
Integral Recovery of Almond Bagasse through Dehydration: Physico-Chemical and Technological Properties and Hot Air-Drying Modelling



Abstract
:1. Introduction
2. Materials and Methods
2.1. Process for Obtaining Almond Bagasse and Almond Bagasse Powder
2.2. Analytical Determinations
Water Interaction and Emulsifying Properties
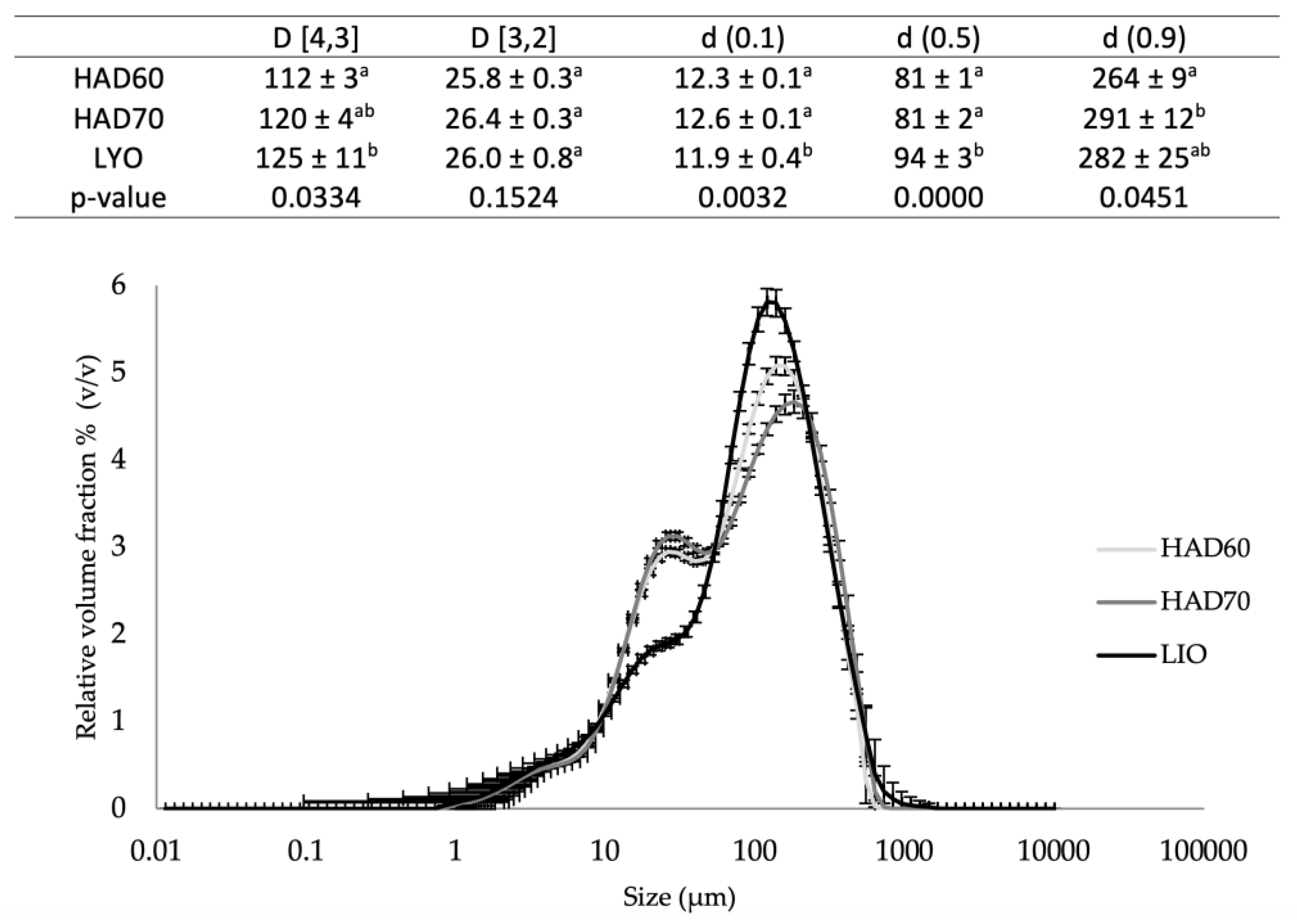
2.3. Particle Size
2.4. Optical Properties
2.5. Antiradical Capacity and Total Phenols Content
2.5.1. Total Phenol Content
