Appendix A
The time consumption for a single performance of an activity is calculated by the multiplication of the time consumption of the measure expression and the form of the measure expression.
: time for a single performance of i
: time consumption of
: form of
: activity
: measure expression of activity
The annual time consumption per activity is calculated by multiplication of the annual sub-process set and the time consumption for a single performance of an activity.
: annual time consumption of
: sub-process set of
: measure expression of activity
The overall time consumption is calculated by summing over the time consumption for a single performance of an activity, and the time consumption of the annually performed activities, respectively.
: time consumption of j
: time consumption of annual performance of j
To calculate the annual depreciation costs of a sub-process, the sum over all work equipment is formed.
: annual depreciation costs of j
: investment cost of j used in a
: residual value of j used in a
: operating life of j used in a
: work equipment
Calculation of the annual energy costs by multiplication of the energy consumption, the annual time consumption, and the costs of the energy form. The product is then summed over all activities, work equipment, and used types of energy.
: annual energy costs of j
: energy consumption of e of j used in a
: costs for energy form
: energy form
The annual service costs are calculated using maintenance rates multiplied by the investment costs of the respective work equipment and summing the product over all work equipment.
: annual maintenance costs of j
: maintenance rate of j
The setup costs are calculated by the sum of the multiplication of the annual equipment demand and the costs of the equipment over all work equipment.
: annual setup costs of j
: annual equipment demand
: costs of equipment b
: equipment
The calculation of the annual personnel costs is performed by summing the product of the personnel costs for a qualification and the personnel demand for a qualification’s overall qualifications.
: annual personnel costs of j
: personnel demand of q in j
