
The Effect of a Molasses Reductant on Acetic Acid Leaching of Black Mass from Mechanically Treated Spent Lithium-Ion Cylindrical Batteries

Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation and Characterisation of Leach Feed
2.2. Leaching Tests
2.3. Thermochemical Modelling
3. Results and Discussion
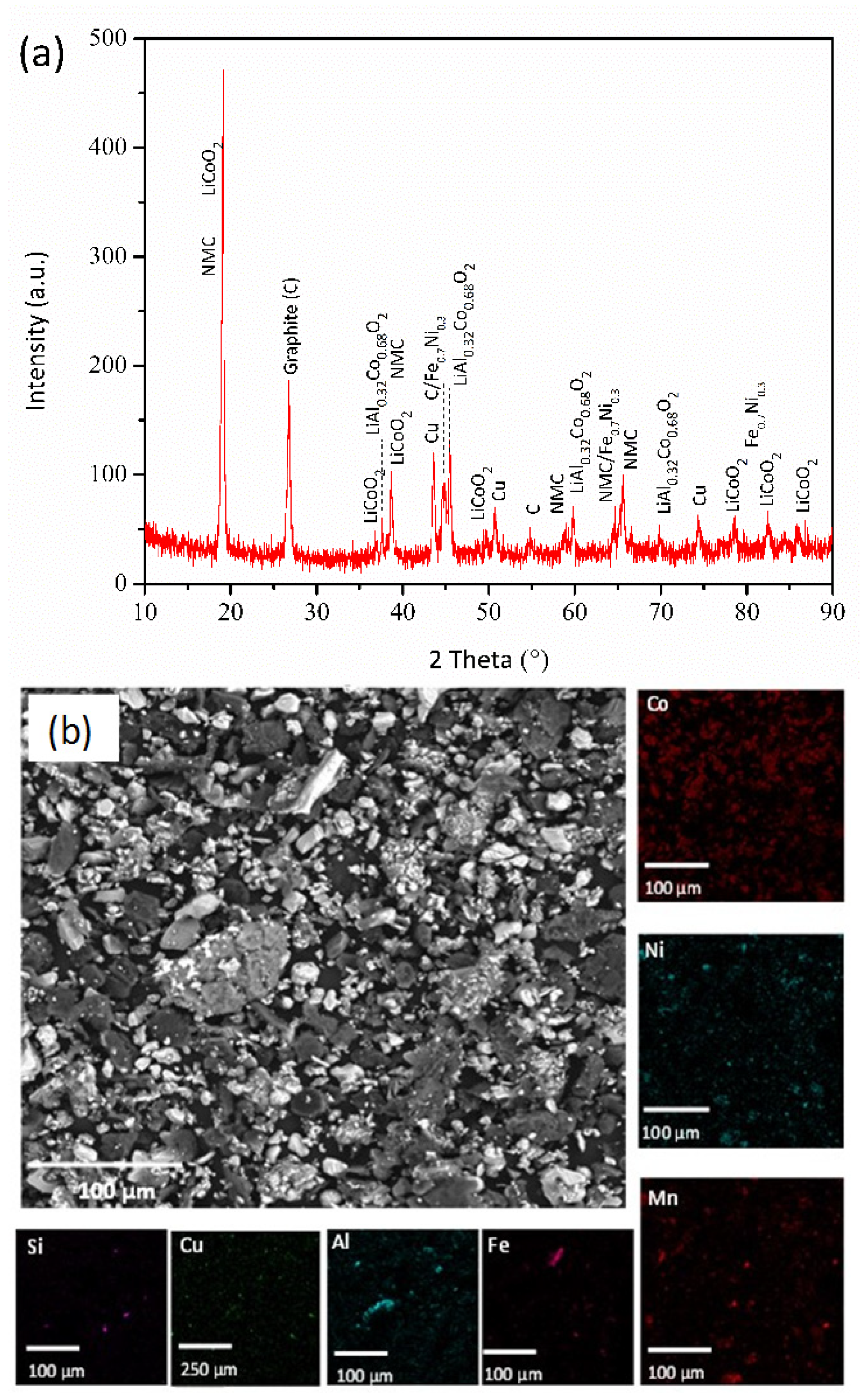
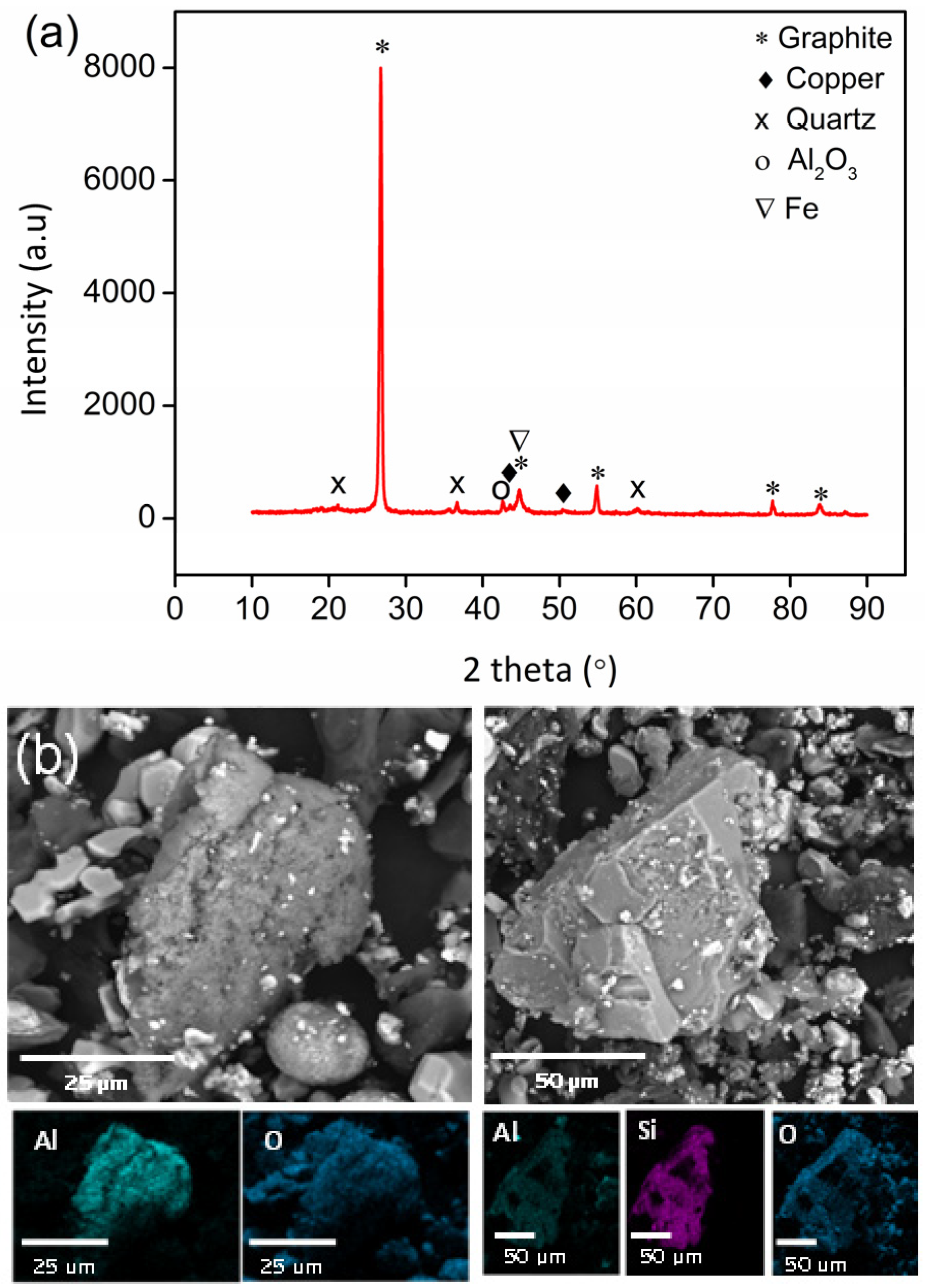
3.1. Characterisation of the Leach Feed
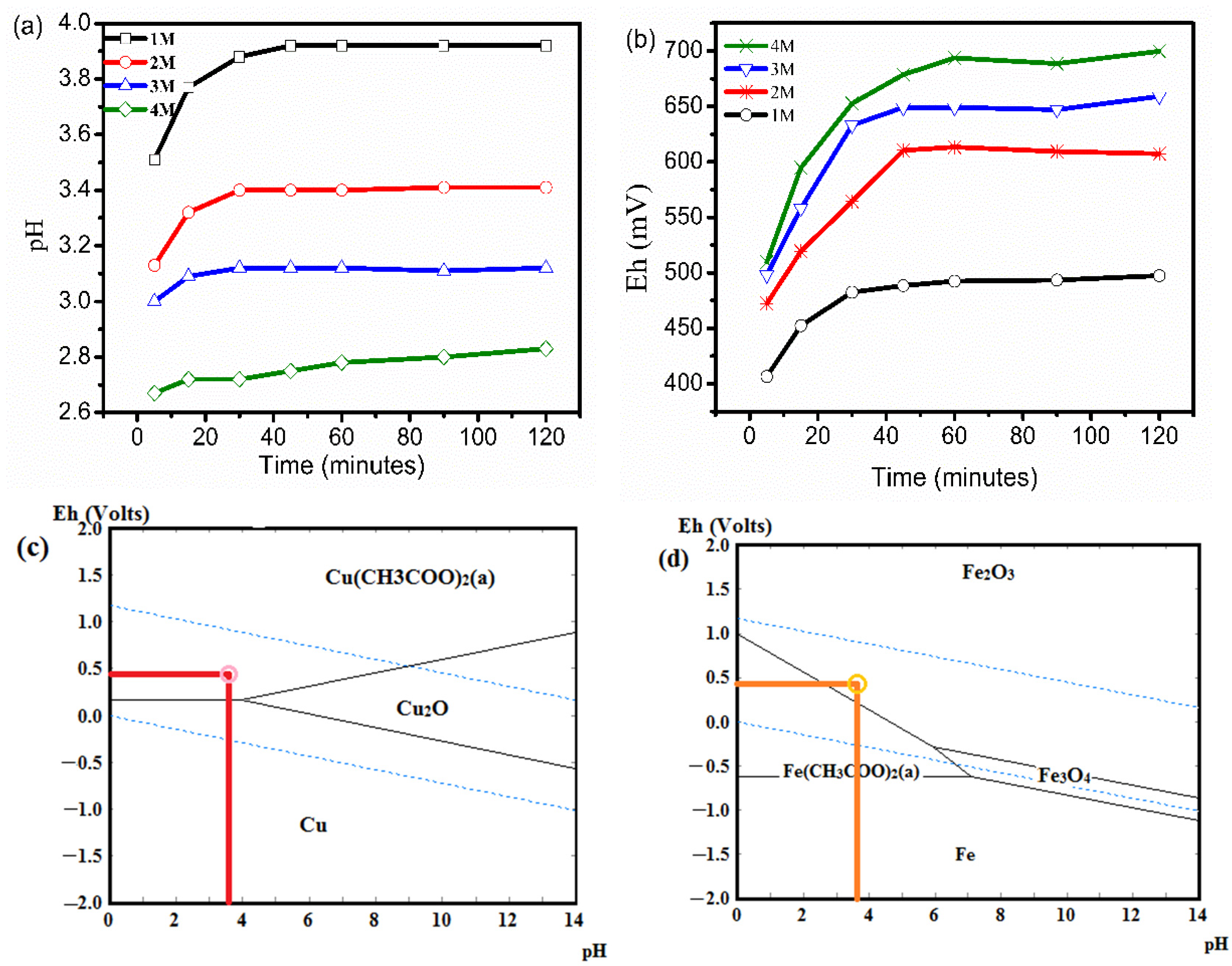
3.2. Leaching in the Absence of Reductant
3.2.1. Effect of Molarity and S/L Ratio
2Mn(CH3COO)2 (aq) + Co3O4 + Mn2O4 + Ni2O3 + O2(g)+ 11H2O(aq)
3.2.2. Effect of Temperature
3.2.3. Effect of Stirring Speed
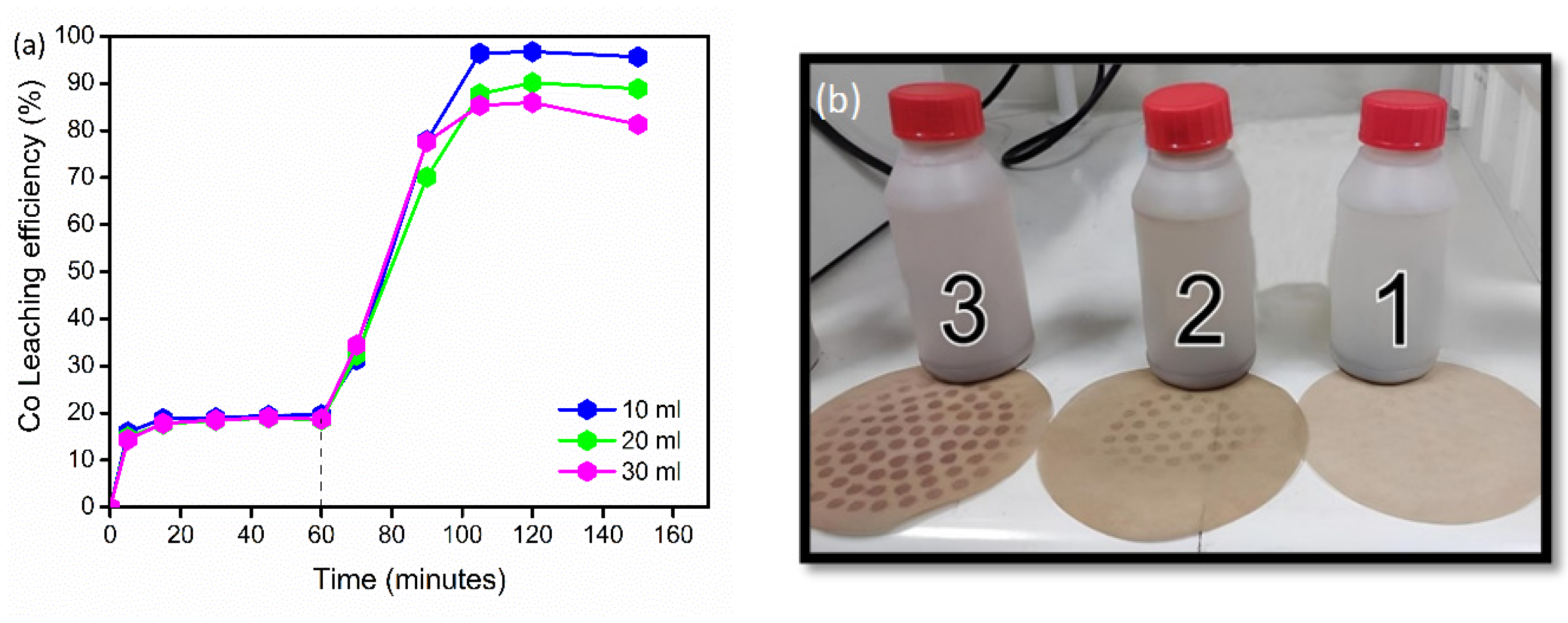
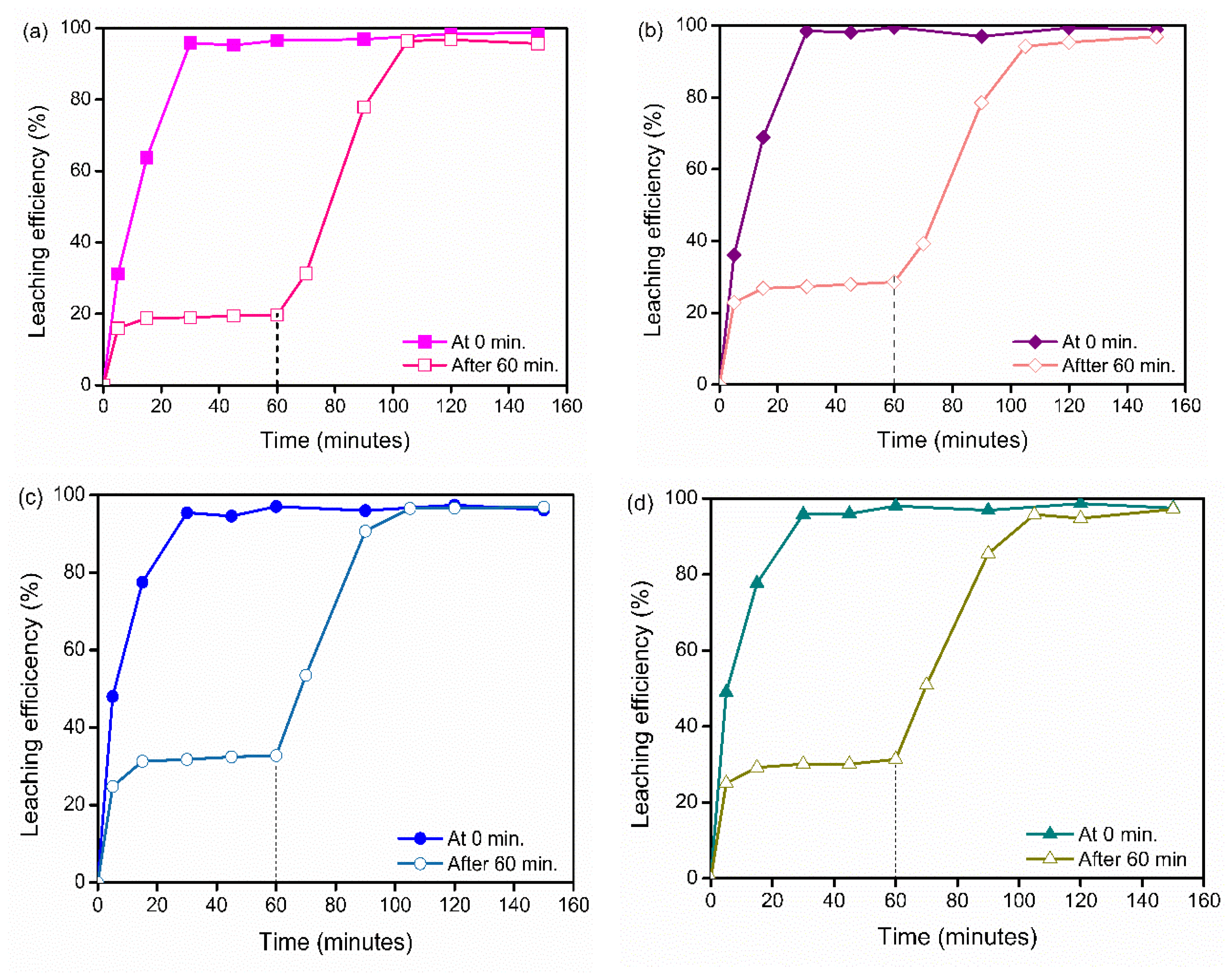
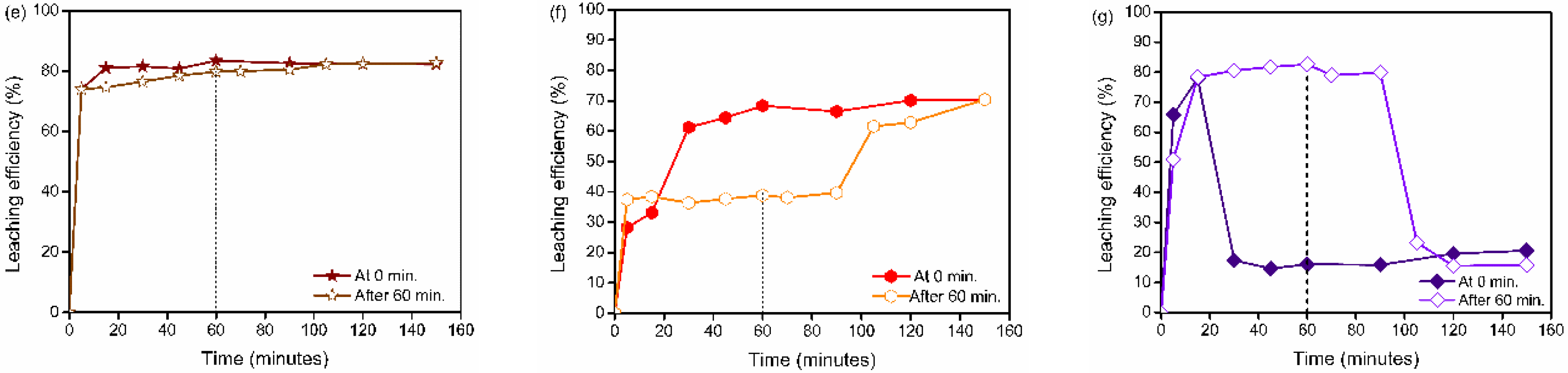
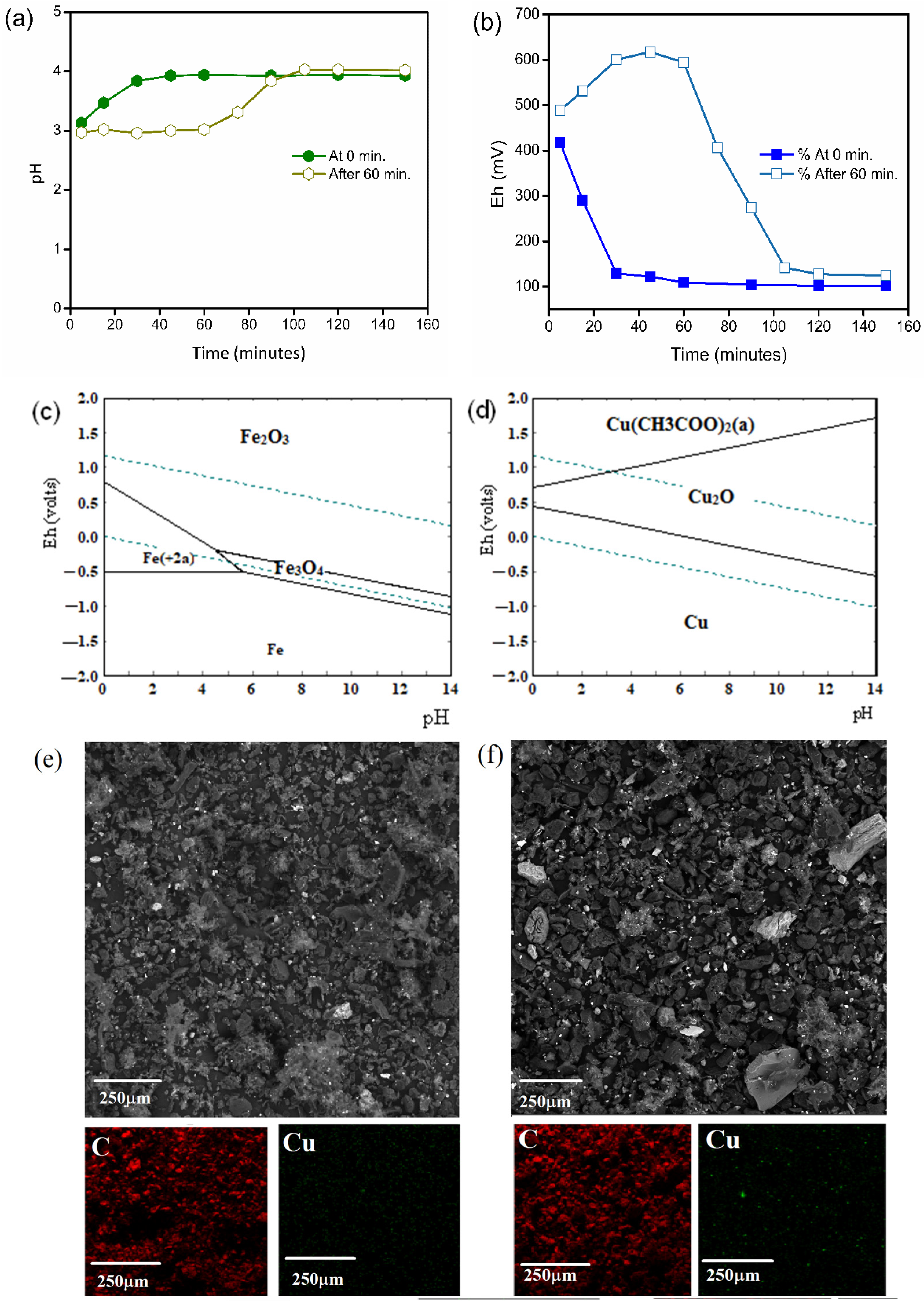
3.3. Leaching with Reductant Addition
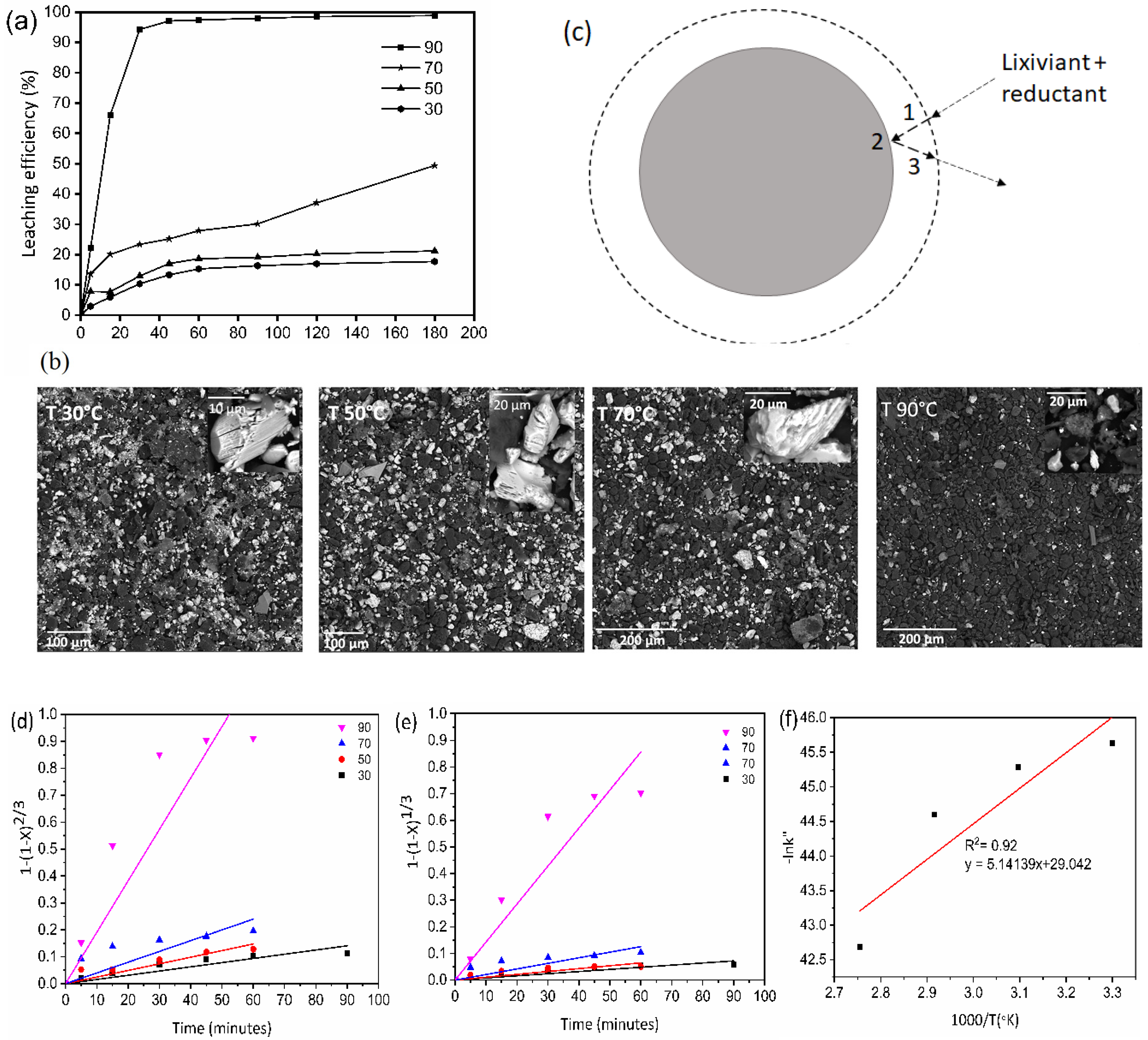
3.4. Analysis of the Leaching Kinetics
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, C.; Dai, Q.; Gaines, L.; Hu, M.; Tukker, A.; Steubing, B. Future material demand for automotive lithium-based batteries. Commun. Mater. 2020, 1, 99. [Google Scholar] [CrossRef]
- Pagliaro, M.; Meneguzzo, F. Lithium battery reusing and recycling: A circular economy insight. Heliyon 2019, 5, e01866. [Google Scholar] [CrossRef] [PubMed]
- Beaudet, A.; Larouche, F.; Amouzegar, K.; Bouchard, P.; Zaghib, K. Key Challenges and Opportunities for Recycling Electric Vehicle Battery Materials. Sustainability 2020, 12, 5837. Available online: https://www.mdpi.com/2071-1050/12/14/5837 (accessed on 21 May 2022). [CrossRef]
- Liu, C.; Lin, J.; Cao, H.; Zhang, Y.; Sun, Z. Recycling of spent lithium-ion batteries in view of lithium recovery: A critical review. J. Clean. Prod. 2019, 228, 801–813. [Google Scholar] [CrossRef]
- Mansur, M.B.; Guimarães, A.S.; Petraniková, M. An Overview on the Recovery of Cobalt from End-of-life Lithium Ion Batteries. Miner. Process. Extr. Metall. Rev. 2021, 43, 489–509. [Google Scholar] [CrossRef]
- Dang, H.; Chang, Z.; Wu, X.; Ma, S.; Zhan, Y.; Li, N.; Liu, W.; Li, W.; Zhou, H.; Sun, C. Na2SO4–NaCl binary eutectic salt roasting to enhance extraction of lithium from pyrometallurgical slag of spent lithium-ion batteries. Chin. J. Chem. Eng. 2022, 41, 294–300. [Google Scholar] [CrossRef]