2.5.2. Antiradical Capacity by DPPH and ABTS Methods
2.6. Sorption Isotherms
2.7. Statistical Analysis
3. Results and Discussion
3.1. Properties of Almond Bagasse Powders
3.2. Air Drying Kinetics
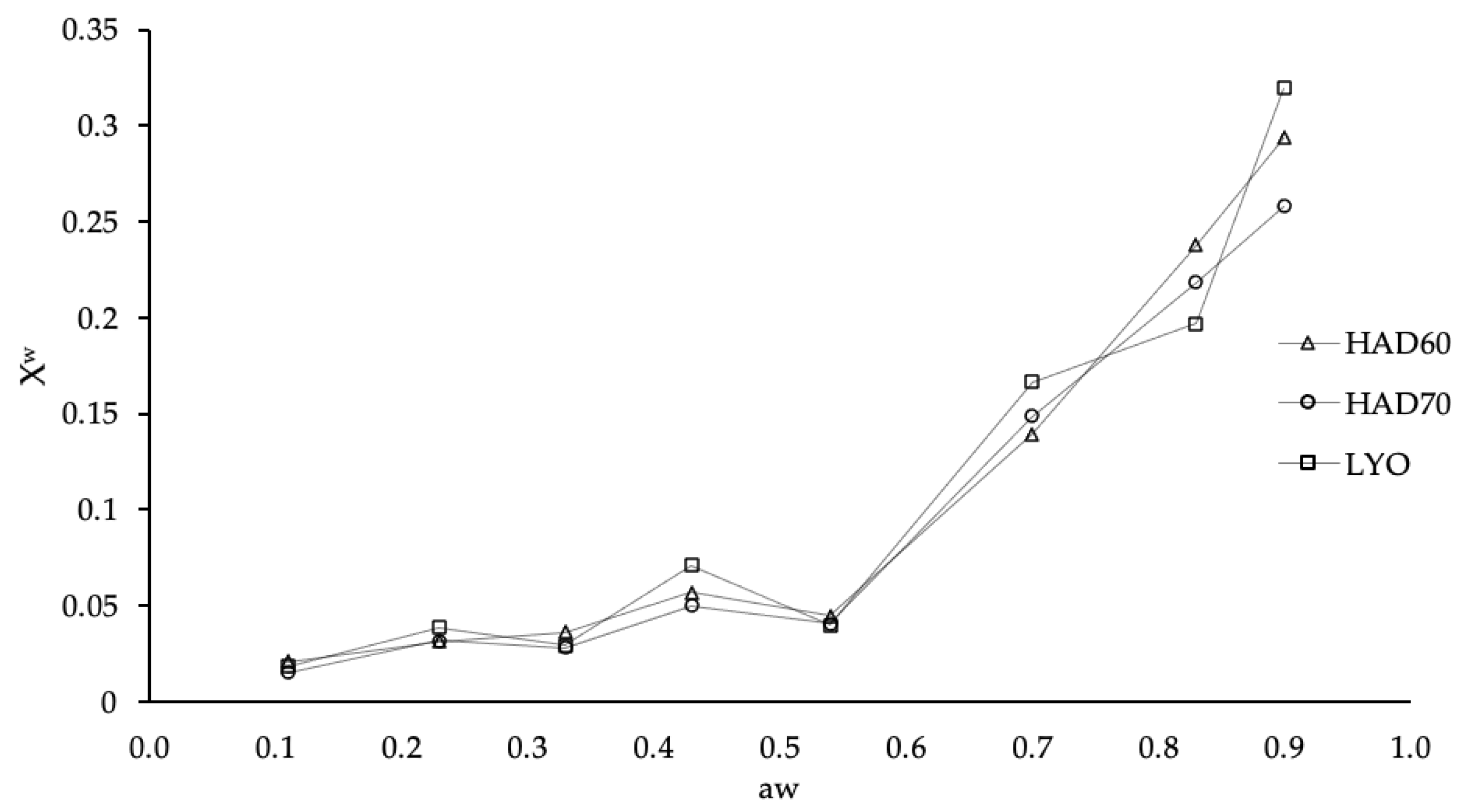
3.3. Sorption Isotherms
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- MAPA Ministerio de Agricultura, Pesca y Alimentación. Available online: https://www.mapa.gob.es/en/alimentacion/temas/desperdicio/ (accessed on 20 January 2023).
