
Establishment of a Hydrometallurgical Scheme for the Recovery of Copper, Nickel, and Cobalt from Smelter Slag and Its Economic Evaluation

 and
and
Abstract
:1. Introduction
2. Materials and Methods
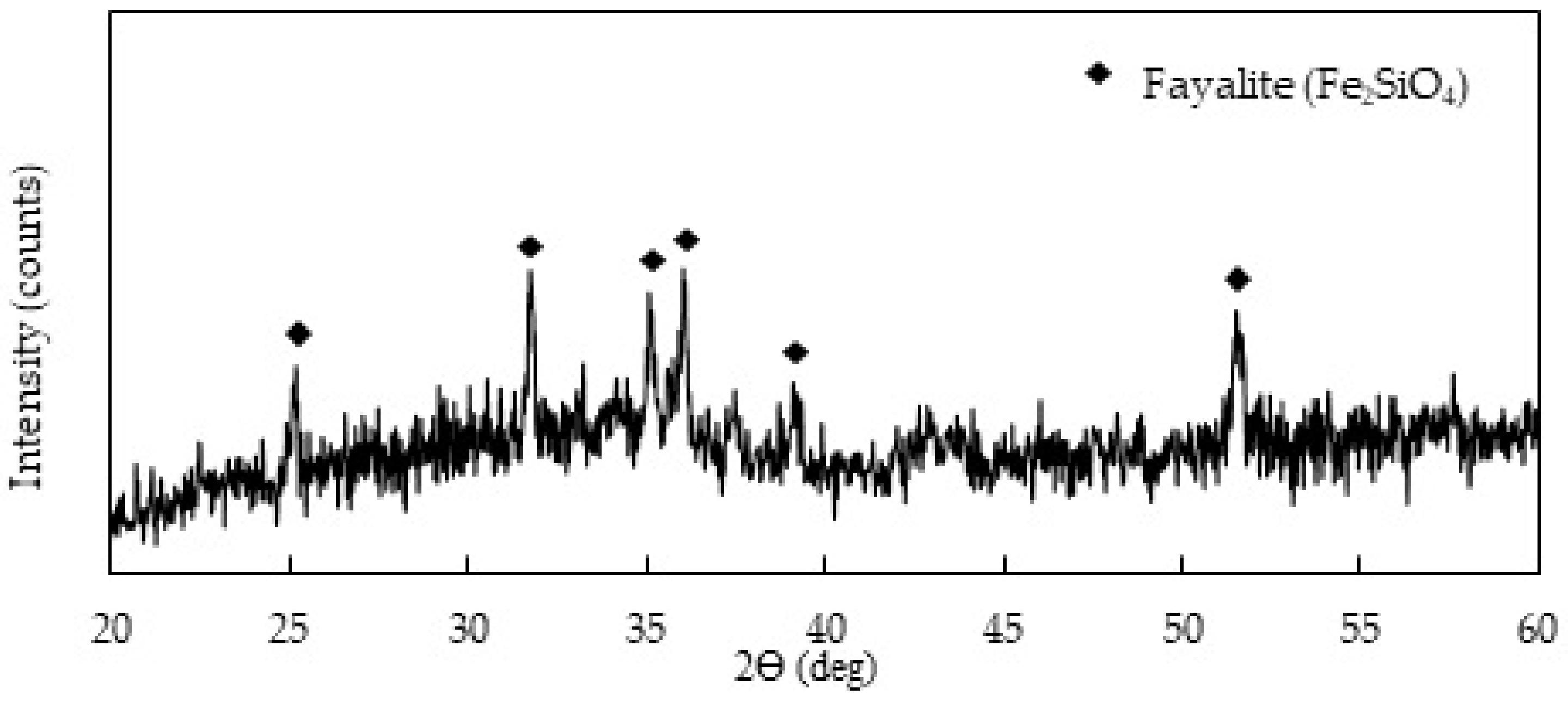
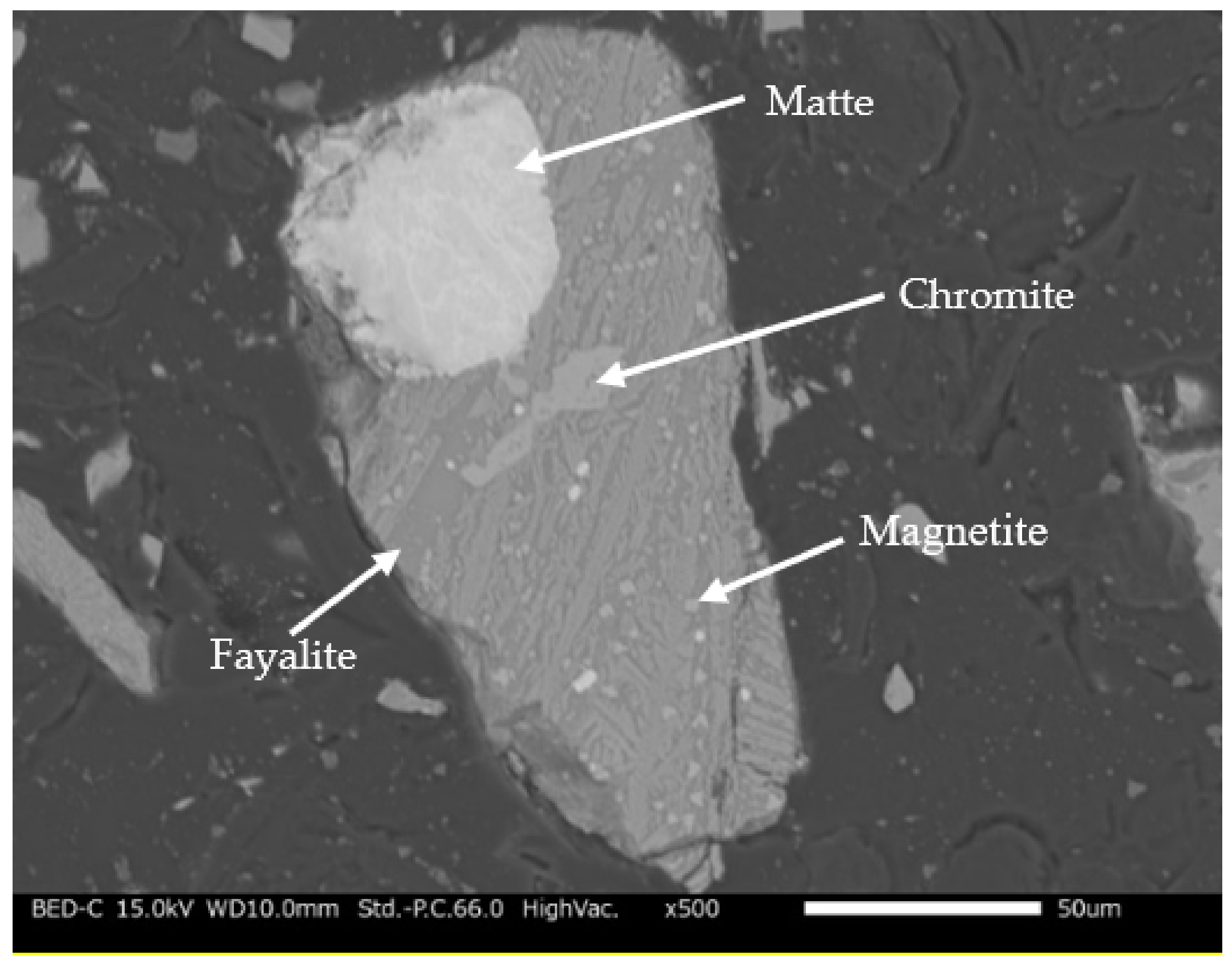
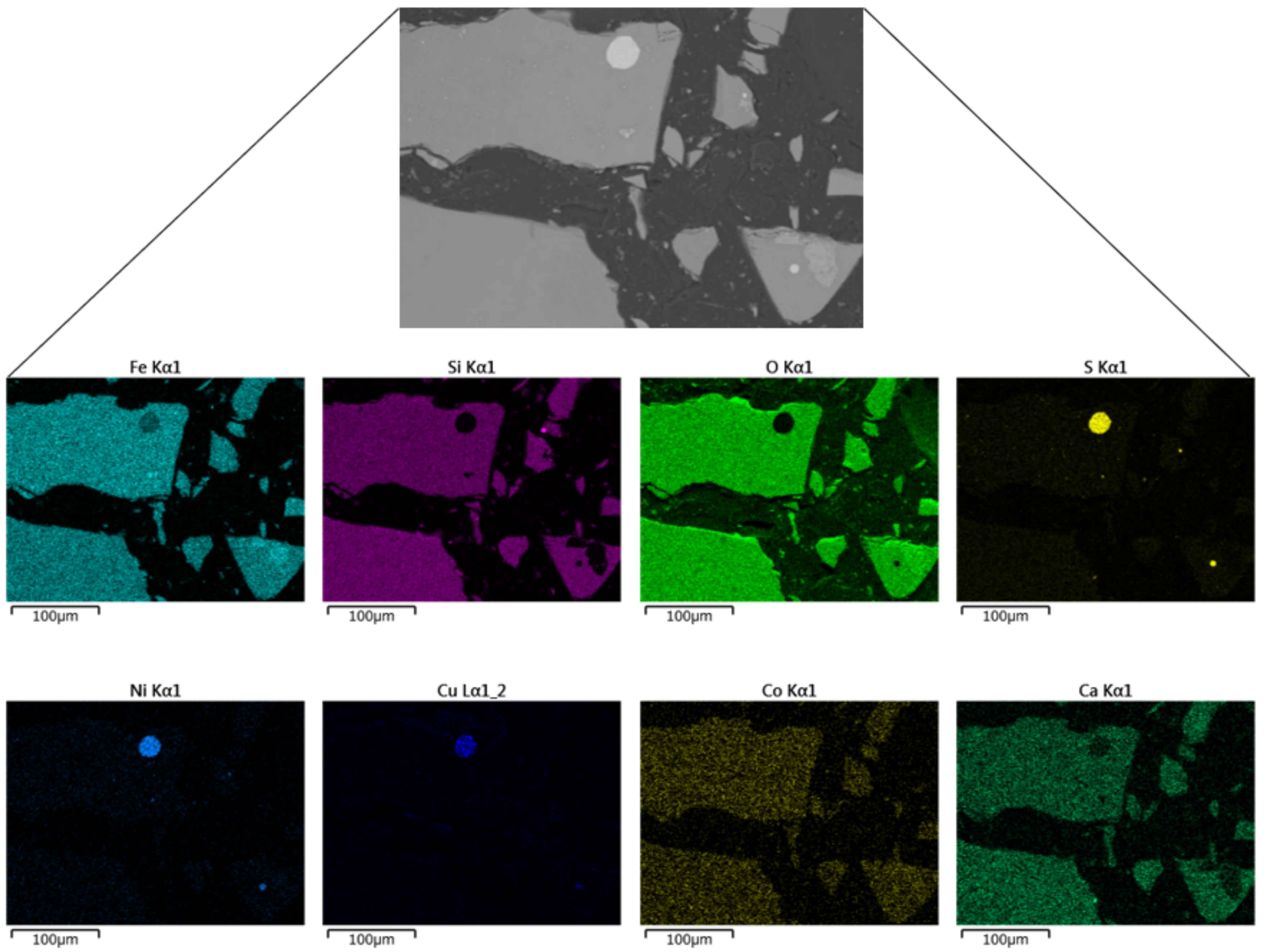
2.1. Sample
2.2. Procedure
2.2.1. High-Pressure Leaching
2.2.2. Solvent Extraction
2.2.3. Iron Recovery
2.2.4. Ni/Co Complexation
3. Discussion
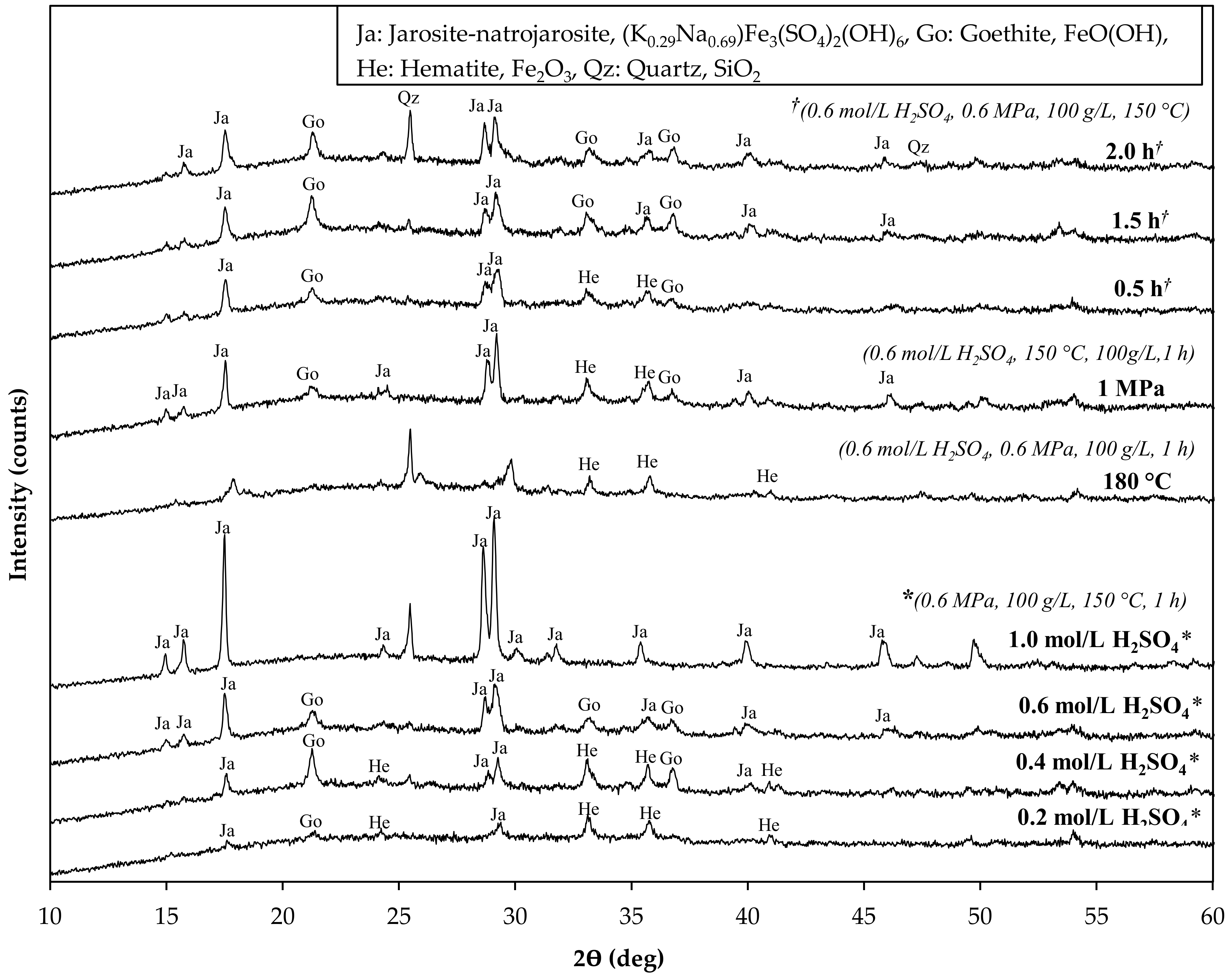
3.1. High-Pressure Leaching
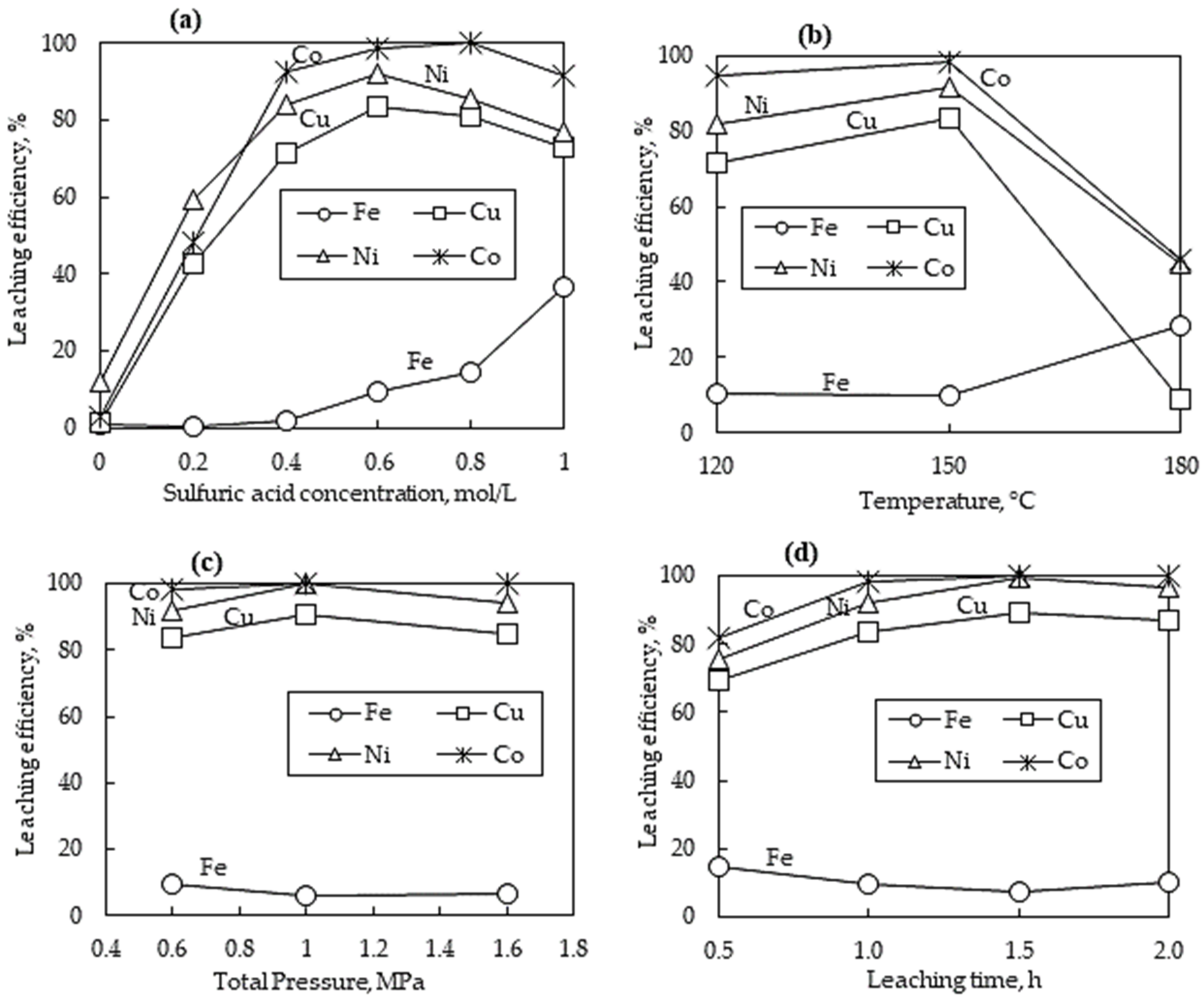
3.1.1. Effect of Sulfuric acid Concentration
3.1.2. Effect of Temperature
3.1.3. Effect of Total Pressure
3.1.4. Effect of Leaching Time
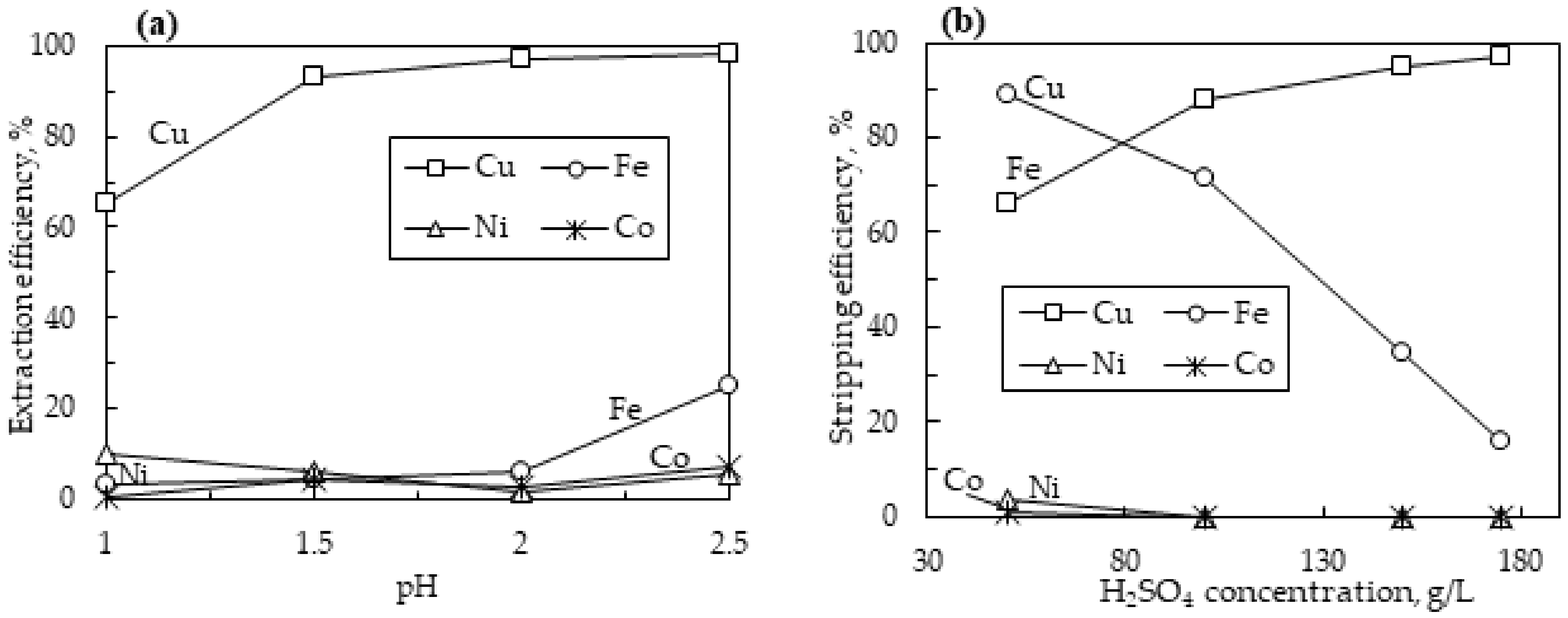
3.2. Solvent Extraction and Stripping of Cu from PLS
3.2.1. Effect of pH on Copper Extraction
3.2.2. Effect of Sulfuric Acid Concentration on Cu Stripping
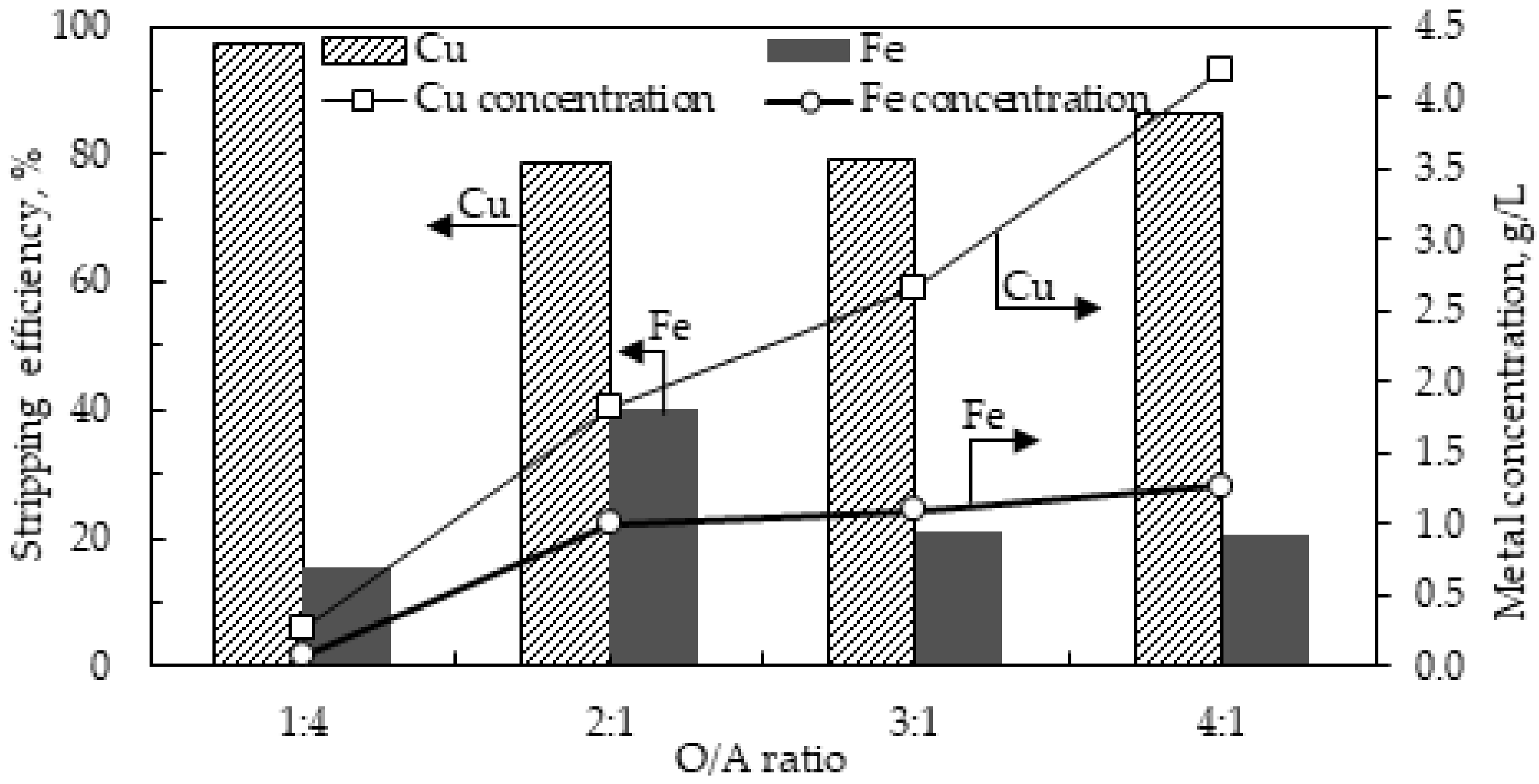
3.2.3. Effect of Organic/Aqueous (O/A) Ratio
3.2.4. The Second Stage of Solvent Extraction
3.3. Recovery of Ni and Co
3.3.1. Iron Recovery
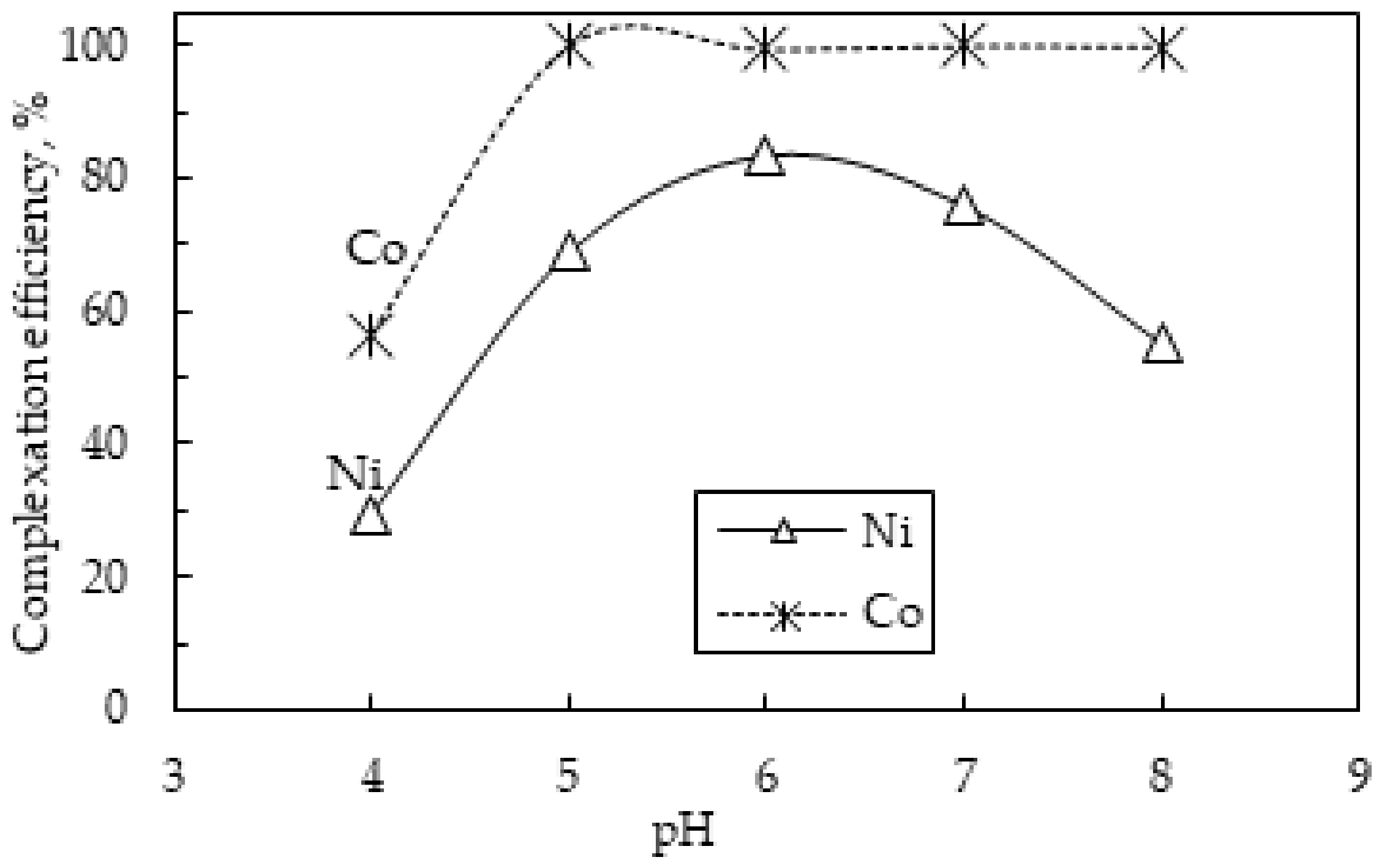
3.3.2. Ni/Co Xanthate Complexation
Effect of pH
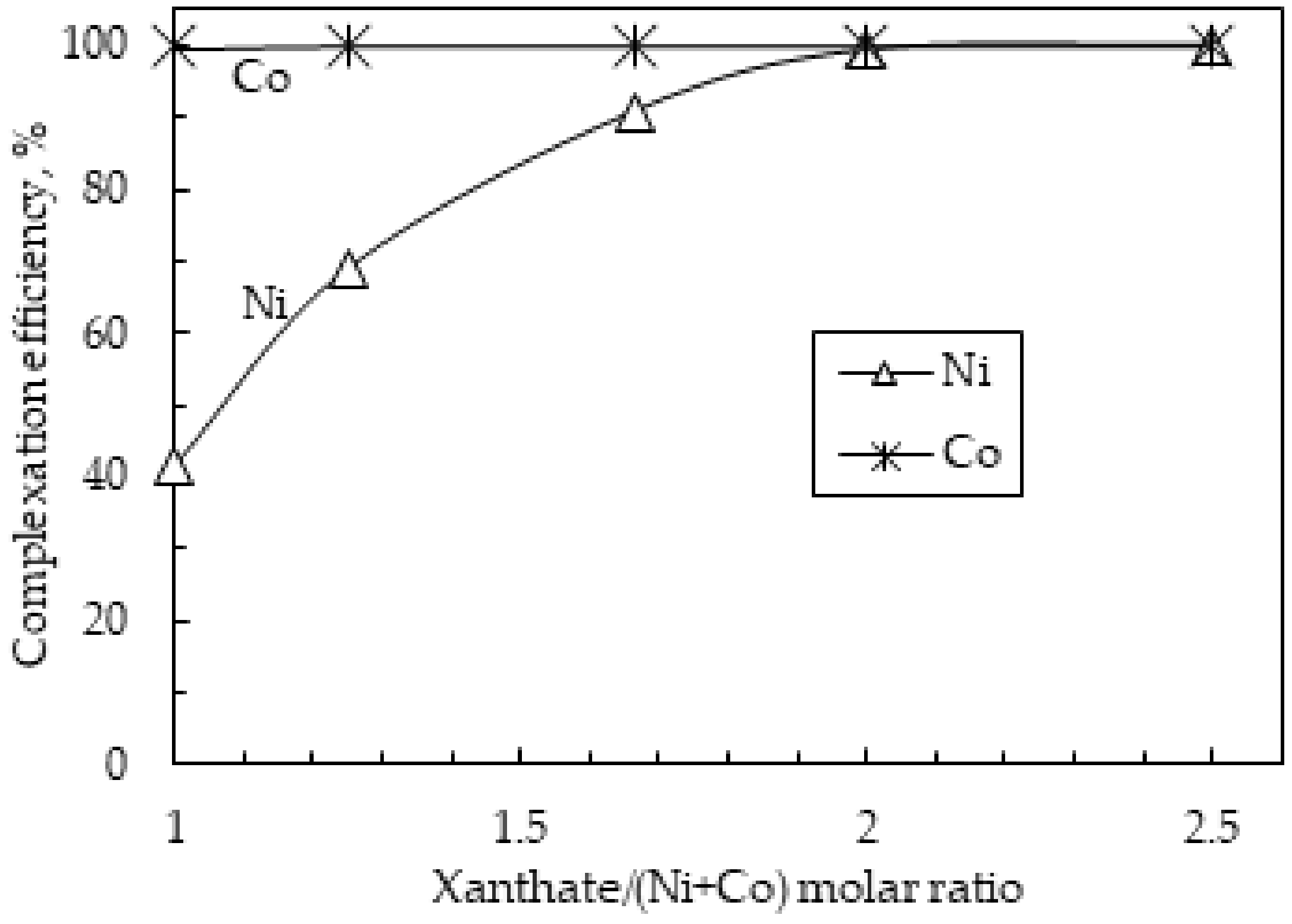
Effect of Xanthate to Ni/Co Molar Ratio
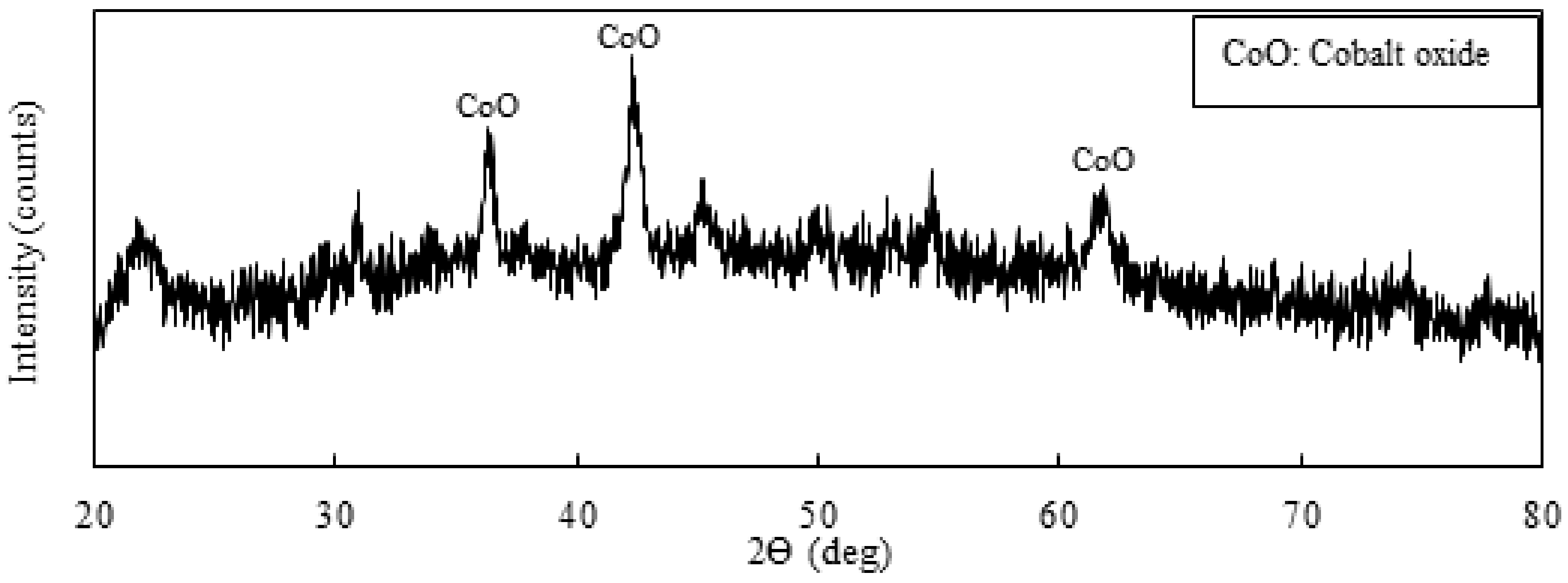
3.3.3. Separation of Ni and Co
3.4. Economic Evaluation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, J.M. Carbon neutrality: Toward a sustainable future. Innovation 2021, 2, 100127. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.; Msigwa, G.; Yang, M.; Osman, A.I.; Fawzy, S.; Rooney, D.W.; Yap, P.S. Strategies to achieve a carbon neutral society: A review. Environ. Chem. Lett. 2022, 20, 2277–2310. [Google Scholar] [CrossRef] [PubMed]
