
Effects of Heating Rate and Temperature on the Yield of Thermal Pyrolysis of a Random Waste Plastic Mixture

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Plastic-Waste Thermal Pyrolysis (PP, LDPE, HDPE)
3. Materials and Methods
3.1. Raw Material Characteristics
3.2. Experimental Setup and Procedure
4. Results and Discussion
4.1. Raw Material Composition
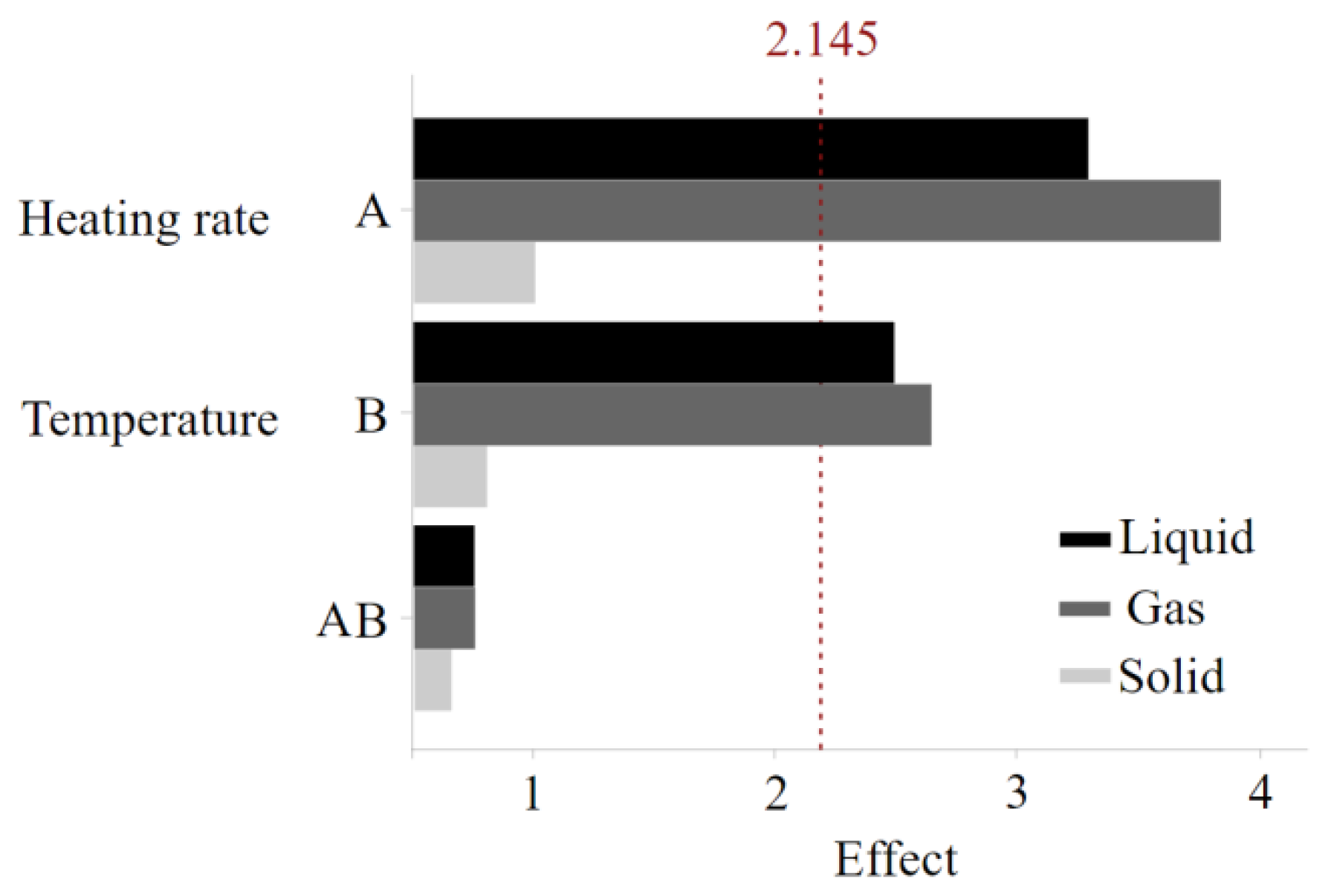
4.2. Influence of the Temperature and Heating Rate on the Pyrolytic-Process Yield
4.3. Liquid Product Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ritchie, H.; Roser, M. Plastic Pollution. Available online: https://ourworldindata.org/plastic-pollution (accessed on 18 June 2022).
