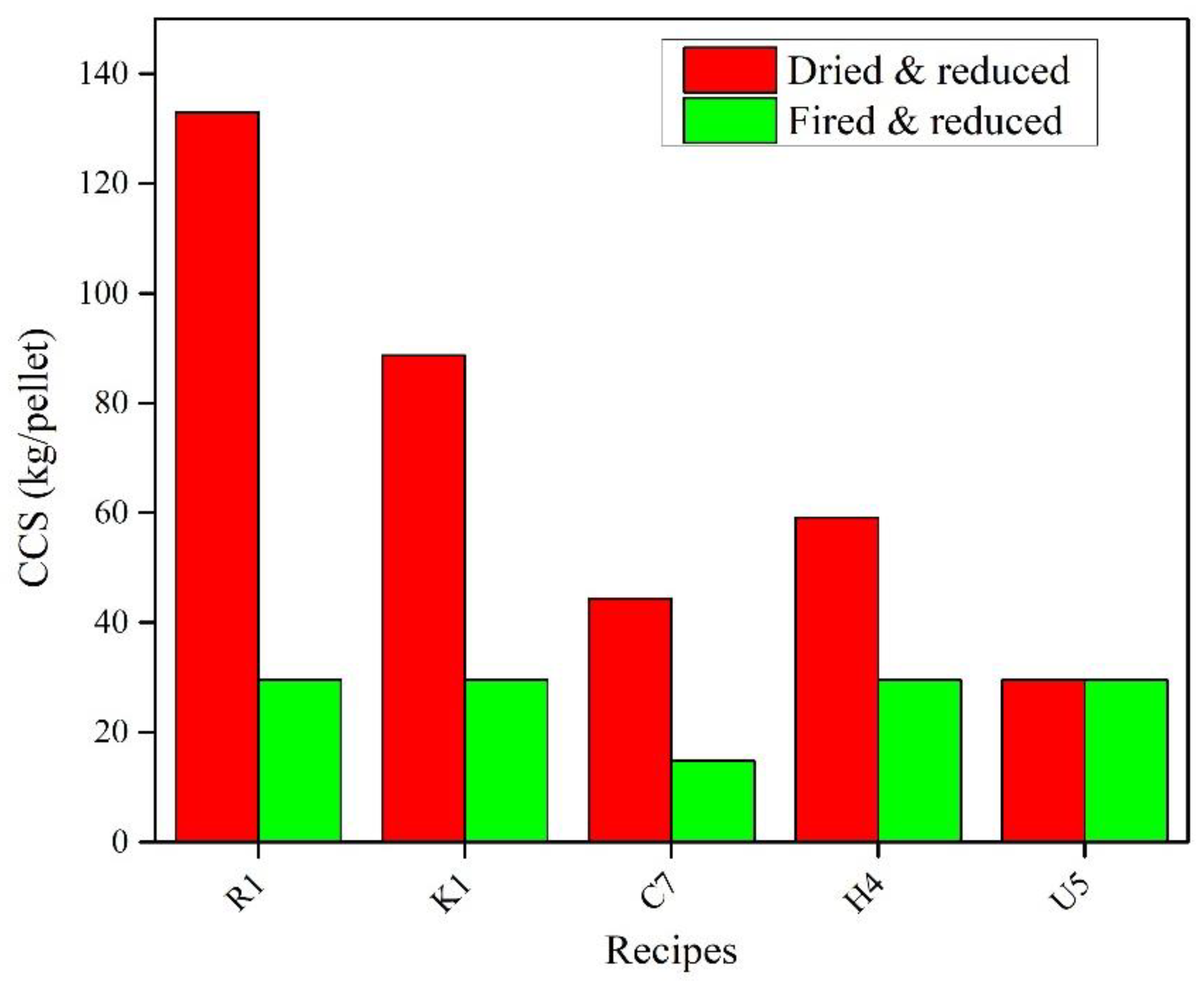
3.6. Reducibility of Dry and Fired Pellets as well as CCS after Reduction
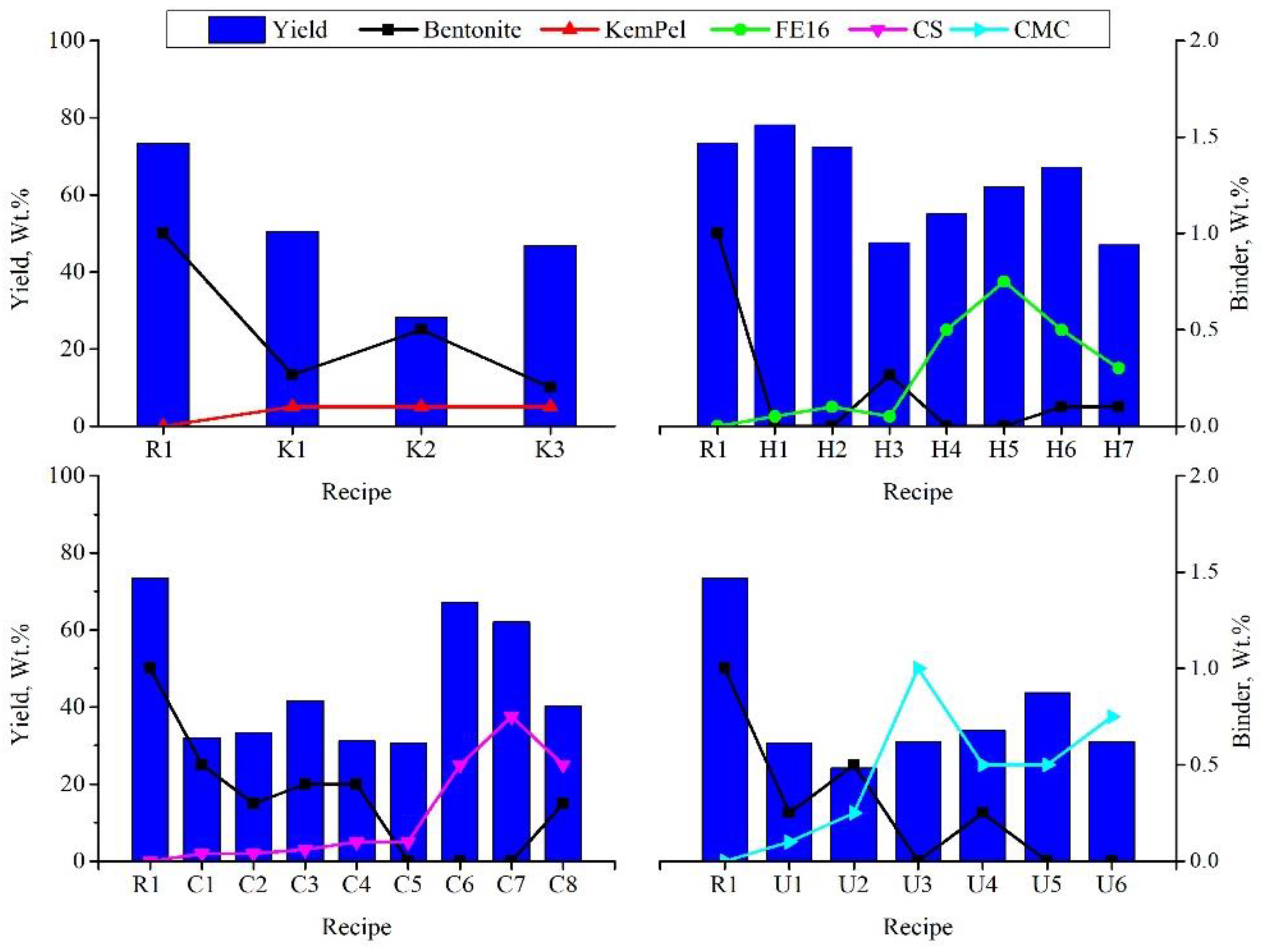
3.7. Potential Saving of Bentonite
4. Conclusions
- CMC gave the best dry strength results among the four organic binders as well as bentonite. A full replacement of bentonite with 0.5 wt.% of CMC showed very promising results. Alcotac CS and Alcotac FE16 showed good dry strength-wise results comparable to the reference recipe with full replacement of bentonite with 0.75 wt. % and 0.5 wt.% of the organic binders, respectively. KemPel showed good dry strength-wise results comparable to that of the reference recipe by replacing 73.5% of bentonite with 0.1 wt.% of the organic binder. The Alcotac CS and Alcotac FE16 recipes had the best yields among the binders.