- Potysz, A.; Mikoda, B.; Napieraj, M. (Bio)dissolution of Glassy and Diopside-Bearing Metallurgical Slags: Experimental and Economic Aspects. Minerals 2021, 11, 262. [Google Scholar] [CrossRef]
- Perederiy, I.; Papangelakis, V.G. Why amorphous FeO-SiO2 slags do not acid-leach at high temperatures. J. Hazard. Mater. 2017, 321, 737–744. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Perederiy, I.; Papangelakis, V.G. Cleaning of waste smelter slags and recovery of valuable metals by pressure oxidative leaching. J. Hazard. Mater. 2008, 152, 607–615. [Google Scholar] [CrossRef]
- Park, I.; Tabelin, C.B.; Jeon, S.; Li, X.; Seno, K.; Ito, M.; Hiroyoshi, N. A review of recent strategies for acid mine drainage prevention and mine tailings recycling. Chemosphere 2019, 219, 588–606. [Google Scholar] [CrossRef]
- Tang, L.; Tang, C.; Xiao, J.; Zeng, P.; Tang, M. A cleaner process for valuable metals recovery from hydrometallurgical zinc residue. J. Clean. Prod. 2018, 201, 764–773. [Google Scholar] [CrossRef]
- Bulut, G.; Perek, K.T.; Gül, A.; Arslan, F.; Önal, G. Recovery of metal values from copper slags by flotation and roasting with pyrite. Min. Metall. Explor. 2007, 24, 13–18. [Google Scholar] [CrossRef]
- Phiri, T.C.; Singh, P.; Nikoloski, A.N. The potential for copper slag waste as a resource for a circular economy: A review–Part II. Miner. Eng. 2021, 172, 107150. [Google Scholar] [CrossRef]
- Baghalha, M.; Papangelakis, V.G.; Curlook, W. Factors affecting the leachability of Ni/Co/Cu slags at high temperature. Hydrometallurgy 2007, 85, 42–52. [Google Scholar] [CrossRef]
