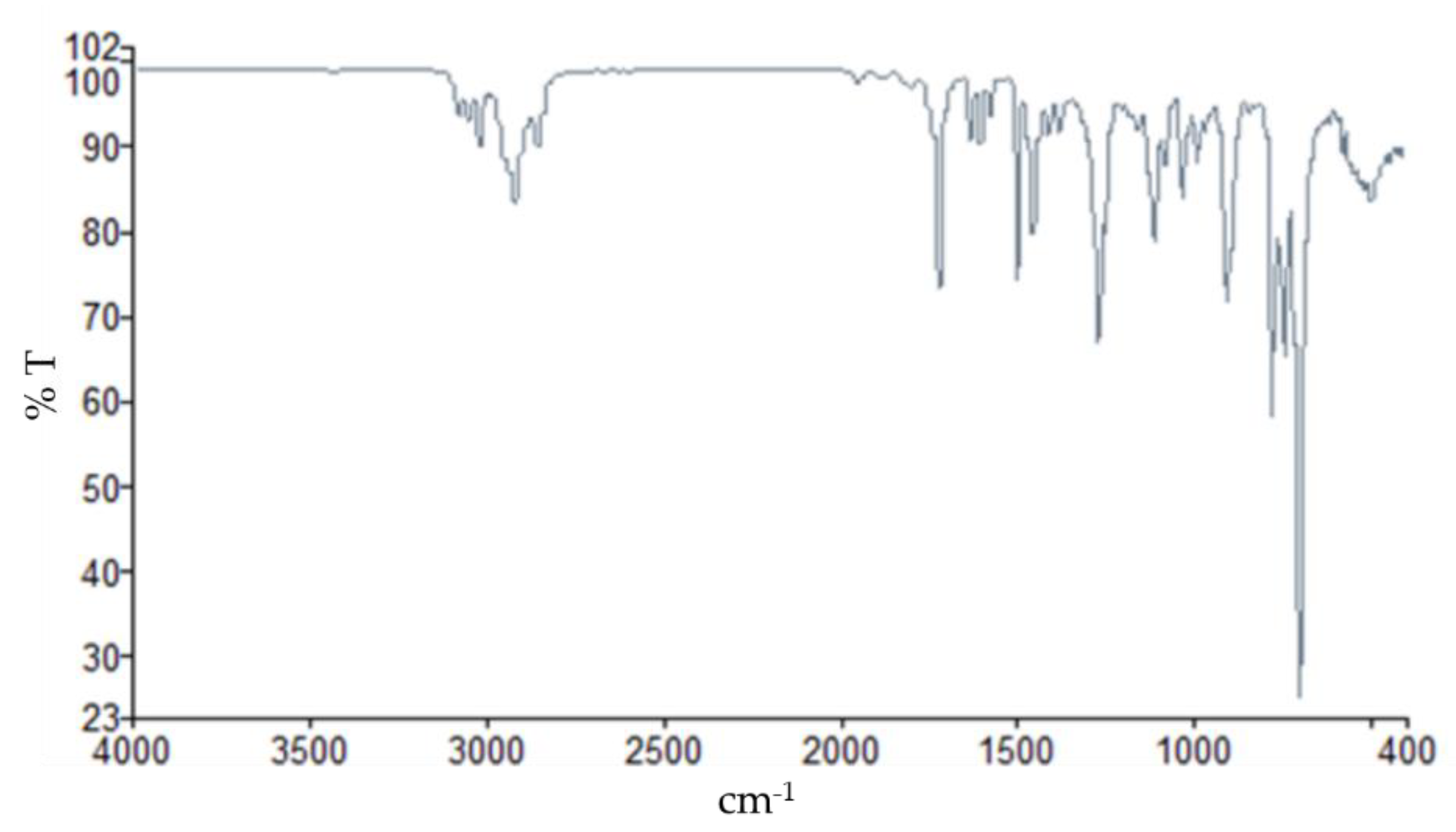
3.3. Pyrolysis Experiments in the Glass Reactor without Stirring
The infrared (IR) spectrum obtained from the WEPS pyrolysis liquid products of experiment G1, carried out in the glass reactor, using MgO as a catalyst, is shown in
Figure 5. The functional group characterization of this spectrum was as follows: (I) Bands between 3030–3080 cm
−1 and 910–990 cm
−1 corresponded to the vinyl group, characteristic of styrene. (II) The band in 1631 cm
−1 suggests the presence of the C=C bond. (III) Bands between 730–770 cm
−1 and small bands between 1700–1900 cm
−1 indicate the presence of monosubstituted benzene. (IV) Bands between 1450 and 1500 cm
−1 correspond to the presence of aromatic groups. (V) Bands between 2930 and 2980 cm
−1 characterize the C-H groups. (VI) The band in 1580 cm
−1 is attributed to substitution on the benzene ring. The presence of the vinyl group and monosubstituted groups in the benzene ring account for the presence of styrene and other aromatics such as toluene and ethylbenzene.
The styrene yield obtained without a catalyst, with MgO and calcined dolomite as catalysts at 250 °C, and the experiment G3 at a temperature of 400 °C with the selected catalyst are detailed in
Table 2.