- Feng, J.Y.; Wang, R.; Thakur, K.; Ni, Z.J.; Zhu, Y.Y.; Hu, F.; Zhang, J.G.; Wei, Z.J. Evolution of Okara from Waste to Value Added Food Ingredient: An Account of Its Bio-Valorization for Improved Nutritional and Functional Effects. Trends Food Sci. Technol. 2021, 116, 669–680. [Google Scholar] [CrossRef]
- Trabold, T.A.; Rodríguez Alberto, D. Valorization of Food Processing By-Products via Biofuel Production. In Sustainability of the Food System; Academic Press: Cambridge, MA, USA, 2020; pp. 53–69. [Google Scholar] [CrossRef]
- de Souza, T.S.P.; Dias, F.F.G.; Koblitz, M.G.B.; de Moura Bell, J.M.L.N. Effects of Enzymatic Extraction of Oil and Protein from Almond Cake on the Physicochemical and Functional Properties of Protein Extracts. Food Bioprod. Process. 2020, 122, 280–290. [Google Scholar] [CrossRef]
- Saba, B.; Bharathidasan, A.K.; Ezeji, T.C.; Cornish, K. Characterization and Potential Valorization of Industrial Food Processing Wastes. Sci. Total Environ. 2023, 868, 161550. [Google Scholar] [CrossRef]
- Lorente, D.; Duarte Serna, S.; Betoret, E.; Betoret, N. Opportunities for the Valorization of Waste Generated by the Plant-Based Milk Substitutes Industry. In Advanced Technologies in Wastewater Treatment; Elsevier: Amsterdam, The Netherlands, 2023; pp. 25–66. ISBN 9780323885102. [Google Scholar]
- FAO. El Director General de la Industria Alimentaria Valora la Estabilidad de los Datos de Desperdicio Alimentario en 2019. Available online: https://www.mapa.gob.es/es/prensa/ultimas-noticias/el-director-general-de-la-industria-alimentaria-valora-la-estabilidad-de-los-datos-de-desperdicio-alimentario-en-2019/tcm:30-543935 (accessed on 4 June 2023).
- Espinosa-Puerta, J.M. Aprovechamiento Integral del Residuo de la Industria de la Almendra. Available online: http://efaidnbmnnnibpcajpcglclefindmkaj/https://crea.ujaen.es/bitstream/10953.1/12079/1/Memoria.JM.Espinosa.pdf (accessed on 20 January 2023).
- Castellanos Fuentes, A.P.; Bengoa, A.; Gagliarini, N.; Abraham, A.; de Escalada Pla, M.F.; Flores, S.K. Physicochemical and Functional Characterisation of a Food Ingredient Based on Okara Containing Probiotics. Food Bioprod. Process. 2022, 135, 74–86. [Google Scholar] [CrossRef]
- Martins, Z.E.; Pinho, O.; Ferreira, I.M.P.L.V.O. Food Industry By-Products Used as Functional Ingredients of Bakery Products. Trends Food Sci. Technol. 2017, 67, 106–128. [Google Scholar] [CrossRef]
- AOAC 934.06, 1934 AOAC 934.06-1934(1996), Loss on Drying (Moisture) in Dried Fruit: AOAC Official Method. Available online: http://www.aoacofficialmethod.org/index.php?main_page=product_info&products_id=695 (accessed on 11 February 2023).
- AOAC 991.36, 1996 AOAC 991.36-1996, Fat(Crude) in Meat and Meat Products–Solvent: AOAC Official Method. Available online: http://www.aoacofficialmethod.org/index.php?main_page=product_info&cPath=1&products_id=2528 (accessed on 11 February 2023).
- AOAC 950.48, 1950 AOAC 950.48-1950, Protein (Crude) in Nuts and Nut Products. AOAC Official Method. Available online: http://www.aoacofficialmethod.org/index.php?main_page=product_info&products_id=836 (accessed on 11 February 2023).
- Mertens, D.R.; Collaborators. Gravimetric Determination of Amylase-Treated Neutral Detergent Fiber in Feeds with Refluxing in Beakers or Crucibles: Collaborative Study. J. AOAC Int. 2002, 85, 1217–1240. [Google Scholar] [CrossRef]
- AOAC 940.26, 1940 AOAC 940.26-1940, Ash of Fruits and Fruit Products: AOAC Official Method. Available online: http://www.aoacofficialmethod.org/index.php?main_page=product_info&cPath=1&products_id=1447 (accessed on 11 February 2023).