- Sharma, B.; Shekhar, S.; Sharma, S.; Jain, P. The paradigm in conversion of plastic waste into value added materials. Clean. Eng. Technol. 2021, 4, 100254. [Google Scholar] [CrossRef]
- Margallo, M.; Ziegler-Rodriguez, K.; Vázquez-Rowe, I.; Aldaco, R.; Irabien, Á.; Kahhat, R. Enhancing waste management strategies in Latin America under a holistic environmental assessment perspective: A review for policy support. Sci. Total Environ. 2019, 689, 1255–1275. [Google Scholar] [CrossRef] [PubMed]
- ASTM D5033; Standard Guide for Development of ASTM Standards Relating to Recycling and Use of Recycled Plastics. ASTM: West Conshohocken, PA, USA, 2000.
- ASTM D7209; Standard Guide for Waste Reduction, Resource Recovery, and Use of Recycled Polymeric Materials and Products. ASTM: West Conshohocken, PA, USA, 2006.
- Panda, A.K. Studies on Process Optimization for Production of Liquid Fuels from Waste Plastics. Ph.D. Thesis, National Institute of Technology Rourkela, Rourkela, India, 2011. [Google Scholar]
- Ignatyev, I.A.; Thielemans, W.; Vander Beke, B. Recycling of polymers: A review. ChemSusChem 2014, 7, 1579–1593. [Google Scholar] [CrossRef] [PubMed]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Panda, A.K.; Singh, R.K. A review on tertiary recycling of high-density polyethylene to fuel. Resour. Conserv. Recycl. 2011, 55, 893–910. [Google Scholar] [CrossRef]
- Dogu, O.; Pelucchi, M.; Van de Vijver, R.; Van Steenberge, P.H.; D’hooge, D.R.; Cuoci, A.; Mehl, M.; Frassoldati, A.; Faravelli, T.; Van Geem, K.M. The chemistry of chemical recycling of solid plastic waste via pyrolysis and gasification: State-of-the-art, challenges, and future directions. Prog. Energy 2021, 84, 100901. [Google Scholar] [CrossRef]
- Kasar, P.; Sharma, D.; Ahmaruzzaman, M. Thermal and catalytic decomposition of waste plastics and its co-processing with petroleum residue through pyrolysis process. J. Clean. Prod. 2020, 265, 121639. [Google Scholar] [CrossRef]
- OECD. Global Plastics Outlook: Economic Drivers, Environmental Impacts and Policy Options; OECD Publishing: Paris, France, 2022. [Google Scholar] [CrossRef]
- ANIPAC (Asociación Nacional de la Industria del Plástico, A.C.). First Quantitative Study of the Recycling Industry in Mexico. Available online: https://www.plastico.com/asociaciones/Anipac+3106775?idioma=en (accessed on 18 June 2022). (In Spanish).