- Li, N.; Guo, J.; Chang, Z.; Dang, H.; Zhao, X.; Ali, S.; Li, W.; Zhou, H.; Sun, C. Aqueous leaching of lithium from simulated pyrometallurgical slag by sodium sulfate roasting. RSC Adv. 2019, 9, 23908–23915. [Google Scholar] [CrossRef]
- Makuza, B.; Tian, Q.; Guo, X.; Chattopadhyay, K.; Yu, D. Pyrometallurgical options for recycling spent lithium-ion batteries: A comprehensive review. J. Power Sources 2021, 491, 229622. [Google Scholar] [CrossRef]
- Jung, J.C.Y.; Sui, P.C.; Zhang, J. A review of recycling spent lithium-ion battery cathode materials using hydrometallurgical treatments. J. Energy Storage 2021, 35, 102217. [Google Scholar] [CrossRef]
- Brückner, L.; Frank, J.; Elwert, T. Industrial recycling of lithium-ion batteries—A critical review of metallurgical process routes. Metals 2020, 10, 1107. [Google Scholar] [CrossRef]
- Larouche, F.; Tedjar, F.; Amouzegar, K.; Houlachi, G.; Bouchard, P.; Demopoulos, G.P.; Zaghib, K. Progress and status of hydrometallurgical and direct recycling of Li-Ion batteries and beyond. Materials 2020, 13, 801. [Google Scholar] [CrossRef] [PubMed]
- Gao, W.; Song, J.; Cao, H.; Lin, X.; Zhang, X.; Zheng, X.; Zhang, Y.; Sun, Z. Selective recovery of valuable metals from spent lithium-ion batteries—Process development and kinetics evaluation. J. Clean. Prod. 2018, 178, 833–845. [Google Scholar] [CrossRef]
- Musariri, B.; Akdogan, G.; Dorfling, C.; Bradshaw, S. Evaluating organic acids as alternative leaching reagents for metal recovery from lithium ion batteries. Miner. Eng. 2019, 137, 108–117. [Google Scholar] [CrossRef]
- Nayaka, G.P.; Pai, K.V.; Manjanna, J.; Keny, S.J. Use of mild organic acid reagents to recover the Co and Li from spent Li-ion batteries. Waste Manag. 2016, 51, 234–238. [Google Scholar] [CrossRef] [PubMed]
- Golmohammadzadeh, R.; Rashchi, F.; Vahidi, E. Recovery of lithium and cobalt from spent lithium-ion batteries using organic acids: Process optimisation and kinetic aspects. Waste Manag. 2017, 64, 244–254. [Google Scholar] [CrossRef] [PubMed]