In the preliminary experiments G0 without catalysts and G1 with an MgO catalyst carried out with the glass reactor at 250 °C (
Table 2), a higher styrene yield was obtained with the MgO catalyst, of 56.29 wt% against 23.27 wt% without a catalyst. By comparison, Zhang et al. [
20] reported a styrene yield of 56.07 wt% without a catalyst and a slightly higher styrene yield of 62.96 wt% with an MgO catalyst at 350 °C. Furthermore, as can be seen in
Figure 6, the styrene yield as a function of time was much higher in the preliminary experiment G1, carried out with an MgO catalyst, compared to experiment G0, carried out without a catalyst.
Zhang et al. [
20] used BaO as a catalyst, resulting in a higher styrene yield; they obtained 71.35 wt% at 350 °C. However, BaO costs about five times more than MgO (Aldrich). Therefore, it was decided to use MgO as the most appropriate catalyst for WEPS pyrolysis.
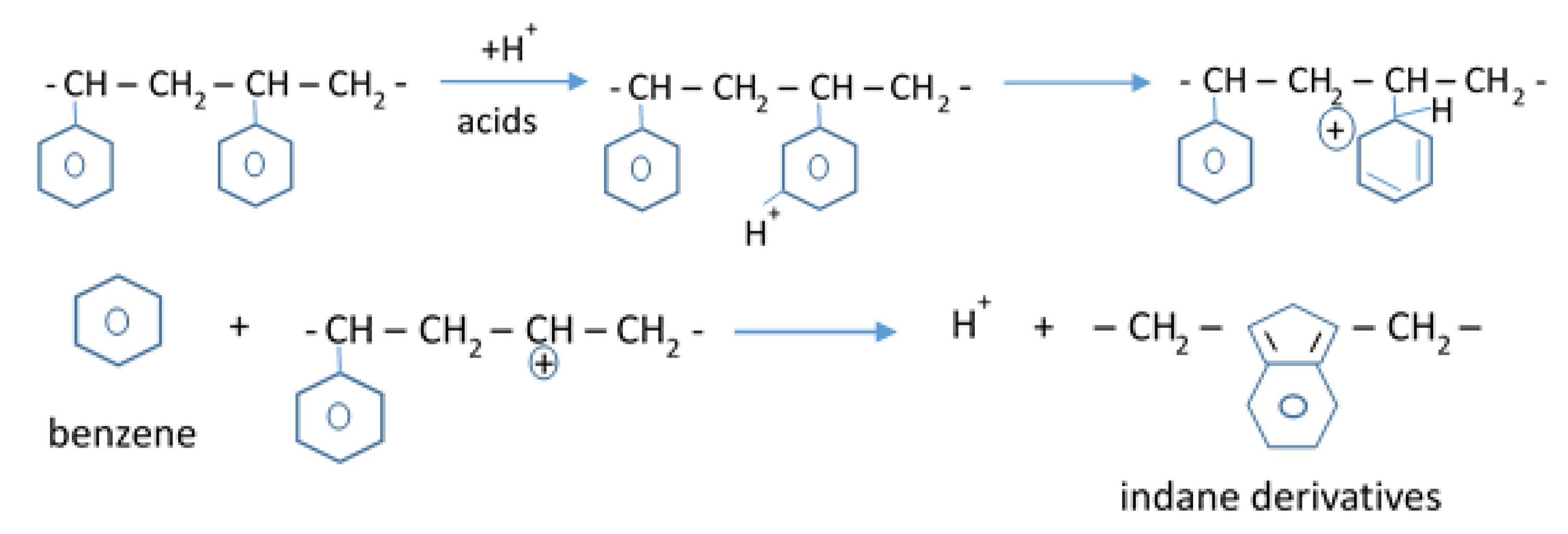
In the catalytic degradation of polystyrene using solid acids, considerable amounts of benzene and ethylbenzene are formed [
20]. These products are partially attributed to the subsequent degradation and hydrogenation of the styrene produced, which results in a decrease in the styrene fraction in oils obtained. The production of benzene and indane derivatives