- Mimouni, A.; Deeth, H.C.; Whittaker, A.K.; Gidley, M.J.; Bhandari, B.R. Rehydration Process of Milk Protein Concentrate Powder Monitored by Static Light Scattering. Food Hydrocoll. 2009, 23, 1958–1965. [Google Scholar] [CrossRef]
- Cai, Y.Z.; Corke, H. Production and Properties of Spray-Dried Amaranthus Betacyanin Pigments. J. Food Sci. 2000, 65, 1248–1252. [Google Scholar] [CrossRef]
- Freudig, B.; Hogekamp, S.; Schubert, H. Dispersion of Powders in Liquids in a Stirred Vessel. Chem. Eng. Process. Process Intensif. 1999, 38, 525–532. [Google Scholar] [CrossRef]
- Raghavendra, S.N.; Rastogi, N.K.; Raghavarao, K.S.M.S.; Tharanathan, R.N. Dietary Fiber from Coconut Residue: Effects of Different Treatments and Particle Size on the Hydration Properties. Eur. Food Res. Technol. 2004, 218, 563–567. [Google Scholar] [CrossRef]
- Robertson, J.A.; De Monredon, F.D.; Dysseler, P.; Guillon, F.; Amadò, R.; Thibault, J.F. Hydration Properties of Dietary Fibre and Resistant Starch: A European Collaborative Study. LWT-Food Sci. Technol. 2000, 33, 72–79. [Google Scholar] [CrossRef]
- Garau, M.C.; Simal, S.; Rosselló, C.; Femenia, A. Effect of Air-Drying Temperature on Physico-Chemical Properties of Dietary Fibre and Antioxidant Capacity of Orange (Citrus aurantium v. Canoneta) by-Products. Food Chem. 2007, 104, 1014–1024. [Google Scholar] [CrossRef]
- Yasumatsu, K.; Sawada, K.; Moritaka, S.; Misaki, M.; Toda, J.; Wada, T.; Ishii, K. Whipping and Emulsifying Properties of Soybean Products. Agric. Biol. Chem. 2014, 36, 719–727. [Google Scholar] [CrossRef]
- Wolfe, K.; Wu, X.; Liu, R.H. Antioxidant Activity of Apple Peels. J. Agric. Food Chem. 2003, 51, 609–614. [Google Scholar] [CrossRef] [PubMed]
- Stratil, P.; Klejdus, B.; Kubáň, V. Determination of Total Content of Phenolic Compounds and Their Antioxidant Activity in Vegetables–Evaluation of Spectrophotometric Methods. J. Agric. Food Chem. 2006, 54, 607–616. [Google Scholar] [CrossRef]
- Re, R.; Pellegrini, N.; Proteggente, A.; Pannala, A.; Yang, M.; Rice-Evans, C. Antioxidant Activity Applying an Improved ABTS Radical Cation Decolorization Assay. Free Radic. Biol. Med. 1999, 26, 1231–1237. [Google Scholar] [CrossRef] [PubMed]
- Wolf, W.; Spiess, W.E.L.; Jung, G. Standardization of Isotherm Measurements (Cost-Project 90 and 90 BIS). In Properties of Water in Foods: In Relation to Quality and Stability; Springer: Dordrecht, The Netherlands, 1985; pp. 661–679. [Google Scholar] [CrossRef]
- Inglett, G.E.; Chen, D.; Liu, S.X. Physical Properties of Gluten-Free Sugar Cookies Made from Amaranth–Oat Composites. LWT-Food Sci. Technol. 2015, 63, 214–220. [Google Scholar] [CrossRef]
- Barbosa-Cánovas, G.V.; Fontana, A.J.; Schmidt, S.J.; Labuza, T.P. Water Activity in Foods: Fundamentals and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2008; pp. 1–435. [Google Scholar] [CrossRef]
- BEDCA Base de Datos BEDCA. Available online: https://www.bedca.net/bdpub/ (accessed on 4 June 2023).
- Fernandes, D.C.; Freitas, J.B.; Czeder, L.P.; Naves, M.M.V. Nutritional Composition and Protein Value of the Baru (Dipteryx alata Vog.) Almond from the Brazilian Savanna. J. Sci. Food Agric. 2010, 90, 1650–1655. [Google Scholar] [CrossRef]
- Amagliani, L.; O’Regan, J.; Kelly, A.L.; O’Mahony, J.A. Composition and Protein Profile Analysis of Rice Protein Ingredients. J. Food Compos. Anal. 2017, 59, 18–26. [Google Scholar] [CrossRef]