- FakhrHoseini, S.M.; Dastanian, M. Predicting pyrolysis products of PE, PP, and PET using NRTL activity coefficient model. J. Chem. 2013, 2013. [Google Scholar] [CrossRef]
- Ahmad, I.; Khan, M.I.; Khan, H.; Ishaq, M.; Tariq, R.; Gul, K.; Ahmad, W. Pyrolysis study of polypropylene and polyethylene into premium oil products. Int. J. Green Energy 2015, 12, 663–671. [Google Scholar] [CrossRef]
- Sharuddin, S.D.A.; Abnisa, F.; Daud, W.M.A.W.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Marcilla, A.; Beltrán, M.; Navarro, R. Thermal and catalytic pyrolysis of polyethylene over HZSM5 and HUSY zeolites in a batch reactor under dynamic conditions. Appl. Catal. B Environ. 2009, 86, 78–86. [Google Scholar] [CrossRef]
- Donaj, P.J.; Kaminsky, W.; Buzeto, F.; Yang, W. Pyrolysis of polyolefins for increasing the yield of monomers’ recovery. Waste Manag. 2012, 32, 840–846. [Google Scholar] [CrossRef] [PubMed]
- Papuga, S.V.; Gvero, P.M.; Vukić, L.M. Temperature and time influence on the waste plastics pyrolysis in the fixed bed reactor. Therm. Sci. 2016, 20, 731–741. [Google Scholar] [CrossRef] [Green Version]
- Montgomery, D.C.; Runger, G.C. Applied Statistics and Probability for Engineers; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Montgomery, D.C. Statistical Quality Control; John Wiley & Sons: Hoboken, NJ, USA, 1996. [Google Scholar]
- Al-Bayaty, S.A.; Al-Uqaily, R.A.H.; Hameed, S. Study of thermal degradation kinetics of high density polyethlyene (HDPE) by using TGA technique. In Proceedings of the 8th International Conference on Applied Science and Technology (ICAST 2020), Karbala, Iraq, 15–16 April 2020. [Google Scholar] [CrossRef]
- Ali, Z.I.; Youssef, H.A.; Said, H.M.; Saleh, H.H. Thermal stability of LDPE, iPP and their blends. Thermochim. Acta 2005, 438, 70–75. [Google Scholar] [CrossRef]
- Majewsky, M.; Bitter, H.; Eiche, E.; Horn, H. Determination of microplastic polyethylene (PE) and polypropylene (PP) in environmental samples using thermal analysis (TGA-DSC). Sci. Total Environ. 2016, 568, 507–511. [Google Scholar] [CrossRef] [PubMed]
- Heywood, J.B. Internal Combustion Engine Fundamentals, 2nd ed.; McGraw-Hill Education: New York, NY, USA, 2018. [Google Scholar]
- Thahir, R.; Altway, A.; Juliastuti, S.R. Production of liquid fuel from plastic waste using integrated pyrolysis method with refinery distillation bubble cap plate column. Energy Rep. 2019, 5, 70–77. [Google Scholar] [CrossRef]
- Mansor, W.N.W.; Razali, N.A.; Abdullah, S.; Jarkoni, M.N.K.; Sharin, A.B.E.; Abd Kadir, N.H.; Ramli, A.; Chao, H.-R.; Lin, S.-L.; Jalaludin, J. A Review of Plastic-derived Diesel Fuel as a Renewable Fuel for Internal Combustion Engines: Applications, Challenges, and Global Potential. In IOP Conference Series: Earth and Environmental Science, Proceedings of the 1st International Conference of Air Quality & Climate Change and 3rd Malaysia Air Quality Annual Symposium, Online, 17–18 November 2021; IOP Publishing: Bristol, UK, 2022; p. 012014. [Google Scholar]