- Li, Y.; Papangelakis, V.G.; Perederiy, I. High pressure oxidative acid leaching of nickel smelter slag: Characterization of feed and residue. Hydrometallurgy 2009, 97, 185–193. [Google Scholar] [CrossRef]
- Zhang, H.; Hu, C.; Gao, W.; Lu, M. Recovery of Iron from Copper Slag Using Coal-Based Direct Reduction: Reduction Characteristics and Kinetics. Minerals 2020, 10, 973. [Google Scholar] [CrossRef]
- Nadirov, R.K.; Syzdykova, L.I.; Zhussupova, A.K.; Usserbaev, M.T. Recovery of value metals from copper smelter slag by ammonium chloride treatment. Int. J. Miner. Process. 2013, 124, 145–149. [Google Scholar] [CrossRef]
- Altundoǧan, H.S.; Tümen, F. Metal recovery from copper converter slag by roasting with ferric sulphate. Hydrometallurgy 1997, 44, 261–267. [Google Scholar] [CrossRef]
- Yang, Z.; Rui-lin, M.; Wang-dong, N.; Hui, W. Selective leaching of base metals from copper smelter slag. Hydrometallurgy 2010, 103, 25–29. [Google Scholar] [CrossRef]
- Dimitrijevic, M.; Urosevic, D.; Milic, S.; Sokic, M.; Markovic, R. Dissolution of copper from smelting slag by leaching in chloride media. J. Min. Metall. Sect. B Metall. 2017, 53, 407–412. [Google Scholar] [CrossRef] [Green Version]
- Altundogan, H.S.; Boyrazli, M.; Tumen, F. A study on the sulphuric acid leaching of copper converter slag in the presence of dichromate. Miner. Eng. 2004, 17, 465–467. [Google Scholar] [CrossRef]
- Boyrazli, M.; Altundogan, H.S.; Tumen, F. Recovery of metals from copper converter slag by leaching with K2Cr2O7-H2SO4. Can. Metall. Q. 2006, 45, 145–152. [Google Scholar] [CrossRef]