- Nedeljković, N.; Hadnađev, M.; Dapčević Hadnađev, T.; Šarić, B.; Pezo, L.; Sakač, M.; Pajin, B. Partial Replacement of Fat with Oat and Wheat Bran Gels: Optimization Study Based on Rheological and Textural Properties. LWT 2017, 86, 377–384. [Google Scholar] [CrossRef]
- Lu, F.; Liu, Y.; Li, B. Okara Dietary Fiber and Hypoglycemic Effect of Okara Foods. Bioact. Carbohydr. Diet. Fibre 2013, 2, 126–132. [Google Scholar] [CrossRef]
- Castellanos Fuentes, A.P.; Genevois, C.E.; Flores, S.K.; De Escalada Pla, M.F. Valorisation of Soy By-Products as Substrate for Food Ingredients Containing L. casei through Solid State Fermentation. LWT-Food Sci. Technol. 2020, 132, 109779. [Google Scholar] [CrossRef]
- Gul, K.; Yousuf, B.; Singh, A.K.; Singh, P.; Wani, A.A. Rice Bran: Nutritional Values and Its Emerging Potential for Development of Functional Food—A Review. Bioact. Carbohydr. Diet. Fibre 2015, 6, 24–30. [Google Scholar] [CrossRef]
- Hu, M. Chapter 9—Oxidative Stability and Shelf Life of Low-Moisture Foods. In Oxidative Stability and Shelf Life of Foods Containing Oils and Fats; Hu, M., Jacobsen, C., Eds.; AOCS Press: Urbana, IL, USA, 2016; pp. 313–371. ISBN 9781630670566. [Google Scholar] [CrossRef]
- Guimarães, R.M.; Silva, T.E.; Lemes, A.C.; Boldrin, M.C.F.; da Silva, M.A.P.; Silva, F.G.; Egea, M.B. Okara: A Soybean by-Product as an Alternative to Enrich Vegetable Paste. LWT 2018, 92, 593–599. [Google Scholar] [CrossRef]
- Sánchez-Zapata, E.; Díaz-Vela, J.; Pérez-Chabela, M.L.; Pérez-Alvarez, J.A.; Fernández-López, J. Evaluation of the Effect of Tiger Nut Fibre as a Carrier of Unsaturated Fatty Acids Rich Oil on the Quality of Dry-Cured Sausages. Food Bioprocess Technol. 2013, 6, 1181–1190. [Google Scholar] [CrossRef]
- Chantaro, P.; Devahastin, S.; Chiewchan, N. Production of Antioxidant High Dietary Fiber Powder from Carrot Peels. LWT-Food Sci. Technol. 2008, 41, 1987–1994. [Google Scholar] [CrossRef]
- Elleuch, M.; Bedigian, D.; Roiseux, O.; Besbes, S.; Blecker, C.; Attia, H. Dietary Fibre and Fibre-Rich by-Products of Food Processing: Characterisation, Technological Functionality and Commercial Applications: A Review. Food Chem. 2011, 124, 411–421. [Google Scholar] [CrossRef]
- Jafari, S.M.; Ghalegi Ghalenoei, M.; Dehnad, D. Influence of Spray Drying on Water Solubility Index, Apparent Density, and Anthocyanin Content of Pomegranate Juice Powder. Powder Technol. 2017, 311, 59–65. [Google Scholar] [CrossRef]
- Oliveira, V.M.; Jorge, E.C.; Borges, S.V. Empleo de un Secador por Atomización a Escala Piloto en la Producción de Maracuyá en Polvo y su Aceptabilidad para Elaborar Jugo Reconstituido. Aliment. Rev. Tecnol. Hig. Aliment. 2003, 342, 83–88. [Google Scholar]
- Gay, J.; Campos, F.R.; Oliveira, V.M.; Borges, S.V.; Francisoni, A.D.; Pereira, D.B. Propiedades Físicas del Jugo de Maracuyá en polvo 1: Efecto de la Velocidad de Atomización y Concentración de Maltodextrina. Aliment. Rev. Tecnol. Hig. Aliment. 2003, 346, 97–100. [Google Scholar]
- Bai, X.; Zhang, M.L.; Zhang, Y.; Zhang, J.; Zhang, Y.; Wang, C.; Liu, R. Effects of Steaming, Microwaving, and Hot-Air Drying on the Physicochemical Properties and Storage Stability of Oat Bran. J. Food Qual. 2021, 2021, 4058645. [Google Scholar] [CrossRef]
- Bhusari, S.N.; Muzaffar, K.; Kumar, P. Effect of Carrier Agents on Physical and Microstructural Properties of Spray Dried Tamarind Pulp Powder. Powder Technol. 2014, 266, 354–364. [Google Scholar] [CrossRef]