: personnel costs of q
: qualification
Personnel requirements for a sub-process are calculated as the quotient of the sum of the time consumption of the annual performance (counter) and the annual time allocation of an employee with the respective qualification (denominator).
: annual time allocation of an employee with q
The annual interest costs are calculated using an average value method for imputed interest.
: annual interest costs of j
: imputed interest rate
Calculation of the monetary benefit of the main processes “classification” and “disassembly” by multiplication of the share of valuable material in a battery component.
: monetary benefit of main processes “classification” and “disassembly”
: share of w in battery component l
: sales proceeds of w
: battery component
: valuable material
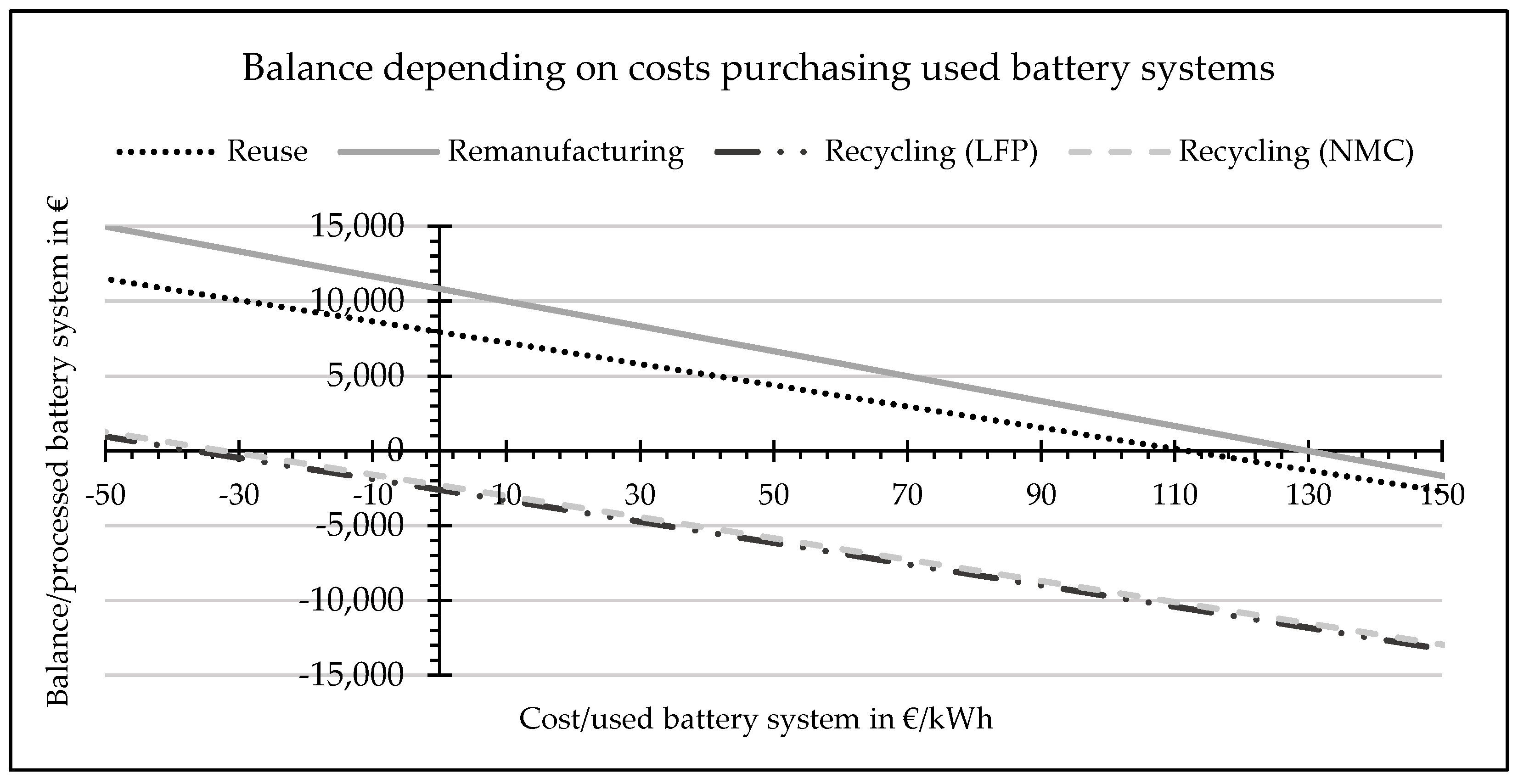
The monetary benefit of the main application process “reuse” is calculated using the new price of the battery pack and a factor to consider the depreciation in used condition.
: monetary benefit of main process “reuse”
: new price of p
: depreciation in used condition
: LIB type
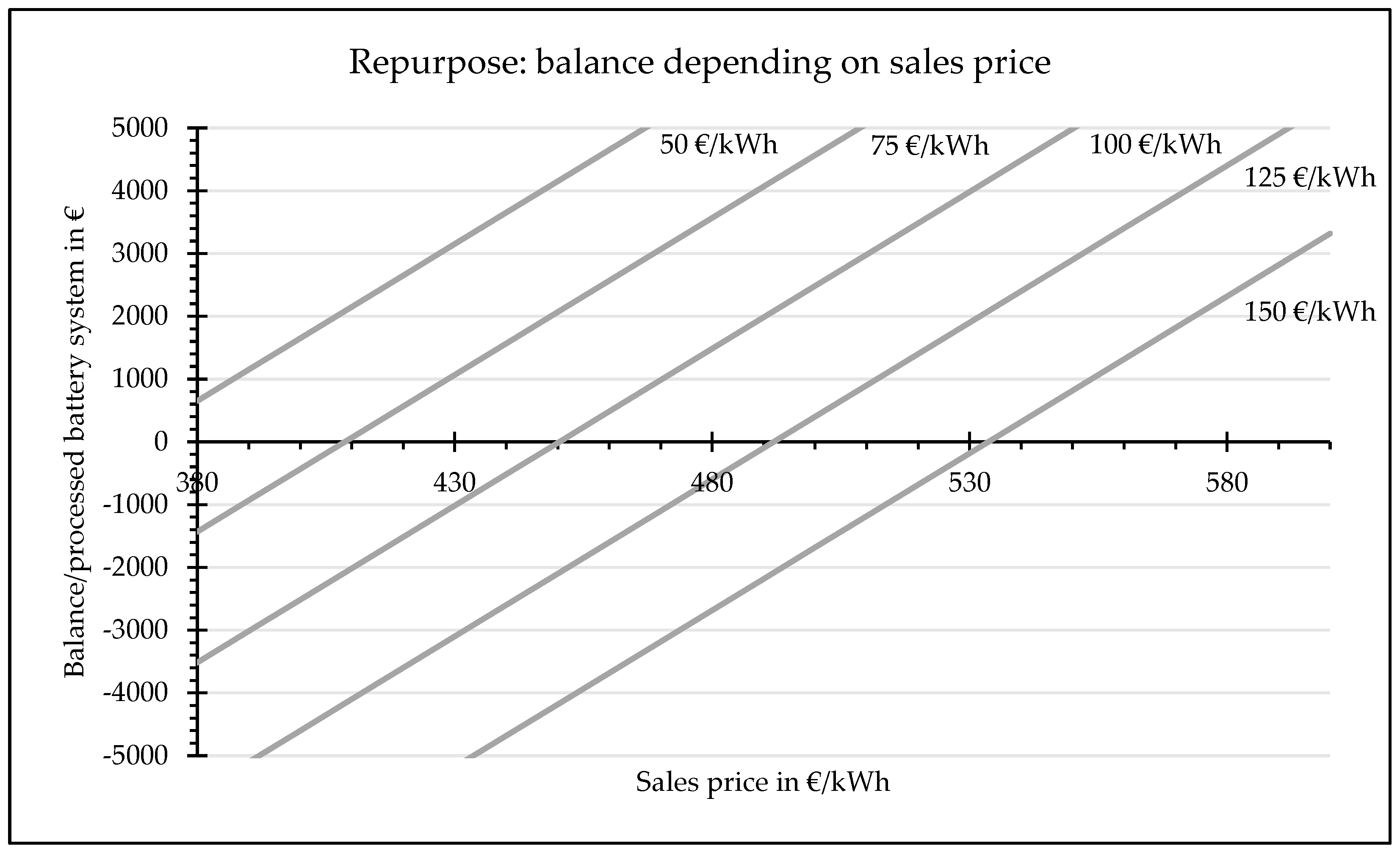
The main application process “repurpose” generates a monetary benefit over the sold capacity and the sales proceed.
: monetary benefit of main process “repurpose”
: sales proceed per kWh
: capacity of energy storage
The monetary benefit of the main application process “recycling” is calculated analogously to “classification” and “disassembly” under further consideration of recovering rates.
: monetary benefit of main process “recycling”
: recovery rate of w in i
Appendix B
Table A1.
Activities of the main process “preparation”: receiving.
Table A1.
Activities of the main process “preparation”: receiving.
| Number | Process |
|---|
| 1a | receive: vehicle |
| 1b | receive: battery module/pack |
| 2b | receive: other |
Table A2.
Activities of the main application process “repurpose”: dispatch.
Table A2.
Activities of the main application process “repurpose”: dispatch.
| Number | Process |
|---|
| 1 | dispatch: energy storage |
Table A3.