- Banza, A.N.; Gock, E.; Kongolo, K. Base metals recovery from copper smelter slag by oxidizing leaching and solvent extraction. Hydrometallurgy 2002, 67, 63–69. [Google Scholar] [CrossRef]
- Huang, F.; Liao, Y.; Zhou, J.; Wang, Y.; Li, H. Selective recovery of valuable metals from nickel converter slag at elevated temperature with sulfuric acid solution. Sep. Purif. Technol. 2015, 156, 572–581. [Google Scholar] [CrossRef]
- Liao, Y.; Ji, G.; Shi, G.; Xi, J. A Study on the Selective Leaching of Valuable Metals and the Configuration of Iron Silicon Phases in Copper Smelting Slag by Oxidative Pressure Leaching. J. Sustain. Metall. 2021, 7, 1143–1153. [Google Scholar] [CrossRef]
- Vakylabad, A.B.; Darezereshki, E.; Hassanzadeh, A. Selective Recovery of Cobalt and Fabrication of Nano-Co3S4 from Pregnant Leach Solution of Spent Lithium-Ion Batteries. J. Sustain. Metall. 2021, 7, 1027–1044. [Google Scholar] [CrossRef]
- Motswaiso, F.S.; Nakamura, K.; Watanabe, N.; Komai, T. Geochemical Investigation of Metals and Trace Elements around the Abandoned Cu-Ni Mine Site in Selibe Phikwe, Botswana. J. Geosci. Environ. Prot. 2019, 07, 275–293. [Google Scholar] [CrossRef] [Green Version]
- Moagi, L. Sulphur and heavy metals contents in soils and Grewia bicolor leaves around the Selibe Pikwe Cu-Ni mine (BCL), Botswana. J. Environ. Chem. Ecotoxicol. 2016, 8, 73–81. [Google Scholar] [CrossRef] [Green Version]
- Piatak, N.M.; Parsons, M.B.; Seal, R.R. Characteristics and environmental aspects of slag: A review. Appl. Geochem. 2015, 57, 236–266. [Google Scholar] [CrossRef]