- The recipe (K1) in which 73.5% of bentonite was replaced with 0.1 wt.% of KemPel showed very good results after firing and reduction with H2, which were almost the same as the reference recipe (R1). Similarly, both Alcotac CS (C7) and Alcotac FE 16 (H4) showed lesser strength than the reference (R1) and the KemPel recipe (K1) but better results than the CMC recipe (U5). Recipe (U5) with CMC, which showed the best dry pellet strength, did not perform well after the oxidation and reduction trials.
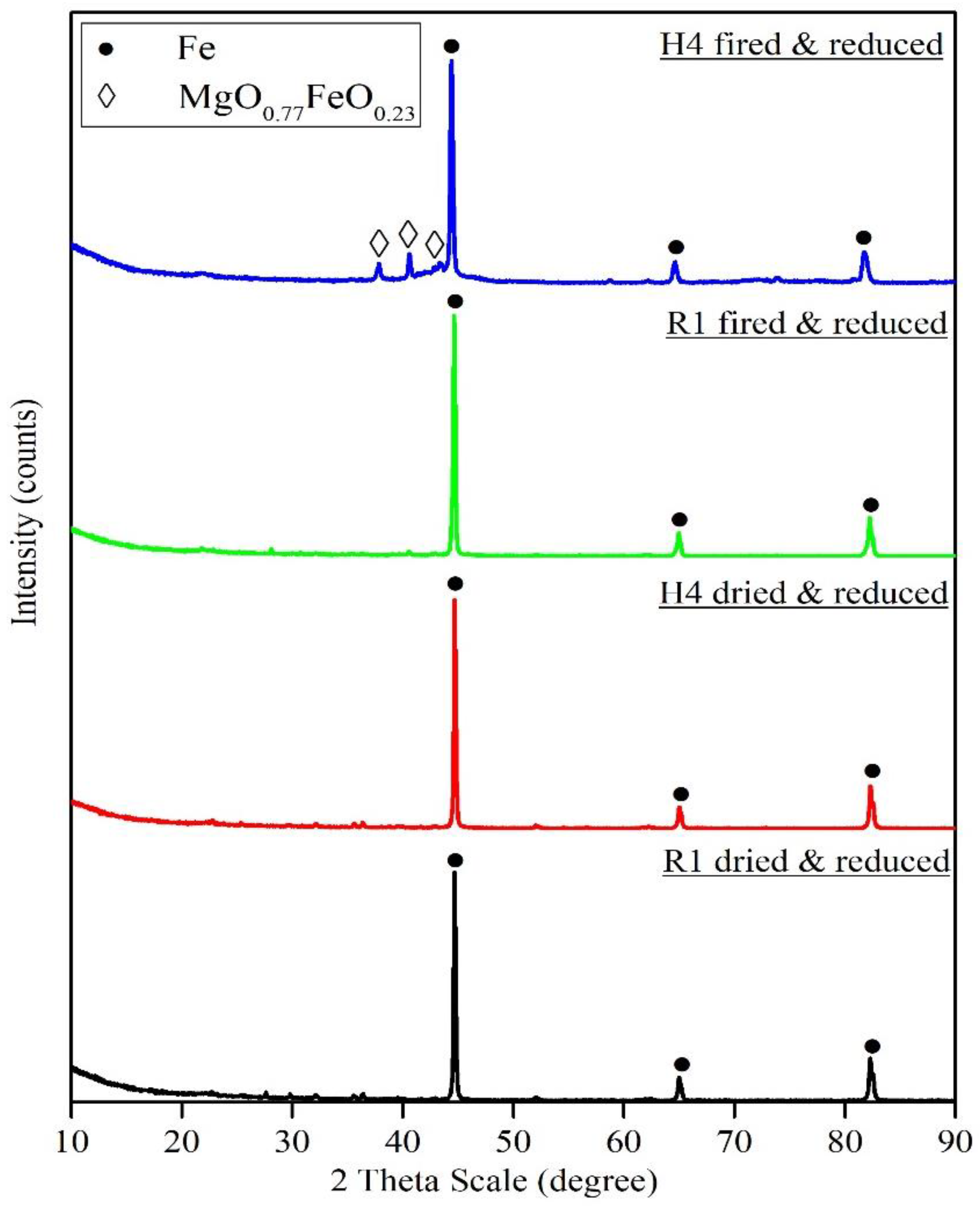
- The dry pellets bonded with organic materials exhibited the highest reduction extent, with the order being U5 > C7 > H4 > K1 > R1. This was attributed to the porous structure resulting from the thermal decomposition of the organic binder, which facilitated H2 diffusion and enhanced pellet reduction. Conversely, the organic-bonded fired pellets had a lower reduction rate compared to the bentonite-bonded fired pellets due to the formation of magnesioferrites, which hindered the reduction process by creating a hard reducible magnesium iron oxide phase (MgO0.77FeO0.23).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Karsberg, V. HYBRIT—Towards Fossil Free Steel; OECD: Paris, France; p. 11.