- Nayaka, G.; Zhang, Y.; Dong, P.; Wang, D.; Zhou, Z.; Duan, J.; Li, X.; Lin, Y.; Meng, Q.; Pai, K.; et al. An environmental friendly attempt to recycle the spent Li-ion battery cathode through organic acid leaching. J. Environ. Chem. Eng. 2019, 7, 102854. [Google Scholar] [CrossRef]
- Gerold, E.; Schinnerl, C.; Antrekowitsch, H. Critical Evaluation of the Potential of Organic Acids for the Environmentally Friendly Recycling of Spent Lithium-Ion Batteries. Recycling 2022, 7, 4. [Google Scholar] [CrossRef]
- Nayaka, G.P.; Pai, K.V.; Santhosh, G.; Manjanna, J. Recovery of cobalt as cobalt oxalate from spent lithium ion batteries by using glycine as leaching agent. J. Environ. Chem. Eng. 2016, 4, 2378–2383. [Google Scholar] [CrossRef]
- Esmaeili, M.; Rastegar, S.O.; Beigzadeh, R.; Gu, T. Ultrasound-assisted leaching of spent lithium ion batteries by natural organic acids and H2O2. Chemosphere 2020, 254, 126670. [Google Scholar] [CrossRef]
- Cerrillo-Gonzalez, M.M.; Villen-Guzman, M.; Vereda-Alonso, C.; Rodriguez-Maroto, J.M.; Paz-Garcia, J.M. Acid leaching of LiCoO2 enhanced by reducing agent. Model formulation and validation. Chemosphere 2022, 287, 132020. [Google Scholar] [CrossRef]
- Zhang, X.; Cao, H.; Xie, Y.; Ning, P.; An, H.; You, H. A closed-loop process of recycling LiNi1/3Co1/3Mn1/3O2 from the cathode scraps of lithium-ion batteries: Process optimisation and kinetics analysis. Sep. Purif. Technol. 2015, 150, 186–195. [Google Scholar] [CrossRef]
- Joulié, M.; Billy, E.; Laucournet, R.; Meyer, D. Current collectors as reducing agent to dissolve active materials of positive electrodes from Li-ion battery wastes. Hydrometallurgy 2017, 169, 426–432. [Google Scholar] [CrossRef]
- Chen, H.; Gu, S.; Guo, Y.; Dai, X.; Zeng, L.; Wang, K.; He, C.; Dodbiba, G.; Wei, Y.; Fujita, T. Leaching of cathode materials from spent lithium-ion batteries by using a mixture of ascorbic acid and HNO3. Hydrometallurgy 2021, 205, 105746. [Google Scholar] [CrossRef]
- Vieceli, N.; Nogueira, C.A.; Guimarães, C.; Pereira, M.F.C.; Durão, F.O.; Margarido, F. Hydrometallurgical recycling of lithium-ion batteries by reductive leaching with sodium metabisulphite. Waste Manag. 2018, 71, 350–361. [Google Scholar] [CrossRef] [PubMed]