- Perederiy, I. Dissolution of Valuable Metals from Nickel Smelter Slags by Means of High Pressure Oxidative Acid Leaching; University of Toronto: Toronto, ON, Canada, 2011. [Google Scholar]
- Gabasiane, T.S.; Danha, G.; Mamvura, T.A.; Mashifana, T.; Dzinomwa, G. Characterization of copper slag for beneficiation of iron and copper. Heliyon 2021, 7, e06757. [Google Scholar] [CrossRef]
- McDonald, R.G.; Muir, D.M. Pressure oxidation leaching of chalcopyrite. Part II: Comparison of medium temperature kinetics and products and effect of chloride ion. Hydrometallurgy 2007, 86, 206–220. [Google Scholar] [CrossRef]
- Han, B.; Altansukh, B.; Haga, K.; Takasaki, Y.; Shibayama, A. Leaching and Kinetic Study on Pressure Oxidation of Chalcopyrite in H2SO4 Solution and the Effect of Pyrite on Chalcopyrite Leaching. J. Sustain. Metall. 2017, 3, 528–542. [Google Scholar] [CrossRef]
- Tao, L.; Wang, L.; Yang, K.; Wang, X.; Chen, L.; Ning, P. Leaching of iron from copper tailings by sulfuric acid: Behavior, kinetics and mechanism. RSC Adv. 2021, 11, 5741–5752. [Google Scholar] [CrossRef] [PubMed]
- Mohanty, U.; Rintala, L.; Halli, P.; Taskinen, P.; Lundström, M. Hydrometallurgical Approach for Leaching of Metals from Copper Rich Side Stream Originating from Base Metal Production. Metals 2018, 8, 40. [Google Scholar] [CrossRef] [Green Version]
- Aracena, A.; Fernández, F.; Jerez, O.; Jaques, A. Converter slag leaching in ammonia medium/column system with subsequent crystallisation with NaSH. Hydrometallurgy 2019, 188, 31–37. [Google Scholar] [CrossRef]
- Takahashi, K.; Nii, S. Behaviour of multistage mixer-settler extraction column. Mem. Sch. Eng. Nagoya Univ. 1999, 51, 49. [Google Scholar]