- Pei, M.; Petäjäniemi, M.; Regnell, A.; Wijk, O. Toward a Fossil Free Future with HYBRIT: Development of Iron and Steelmaking Technology in Sweden and Finland. Metals 2020, 10, 972. [Google Scholar] [CrossRef]
- Rechberger, K.; Spanlang, A.; Sasiain Conde, A.; Wolfmeir, H.; Harris, C. Green hydrogen-based direct reduction for low-carbon steelmaking. Steel Res. Int. 2020, 91, 2000110. [Google Scholar] [CrossRef]
- Davis, M.; Mete, G. From “Hard-to-Abate” to Net-Zero: Policy Priorities for Decarbonizing Steel by 2050, November 2021. Available online: https://www.sei.org/publications/net-zero-decarbonising-steel-by-2050/ (accessed on 2 June 2022).
- Global Iron Ore Pellets Market Size Report, 2020–2027. Available online: https://www.grandviewresearch.com/industry-analysis/iron-ore-pellets-market (accessed on 2 June 2023).
- Ore Pellet—An Overview|ScienceDirect Topics’. Available online: https://www.sciencedirect.com/topics/chemical-engineering/ore-pellet (accessed on 2 June 2023).
- Eisele, T.; Kawatra, S. A review of binders in iron ore pelletization. Miner. Process. Extr. Metall. Rev. 2003, 24, 1–90. [Google Scholar] [CrossRef]
- Kater, T.; Steeghs, H. Organic binders for iron ore pelletization. In Proceedings of the 57th Annual Meeting of the Minnesota Section of AIME, Duluth, MN, USA, 18–19 January 1984; pp. 13.1–13.29. [Google Scholar]
- Manu, K.; Mousa, E.; Ahmed, H.; Elsadek, M.; Yang, W. Maximizing the Recycling of Iron Ore Pellets Fines Using Innovative Organic Binders. Materials 2023, 16, 3888. [Google Scholar] [CrossRef] [PubMed]
- Moraes, S.; Lima, J.; Ribeiro, T. Iron Ore Pelletizing Process: An Overview. In Iron Ores and Iron Oxide Materials; IntechOpen: London, UK, 2018; pp. 41–59. [Google Scholar] [CrossRef] [Green Version]
- Villanueva, A.; Hoff, S.; Michailovski, A. BASF Novel Iron Ore Binder Technology: Study of Bentonite Modification. In Proceedings of the Ironmaking, Iron Ore and Agglomeration Seminars, São Paulo, Brazil, 2–4 October 2017. [Google Scholar]
- Zhao, H.; Zhou, F.; Ma, C.; Wei, Z.; Long, W. Bonding mechanism and process characteristics of special polymers applied in pelletizing binders. Coatings 2022, 12, 1618. [Google Scholar] [CrossRef]
- Sivrikaya, O.; Arol, A. Alternative binders to bentonite for iron ore pelletizing: PART I: Effects on physical and mechanical properties. Holos 2014, 3, 94–103. [Google Scholar] [CrossRef] [Green Version]
- Sivrikaya, O.; Arol, A. Alternative binders to bentonite for iron ore pelletizing: Part II: Effects on metallurgical and chemical properties. Holos 2014, 3, 104–111. [Google Scholar] [CrossRef] [Green Version]
- Devasahayam, S. A novel iron ore pelletization for increased strength under ambient conditions. Sustain. Mater. Technol. 2018, 17, e00069. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, Y.; Su, Z.; Jiang, T. Improving the Properties of Magnetite Green Pellets with a Novel Organic Composite Binder. Materials 2022, 15, 6999. [Google Scholar] [CrossRef] [PubMed]
- Halt, J.; Kawatra, S. Review of organic binders for iron ore concentrate agglomeration. Min. Metall. Explor. 2014, 31, 73–94. [Google Scholar] [CrossRef]
- Haas, A.; Jeffrey, A.; Robert, K. Effectiveness of Organic Binders for Iron Ore Pelletization; No. 9230; US Department of the Interior, Bureau of Mines: Washington, DC, USA, 1989. [Google Scholar]
- Sunde, M. Organic Binder as a Substitute for Bentonite in Ilmenite Pelletization. Master’s Thesis, Norwegian University of Science and Technology, Trondheim, Norway, 2012. [Google Scholar]
- Alcotac Synergistic Organic Binders—PDF Free Download. Available online: https://docplayer.net/165003853-Alcotac-synergistic-organic-binders.html (accessed on 2 June 2023).