- Kassargy, C.; Awad, S.; Burnens, G.; Kahine, K.; Tazerout, M. Gasoline and diesel-like fuel production by continuous catalytic pyrolysis of waste polyethylene and polypropylene mixtures over USY zeolite. Fuel 2018, 224, 764–773. [Google Scholar] [CrossRef]
- Zaharin, M.S.M.; Abdullah, N.R.; Masjuki, H.H.; Ali, O.M.; Najafi, G.; Yusaf, T. Evaluation on physicochemical properties of iso-butanol additives in ethanol-gasoline blend on performance and emission characteristics of a spark-ignition engine. Appl. Therm. Eng. 2018, 144, 960–971. [Google Scholar] [CrossRef]
- Ibrahim, H.A.-H.; Al-Qassimi, M.M. Determination of calculated octane index for motor gasoline. Arab. J. Sci. Eng. 2000, 25, 179–186. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Plastic | Temperature [°C] | Heating Rate [°C/min] | Liquid Yield [wt%] | Gas Yield [wt%] | Solid Yield [wt%] | Reference |
|---|---|---|---|---|---|---|
| PP | 300–740 | 6–25 | 69.8–92.3 | 4.1–28.8 | 0.12–3.60 | [15,16,17] |
| LDPE | 425–600 | 3–10 | 51.0–95.0 | 5.0–24.2 | 0.16–7.50 | [15,17,18] |
| HDPE | 450–650 | 5–25 | 68.5–91.2 | 10.0–31.5 | 0.00–5.00 | [16,17,18] |
| Plastic Mix | Temperature | Residence Time | Liquid Yield | Gas Yield | Solid Yield | Reference | ||
|---|---|---|---|---|---|---|---|---|
| %PP | %LDPE | %HDPE | [°C] | [h] | [wt%] | [wt%] | [wt%] | |
| 24 | 46 | 30 | 650 | 3.25 | 48.40 | 36.90 | 15.70 | [19] |
| 730 | 2.98 | 44.70 | 42.40 | 13.90 | ||||
| 40 | 35 | 25 | 400 | 1.0 | 18.89 | 41.24 | 39.86 | [20] |
| 500 | 30.66 | 67.91 | 1.43 | |||||
| 450 | 26.68 | 47.87 | 25.46 | |||||
| 475 | 0.75 | 28.26 | 59.99 | 11.75 | ||||
| 500 | 32.80 | 65.75 | 1.46 | |||||
| 525 | 28.80 | 69.98 | 1.23 | |||||
| Type of Plastic | wt% |
|---|---|
| HDPE | 11.3 ± 0.8% |
| LDPE and PP | 85.2 ± 1.3% |
| Other materials | 3.5 ± 0.5% |
| Heat Rate [°C/min] | Temperature [°C] | C7–C10 | C11–C14 | C15–C30 | |
|---|---|---|---|---|---|
| Tt | Tb | ||||
| 10 | 380 | 410 | 57.23 | 24.84 | 17.94 |
| 400 | 430 | 57.47 | 22.09 | 20.44 | |
| 420 | 450 | 54.41 | 23.31 | 22.28 | |
| 440 | 500 | 59.37 | 20.88 | 19.75 | |
| 460 | 550 | 54.39 | 23.86 | 21.76 | |
| 19 | 380 | 410 | 57.98 | 23.47 | 18.55 |
| 400 | 430 | 56.53 | 21.72 | 21.77 | |
| 420 | 450 | 61.65 | 20.35 | 17.99 | |
| 440 | 500 | 60.40 | 23.79 | 15.81 | |
| 460 | 550 | 58.36 | 21.07 | 20.57 | |
| 28 | 380 | 410 | 62.15 | 18.83 | 19.02 |
| 400 | 430 | 55.54 | 23.82 | 20.63 | |
| 420 | 450 | 58.36 | 23.33 | 18.30 | |
| 440 | 500 | 55.17 | 22.70 | 22.14 | |
| 460 | 550 | 55.64 | 29.08 | 15.28 | |
| Temperature | Heating Values | |||
|---|---|---|---|---|
| [°C] | HR10 | HR19 | HR28 | |
| Tt | Tb | |||
| 380 | 410 | 46.05 | 46.14 | 46.03 |