- Chen, D.; Rao, S.; Wang, D.; Cao, H.; Xie, W.; Liu, Z. Synergistic leaching of valuable metals from spent Li-ion batteries using sulfuric acid-L-ascorbic acid system. Chem. Eng. J. 2020, 388, 124321. [Google Scholar] [CrossRef]
- Peng, C.; Liu, F.; Aji, A.T.; Wilson, B.P.; Lundström, M. Extraction of Li and Co from industrially produced Li-ion battery waste—Using the reductive power of waste itself. Waste Manag. 2019, 95, 604–611. [Google Scholar] [CrossRef] [PubMed]
- Ghassa, S.; Farzanegan, A.; Gharabaghi, M.; Abdollahi, H. The reductive leaching of waste lithium ion batteries in presence of iron ions: Process optimisation and kinetics modelling. J. Clean. Prod. 2020, 262, 121312. [Google Scholar] [CrossRef]
- Porvali, A.; Shukla, S.; Lundström, M. Low-acid leaching of lithium-ion battery active materials in Fe-catalyzed Cu-H2SO4 system. Hydrometallurgy 2020, 195, 105408. [Google Scholar] [CrossRef]
- Yan, S.; Sun, C.; Zhou, T.; Gao, R.; Xie, H. Ultrasonic-assisted leaching of valuable metals from spent lithium-ion batteries using organic additives. Sep. Purif. Technol. 2021, 257, 117930. [Google Scholar] [CrossRef]
- Granata, G.; Moscardini, E.; Pagnanelli, F.; Trabucco, F.; Toro, L. Product recovery from Li-ion battery wastes coming from an industrial pre-treatment plant: Lab scale tests and process simulations. J. Power Sources 2012, 206, 393–401. [Google Scholar] [CrossRef]
- Aaltonen, M.; Peng, C.; Wilson, B.P.; Lundström, M. Leaching of metals from spent lithium-ion batteries. Recycling 2017, 2, 20. [Google Scholar] [CrossRef]
- Pagnanelli, F.; Moscardini, E.; Granata, G.; Cerbelli, S.; Agosta, L.; Fieramosca, A.; Toro, L. Acid reducing leaching of cathodic powder from spent lithium ion batteries: Glucose oxidative pathways and particle area evolution. J. Ind. Eng. Chem. 2014, 20, 3201–3207. [Google Scholar] [CrossRef]
- Meng, Q.; Zhang, Y.; Dong, P. Use of glucose as reductant to recover Co from spent lithium ions batteries. Waste Manag. 2017, 64, 214–218. [Google Scholar] [CrossRef] [PubMed]
- Palmonari, A.; Cavallini, D.; Sniffen, C.; Fernandes, L.; Holder, P.; Fagioli, L.; Fusaro, I.; Biagi, G.; Formigoni, A.; Mammi, L. Short communication: Characterisation of molasses chemical composition. J. Dairy Sci. 2020, 103, 6244–6249. [Google Scholar] [CrossRef] [PubMed]