- The Compelling Case for Kemira’s KemPelTM Binders in Iron Ore Pelletization, Mining Technology. Available online: https://www.mining-technology.com/contractors/chemicals/kemira/pressreleases/presskemira-kempel-binders/ (accessed on 2 June 2023).
- Zaini, I.; Wen, Y.; Mousa, E.; Jönsson, P.; Yang, W. Primary fragmentation behavior of refuse derived fuel pellets during rapid pyrolysis. Fuel Process. Technol. 2021, 216, 106796. [Google Scholar] [CrossRef]
- Somerville, M.A. The strength and density of green and reduced briquettes made with iron ore and charcoal. J. Sustain. Metall. 2016, 2, 228–238. [Google Scholar] [CrossRef] [Green Version]
- ISO 4700-2015; Iron Ore Pellets for Blast Furnace and Direct Reduction Feedstocks — Determination of the Crushing Strength. International Organization for Standardization: Geneva, Switzerland, 2015.
- Kumar, S.; Ahmed, H.; Alatalo, J.; Björkman, B. Carburization behavior of hydrogen-reduced DRI using synthetic bio-syngas mixtures as fossil-free carbon sources. J. Sustain. Metall. 2022, 8, 1546–1560. [Google Scholar] [CrossRef]
- Van der Merwe, M.; Garbers-Craig, A. Influence of a carboxymethyl cellulose (CMC) binder on the mechanical properties of iron ore pellets. J. S. Afr. Inst. Min. Metall. 2017, 117, 337–341. [Google Scholar] [CrossRef] [Green Version]
- Qiu, G.; Jiang, T.; Huang, Z.; Zhu, D.; Fan, X. Characterization of preparing cold bonded pellets for direct reduction using an organic binder. ISIJ Int. 2003, 43, 20–25. [Google Scholar] [CrossRef] [Green Version]
- De Britto, D.; Assis, O.B. Thermal degradation of carboxymethylcellulose in different salty forms. Thermochim. Acta 2009, 494, 115–122. [Google Scholar] [CrossRef]
- Semberg, P.; Andersson, C.; Bjorkman, B. Interaction between iron oxides and olivine in magnetite pellets during reduction at 500°–1300° C. Min. Metall. Explor. 2014, 31, 126–135. [Google Scholar] [CrossRef]
- Semberg, P.; Rutqvist, A.; Andersson, C.; Bjorkman, B. Interaction between iron oxides and olivine in magnetite based pellets during reduction at temperatures below 1000 °C. Ironmak. Steelmak. 2011, 38, 321–328. [Google Scholar] [CrossRef]
- Bahgat, M. Reduction behaviour of MgFe2O4 with the synthesis of Fe/MgO nanocomposite. Miner. Process. Extr. Metall. 2006, 115, 195–200. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Selected Binders | Composition | Source |
|---|---|---|
| KemPel | Anionic polyacrylamide | Kemira, Helsinki, Finland |
| Alcotac CS | Modified anionic polyacrylamide | BASF, Heidelberg, Germany |
| Alcotac FE16 | Anionic polyacrylamide | BASF, Heidelberg, Germany |