| 400 | 430 | 46.09 | 45.96 | 45.92 |
| 420 | 450 | 46.29 | 45.58 | 45.81 |
| 440 | 500 | 45.88 | 45.17 | 46.19 |
| 460 | 550 | 46.02 | 45.57 | 44.98 |
| Properties | Pyrolytic Oil | Gasoline [27] | Diesel [27] |
|---|---|---|---|
| Calorific value [MJ/kg] | 45.85 | 45.6 | 43.5–55.7 |
| Kinematic viscosity at 40 °C [mm2/s] | 3.69 | 1.3–2.4 | 1.9–5.5 |
| Density [kg/m3] | 790 | 780 | 807 |
| Cetane index (CI) | 62.87 | – | Min. 30 * |
| Research octane number (RON) | – | 90.2–107.1 | – |
| Motor octane number (MON) | – | 82.6–103.1 | – |
| Chromatographic analysis (ASTM D 6729) [wt%] | |||
| Paraffins | 0.00 | 0.00 | 1.84 |
| Iso-Paraffins | 38.06 | 19.41 | 4.87 |
| Aromatic | 10.74 | 6.34 | 19.22 |
| Naphthas | 2.44 | 9.25 | 1.39 |
| Olefines | 11.31 | 40.60 | 0.48 |
| Oxygenated | 0.00 | 17.00 | 0.00 |
| Unknown | 37.44 | 7.39 | 72.2 |
| Properties | Fraction | Reference | ||
|---|---|---|---|---|
| Light (150 °C) | Medium (320 °C) | Heavy (460 °C) | ||
| Yield [wt%] | 21.12 ± 0.01 | 56.52 ± 0.01 | 22.36 ± 0.01 | – |
| Density at 20 °C [kg/m3] | 737 ± 0.01 | 784.00 ± 0.01 | – | ASTM D 1298 |
| Kinematic viscosity at 40 °C [mm2/s] | 0.66 ± 0.01 | 1.58 ± 0.01 | – | ASTM D 445 |
| Initial Boiling Point | 77.8 ± 0.1 | 134.3 ± 0.1 | 371.2 ± 0.1 | ASTM D 86 |
| T10 (°C) | 84.4 ± 0.1 | 154.4 ± 0.1 | 381.7 ± 0.1 | |
| T50 (°C) | 117 ± 0.1 | 215.3 ± 0.1 | 425.4 ± 0.1 | |
| T90 (°C) | 156.2 ± 0.1 | 309.0 ± 0.1 | 471.8 ± 0.1 | |
| Final Boiling Point | 202.2 ± 0.1 | 330 ± 0.1 | 483.9 ± 0.1 | |
| Caloric value [MJ/kg] | 44.40 ± 0.01 | 46.17 ± 0.01 | – | ASTM D 240 |
| Octane index (OI) | 96.6 a/92.2 b | – | – | [31] |
| Cetane index (CI) | – | 57.2 ± 0.1 | – | ASTM D 4737 |
| Chromatographic analysis [wt%] | ||||
| Paraffins | 0.52 | 0.00 | – | ASTM D 6729 |
| Iso-Paraffins | 28.1 | 17.05 | – | |
| Aromatic | 4.66 | 34.19 | – | |
| Naphthas | 2.92 | 1.65 | – | |
| Olefines | 57.21 | 1.54 | – | |
| Unknown | 6.5 | 45.56 | – | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Riesco-Avila, J.M.; Vera-Rozo, J.R.; Rodríguez-Valderrama, D.A.; Pardo-Cely, D.M.; Ramón-Valencia, B. Effects of Heating Rate and Temperature on the Yield of Thermal Pyrolysis of a Random Waste Plastic Mixture. Sustainability 2022, 14, 9026. https://doi.org/10.3390/su14159026
Riesco-Avila JM, Vera-Rozo JR, Rodríguez-Valderrama DA, Pardo-Cely DM, Ramón-Valencia B. Effects of Heating Rate and Temperature on the Yield of Thermal Pyrolysis of a Random Waste Plastic Mixture. Sustainability. 2022; 14(15):9026. https://doi.org/10.3390/su14159026
Chicago/Turabian StyleRiesco-Avila, José Manuel, James R. Vera-Rozo, David A. Rodríguez-Valderrama, Diana M. Pardo-Cely, and Bladimir Ramón-Valencia. 2022. "Effects of Heating Rate and Temperature on the Yield of Thermal Pyrolysis of a Random Waste Plastic Mixture" Sustainability 14, no. 15: 9026. https://doi.org/10.3390/su14159026