



Lean Six Sigma with Value Stream Mapping in Industry 4.0 for Human-Centered Workstation Design

Abstract
:1. Introduction
2. Literature Review
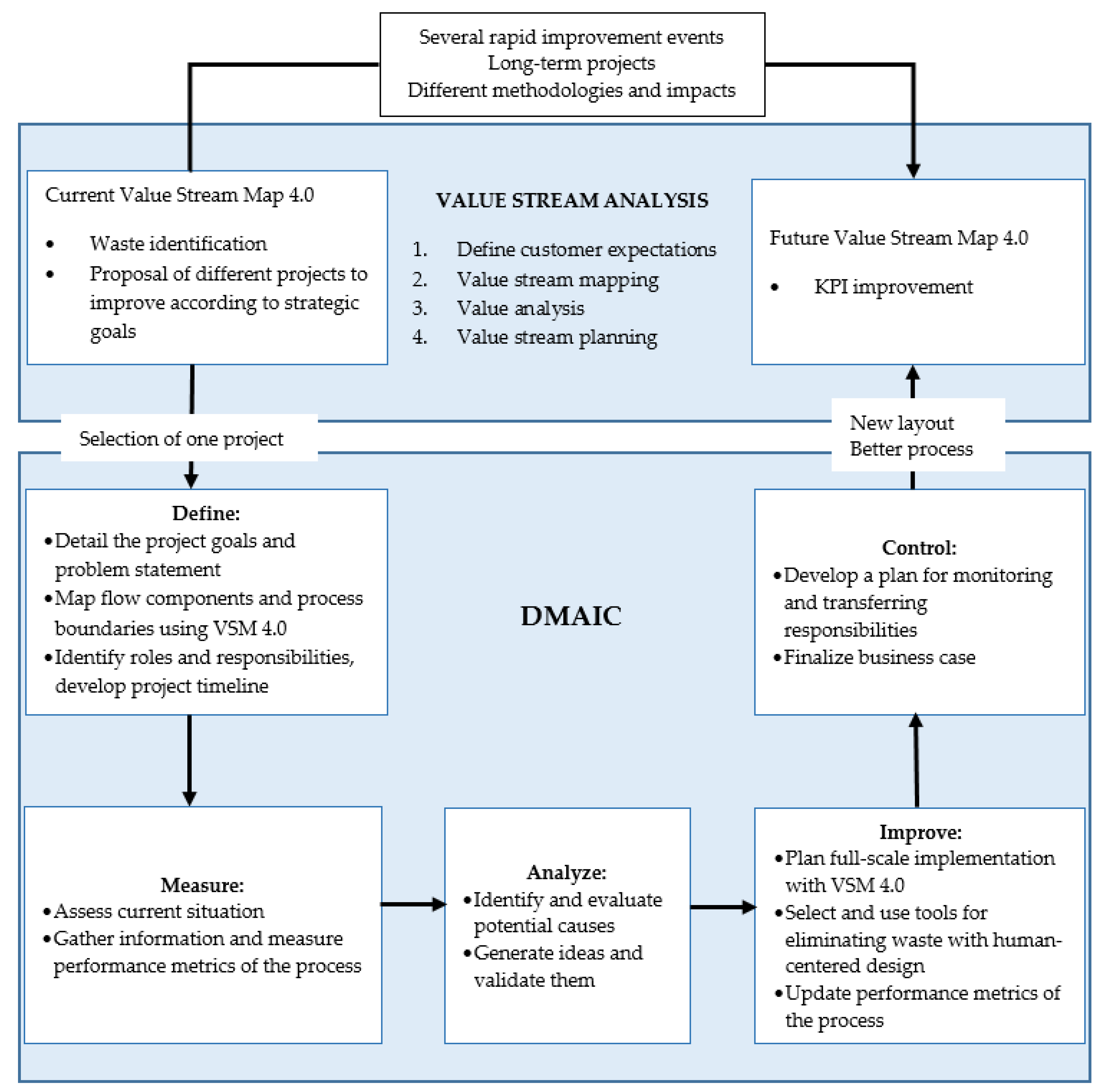
3. Research Method
4. Case Study
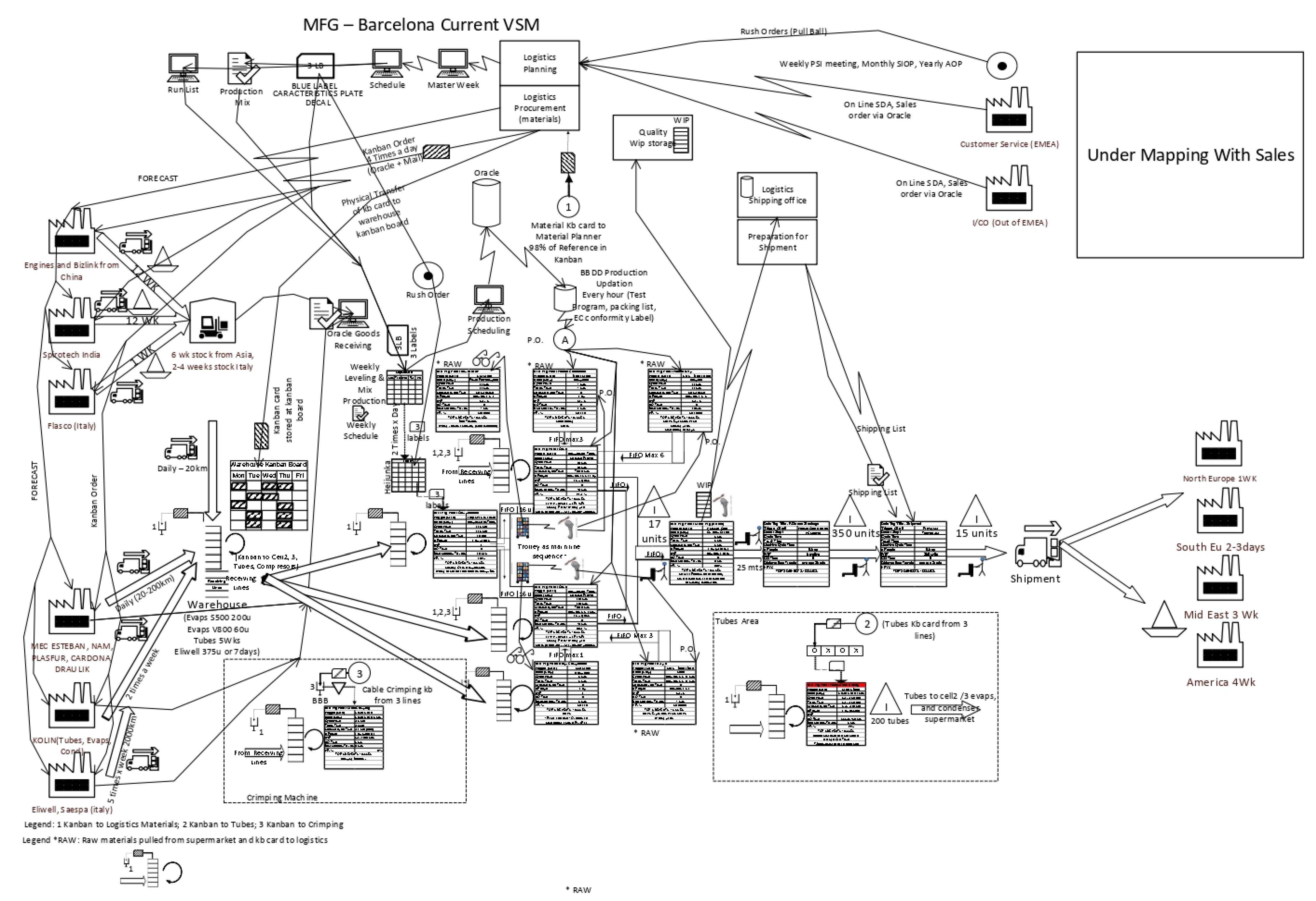
4.1. Define
4.2. Measure
- (1)
- The worker uses hand movements (1,7) to travel from their current workplace to the picking workstation and back. However, because the worker is continually changing jobs, this mobility wastes time and reduces productivity and concentration.