is also one of the characteristics of the oils produced by solid acid catalysts, which were not detected in oils obtained with solid base catalysts. In a mechanism model proposed by Zhang et al. [
20], the formation of benzene and indane derivatives with solid acid catalysts begins with a proton attack on the branched phenyl group to produce a π-complex cation, which is converted to a σ-bonded complex cation that is released as benzene, as shown in
Scheme 1:
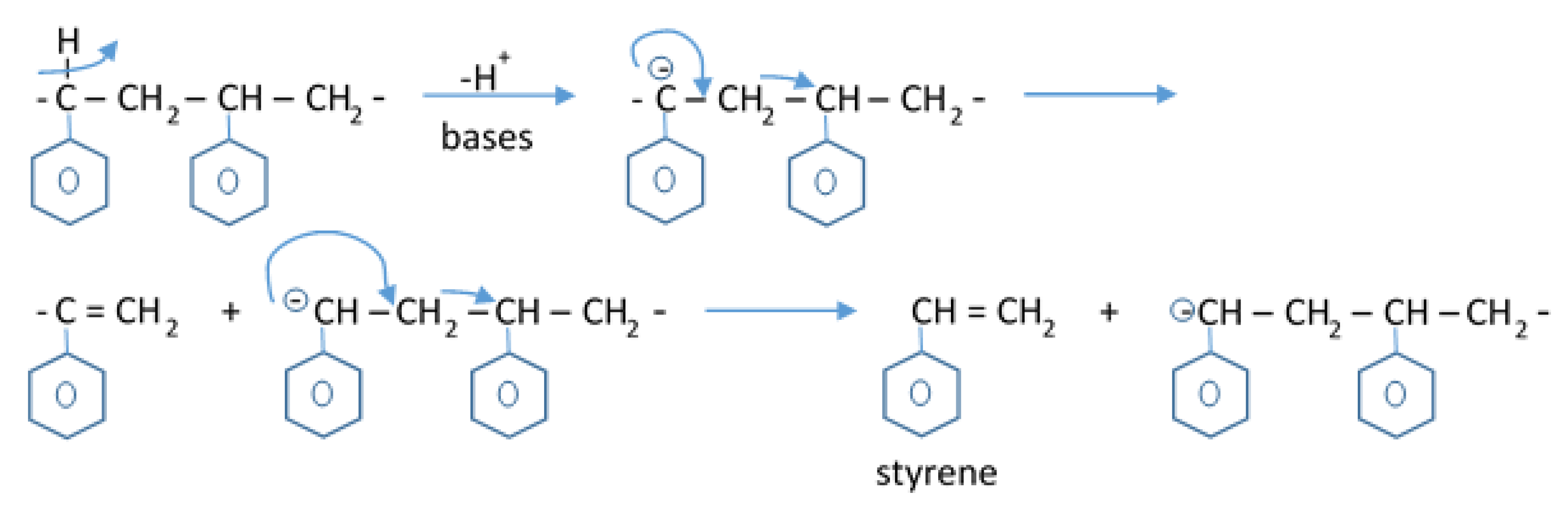
On the other hand, with basic catalysts, the fraction of styrene in the produced oils increased to about 75 wt% and the fraction of styrene containing the monomer and dimer to about 90 wt%. Since benzene and indane derivatives were not detected in oils produced with solid bases nor in those obtained with simple thermal degradation of polystyrene, and since a considerable amount of styrene dimer was observed in these oils, it is considered that the depolymerization of polystyrene using solid bases proceeds in a similar way to simple thermal pyrolysis. Thermal degradation of polystyrene begins with the random formation of polymeric radicals, while catalytic degradation with solid bases can begin with the formation of carbocations by removal of a hydrogen atom from polystyrene adsorbed on basic sites, according to the reaction mechanism model proposed by Zhang et al. [