- Amalia, D.; Azhari, S. Potency of making the chemical manganese dioxide (CMD) from Eeast Nusa Tenggara pyrolusite. Indones. Min. J. 2016, 19, 79–87. [Google Scholar]
- Lasheen, T.A.; El-Hazek, M.N.; Helal, A.S.; El-Nagar, W. Recovery of manganese using molasses as reductant in nitric acid solution. Int. J. Miner. Process. 2009, 92, 109–114. [Google Scholar] [CrossRef]
- Or, T.; Gourley, S.W.D.; Kaliyappan, K.; Yu, A.; Chen, Z. Recycling of mixed cathode lithium-ion batteries for electric vehicles: Current status and future outlook. Carbon Energy 2020, 2, 6–43. [Google Scholar] [CrossRef]
- Pinna, E.G.; Ruiz, M.C.; Ojeda, M.W.; Rodriguez, M.H. Cathodes of spent Li-ion batteries: Dissolution with phosphoric acid and recovery of lithium and cobalt from leach liquors. Hydrometallurgy 2017, 167, 66–71. [Google Scholar] [CrossRef]
- He, L.P.; Sun, S.Y.; Song, X.F.; Yu, J.G. Leaching process for recovering valuable metals from the LiNi1/3Co1/3Mn1/3O2 cathode of lithium-ion batteries. Waste Manag. 2017, 64, 171–181. [Google Scholar] [CrossRef]
- Xu, M.; Kang, S.; Jiang, F.; Yan, X.; Zhu, Z.; Zhao, Q.; Teng, Y.; Wang, Y. A process of leaching recovery for cobalt and lithium from spent lithium-ion batteries by citric acid and salicylic acid. RSC Adv. 2021, 11, 27689–27700. [Google Scholar] [CrossRef]
- Barik, S.P.; Prabaharan, G.; Kumar, L. Leaching and separation of Co and Mn from electrode materials of spent lithium-ion batteries using hydrochloric acid: Laboratory and pilot scale study. J. Clean. Prod. 2017, 147, 37–43. [Google Scholar] [CrossRef]
- Ordoñez, J.; Gago, E.J.; Girard, A. Processes and technologies for the recycling and recovery of spent lithium-ion batteries. Renew. Sustain. Energy Rev. 2016, 60, 195–205. [Google Scholar] [CrossRef]
- Porvali, A.; Aaltonen, M.; Ojanen, S.; Velazquez-Martinez, O.; Eronen, E.; Liu, F.; Wilson, B.P.; Serna-Guerrero, R.; Lundström, M. Mechanical and hydrometallurgical processes in HCl media for the recycling of valuable metals from Li-ion battery waste. Resour. Conserv. Recycl. 2019, 142, 257–266. [Google Scholar] [CrossRef]