Activities of the main processes “classification” and “disassembly”: capacity determination, if battery system is still in vehicle.
Table A3.
Activities of the main processes “classification” and “disassembly”: capacity determination, if battery system is still in vehicle.
| Number | Process |
|---|
| 1 | read data (SoH): traction battery |
Table A4.
Activities of the main processes “classification” and “disassembly”: removal of battery pack.
Table A4.
Activities of the main processes “classification” and “disassembly”: removal of battery pack.
| Number | Process |
|---|
| 1 | remove: cooling system and fluid |
| 2 | remove: connector plug motor |
| 3 | lift and lower: vehicle |
| 4 | loosen: bolting car body |
| 5 | loosen: central bolting |
| 6 | lay on table: battery system |
Table A5.
Activities of the main processes “classification” and “disassembly”: status report.
Table A5.
Activities of the main processes “classification” and “disassembly”: status report.
| Number | Process |
|---|
| 1 | checking: battery pack exterior |
| 2a | read data (SoH): battery pack |
| 2b | voltage measurement (SoC): battery pack |
Table A6.
Activities of the main processes “classification” and “disassembly”: disassembly periphery (outside).
Table A6.
Activities of the main processes “classification” and “disassembly”: disassembly periphery (outside).
| Number | Process |
|---|
| 1 | disassemble: other periphery |
| 2 | disassemble: battery junction box |
| 3 | remove: communication system |
| 4 | disassemble: BMS-Master |
Table A7.
Activities of the main processes “classification” and “disassembly”: discharge battery.
Table A7.
Activities of the main processes “classification” and “disassembly”: discharge battery.
| Number | Process |
|---|
| 1 | disconnect from power supply: battery |
Table A8.
Activities of the main processes “classification” and “disassembly”: disassembly lid.
Table A8.
Activities of the main processes “classification” and “disassembly”: disassembly lid.
| Number | Process |
|---|
| 1 | loosen: screw connections |
| 2a | pry open: battery pack lid |
| 2b | unravel: battery pack lid |
| 3 | disassemble: BMS-Master |
Table A9.