20], which can be seen in
Scheme 2:
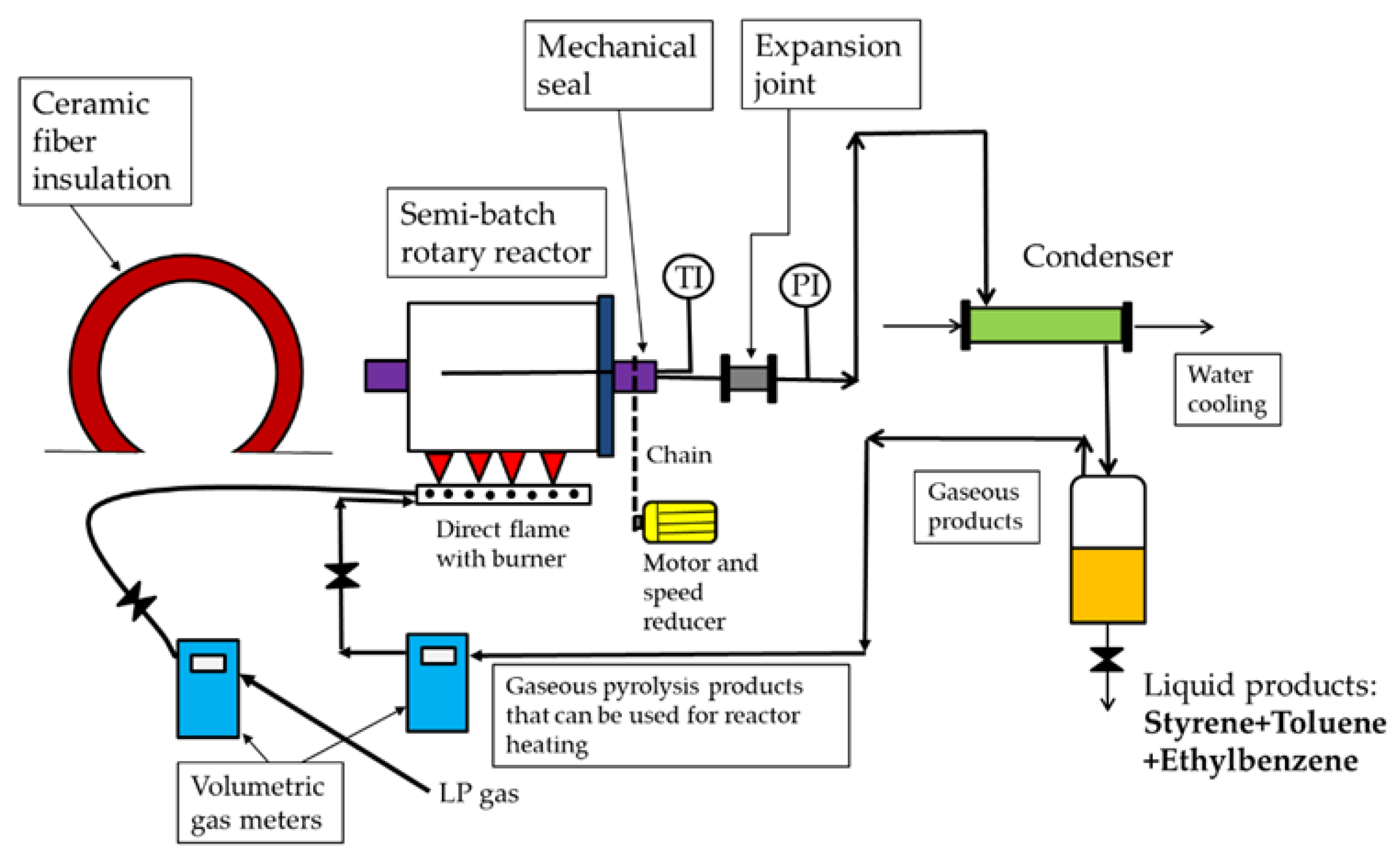
3.6. Pyrolysis Experiments in the Semi-Batch Rotary Reactor
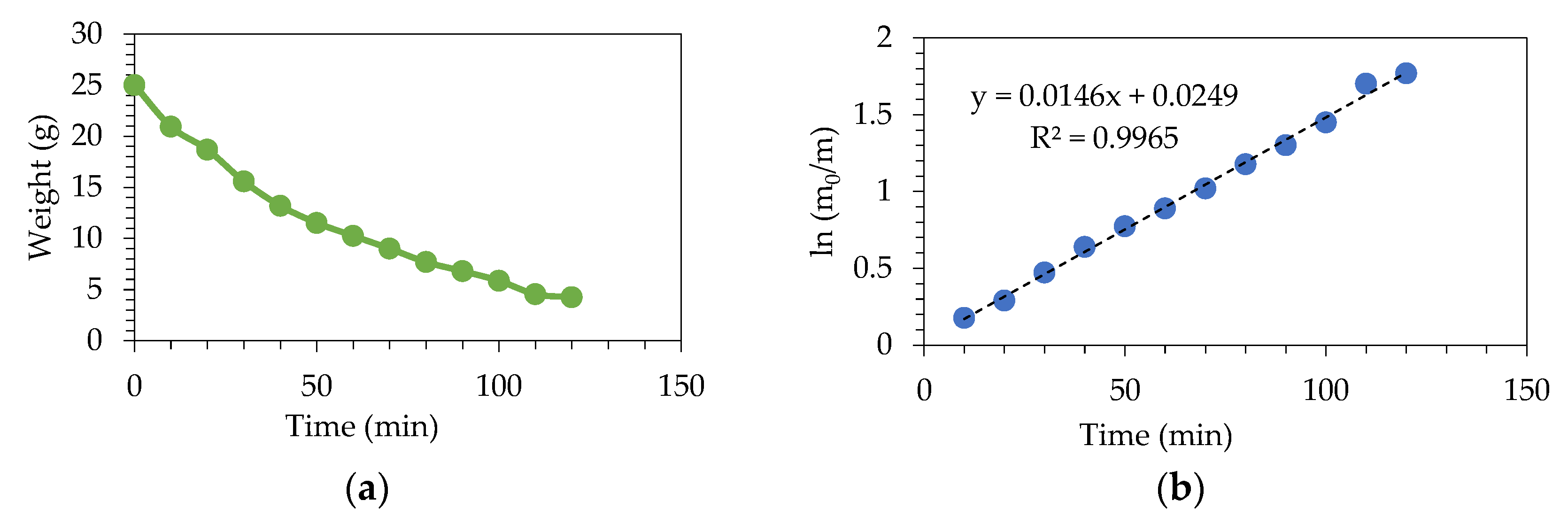
The WEPS weight loss as a function of time and the weight evolution over time of the liquid products obtained in the R-8 pyrolysis experiment carried out with the rotary reactor, with a WEPS/MgO catalyst ratio of 10:1, using no solvent nor carrier gas, is shown in
Figure 9. The graphs corresponding to all the pyrolysis experiments that were carried out using the rotary reactor are shown in
Figure A3. The same WEPS weight loss as a function of time and the weight evolution over time of the liquid fraction trend was observed in all the experiments, even when the regenerated MgO catalyst was used, or no catalyst was used. At the beginning of the pyrolysis, a large volume of liquid products with a very high styrene concentration was obtained. As the reaction progressed, a decrease in the concentration of styrene was observed, and the concentration of toluene, ethylbenzene, and heavier products (methyl styrene, propenyl benzene, butenyl benzene, and the dimer) increased, but a considerable reduction in the volume of liquid products (oil) was observed.