- (2)
- Picking up (4) parts is inefficient, since workers are continually comparing the panel to the materials.
- (3)
- Mislabeling (6) is common due to the presence of tags from several kits on the table. As a result, the worker must pay close attention to picking up the correct one and comparing it to the unit.
- (4)
- Movement due to an insufficient inventory (8) occurs with every 200 kits, or every two production days. The worker has to leave the line for about two minutes to gather extra material for the kits when the boxes containing parts run out of material.
4.3. Analyze
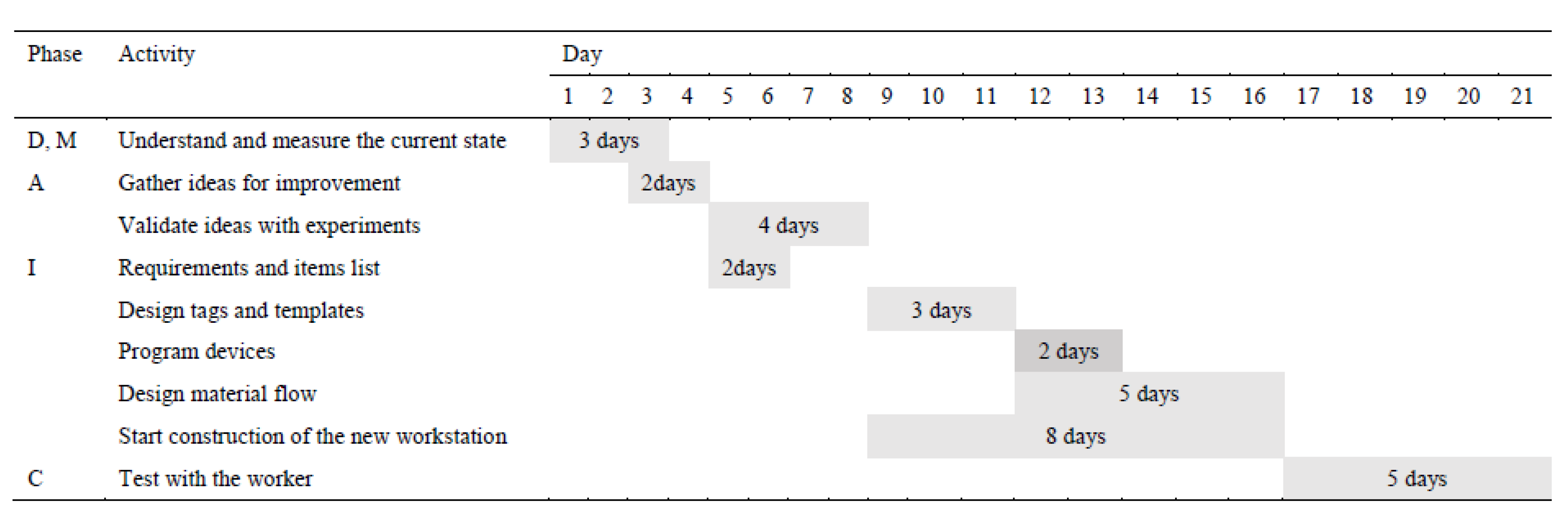
4.4. Improve
- (1)
- The ability of the worker. Project team members concluded that, if the process was well-structured, simplified, and predictable, workers would be able to complete the work. Therefore, the team established a path that is fully integrated with the workers. The path is designed to last for two months, starting and ending every day for 3 and 6 h successively.
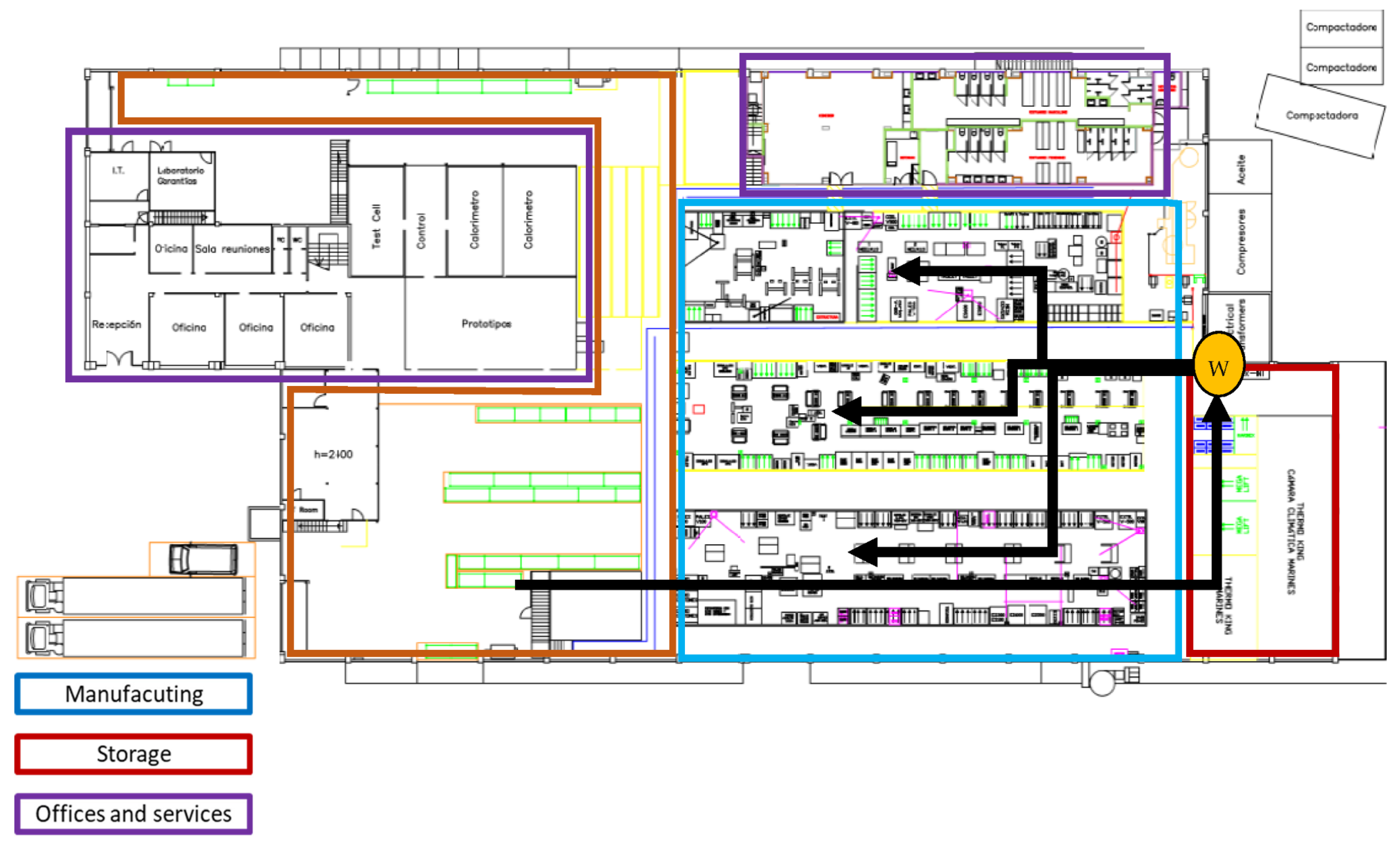
- (2)
- The workstation location. In addition to safety managers and work instructors, the team opted to move the workstations further from the production line, simplifying the material flow. Four types of waste identified in the measure phase were taken into consideration when rearranging the location. The location is at the beginning of the line and the kit is to remain with the structure. The new locations marked with w in the factory layout (Figure 4) illustrate how the workers can be placed at the beginning and center of the production lines in order to distribute the kits to the ends of the three assembly lines. The black arrows in Figure 4 show the incoming and outgoing material flows.