- Callahan, B.J.; McMurdie, P.J.; Rosen, M.J.; Han, A.W.; Johnson, A.J.A.; Holmes, S.P. DADA2: High-Resolution Sample Inference from Illumina Amplicon Data. Nat. Methods 2016, 13, 581–583. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lecumberri, E.; Mateos, R.; Izquierdo-Pulido, M.; Rupérez, P.; Goya, L.; Bravo, L. Dietary Fibre Composition, Antioxidant Capacity and Physico-Chemical Properties of a Fibre-Rich Product from Cocoa (Theobroma cacao L.). Food Chem. 2007, 104, 948–954. [Google Scholar] [CrossRef]
- Hinestroza-Córdoba, L.I.; Serna, S.D.; Seguí, L.; Barrera, C.; Betoret, N. Characterization of Powdered Lulo (Solanum quitoense) Bagasse as a Functional Food Ingredient. Foods 2020, 9, 723. [Google Scholar] [CrossRef]
- Özdemir, E.E.; Görgüç, A.; Gençdağ, E.; Yılmaz, F.M. Physicochemical, Functional and Emulsifying Properties of Plant Protein Powder from Industrial Sesame Processing Waste as Affected by Spray and Freeze Drying. LWT 2022, 154, 112646. [Google Scholar] [CrossRef]
- Martínez-Las Heras, R.; Landines, E.F.; Heredia, A.; Castelló, M.L.; Andrés, A. Influence of Drying Process and Particle Size of Persimmon Fibre on Its Physicochemical, Antioxidant, Hydration and Emulsifying Properties. J. Food Sci. Technol. 2017, 54, 2902–2912. [Google Scholar] [CrossRef]
- Cheng, F.; Ding, K.; Yin, H.; Tulbek, M.; Chigwedere, C.M.; Ai, Y. Milling and Differential Sieving to Diversify Flour Functionality: A Comparison between Pulses and Cereals. Food Res. Int. 2023, 163, 112223. [Google Scholar] [CrossRef]
- Bodart, M.; de Peñaranda, R.; Deneyer, A.; Flamant, G. Photometry and Colorimetry Characterisation of Materials in Daylighting Evaluation Tools. Build. Environ. 2008, 43, 2046–2058. [Google Scholar] [CrossRef]
- Calabuig-Jiménez, L.; Hinestroza-Córdoba, L.I.; Barrera, C.; Seguí, L.; Betoret, N. Effects of Processing and Storage Conditions on Functional Properties of Powdered Blueberry Pomace. Sustainability 2022, 14, 1839. [Google Scholar] [CrossRef]
- Saez, R. Caracterización de Polvos de Piel de Mandarina para su Uso como Ingrediente Funcional en Alimentos. Available online: https://www.google.com.hk/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&cad=rja&uact=8&ved=2ahUKEwiKzbzB0Pv_AhXimFYBHaoRDhMQFnoECAsQAQ&url=https%3A%2F%2Friunet.upv.es%2Fbitstream%2Fhandle%2F10251%2F93422%2FS%25C3%2581EZ%2520-%2520CARACTERIZACI%25C3%2593N%2520DE%2520POLVOS%2520DE%2520PIEL%2520DE%2520MANDARINA%2520PARA%2520SU%2520USO%2520COMO%2520INGREDIENTE%2520FUNCIONAL%2520EN%2520A....pdf%3Fsequence%3D1&usg=AOvVaw02o4F1-7vzzC40ZjullLzV&opi=89978449 (accessed on 20 January 2023).
- Bas-Bellver, C.; Andrés, C.; Seguí, L.; Barrera, C.; Jiménez-Hernández, N.; Artacho, A.; Betoret, N.; Gosalbes, M.J. Valorization of Persimmon and Blueberry Byproducts to Obtain Functional Powders: In Vitro Digestion and Fermentation by Gut Microbiota. J. Agric. Food Chem. 2020, 68, 8080–8090. [Google Scholar] [CrossRef] [PubMed]
- Garrido, I.; Monagas, M.; Gómez-Cordovés, C.; Bartolomé, B. Extracción de Antioxidantes a Partir de Subproductos del Procesado de la Almendra. Grasas Aceites 2007, 58, 130–135. [Google Scholar] [CrossRef]
- Bolling, B.W.; Chen, C.Y.O.; McKay, D.L.; Blumberg, J.B. Tree Nut Phytochemicals: Composition, Antioxidant Capacity, Bioactivity, Impact Factors. A Systematic Review of Almonds, Brazils, Cashews, Hazelnuts, Macadamias, Pecans, Pine Nuts, Pistachios and Walnuts. Nutr. Res. Rev. 2011, 24, 244–275. [Google Scholar] [CrossRef] [Green Version]