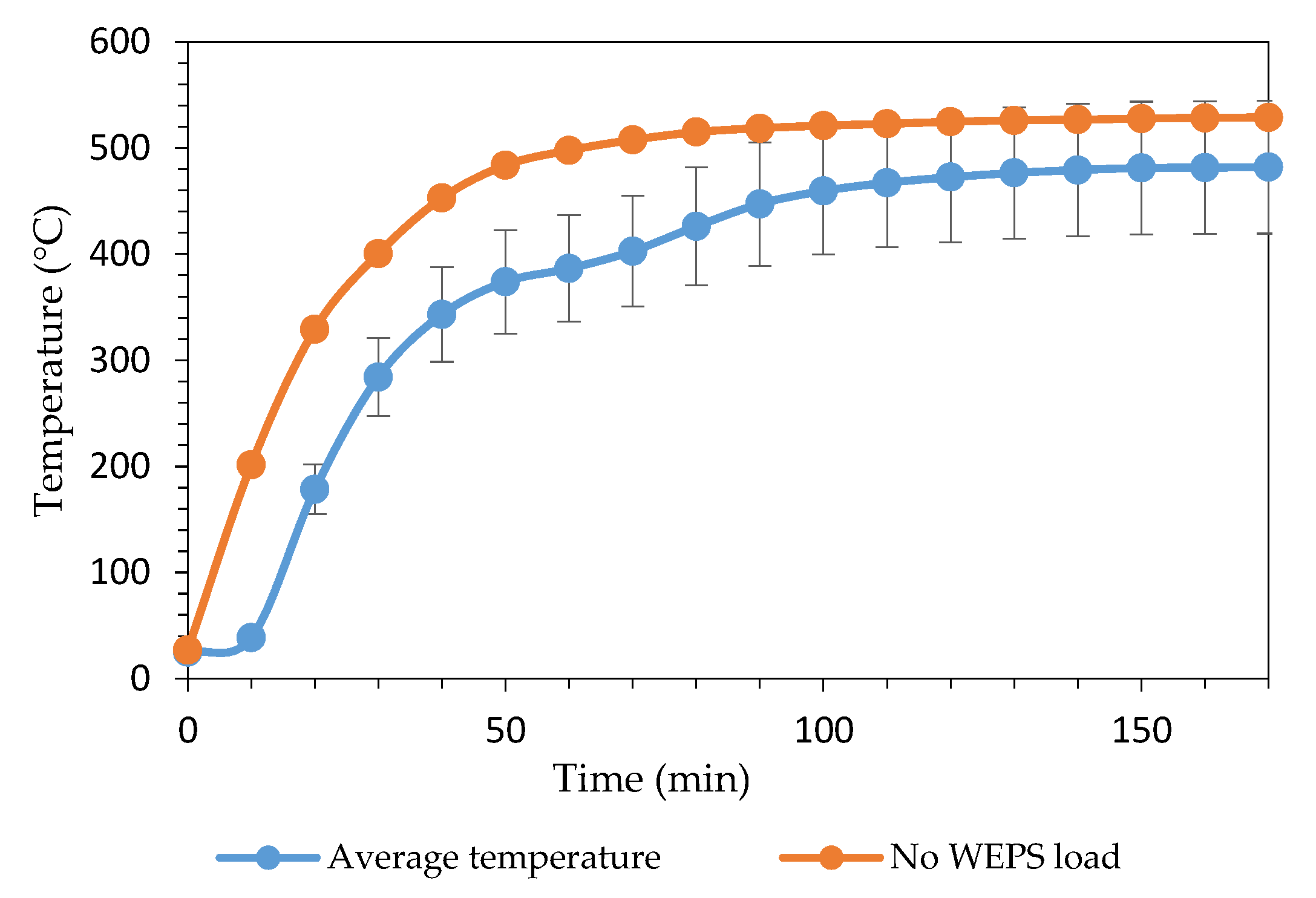
Figure 10 shows the average of the internal temperature as a function of time of all the experiments carried out in the rotating reactor, which is represented by the blue curve, in which two inflection points were observed. In the first case, a slight drop in temperature was perceived between 50 and 80 min, which can be attributed to the fact that at that time, the greatest cracking of WEPS took place, which required a large amount of energy since the WEPS pyrolysis is highly endothermic. However, this depression in temperature was not observed in the temperature test that was conducted without WEPS load, which corresponded to the orange curve in
Figure 10. In the second case, no temperature increase was observed in the first 10 min of heating in the blue graph because the WEPS charged to the rotating reactor melted in those first minutes of heating, which was not observed in the WEPS no-load temperature test (orange plot).
The yields of the pyrolysis reaction of the experiments carried out with the rotary reactor of the products in gas, liquid, and solid form are shown in
Table 4. It was observed that in the experiments R-1 and R-10, carried out without a catalyst, a lesser amount of solid residue was obtained. Carbon was deposited on a surface, and when MgO was used as a catalyst, it had a large surface area (the MgO BET area was 45.63 m²/g). On the other hand, in the experiments in which no catalyst was used, the carbon was only deposited on the inner wall of the rotating reactor.