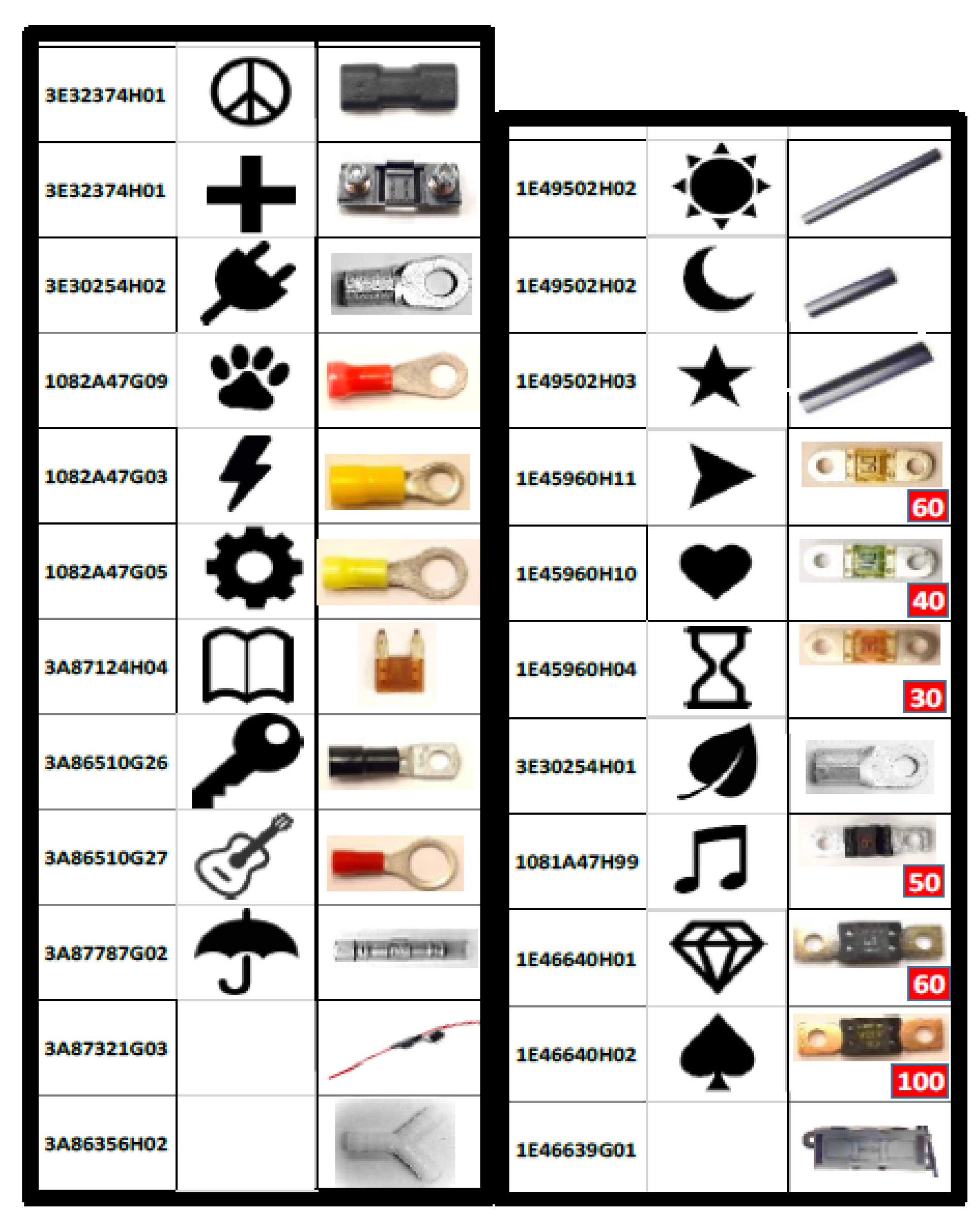
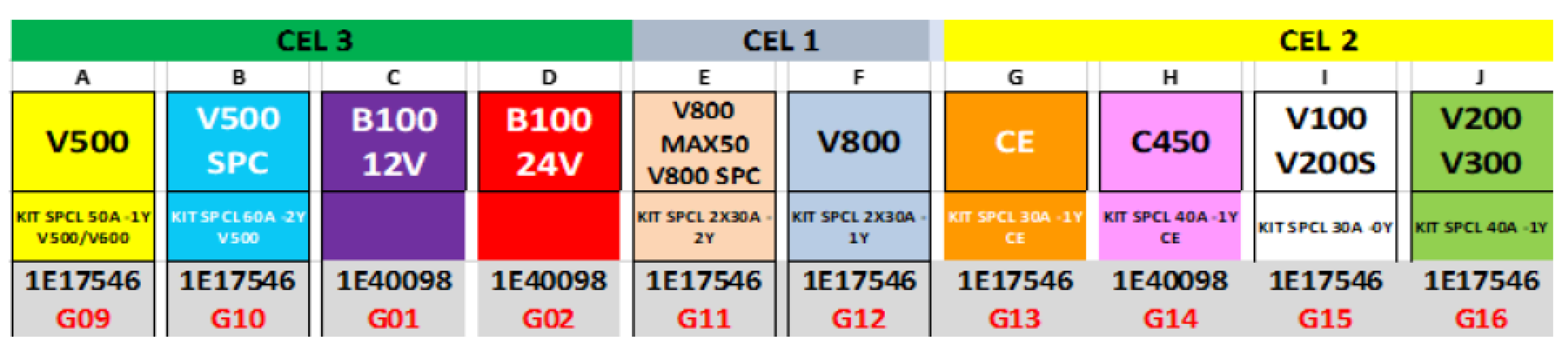
- (3)
- Part and kit codes. To speed up the picking process, all parts and kits required simple coding. The team chose to use symbols to code the parts (Figure 5) and colors to code the kits (Figure 6). Since some parts are already easily identifiable, they do not have any associated symbols. A symbol with an alternate reference number is placed next to the part image. The kits are color-coded and have letters to name them. With this simplification of the parts and kits, templates and tags could be designed effectively.