- Schlesinger, M.E.; King, M.J.; Sole, K.C.; Davenport, W.G. Extractive Metallurgy of Copper, 5th ed.; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Bhattacharjee, S.; Gupta, K.K.; Chakravarty, S.; Thakur, P.; Bhattacharyya, G. Separation of Iron, Nickel, and Cobalt from Sulphated Leach Liquor of Low Nickel Lateritic Oxide Ore. Sep. Sci. Technol. 2005, 39, 413–429. [Google Scholar] [CrossRef]
- Huang, K.; Li, Q.-w.; Chen, J. Recovery of copper, nickel and cobalt from acidic pressure leaching solutions of low-grade sulfide flotation concentrates. Miner. Eng. 2007, 20, 722–728. [Google Scholar] [CrossRef]
- Kursunoglu, S.; Ichlas, Z.T.; Kaya, M. Solvent extraction process for the recovery of nickel and cobalt from Caldag laterite leach solution: The first bench scale study. Hydrometallurgy 2017, 169, 135–141. [Google Scholar] [CrossRef]
- Zhang, Y.-H.; Wu, L.-M.; Huang, P.-P.; Shen, Q.; Sun, Z.-X. Determination and application of the solubility product of metal xanthate in mineral flotation and heavy metal removal in wastewater treatment. Miner. Eng. 2018, 127, 67–73. [Google Scholar] [CrossRef]
- Yang, Y.; Liu, F.; Song, S.; Tang, H.; Ding, S.; Sun, W.; Lei, S.; Xu, S. Recovering valuable metals from the leaching liquor of blended cathode material of spent lithium-ion battery. J. Environ. Chem. Eng. 2020, 8, 104358. [Google Scholar] [CrossRef]
- Darezereshki, E.; Vakylabad, A.B.; Hassanzadeh, A.; Niedoba, T.; Surowiak, A.; Koohestani, B. Hydrometallurgical Synthesis of Nickel Nano-Sulfides from Spent Lithium-Ion Batteries. Minerals 2021, 11, 419. [Google Scholar] [CrossRef]