- Ribarova, F.; Marinova, D.; Ribarova, F.; Atanassova, M. Total Phenolics and Flavonoids in Bulgarian Fruits and Vegetables. J. Univ. Chem. Technol. Metall. 2005, 40, 255–260. [Google Scholar]
- Kornsteiner, M.; Wagner, K.H.; Elmadfa, I. Tocopherols and Total Phenolics in 10 Different Nut Types. Food Chem. 2006, 98, 381–387. [Google Scholar] [CrossRef]
- Inyang, U.E.; Oboh, I.O.; Etuk, B.R.; Inyang, U.E.; Oboh, I.O.; Etuk, B.R. Kinetic Models for Drying Techniques—Food Materials. Adv. Chem. Eng. Sci. 2018, 8, 27–48. [Google Scholar] [CrossRef] [Green Version]
- Ling, W.; Xing, Y.; Hong, C.; Zhang, B.; Hu, J.; Zhao, C.; Wang, Y.; Feng, L. Methods, Mechanisms, Models and Tail Gas Emissions of Convective Drying in Sludge: A Review. Sci. Total Environ. 2022, 845, 157376. [Google Scholar] [CrossRef]
- Srikiatden, J.; Roberts, J.S. Moisture Transfer in Solid Food Materials: A Review of Mechanisms, Models, and Measurements. Int. J. Food Prop. 2007, 10, 739–777. [Google Scholar] [CrossRef]
- Onwude, D.I.; Hashim, N.; Janius, R.B.; Nawi, N.M.; Abdan, K. Modeling the Thin-Layer Drying of Fruits and Vegetables: A Review. Compr. Rev. Food Sci. Food Saf. 2016, 15, 599–618. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maskan, A.; Kaya, S.; Maskan, M. Hot Air and Sun Drying of Grape Leather (Pestil). J. Food Eng. 2002, 54, 81–88. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Kianmehr, M.H.; Samimi-Akhijahani, H. Influence of Drying Conditions on the Effective Moisture Diffusivity, Energy of Activation and Energy Consumption during the Thin-Layer Drying of Berberis Fruit (Berberidaceae). Energy Convers. Manag. 2008, 49, 2865–2871. [Google Scholar] [CrossRef]
- Saravacos, G.D.; Maroulis, Z.B. Transport Properties of Foods; CRC Press: Boca Raton, FL, USA, 2001. [Google Scholar] [CrossRef]
- Xiong, X.; Narsimhan, G.; Okos, M.R. Effect of Composition and Pore Structure on Binding Energy and Effective Diffusivity of Moisture in Porous Food. J. Food Eng. 1992, 15, 187–208. [Google Scholar] [CrossRef]
- Zhao, G.; Yin, F.; Liang, X.; Yuan, D.; Geng, W.; Wang, L.; Sun, R. Drying Experiment and Drying Model Analysis of Dehydrated Sludge Particles. IOP Conf. Ser. Mater. Sci. Eng. 2020, 768, 022031. [Google Scholar] [CrossRef]
- Labuza, T.P.; Kaanane, A.; Chen, J.Y. Effect of Temperature on the Moisture Sorption Isotherms and Water Activity Shift of Two Dehydrated Foods. J. Food Sci. 1985, 50, 385–392. [Google Scholar] [CrossRef]
- Pahlevanzadeh, H.; Yazdani, M. Moisture adsorption isotherms and isosteric energy for almond. J. Food Process Eng. 2005, 28, 331–345. [Google Scholar] [CrossRef]
- See, X.Y.; Dupas-Langlet, M.; Forny, L.; Meunier, V.; Zhou, W. Physical Stability of Co-Freeze-Dried Powders Made from NaCl and Maltodextrins—Impact of NaCl on Glass Transition Temperature, Water Vapour Sorption Isotherm and Water Vapour Sorption Kinetics. Food Hydrocoll. 2023, 136, 108238. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| FRESH | HAD60 | HAD70 | LYO | p-Value | |
|---|---|---|---|---|---|
| Physico-chemical properties | |||||
| aw | 0.99 ± 0.08 a | 0.23 ± 0.04 b | 0.20 ± 0.06 bc | 0.13 ± 0.02 c | 0.0000 |
| Fat (g/gdm) | 0.25 ± 0.002 a (0.11) | 0.252 ± 0.002 a | 0.253 ± 0.004 a | 0.250 ± 0.006 a | 0.7106 |
| Protein (g/gdm) | 0.15 ± 0.03 a (0.07) | 0.16 ± 0.04 b | 0.16 ± 0.03 b | 0.165 ± 0.008 b | 0.0030 |
| Xw (g/gdm) | 1.262 ± 0.011 b (0.558) | 0.014 ± 0.002 a | 0.015 ± 0.012 a | 0.02 ± 0.08 a | 0.0000 |