The final concentrations in weight % of the liquid products of all the experiments carried out in the rotary reactor are detailed in
Table 5. In the case of experiment R-10, a higher final concentration of styrene was obtained because it reached a temperature of 507.9 °C (carried out with the improved insulation). In comparison, in experiment R-1, a lower final concentration of styrene was obtained because the maximum temperature reached was lower, at 438.4 °C; both experiments were performed without a catalyst. It was observed that the by-products toluene, ethylbenzene, and heavier liquid products were obtained in the absence of a catalyst. It is also shown in
Table 5 that those final concentrations of toluene double, and in some experiments triple, were obtained in the presence of the MgO catalyst than in its absence (experiments R-1 and R-10). Therefore, the MgO catalyst affected the production of this by-product.
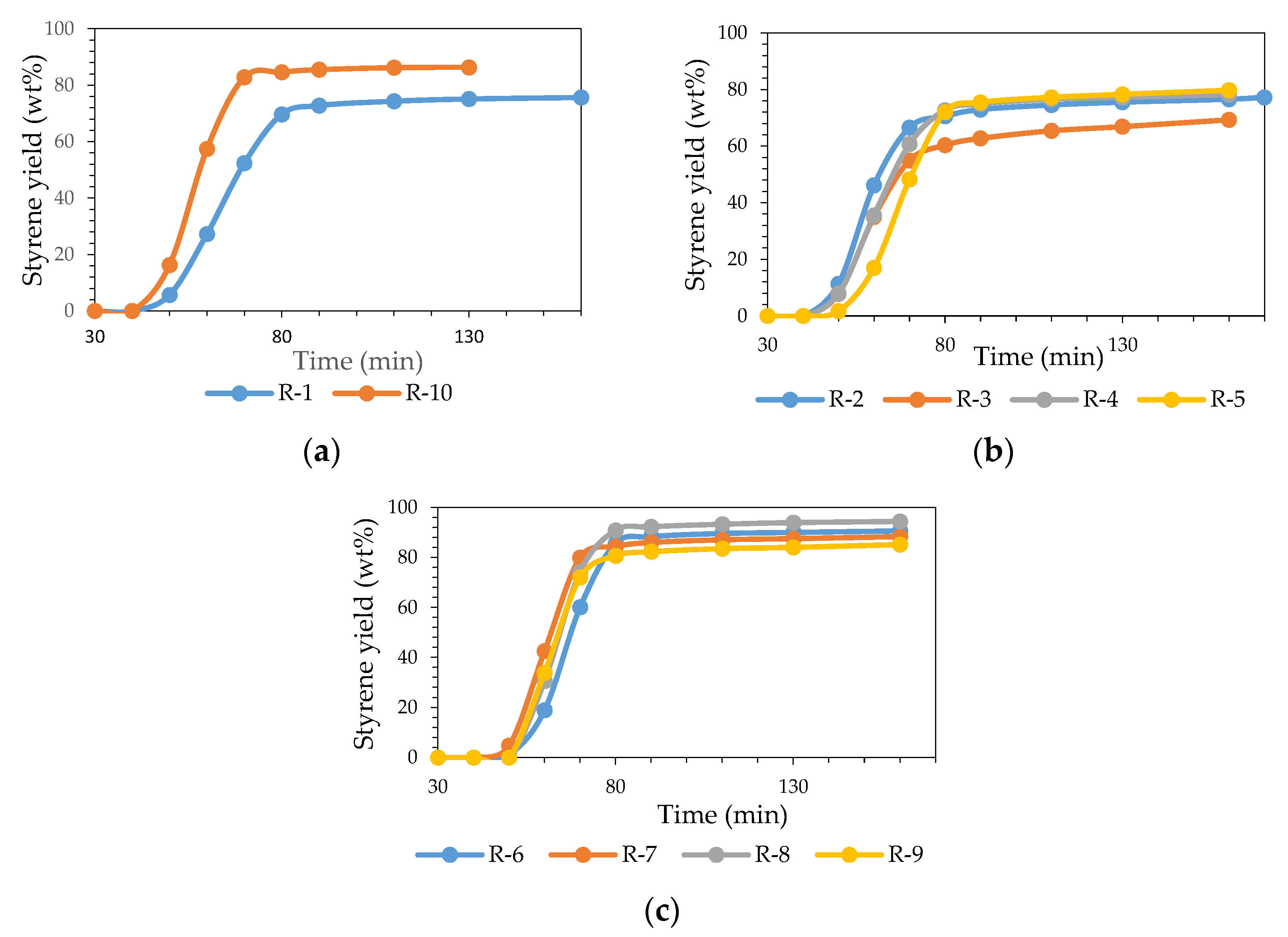
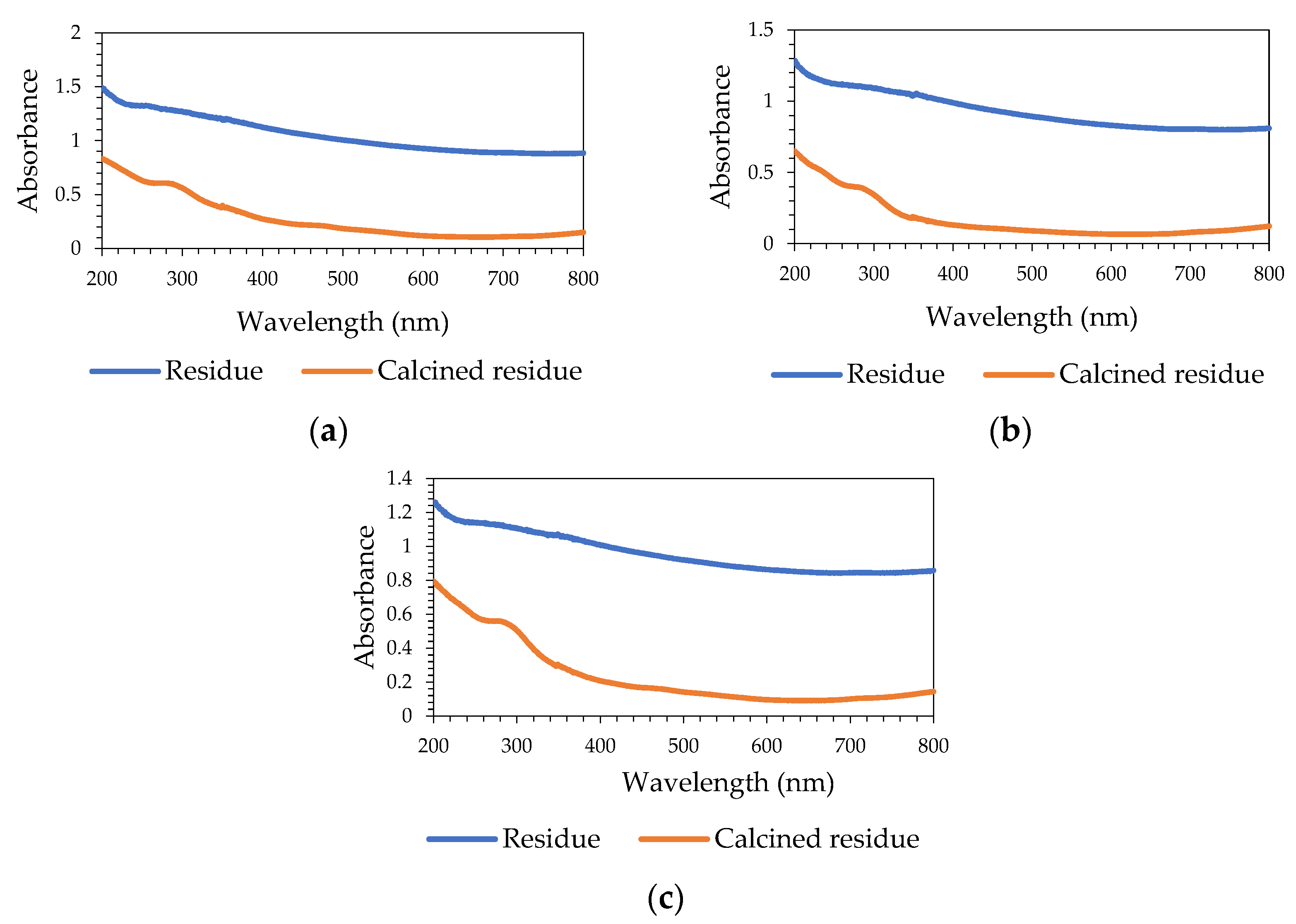
A relevant aspect of the results is knowing the styrene yield evolution as a function of time, as shown in
Figure 11a–c. The evolution of the styrene yield over time of the experiments carried out using the rotating reactor without catalysts R-1 and R-10 is shown in
Figure 11a. In the case of experiment R-1, where there was only simple insulation (glass fiber with a thickness of 4 cm), the reactor was heated to 438 °C, so a smaller slope of temperature against time was observed. In the case of experiment R-10, composite insulation was built (glass fiber plus ceramic fiber). The reactor was heated to 508 °C, so a greater temperature slope against time was observed.
In the case of the experiments carried out with the rotary reactor using fresh MgO catalyst (
Figure 11b), a variation in the styrene yield similar to experiment R-1 was observed. Experiments R-2, R-3, and R-4 were carried out using the 4 cm thick fiberglass covering as insulation. In the case of experiment R-5, where the fiberglass coating plus the ceramic fiber layer was used as insulation, it was observed that the beginning and the end of the yield curve diverged over time concerning the other experiments (R-2 to R-4).
Figure 11c shows the styrene yield as a function of the time of the experiments carried out with the rotary reactor using regenerated MgO catalyst (R-6 to R-9). With the improved isolation, which consisted of the side coatings, the 8.5 cm thick ceramic fiber layer around the reactor, and the 4 cm thick fiberglass insulation, mentioned above, greater homogeneity in the styrene yield as a function of time was perceived. In the case of experiment R-6, the catalyst was regenerated for the first time, and no deactivation process was observed. The same MgO catalyst used and regenerated for the second time was used again in experiment R-7, and no decrease in performance was noted. Likewise, the same catalyst was regenerated for the third time and evaluated in experiment R-8; no deactivation was observed. Finally, in the experiment, R-9 was reused the four-time-regenerated MgO catalyst, and no deactivation was observed.