- Wang, X.; Gaustad, G.; Babbitt, C.W. Targeting high value metals in lithium-ion battery recycling via shredding and size-based separation. Waste Manag. 2016, 51, 204–213. [Google Scholar] [CrossRef]
- Peng, F.; Mu, D.; Li, R.; Liu, Y.; Ji, Y.; Dai, C.; Ding, F. Impurity removal with highly selective and efficient methods and the recycling of transition metals from spent lithium-ion batteries. RSC Adv. 2019, 9, 21922–21930. [Google Scholar] [CrossRef] [PubMed]
- Boxall, N.J.; Adamek, N.; Cheng, K.Y.; Haque, N.; Bruckard, W.; Kaksonen, A.H. Multistage leaching of metals from spent lithium ion battery waste using electrochemically generated acidic lixiviant. Waste Manag. 2018, 74, 435–445. [Google Scholar] [CrossRef] [PubMed]
- Amalia, D.; Singh, P.; Zhang, W.; Nikoloski, A.N. Influence of alkaline pre-treatment on acid dissolution of cathode material of 18650 lithium battery. IOP Conf. Ser. Earth Environ. Sci. 2021, 882, 012001. [Google Scholar] [CrossRef]
- White, J.L.; Gittleson, F.S.; Homer, M.; El Gabaly, F. Nickel and Cobalt Oxidation State Evolution at Ni-Rich NMC Cathode Surfaces during Treatment. J. Phys. Chem. C 2020, 124, 16508–16514. [Google Scholar] [CrossRef]
- Zhong, L.; Kropp, T.; Baaziz, W.; Ersen, O.; Teschner, D.; Schlögl, R.; Mavrikakis, M.; Zafeiratos, S. Correlation between Reactivity and Oxidation State of Cobalt Oxide Catalysts for CO Preferential Oxidation. ACS Catal. 2019, 9, 8325–8336. [Google Scholar] [CrossRef]
- Molenda, J. Cathode Electronic Structure Impact on Lithium and Sodium Batteries Parameters. In Lithium-Ion Batter—Thin Film Energy Mater Devices; Sato, M., Lu, L., Nagai, H., Eds.; IntechOpen: London, UK, 2020; p. 22. [Google Scholar]
- Dai, T.; Zhou, H.; Liu, Y.; Cao, R.; Zhan, J.; Liu, L.; Jang, B.W.-L. Synergy of Lithium, Cobalt, and Oxygen Vacancies in Lithium Cobalt Oxide for Airborne Benzene Oxidation: A Concept of Reusing Electronic Wastes for Air Pollutant Removal. ACS Sustain. Chem. Eng. 2019, 7, 5072–5081. [Google Scholar] [CrossRef]
- Khalid, M.K.; Hamuyuni, J.; Agarwal, V.; Pihlasalo, J.; Haapalainen, M.; Lundström, M. Sulfuric acid leaching for capturing value from copper rich converter slag. J. Clean. Prod. 2019, 215, 1005–1013. [Google Scholar] [CrossRef]