| CMC | Carboxymethyl cellulose | Commercial product |
| Recipes | Magnetite (g) | Bentonite (%) | KemPel (%) | Alcotac CS (%) | CMC (%) | Alcotac FE16 (%) |
|---|---|---|---|---|---|---|
| R1 | 2000 | 1 | 0 | 0 | 0 | 0 |
| K1 | 2000 | 0.265 | 0.1 | 0 | 0 | 0 |
| K2 | 2000 | 0.5 | 0.1 | 0 | 0 | 0 |
| K3 | 2000 | 0.2 | 0.1 | 0 | 0 | 0 |
| H1 | 2000 | 0 | 0 | 0 | 0 | 0.05 |
| H2 | 2000 | 0 | 0 | 0 | 0 | 0.1 |
| H3 | 2000 | 0.265 | 0 | 0 | 0 | 0.05 |
| H4 | 2000 | 0 | 0 | 0 | 0 | 0.5 |
| H5 | 2000 | 0 | 0 | 0 | 0 | 0.75 |
| H6 | 2000 | 0.1 | 0 | 0 | 0 | 0.5 |
| H7 | 2000 | 0.1 | 0 | 0 | 0 | 0.3 |
| C1 | 2000 | 0.5 | 0 | 0.04 | 0 | 0 |
| C2 | 2000 | 0.3 | 0 | 0.04 | 0 | 0 |
| C3 | 2000 | 0.4 | 0 | 0.06 | 0 | 0 |
| C4 | 2000 | 0.4 | 0 | 0.1 | 0 | 0 |
| C5 | 2000 | 0 | 0 | 0.1 | 0 | 0 |
| C6 | 2000 | 0 | 0 | 0.5 | 0 | 0 |
| C7 | 2000 | 0 | 0 | 0.75 | 0 | 0 |
| C8 | 2000 | 0.3 | 0 | 0.5 | 0 | 0 |
| U1 | 2000 | 0.25 | 0 | 0 | 0.1 | 0 |
| U2 | 2000 | 0.5 | 0 | 0 | 0.25 | 0 |
| U3 | 2000 | 0 | 0 | 0 | 1 | 0 |
| U4 | 2000 | 0.25 | 0 | 0 | 0.5 | 0 |
| U5 | 2000 | 0 | 0 | 0 | 0.5 | 0 |
| U6 | 2000 | 0 | 0 | 0 | 0.75 | 0 |
| Materials | Chemical Composition, wt.% | |||||||
|---|---|---|---|---|---|---|---|---|
| Total Fe | SiO2 | CaO | MgO | Al2O3 | K2O | Na2O | TiO2 | |
| Magnetite concentrate | 66.16 | 1.60 | 0.15 | 1.81 | 0.18 | 0.03 | 0.06 | 0.014 |
| Bentonite | 3.22 | 59.6 | 0.1 | 3.1 | 21.9 | 0.5 | 3.1 | 0.8 |
| Recipe | Binder | Amount of Organic Binder Required (Million Tons) | Amount of Bentonite Required (Million Tons) | Amount of Bentonite Saved (Million Tons) |
|---|---|---|---|---|
| R1 | Bentonite (1%) | 0 | 5.4 | 0 |
| K1 | KemPel (0.1%) + Bentonite (0.265%) | 0.54 | 1.43 | 3.97 |
| C7 | Alcotac CS (0.75%) | 4.05 | 0 | 5.4 |
| U5 | CMC (0.5%) | 2.7 | 0 | 5.4 |
| H4 | Alcotac FE 16 (0.5%) | 2.7 | 0 | 5.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Parathodiel, H.; Mousa, E.; Ahmed, H.; Elsadek, M.; Forsberg, K.; Andersson, C. Developing Iron Ore Pellets Using Novel Binders for H2-Based Direct Reduction. Sustainability 2023, 15, 11415. https://doi.org/10.3390/su151411415
Parathodiel H, Mousa E, Ahmed H, Elsadek M, Forsberg K, Andersson C. Developing Iron Ore Pellets Using Novel Binders for H2-Based Direct Reduction. Sustainability. 2023; 15(14):11415. https://doi.org/10.3390/su151411415
Chicago/Turabian StyleParathodiel, Harikrishnan, Elsayed Mousa, Hesham Ahmed, Mohamed Elsadek, Kerstin Forsberg, and Charlotte Andersson. 2023. "Developing Iron Ore Pellets Using Novel Binders for H2-Based Direct Reduction" Sustainability 15, no. 14: 11415. https://doi.org/10.3390/su151411415