In all experiments, an evolution of the styrene yield over time similar to the development of temperature over time was observed (
Figure 10), suggesting that the styrene yield had a directly proportional dependence on the heat flux or the temperature increase.
The results of the final styrene yield, LP gas consumption, and the maximum average temperature reached in the experiments carried out with the rotary reactor without using a catalyst are shown in
Table 6. It was observed that in experiment R-1, the styrene yield was lower than in experiment R-10 because the maximum temperature inside the reactor was lower due to the poor insulation, although the LP gas consumption was similar. Therefore, with the same LP gas consumption, a higher styrene yield can be obtained by improving the insulation; in this way, the thermal efficiency was increased by reducing heat losses.
Table 7 shows the results of the experiments carried out with the rotary reactor using fresh MgO catalyst, without any thermal pretreatment. It was observed that lower styrene yields were obtained in these experiments because the experiments R-2 to R-4 were carried out before improving the insulation, and thus the temperatures reached inside the reactor were lower than in the experiments where the two layers of thermal insulation were placed.
It was observed that the styrene yields in experiments R-2, R-4, and R-5 were similar; the average was 78.5%, while in experiment R-3, it deviated 11% less from the average. Furthermore, it was noted that the higher the reactor temperature, the higher the yield of styrene obtained.
The results of the final styrene yield, LP gas consumption, and the maximum average temperature reached in the experiments carried out with the rotary reactor using the same MgO catalyst regenerated are shown in
Table 8. It was observed that the highest styrene yield achieved was 94.35 wt% in experiment R-8, which coincided with the maximum average temperature reached inside the reactor, which was 528 °C, being the largest of all experiments.
Table 6,
Table 7 and
Table 8 show that when using the rotary reactor, high styrene yields were obtained, higher than those obtained in other studies in the literature [
19,
29], even with the regenerated MgO catalyst and without a catalyst. Therefore, it is technically feasible to implement it for industrial use by applying the regeneration of MgO catalyst or without a catalyst. Furthermore, the type of reactor used in the present study probably greatly favors the internal mass transfer due to the rotation of the reactive bed, that is, a good back-mixing of WEPS is achieved.
The lower temperatures in experiments R-1 to R-4 were because they were performed before the improvements in insulation were carried out. However, these temperature differences made it possible to determine the divergences in styrene yield with temperature.
Experiment R-10, carried out without a catalyst and with a maximum average temperature reached 507.9 °C, can be compared with experiment R-6, where a maximum average temperature of 504.1 °C was achieved, in which 4% more styrene yield was obtained. In experiments R-9 and R-10, a similar styrene yield was obtained, although an average maximum temperature of 513.2 °C was reached in experiment R-9. When pyrolysis was carried out at these temperatures, the behavior was different from that at low temperatures, remembering that in the experiments at 250 °C, previously carried out with the glass reactor, it was observed that the behavior was exactly the opposite (
Figure 6). For the above, this process could also be carried out without a catalyst to obtain good results. By operating this process using the rotary reactor and without a catalyst, only carbon was obtained as solid residue, which could be valuable. When MgO was used as a catalyst, at the end of pyrolysis, the carbon remained attached to the catalyst’s outer surface, and, in this way, the carbon was not valuable.
Performing the analysis of the non-condensable gases of the R-9 experiment, a total distribution of solid, liquid, and gaseous products (by weight) resulted as follows: butane 0.6%, butylene 6.57%, toluene 5.74%, ethylbenzene 0.71%, styrene 85.09%, heavier liquids 0.26%, and carbon 1.03%.
Table 9 shows the highest oil yields, styrene content in oil, and styrene yield obtained in some relevant investigations. When making a comparison with the best result of the present work, it was observed that a higher styrene yield (94.35 wt%) was achieved in this study, derived from the fact that a high yield of oil (99.23 wt%) was also obtained at a high temperature (528 °C). The highest yield of styrene reported in each study in
Table 9 was carried out in static semi-batch reactors, in some with a mechanical stirrer, and only one was continuous in a spouted bed regime. The difference between the present study and the others is that the reactor used was rotatory with basic powdered catalyst, which allowed for back-mixing in the reactive bed so that higher styrene yields were achieved in this study.
The liquid products obtained in this pyrolysis process were subjected to vacuum distillation to purify the styrene produced, thus lowering the boiling point in the distillation, preventing spontaneous polymerization of styrene at high temperatures.
An average of the amount of styrene produced per liter of LP gas consumed in the experiments carried out with the rotary reactor was made, which resulted in 1.144 g of styrene/L of LP gas (in the gas phase), which is equivalent to 0.535 kg of styrene/kg of LP gas. These data were used to evaluate the amount of LP gas required for styrene production in this process. Currently in Mexico City, the sale price of 0.535 kg of styrene monomer is USD 2.39, the cost of LP gas is USD 1.03 per kg, the cost of electricity is USD 0.09, and the cost of WEPS is estimated at USD 0.29, which makes an operating cost to produce 0.535 kg of styrene USD 1.41 in this pilot plant. Therefore, it can be said in a preliminary way and from an overall view that this process could be profitable on an industrial scale, although the investment cost of the equipment, as well as the cost of styrene purification, labor, maintenance, and other costs must also be taken into account.

 ,
, 


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}