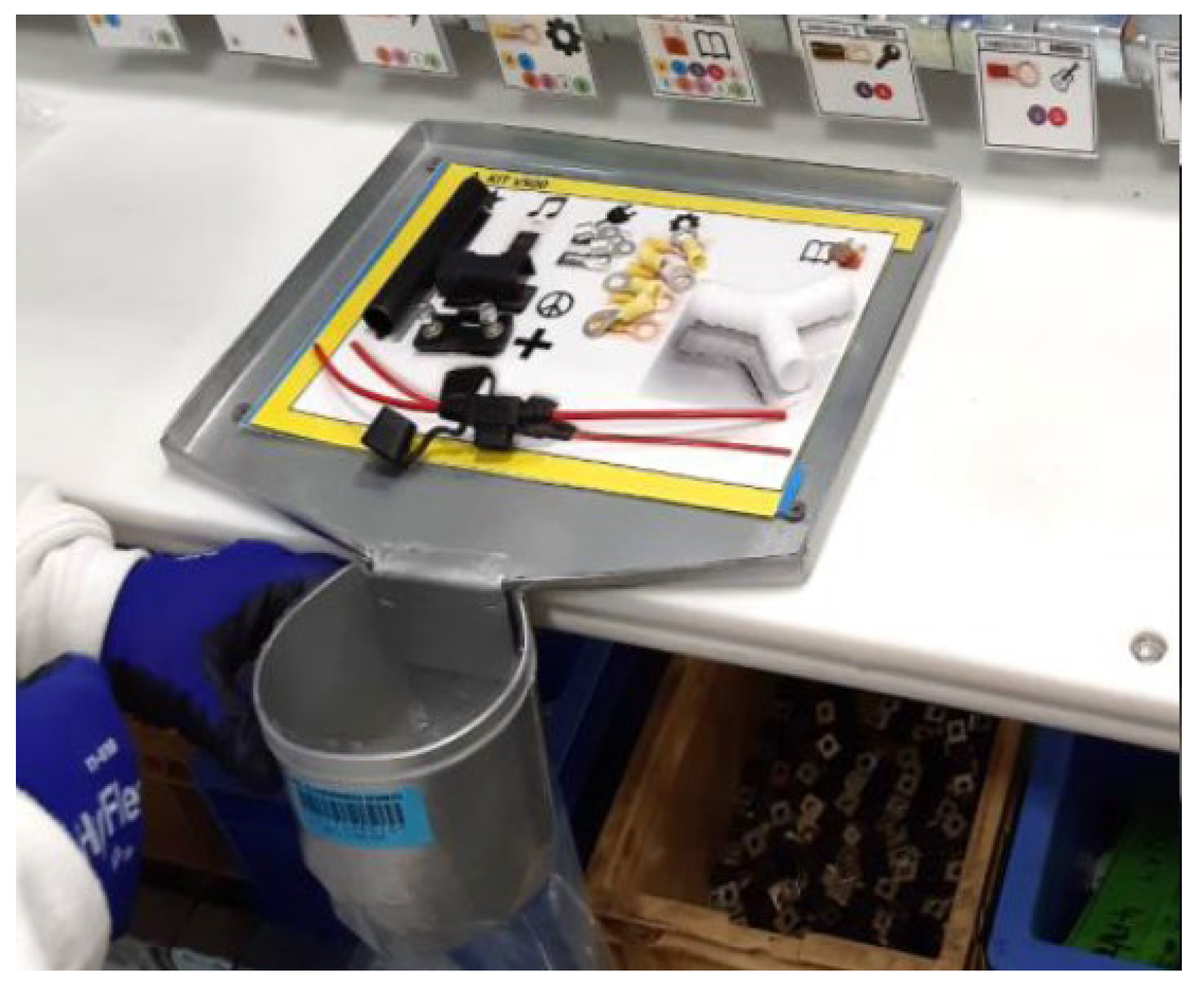
- (4)
- Templates and trays. The template in Figure 7 depicts the actual dimensions used to identify the surrounding colors of the kit and provide an image of the part, so that workers can easily view the part on the top of the picture. There are tapes behind the template for fixing the metal tray. Figure 8 shows a tray with a funnel placed below it at a low height to prevent parts from falling out of the tray.
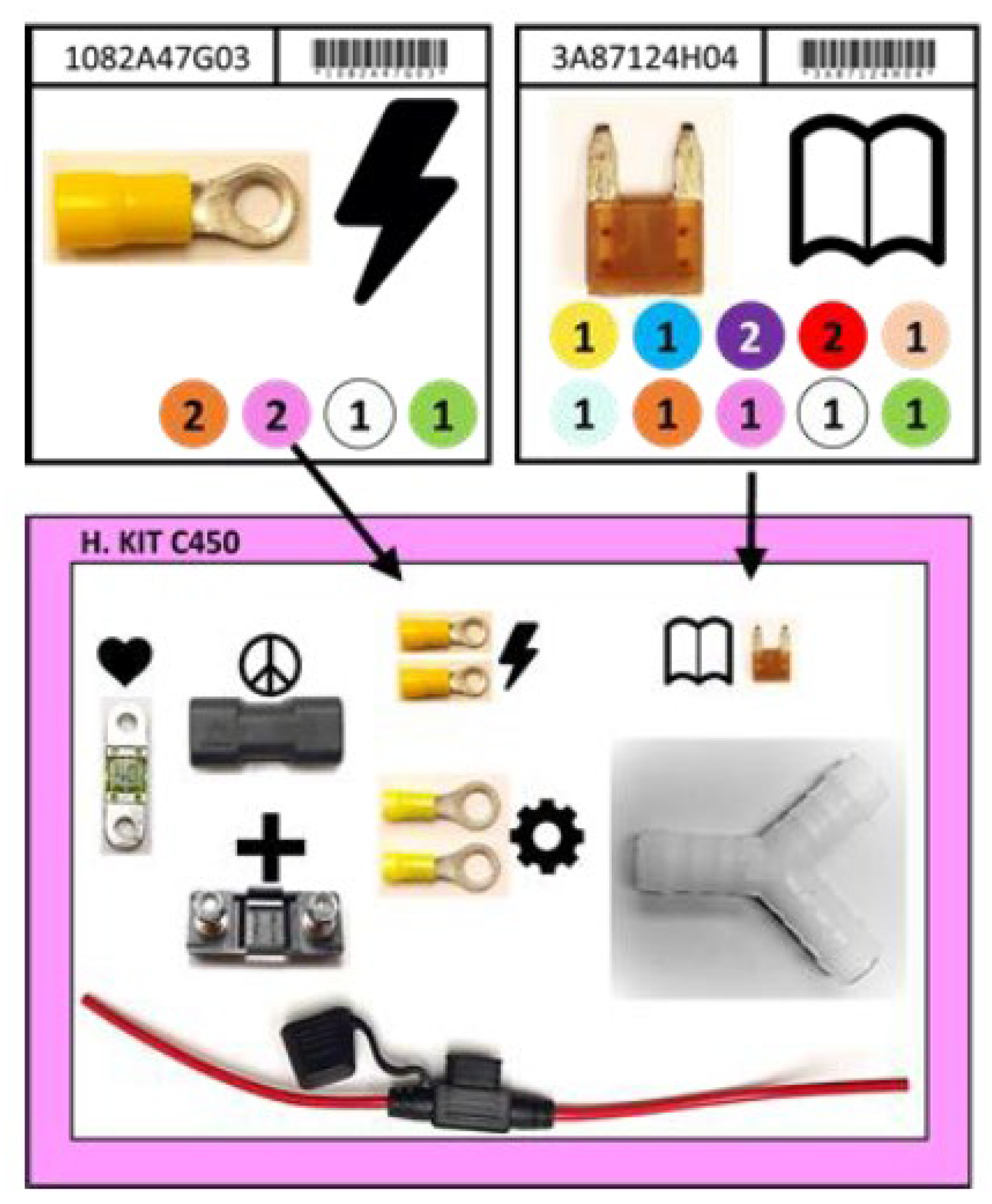
- (5)
- Identification card. The appearance of the card allows for quick viewing for the selection of parts. It was deemed that the cards should have a visible picture of the parts and symbols and include colors and quantities to indicate to the workers which kit they correspond to. Figure 9 illustrates how the templates and cards work together.