- Elias, M. Commodities: Nickel laterites in the ascendant. Aust. J. Min. 2010, 12–13, 13. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Si | Ni | Cu | Co | Al | Mg | Ca | S | Cr | Na | K |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 38.7 | 13.3 | 0.36 | 0.36 | 0.17 | 3.26 | 1.96 | 1.98 | 0.64 | 0.18 | 0.63 | 0.72 |
| Element | Fe | Ni | Cu | Co |
|---|---|---|---|---|
| Concentration, g/L | 2.96 | 0.34 | 0.30 | 0.13 |
| Metal Distribution, % | ||||||
|---|---|---|---|---|---|---|
| Element | Slag | Leach Residue | ||||
| 0.2 mol/L | 0.4 mol/L | 0.6 mol/L | 0.8 mol/L | 1.0 mol/L | ||
| Si | 100 | 90.4 | 99.5 | 99.5 | 99.7 | 99.7 |
| Fe | 100 | 99.5 | 97.5 | 90.3 | 87.4 | 64.0 |
| Price (USD/ton) | Total Recovery, % | Wt.% in slag | Amount, tons | Value, USD | Metal Production ton/yr. | Value, USD/yr. | |
|---|---|---|---|---|---|---|---|
| slag | free | 100 | 32,000,000 | 800,000 | |||
| Cu | 9125 | 81.0 | 0.36 | 115,200 | 1,051,200,000 | 2332.80 | 21,286,800 |
| Ni | 26,940 | 94.1 | 0.36 | 115,200 | 3,103,488,000 | 2710.08 | 73,009,555 |
| Co | 35,190 | 95.1 | 0.17 | 54,400 | 1,914,336,000 | 1293.36 | 45,513,338 |
| Fe | 126.34 | 92.9 | 38.7 | 12,384,000 | 2,523,539,613 | 287,618.40 | 36,337,709 |
| Total: | 8,592,563,613 | 176,147,402 | |||||
| Process | Cost (USD) | Total | |
|---|---|---|---|
| 1. HPAL | Sulfuric acid (50 USD/ton) | free | 157,184,640 |
| HPAL capital, (50,000 USD/annual ton Ni) [41] | 135,504,000 | ||
| HPAL operation (8000 USD/ton Ni) [41] | 21,680,640 | ||
| 2. Solvent extraction (SX) | SX capital (500 USD/annual ton Cu) [34] | 1,166,400 | |