Activities of the main processes “classification” and “disassembly”: disassembly periphery (inside).
Table A9.
Activities of the main processes “classification” and “disassembly”: disassembly periphery (inside).
| Number | Process |
|---|
| 1 | remove: plug-in connection module |
| 2 | remove: plug-in connection BMS-Slave |
| 3 | loosen: BMS-Slave holder |
| 4 | disassemble: wiring harness |
| 5 | loosen: screw connections busbars |
Table A10.
Activities of the main processes “classification” and “disassembly”: remove battery modules.
Table A10.
Activities of the main processes “classification” and “disassembly”: remove battery modules.
| Number | Process |
|---|
| 1 | loosen: screw connections busbars |
| 2 | excavate: glued modules |
Table A11.
Activities of the main processes “classification” and “disassembly”: status report battery modules.
Table A11.
Activities of the main processes “classification” and “disassembly”: status report battery modules.
| Number | Process |
|---|
| 1 | checking: battery module |
| 2a | impedance spectroscopy (SoH): battery pack |
| 2b | voltage measurement (SoC): battery pack |
Table A12.
Activities of the main application process “repurpose”: assembly energy storage.
Table A12.
Activities of the main application process “repurpose”: assembly energy storage.
| Number | Process |
|---|
| 1 | cover: cabinet |
| 2 | installation: rails |
| 3 | installation: buzz-bar |
| 4 | installation: busbars |
| 5 | installation: module |
Table A13.
Activities of the main application process “repurpose”: checking (EoL).
Table A13.
Activities of the main application process “repurpose”: checking (EoL).
| Number | Process |
|---|
| 1 | checking: battery modules |
| 2 | tightness test: module housing |
| 3 | tightness test: cooling system |
| 4 | isolation test + DSM: battery modules |
| 5 | functional test: BMS |
| 6 | Status report: BMS |
| 7 | pulse-power test: battery system |
| 8 | peak-power test: battery system |
| 9 | safety test: battery system |
Table A14.
Activities of the main application process “reuse”: reuse test (approval of suitability).
Table A14.
Activities of the main application process “reuse”: reuse test (approval of suitability).
| Number | Process |
|---|
| 1 | checking: battery pack |
| 2 | tightness test: battery housing |
| 3 | tightness test: cooling system |
| 4 | isolation test + DSM: battery pack |
| 5 | functional test: BMS |
| 6 | status report: BMS |
| 7 | pulse-power test: battery system |
| 8 | peak-power test: battery system |
| 9 | safety test: battery system |
Table A15.
Activities of the main application process “recycling”: electrolyte.
Table A15.
Activities of the main application process “recycling”: electrolyte.
| Number | Process |
|---|
| 1 | pyrolysis: battery modules |
Table A16.
Activities of the main application process “recycling”: aluminum and steel.
Table A16.
Activities of the main application process “recycling”: aluminum and steel.
| Number | Process |
|---|
| 1 | shredder: deactivated modules |
| 2 | zig-zag-view: shredding material |
| 3 | separate: steel and aluminum |
Table A17.
Activities of the main application process “recycling”: recovery of aluminum and copper foil.
Table A17.
Activities of the main application process “recycling”: recovery of aluminum and copper foil.
| Number | Process |
|---|
| 1 | sieve: black mass, aluminum and copper foil |
Table A18.
Activities of the main application process “recycling”: recovery of graphite.
Table A18.
Activities of the main application process “recycling”: recovery of graphite.
| Number | Process |
|---|
| 1 | leaching: black mass |
Table A19.
Activities of the main application process “recycling”: remove contaminants.
Table A19.
Activities of the main application process “recycling”: remove contaminants.
| Number | Process |
|---|
| 1 | precipitate: leached black mass |
Table A20.
Activities of the main application process “recycling”: recovery of nickel, cobalt, and manganese.
Table A20.
Activities of the main application process “recycling”: recovery of nickel, cobalt, and manganese.
| Number | Process |
|---|
| 1 | extract: nickel |
| 2 | crystallize: nickel |
| 3 | extract: cobalt |
| 4 | crystallize: cobalt |
| 5 | extract: manganese |
| 6 | crystallize: manganese |
Table A21.
Activities of the main application process “recycling”: recover lithium.
Table A21.
Activities of the main application process “recycling”: recover lithium.
| Number | Process |
|---|
| 1 | precipitate: lithium (and FePO4) |



 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}