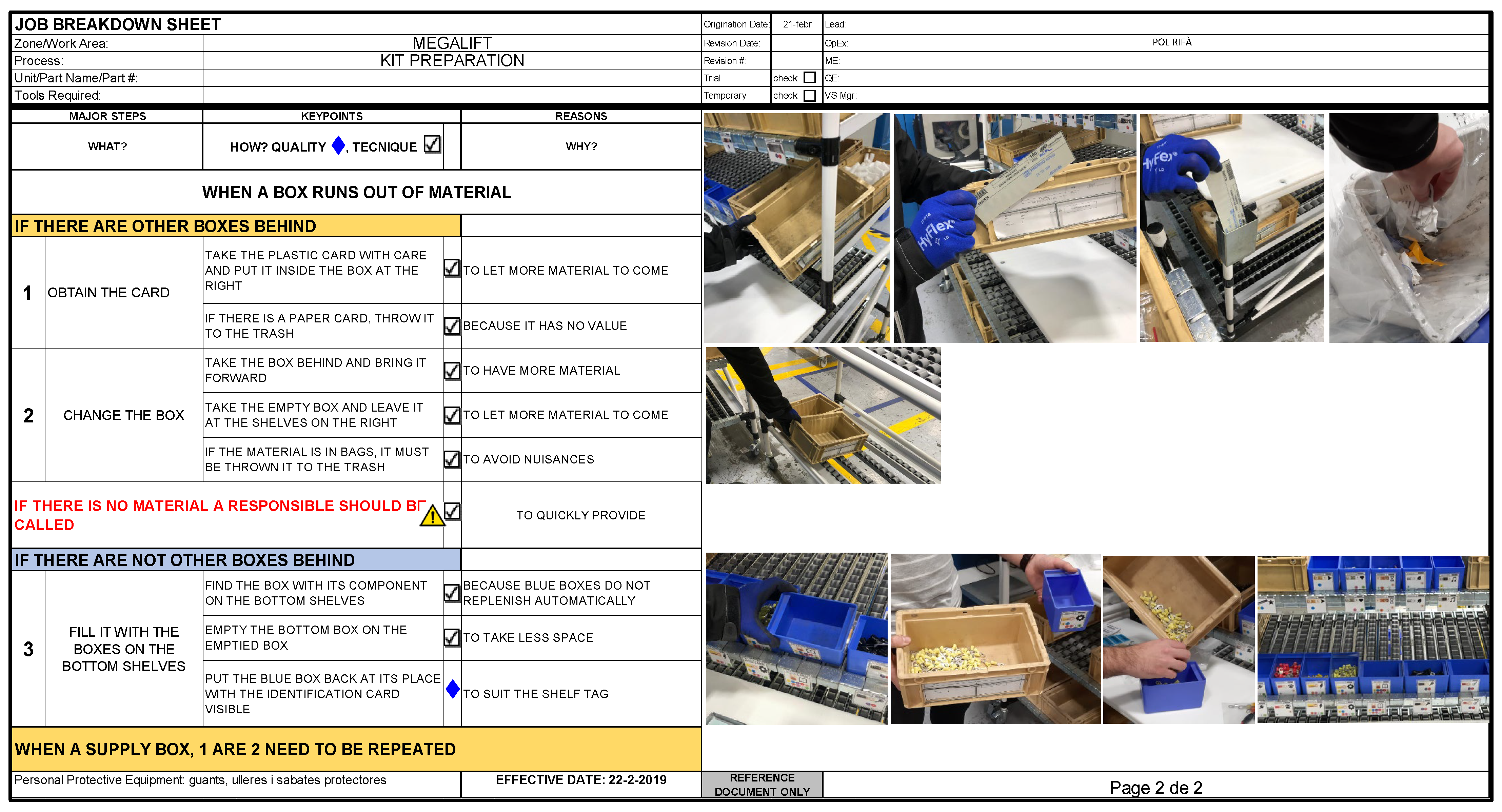
- (6)
- Box location and size. All parts are divided into three sizes of box: small, medium, and large. The locations of the boxes are sorted according to the frequency of their replenishment: very frequent, common, and rare. Other important considerations are that all boxes must be within reach of the worker (no walking required) and that boxes containing more frequently used items should be in the center. A complete image of the workstation is shown in Figure 10.
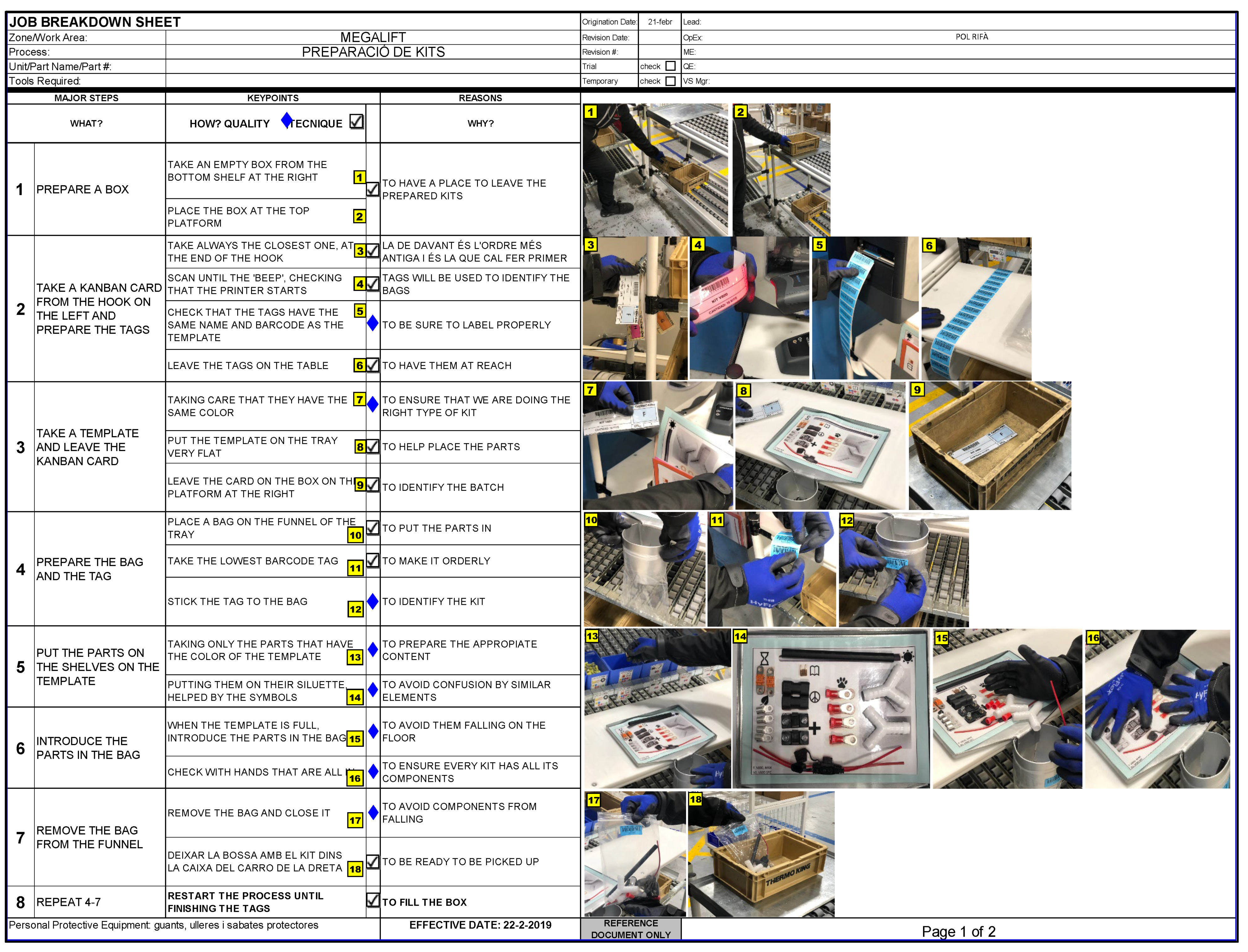
- (7)
- Kanban and first-in, first-out (FIFO) order tracking. The team decided to implement a FIFO rail, where the production manager hung Kanban cards according to the production needs. In addition, barcodes on the Kanban cards are to be scanned to identify the bags and boxes where the kits are to be stored in the production line.