- Bortolussi, G.; O’Neill, C.J. Variation in molasses composition from eastern Australian sugar mills. Aust. J. Exp. Agric. 2006, 46, 1455–1463. [Google Scholar] [CrossRef]
- Ashenhurst, J. Reducing Sugars [Internet]. 2020. Available online: https://www.masterorganicchemistry.com/2017/09/12/reducing-sugars/ (accessed on 16 April 2020).
- Woo, K.S.; Kim, H.Y.; Hwang, I.G.; Lee, S.H.; Jeong, H.S. Characteristics of the Thermal Degradation of Glucose and Malstose Solutions. Prev. Nutr. Food Sci. 2015, 20, 102–109. Available online: https://www.ncbi.nlm.nih.gov/pmc/articles/PMC4500512/ (accessed on 25 July 2022). [CrossRef] [PubMed]
- Gerold, E.; Luidold, S.; Antrekowitsch, H. Separation and efficient recovery of lithium from spent lithium-ion batteries. Metals 2021, 11, 1091. [Google Scholar] [CrossRef]
- Klaehn, J.R.; Shi, M.; Diaz, L.A.; Molina, D.E.; Reich, S.M.; Palasyuk, O.; Repukaiti, R.; Lister, T.E. Removal of impurity Metals as Phosphates from Lithium-ion Battery leachates. Hydrometallurgy 2023, 217, 106041. [Google Scholar] [CrossRef]
- Liu, W.; Qin, Q.; Zhang, H.; Chen, X.; Luo, L.; Li, G.; Zheng, S.; Li, P. Novel Technology for the Removal of Fe and Al from Spent Li-Ion Battery Leaching Solutions by a Precipitation-Complexation Process. ACS Sustain. Chem. Eng. 2022, 10, 13702–13709. [Google Scholar] [CrossRef]
- Levenspiel, O. Fluid-Particle Reactions: Kinetics, 3rd ed.; John Wiley & Sons: Hoboken, NJ, USA, 1999; pp. 566–586. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Fe | Cu | Co | Ni | Mn | Li | C | Others |
|---|---|---|---|---|---|---|---|---|---|
| Wt.-% | 1.6 | 2.5 | 1.1 | 24.6 | 3.9 | 2.9 | 3.9 | 33 | 26.5 |
| Molarity (M) | Temp (°C) | S/L (g/L) | Stirring Speed (rpm) | pH Final | %Li | %Co | %Ni | %Mn | %Al | %Fe | %Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 90 | 100 | 400 | 3.92 | 30 | 20 | 26 | 29 | 33 | 1 | 95 |
| 2 | 3.41 | 31 | 20 | 28 | 29 | 77 | 32 | 92 | |||
| 3 | 3.12 | 31 | 20 | 31 | 30 | 80 | 39 | 92 | |||
| 4 | 2.83 | 30 | 20 | 33 | 29 | 80 | 44 | 85 | |||
| 3 | 50 | 100 | 400 | 3.29 | 25 | 17 | 23 | 28 | 77 | 31 | 86 |
| 70 | 3.12 | 27 | 19 | 26 | 30 | 76 | 37 | 86 | |||
| 3 | 90 | 50 | 400 | 2.83 | 29 | 19 | 36 | 32 | 83 | 42 | 85 |