| Ashes (g/gdm) | 0.031 ± 0.011 a (0.014) | 0.031 ± 0.007 a | 0.03 ± 0.06 a | 0.030 ± 0.012 a | 0.0000 |
| Fiber Van Soest (g/gdm) | 0.47 ± 0.02 a (0.21) | 0.45 ± 0.02 a | 0.50 ± 0.03 a | 0.50 ± 0.03 a | 0.6605 |
| Cellulose and lignine (g/gdm) | 0.17 ± 0.02 a (0.08) | 0.20 ± 0.05 ab | 0.20 ± 0.15 ab | 0.21 ± 0.02 b | 0.0005 |
| Hemicellulose (g/gdm) | 0.23 ± 0.04 a (0.10) | 0.260 ± 0.014 a | 0.290 ± 0.012 a | 0.295 ± 0.002 a | 0.0008 |
| Xss (gss/gdm) | 0.013 ± 0.003 a (0.006) | 0.013 ± 0.004 a | 0.013 ± 0.004 a | 0.014 ± 0.004 a | 0.6810 |
| Water interaction properties | |||||
| Solubility (%) | - | 29 ± 1 b | 26.2 ± 2.2 a | 30.1 ± 1.1 c | 0.0000 |
| Hygroscopicity (gw/g) | - | 0.17 ± 0.06 a | 0.17 ± 0.17 a | 0.17 ± 0.03 a | 0.9763 |
| Wettability (s) | - | 8.3 ± 1.1 a | 8.9 ± 0.6 a | 8.3 ± 1.1 a | 0.7458 |
| Swelling capacity (mLw/g) | - | 4.51 ± 0.08 a | 4.51 ± 0.08 a | 4.51 ± 0.08 a | 1.0000 |
| WHC (gw/gdm) | - | 2.9 ± 0.5 a | 2.6 ± 0.2 a | 8.4 ± 1.8 b | 0.0009 |
| WRC (gw/gdm) | - | 4.5 ± 0.2 a | 4.6 ± 0.2 a | 5.91 ± 0.08 b | 0.0000 |
| Oil interaction properties | |||||
| Oil retention ability (go/gs) | - | 2.3 ± 0.5 a | 2.6 ± 0.2 a | 4.2 ± 0.06 b | 0.0047 |
| Emulsifying activity (%) | - | 19 ± 2 a | 20 ± 2 a | 34 ± 2 b | 0.0002 |
| Emulsifying stability (%) | - | 20 ± 2 a | 24 ± 2 a | 59 ± 2 b | 0.0000 |
| Colour | |||||
| L | 73.68 ± 0.07 a | 62.358 ± 0.010 c | 58.236 ± 0.002 d | 66.561 ± 0.001 b | 0.0010 |
| a* | 4.88 ± 0.02 d | 4.999 ± 0.009 c | 6.487 ± 0.009 a | 6.039 ± 0.002 b | 0.0039 |
| b* | 11.62 ± 0.04 d | 14.279 ± 0.006 c | 16.143 ± 0.017 a | 15.026 ± 0.014 b | 0.0030 |
| C | 12.61 ± 0.05 d | 15.128 ± 0.08 c | 17.398 ± 0.014 a | 16.194 ± 0.012 b | 0.0204 |
| ΔE | - | 11.625 ± 0.010 b | 16.167 ± 0.003 a | 7.971 ± 0.06 c | 0.0001 |
| FRESH | HAD60 | HAD70 | LYO | p-Value | |
|---|---|---|---|---|---|
| Total phenols (mg GAE/gdm) | 0.59 ± 0.03 a | 0.291 ± 0.012 b | 0.33 ± 0.02 b | 0.5 ± 0.2 ab | 0.0000 |
| DPPH (mg TE/gdm) | 0.67 ± 0.06 a | 0.296 ± 0.007 b | 0.31 ± 0.03 b | 0.32 ± 0.05 b | 0.0154 |
| ABTS (mg TE/gdm) | 2.9 ± 0.2 a | 0.96 ± 0.03 b | 1.03 ± 0.07 b | 1.121 ± 0.012 b | 0.0000 |
| Linear empirical model | Model equation | 60 °C | 70 °C |
| Stage 1 | |||
| k1 | 0.006 | 0.008 | |
| k2 | 0.002 | 0.002 | |
| R2 | 0.971 | 0.983 | |
| RMSE | 6.40 × 10−4 | 9.36 × 10−5 | |
| MRE | 0.049 | 0.031 | |
| Stage 2 | |||
| k’1 | 0.016 | 0.019 | |
| R2 | 0.995 | 0.921 | |
| RMSE | 1.26 × 10−5 | 1.05 × 10−4 | |
| MRE | 0.194 | 0.207 | |
| Difusional model | |||
| De (m2/h) | 7.11 × 10−6 | 7.88 × 10−6 | |
| R2 | 0.993 | 0.983 | |
| RMSE | 0.039 | 0.033 | |
| MRE | 0.331 | 0.310 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duarte, S.; Betoret, E.; Barrera, C.; Seguí, L.; Betoret, N. Integral Recovery of Almond Bagasse through Dehydration: Physico-Chemical and Technological Properties and Hot Air-Drying Modelling. Sustainability 2023, 15, 10704. https://doi.org/10.3390/su151310704
Duarte S, Betoret E, Barrera C, Seguí L, Betoret N. Integral Recovery of Almond Bagasse through Dehydration: Physico-Chemical and Technological Properties and Hot Air-Drying Modelling. Sustainability. 2023; 15(13):10704. https://doi.org/10.3390/su151310704
Chicago/Turabian StyleDuarte, Stevens, Ester Betoret, Cristina Barrera, Lucía Seguí, and Noelia Betoret. 2023. "Integral Recovery of Almond Bagasse through Dehydration: Physico-Chemical and Technological Properties and Hot Air-Drying Modelling" Sustainability 15, no. 13: 10704. https://doi.org/10.3390/su151310704