- (8)
- Scan and print barcode tags on site. After the worker picked up the Kanban card, they scanned the barcode on the Kanban card to obtain the tag for the automatic printer. The purpose of this process is to avoid mislabeling, as Poka-Yoke prevents workers from making mistakes. Workers fill the bag with the appropriate pieces until all tags are used up, after the tags are created and placed next to the tray in the preparation kit. When all the tags in a batch are used up, workers place a box of kits into the outbox, remove the next Kanban card, and start a new batch.
- (9)
- Outbox. Workers can find boxes with batches of kits on the right side of the map. Replenishers deliver full boxes to the line every hour. Inside the box, there is a level surface and a ramp to place the finished boxes on, and there is space for storing the next batch of empty boxes.
- (10)
4.5. Control
4.6. Financial Effect
- Space: free up 8 m2, transitioning from 11 m2 in three different locations to 3 m2 in one location.
- Productivity: a 63 s bottleneck for three production lines, enabling increased production.
- Quality: increase the yield rate from 98% to 100%.
- Inventory: transition from three places to one place, so that the volume is reduced by 40%. Initial cost: EUR 2200.
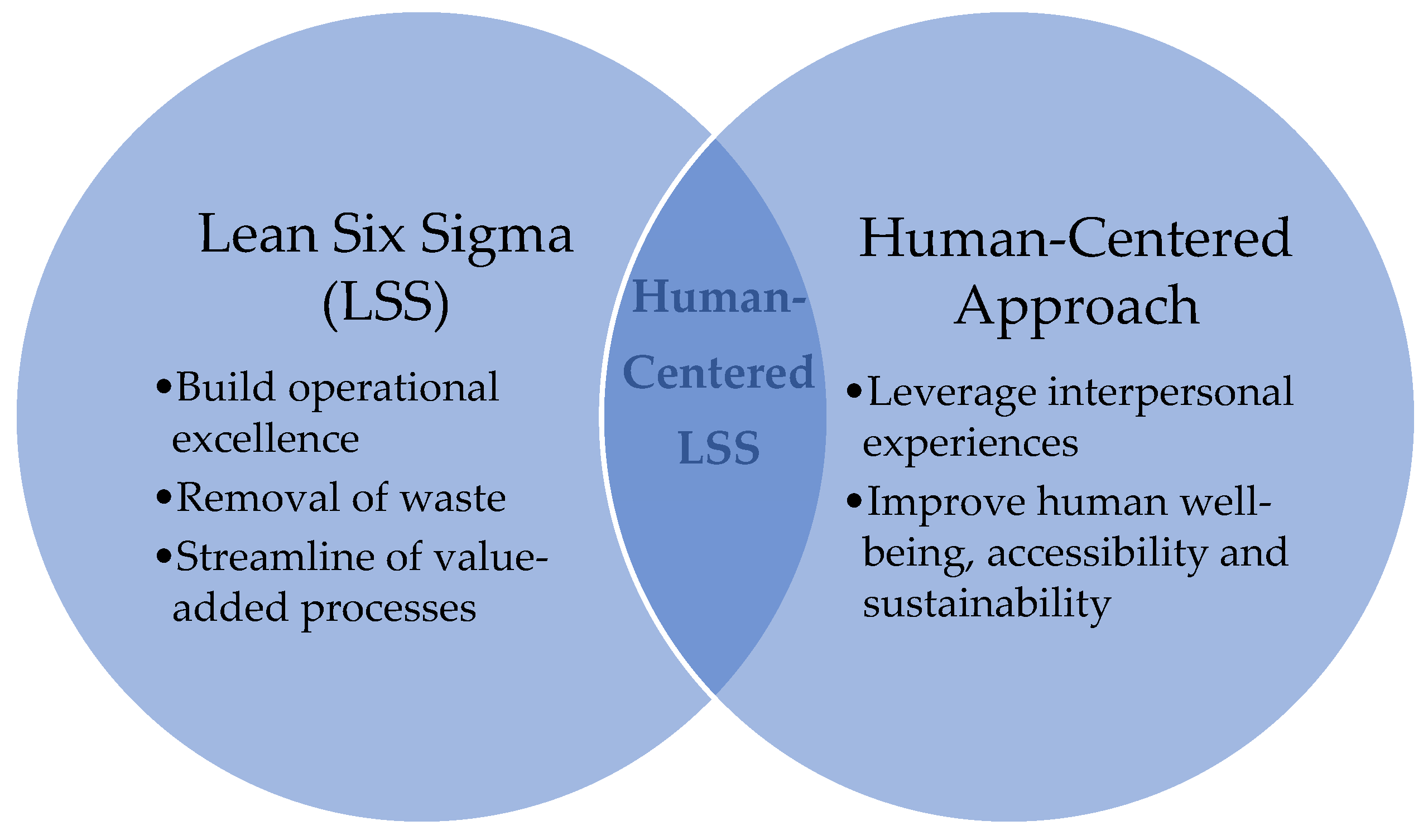
4.7. Human-Centered LSS Framework
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Turk, M.; Pipan, M.; Simic, M.; Herakovic, N. A Smart Algorithm for Personalizing the Workstation in the Assembly Process. Appl. Sci. 2020, 10, 8624. [Google Scholar] [CrossRef]
- Piccinini, P.; Gamberini, R.; Prati, A.; Rimini, B.; Cucchiara, R. An Automated Picking Workstation for Healthcare Applications. Comput. Ind. Eng. 2013, 64, 653–668. [Google Scholar] [CrossRef]
- Albliwi, S.A.; Antony, J.; Lim, S.A.H. A Systematic Review of Lean Six Sigma for the Manufacturing Industry. Bus. Process Manag. J. 2015, 21, 665–691. [Google Scholar] [CrossRef]
- Timans, W.; Ahaus, K.; van Solingen, R.; Kumar, M.; Antony, J. Implementation of Continuous Improvement Based on Lean Six Sigma in Small- and Medium-Sized Enterprises. Total Qual. Manag. Bus. Excell. 2016, 27, 309–324. [Google Scholar] [CrossRef]
- Raval, S.J.; Kant, R. Study on Lean Six Sigma Frameworks: A Critical Literature Review. Int. J. Lean Six Sigma 2017, 8, 275–334. [Google Scholar] [CrossRef]
- Gupta, V.; Acharya, P.; Patwardhan, M. A Strategic and Operational Approach to Assess the Lean Performance in Radial Tyre Manufacturing in India. Int. J. Product. Perform. Manag. 2013, 62, 634–651. [Google Scholar] [CrossRef]
- Chiarini, A. Sustainable Manufacturing-Greening Processes Using Specific Lean Production Tools: An Empirical Observation from European Motorcycle Component Manufacturers. J. Clean. Prod. 2014, 85, 226–233. [Google Scholar] [CrossRef]
- Singh, M.; Rathi, R. Investigation and Modeling of Lean Six Sigma Barriers in Small and Medium-Sized Industries Using Hybrid ISM-SEM Approach. Int. J. Lean Six Sigma 2021, 12, 1115–1145. [Google Scholar] [CrossRef]
- Panwar, A.; Jain, R.; Rathore, A.P.S. Lean Implementation in Indian Process Industries—Some Empirical Evidence. J. Manuf. Technol. Manag. 2015, 26, 131–160. [Google Scholar] [CrossRef]
- Jasti, N.V.K.; Kodali, R. Lean Production: Literature Review and Trends. Int. J. Prod. Res. 2015, 53, 867–885. [Google Scholar] [CrossRef]
- Thomas, A.J.; Ringwald, K.; Parfitt, S.; Davies, A.; John, E. An Empirical Analysis of Lean Six Sigma Implementation in SMEs—A Migratory Perspective. Int. J. Qual. Reliab. Manag. 2014, 31, 888–905. [Google Scholar] [CrossRef]
- Shokri, A. Quantitative Analysis of Six Sigma, Lean and Lean Six Sigma Research Publications in Last Two Decades. Int. J. Qual. Reliab. Manag. 2017, 34, 598–625. [Google Scholar] [CrossRef]
- Swarnakar, V.; Singh, A.R.; Antony, J.; Tiwari, A.K.; Cudney, E.; Furterer, S. A Multiple Integrated Approach for Modelling Critical Success Factors in Sustainable LSS Implementation. Comput. Ind. Eng. 2020, 150, 106865. [Google Scholar] [CrossRef]
- Habidin, N.F.; Mohd Yusof, S. Critical Success Factors of Lean Six Sigma for the Malaysian Automotive Industry. Int. J. Lean Six Sigma 2013, 4, 60–82. [Google Scholar] [CrossRef]
- Kornfeld, B.; Kara, S. Selection of Lean and Six Sigma Projects in Industry. Int. J. Lean Six Sigma 2013, 4, 4–16. [Google Scholar] [CrossRef]
- Laureani, A.; Antony, J. Critical Success Factors for the Effective Implementation of Lean Sigma: Results from an Empirical Study and Agenda for Future Research. Int. J. Lean Six Sigma 2012, 3, 274–283. [Google Scholar] [CrossRef]
- Dos Santos, Z.G.; Vieira, L.; Balbinotti, G. Lean Manufacturing and Ergonomic Working Conditions in the Automotive Industry. Procedia Manuf. 2015, 3, 5947–5954. [Google Scholar] [CrossRef]
- Nunes, I.L. Integration of Ergonomics and Lean Six Sigma: A Model Proposal. Procedia Manuf. 2015, 3, 890–897. [Google Scholar] [CrossRef]
- Psomas, E. Future Research Methodologies of Lean Manufacturing: A Systematic Literature Review. Int. J. Lean Six Sigma 2021, 12, 1146–1183. [Google Scholar] [CrossRef]
- Lobo Mesquita, L.; Lizarelli, F.L.; Duarte, S.; Oprime, P.C. Exploring Relationships for Integrating Lean, Environmental Sustainability and Industry 4.0. Int. J. Lean Six Sigma 2022, 13, 863–896. [Google Scholar] [CrossRef]