| 150 | 3.25 | 30 | 20 | 33 | 31 | 73 | 20 | 88 | |||
| 3 | 90 | 100 | 200 | 3.02 | 29 | 19 | 32 | 30 | 81 | 39 | 84 |
| Component | Content |
|---|---|
| Total Sugars | 61.3 g/100 g |
| Oxalic Acid | 29 g/L |
| Malic Acid | 144 g/L |
| Lactic Acid | 46 g/L |
| Citric Acid | 109 g/L |
| Temp (°C) | S/L (g/L) | Stirring Speed (rpm) | Li % | Co % | Ni % | Mn % | Al % | Fe % | Cu % |
|---|---|---|---|---|---|---|---|---|---|
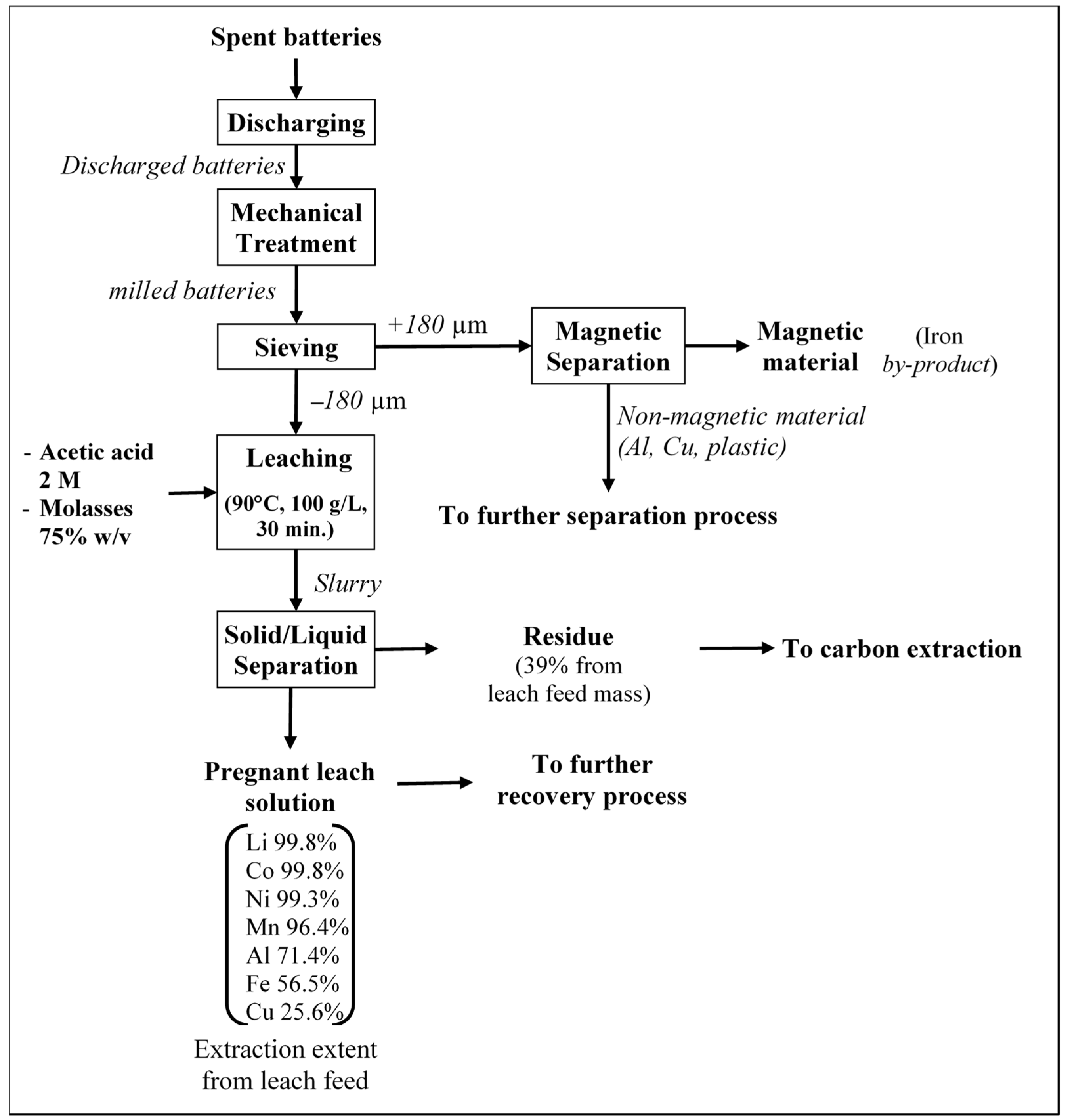
| 90 | 100 | 400 | 99.8 | 99.8 | 99.3 | 96.4 | 71.4 | 56.5 | 25.6 |
| 90 | 150 | 400 | 97.4 | 69.7 | 26.5 | 72.2 | 2.8 | 23.3 | 3.3 |
| 90 | 100 | 200 | 92.1 | 88.0 | 88.8 | 83.3 | 65.8 | 51.7 | 23.8 |
| 90 | 100 | 300 | 93.8 | 89.6 | 84.1 | 94.2 | 54.4 | 56.3 | 21.9 |
| 70 | 100 | 400 | 54.9 | 49.4 | 71.7 | 64.2 | 72.1 | 23.5 | 85.1 |
| 50 | 100 | 400 | 21.9 | 21.2 | 33.6 | 38.9 | 55.5 | 24.4 | 75.7 |
| 30 | 100 | 400 | 19.1 | 17.7 | 30.7 | 37.8 | 80.1 | 32.5 | 65.7 |
| T (°C) | Diffusion Film (r1) | Chemical Reaction (r2) | τ (min) | k″ | |||
|---|---|---|---|---|---|---|---|
| R2 | Slope | R2 | Slope | r1 | r2 | ||
| 30 | 0.969 | 0.0016 | 0.970 | 0.0008 | 641 | 1250 | 1.51 × 10−20 |
| 50 | 0.971 | 0.0025 | 0.949 | 0.0011 | 407 | 926 | 2.15 × 10−20 |
| 70 | 0.936 | 0.0040 | 0.938 | 0.0021 | 250 | 476 | 4.27 × 10−20 |
| 90 | 0.964 | 0.0191 | 0.976 | 0.0143 | 52 | 70 | 2.91 × 10−19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amalia, D.; Singh, P.; Zhang, W.; Nikoloski, A.N. The Effect of a Molasses Reductant on Acetic Acid Leaching of Black Mass from Mechanically Treated Spent Lithium-Ion Cylindrical Batteries. Sustainability 2023, 15, 13171. https://doi.org/10.3390/su151713171
Amalia D, Singh P, Zhang W, Nikoloski AN. The Effect of a Molasses Reductant on Acetic Acid Leaching of Black Mass from Mechanically Treated Spent Lithium-Ion Cylindrical Batteries. Sustainability. 2023; 15(17):13171. https://doi.org/10.3390/su151713171
Chicago/Turabian StyleAmalia, Dessy, Pritam Singh, Wensheng Zhang, and Aleksandar N. Nikoloski. 2023. "The Effect of a Molasses Reductant on Acetic Acid Leaching of Black Mass from Mechanically Treated Spent Lithium-Ion Cylindrical Batteries" Sustainability 15, no. 17: 13171. https://doi.org/10.3390/su151713171