| SX operation (0.05 USD/kg Cu) [34] | 116,640 | 1,399,680 | |
| Reagents (0.05 USD/kg Cu) | 116,640 | ||
| 3. Fe removal | CaCO3 (50 USD/ton) | 2,761,137 | |
| Operation cost | 116,640 | 2,877,777 | |
| 4. Complexation | NaOH (300 USD/ton) | 165,668 | |
| PAX (1300 USD/ton) | 34,640,925 | 91,532,972 | |
| NH3 (60 USD/L) | 56,609,739 | ||
| Operation cost | 116,640 | ||
| 5. Roasting | Operation cost (0.177 USD/KWh) | 21,000 | 21,000 |
| TOTAL COST | 1st year (capital and operation) | 253,016,069 | |
| 2nd year (operation only) | 116,345,669 | ||
| TOTAL INCOME | 1st year (capital and operation) | (76,868,667) | |
| 2nd year onwards (operation only) | 59,801,733 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Godirilwe, L.L.; Haga, K.; Altansukh, B.; Jeon, S.; Danha, G.; Shibayama, A. Establishment of a Hydrometallurgical Scheme for the Recovery of Copper, Nickel, and Cobalt from Smelter Slag and Its Economic Evaluation. Sustainability 2023, 15, 10496. https://doi.org/10.3390/su151310496
Godirilwe LL, Haga K, Altansukh B, Jeon S, Danha G, Shibayama A. Establishment of a Hydrometallurgical Scheme for the Recovery of Copper, Nickel, and Cobalt from Smelter Slag and Its Economic Evaluation. Sustainability. 2023; 15(13):10496. https://doi.org/10.3390/su151310496
Chicago/Turabian StyleGodirilwe, Labone Lorraine, Kazutoshi Haga, Batnasan Altansukh, Sanghee Jeon, Gwiranai Danha, and Atsushi Shibayama. 2023. "Establishment of a Hydrometallurgical Scheme for the Recovery of Copper, Nickel, and Cobalt from Smelter Slag and Its Economic Evaluation" Sustainability 15, no. 13: 10496. https://doi.org/10.3390/su151310496