- Jasti, N.V.K.; Sharma, A. Lean Manufacturing Implementation Using Value Stream Mapping as a Tool: A Case Study from Auto Components Industry. Int. J. Lean Six Sigma 2014, 5, 89–116. [Google Scholar] [CrossRef]
- Cavone, G.; Epicoco, N.; Dotoli, M. Process Re-engineering Based on Colored Petri Nets: The Case of an Italian Textile Company. In Proceedings of the 2020 28th Mediterranean Conference on Control and Automation (MED), Saint-Raphael, France, 15–18 September 2020; pp. 856–861. [Google Scholar]
- Tresca, G.; Cavone, G.; Carli, R.; Cerviotti, A.; Dotoli, M. Automated Bin Packing: A Layer Building Matheuristics for Cost Effective Logistics. IEEE Trans. Autom. Sci. Eng. 2022, 19, 1599–1613. [Google Scholar] [CrossRef]
- Pinto, C.M.A.; Mendonça, J.; Babo, L.; Silva, F.J.G.; Fernandes, J.L.R. Analyzing the Implementation of Lean Methodologies and Practices in the Portuguese Industry: A Survey. Sustainability 2022, 14, 1929. [Google Scholar] [CrossRef]
- Balaji, V.; Venkumar, P.; Sabitha, M.S.; Amuthaguka, D. DVSMS: Dynamic Value Stream Mapping Solution by Applying IIoT. Sādhanā 2020, 45, 38. [Google Scholar] [CrossRef]
- Meudt, T.; Metternich, J.; Abele, E. Value Stream Mapping 4.0: Holistic Examination of Value Stream and Information Logistics in Production. CIRP Ann. Manuf. Technol. 2017, 66, 413–416. [Google Scholar] [CrossRef]
- Hartmann, L.; Meudt, T.; Seifermann, S. Value Stream Method 4.0: Holistic Method to Analyse and Design Value Streams in the Digital Age. Procedia CIRP 2018, 78, 249–254. [Google Scholar] [CrossRef]
- Ramadan, M.; Salah, B.; Othman, M. Industry 4.0-Based Real-Time Scheduling and Dispatching in Lean Manufacturing Systems. Sustainability 2020, 12, 2272. [Google Scholar] [CrossRef]
- Huang, Z.Y.; Kim, J.; Sadri, A. Industry 4.0: Development of a Multi-Agent System for Dynamic Value Stream Mapping in SMEs. J. Manuf. Syst. 2019, 52, 1–12. [Google Scholar] [CrossRef]
- Schoeman, Y.; Oberholster, P.; Somerset, V. Value Stream Mapping as a Support Management Tool to Identify the Flow of Industrial Waste: A Case Study. Sustainability 2021, 13, 91. [Google Scholar] [CrossRef]
- Qin, Y.; Liu, H. Application of Value Stream Mapping in E-Commerce: A Case Study on an Amazon Retailer. Sustainability 2022, 14, 713. [Google Scholar] [CrossRef]
- Guo, W.; Jiang, P.; Xu, L.; Peng, G. Integration of Value Stream Mapping with DMAIC for Concurrent Lean-Kaizen: A Case Study on an Air-Conditioner Assembly Line. Adv. Mech. Eng. 2019, 11, 1–17. [Google Scholar] [CrossRef]
- Salah, S.; Rahim, A. An Integrated Company-Wide Management System; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- De Mast, J.; Lokkerbol, J. An Analysis of the Six Sigma DMAIC Method from the Perspective of Problem Solving. Int. J. Prod. Econ. 2012, 139, 604–614. [Google Scholar] [CrossRef]
- Gupta, S.; Jain, S.K. A Literature Review of Lean Manufacturing. Int. J. Manag. Sci. Eng. Manag. 2013, 8, 241–249. [Google Scholar] [CrossRef]
- Marques, P.A.; Carvalho, A.M.; Santos, J.O. Improving Operational and Sustainability Performance in a Retail Fresh Food Market Using Lean: A Portuguese Case Study. Sustainability 2022, 14, 403. [Google Scholar] [CrossRef]
- Monroe, K.; Fick, F.; Joshi, M. Successful Integration of Ergonomics into Continuous Improvement Initiatives. Work 2012, 41, 1622–1624. [Google Scholar] [CrossRef]
- Montgomery, D.C. Lean Six Sigma and Promoting Innovation. Qual. Reliab. Eng. Int. 2014, 30, 1. [Google Scholar] [CrossRef]
- Hannola, L.; Richter, A.; Richter, S.; Stocker, A. Empowering Production Workers with Digitally Facilitated Knowledge Processes—A Conceptual Framework. Int. J. Prod. Res. 2018, 56, 4729–4743. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | Tools | Activities |
|---|---|---|
| Define | VSM 4.0 (current state) |
|
| Project charter |
| |
| SIPOC diagram |
| |
| Gemba | ||
| Measure | Key performance indicator (KPI) |
|
| Data visualization |
| |
| Analyze | 5 Whys | Identify problem and solution |
| Improve | Kaizen events |
|
| VSM 4.0 (future state) |
| |
| ||
| ||
| Control | Brainstorming the risks and countermeasures |
|
|
| Indicator | Safety | Quality | Delivery | Inventories | Employee Engagement | Growth |
|---|---|---|---|---|---|---|
| Current state | No accident in the past 10 years | There is no systematic categorizing of problems | A total of 2–3 days in Southern Europe, 1 week in Northern Europe, 3 weeks in the Middle East, 4 weeks in America | More than 75% of the references had a delivery time of less than three days | Recently, there has been a decrease in employee engagement | Around 30% of the weeks show operation at full capacity |
| KPI | Number of workdays missed due to working accidents | The number of warrantee requests received within the first six months after delivery | Percentage of units delivered on time | Percentage of the cost of inventories reduced from the current level | Employees’ average satisfaction ratings | Maximum capacity |
| Projects | Keep track of minor bolt and screw inventories | Create an effective diagnosis and classification system | Improve assembly line capability and design a workstation efficiently | Unify workstations and sites along the line where materials are held | Improve line balance and the ability to react and adjust production levels quickly | Restructure the lines and unify some identical workstations in each line |
| No. | Action Name | Type | Rounded Time (s) |
|---|---|---|---|
| 1 | Going to the workstation after leaving the unit | Movement (5 m) | 10 |
| 2 | Verifying the name of the unit that is being prepared | Visual inspection | 2 |
| 3 | Finding barcodes | Hand movement | 4 |
| 4 | Picking an empty bag | Hand movement | 2 |
| 5 | Finding appropriate objects | Hand movement × 10 | 3 × 10 |
| 6 | Tagging the bag | Hand movement | 5 |
| 7 | Return to the unit with the kit | Movement (5 m) | 10 |
| TOTAL | 63 | ||
| 8 * | Going to a different place to search for missing components | Movement | 120 |
| Waste | Movement to and from the Picking Workstation | Slow Pick-Up Process | Mislabeling | Missing Parts | The Movement Caused by the Inventory Break |
|---|---|---|---|---|---|
| Problem | Changing workstations wastes a lot of time for the worker | Picking up materials is a time-consuming and wasteful activity | The barcode stickers on the kits do not identify them well | Many of the kits are incomplete | The worker must leave the line in order to obtain more material |
| 1st Why | A worker must prepare a kit every time a machine is due to be packaged | The worker must keep an eye on the panel at all times | A worker inserts an incorrect barcode | They were not placed inside the bag by the worker | One of the components was depleted |
| 2nd Why | The main assembly process is serially integrated with the kits | There is no easy way to tell what is in each kit | There are many barcodes on the table, and they all look the same | The worker forgot to bring a specific item | The material levels are insufficient for allowing for frequent replenishment |
| 3rd Why | One-piece flow is the production method used | In the boxes, there are no visual aids | Workers have already printed many of them | The worker has no means of knowing if the object was already inside | Every part has three distinct points, and there is not enough room in the workstation for an additional secondary box with parts |
| 4th Why | The boxes come from the resupply, which is not visually altered | The printer is a long distance away, and employees rarely visit it | The worker arranges the items one by one | ||
| 5th Why | They have no place to be visualized | ||||
| Solution | Remove the process off the mainline and work in batches. The process will become more agile with repetition | Visual identifications on boxes should be visible without having to look at the panel | Tags with various barcodes should not coexist on the table. The printer should be placed close to the table, and only the necessary documents should be printed | Before placing items in the bag, they should all be arranged on a tray to ensure that none are missing | Combine the three inventory points and make room for more component boxes next to the current ones |
| Risk | Countermeasure |
|---|---|
| The workstation does not include all of the factory’s kits | Other picking workstations continue to operate as usual |
| The template and cards are most likely incorrect | During the first week, small quantities of all the different kits are used and another worker double-checks the quality of the kits |
| Any discomfort experienced by the worker as a result of the workstation improvements | The worker’s motions are studied in real time by the safety department in order to detect any weariness or potentially harmful movements |
| Replenishers are not assigned to the new material locations | A regular reminder to monitor the workstation is issued over the first two weeks |
| The worker is not able to deliver satisfactory results | During the first month, the worker keeps track of the number and type of kits created |
| State | Hours/Day | Week | 1 | 2 | 3 | 4 | 5 | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Day | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | ||
| Taught by instructor | 3 | 56 | 75 | |||||||||||||||||
| Surveillance at work | 3 | 70 | 83 | 95 | 90 | |||||||||||||||
| Working alone, quality checks | 4 | 133 | 145 | 140 | 135 | 152 | 142 | 135 | 137 | |||||||||||
| Normal workload | 4 | 160 | 153 | 158 | 140 | |||||||||||||||
| Total | 201 | 268 | 553 | 566 | 611 | |||||||||||||||
| Kits/hour | 19 | 25 | 23 | 28 | 32 | 30 | 33 | 36 | 35 | 34 | 38 | 36 | 34 | 34 | 40 | 38 | 40 | 35 | ||
| Description | Item | Cost (EUR) |
|---|---|---|
| Cost of the materials for the workstation design | Bench, computer, printer | 4.000 |
| Salaried employees cost of project execution | 60 h (EUR 30/h) | 1.800 |
| Cost of additional employee (within the inclusion plan) | Part-time contract | 1.200/month |
| Impact | Item | Savings (EUR) |
|---|---|---|
| Space | 8 m2 freed | 8.000 |
| Assembly time in the line | 63 s/unit | 0.4/unit |
| Inventory reduction | 40% of EUR 2200 | 880 |
| Quality claims by missing parts | 5 claims/month | 500/month |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, F.-K.; Rahardjo, B.; Rovira, P.R. Lean Six Sigma with Value Stream Mapping in Industry 4.0 for Human-Centered Workstation Design. Sustainability 2022, 14, 11020. https://doi.org/10.3390/su141711020
Wang F-K, Rahardjo B, Rovira PR. Lean Six Sigma with Value Stream Mapping in Industry 4.0 for Human-Centered Workstation Design. Sustainability. 2022; 14(17):11020. https://doi.org/10.3390/su141711020
Chicago/Turabian StyleWang, Fu-Kwun, Benedictus Rahardjo, and Pol Rifa Rovira. 2022. "Lean Six Sigma with Value Stream Mapping in Industry 4.0 for Human-Centered Workstation Design" Sustainability 14, no. 17: 11020. https://doi.org/10.3390/su141711020