
Surface Engineering Methods for Powder Bed Printed Tablets to Optimize External Smoothness and Facilitate the Application of Different Coatings


 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Spray Drying of Inulin Stabilized BIAP
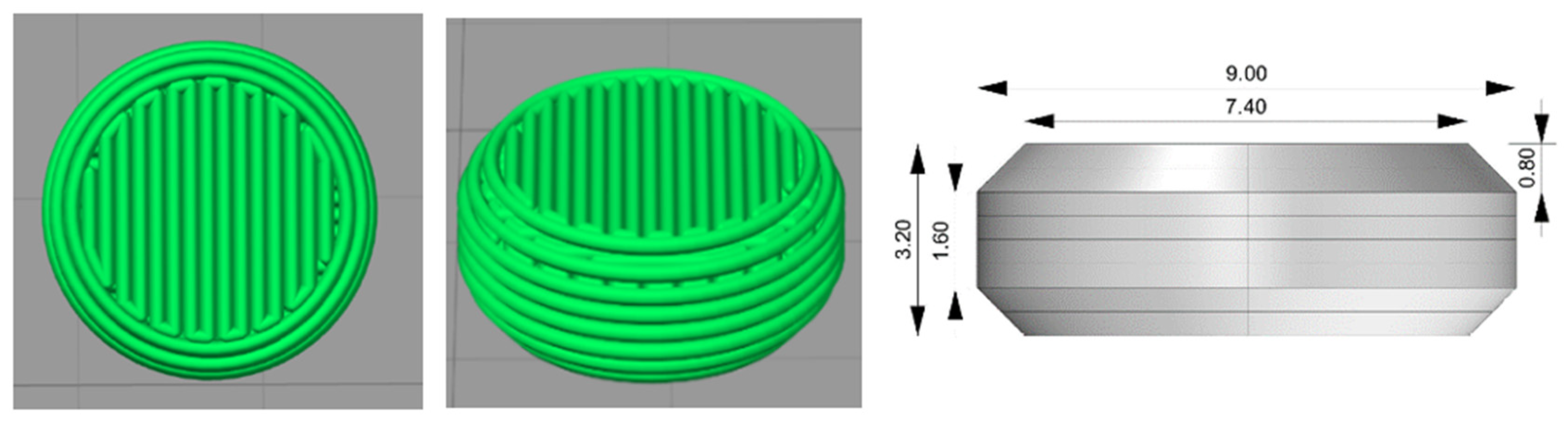
2.3. Powder Mixture Preparation and PBP
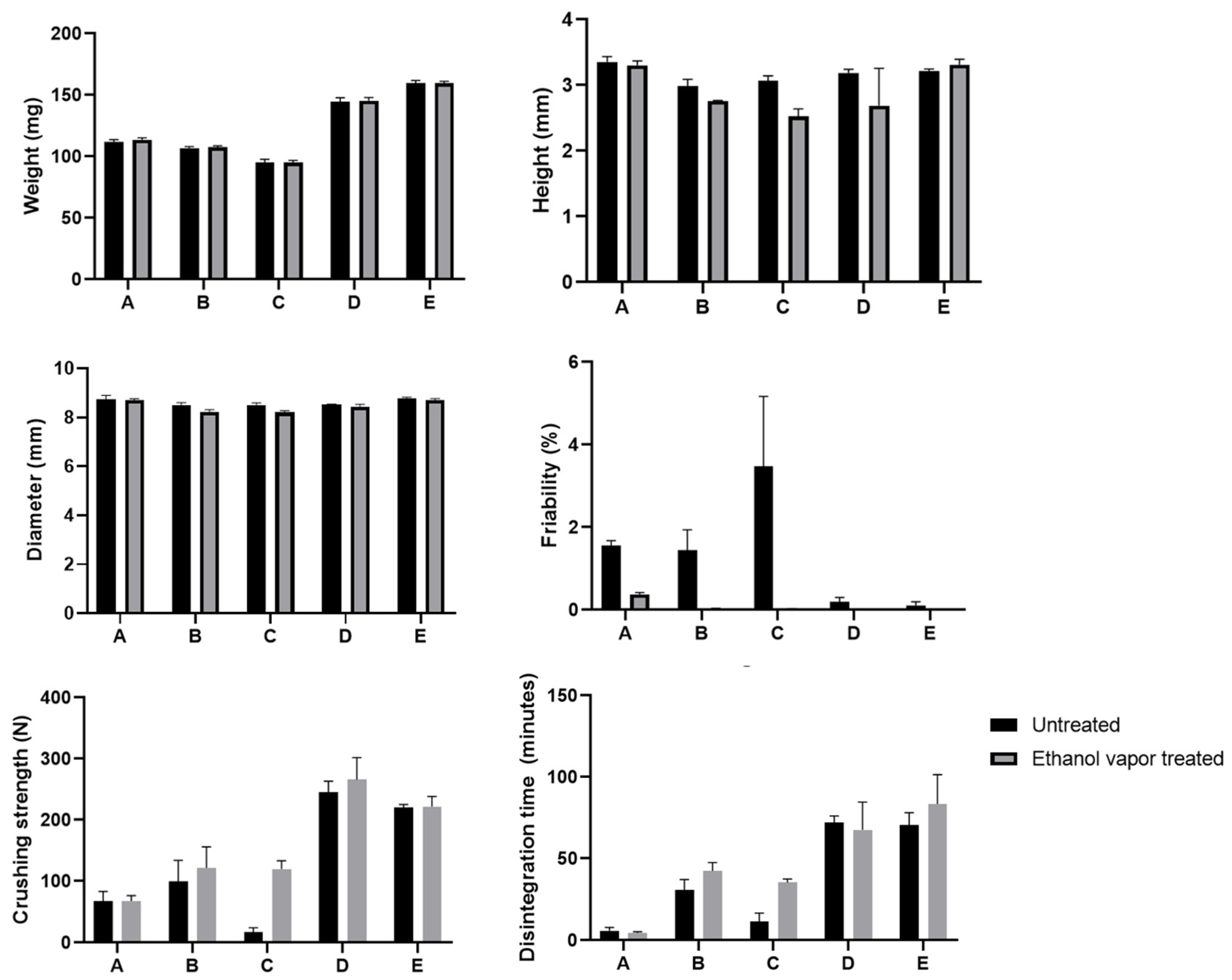
2.4. Basic Tablet Properties Analysis
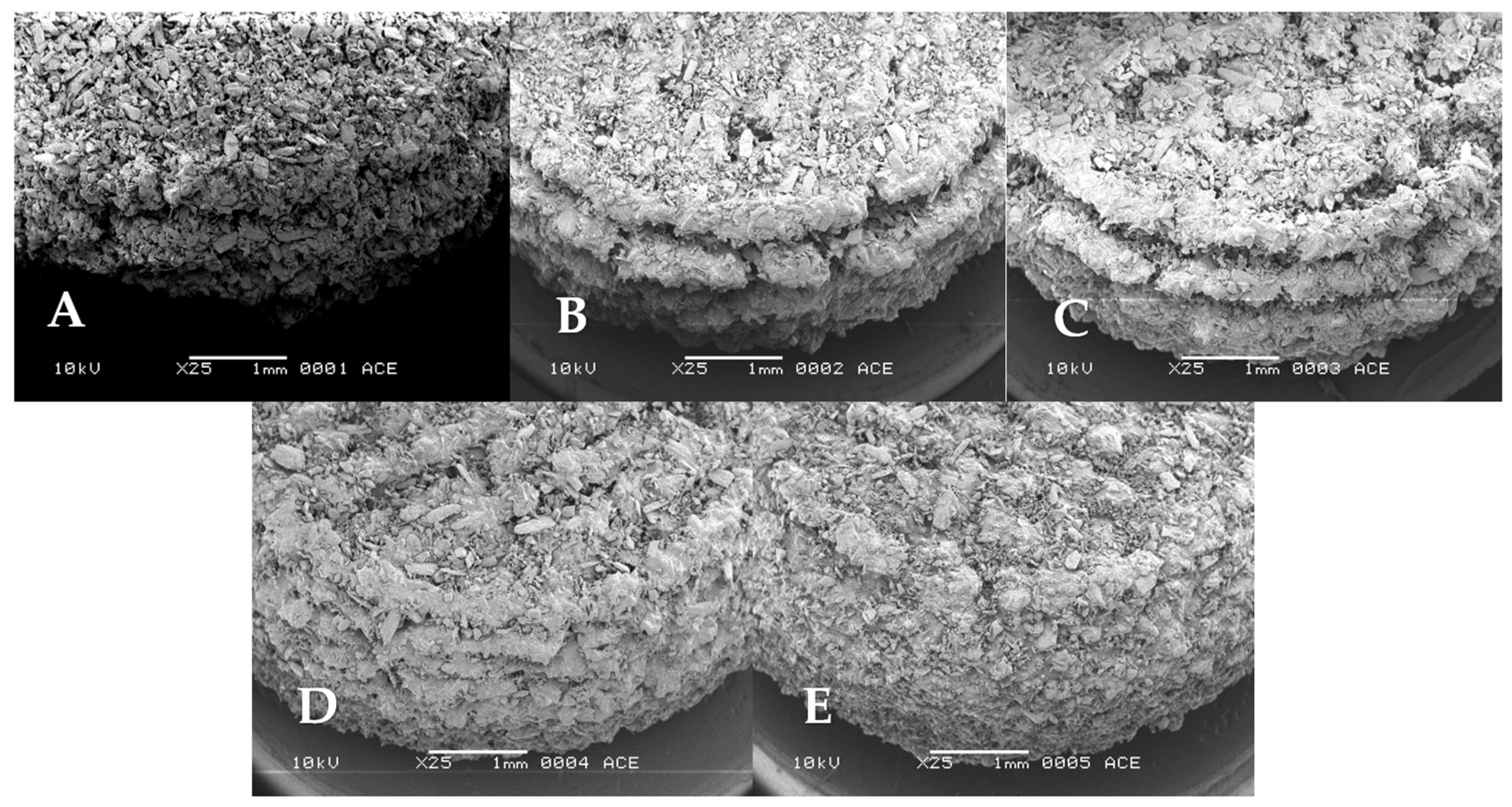
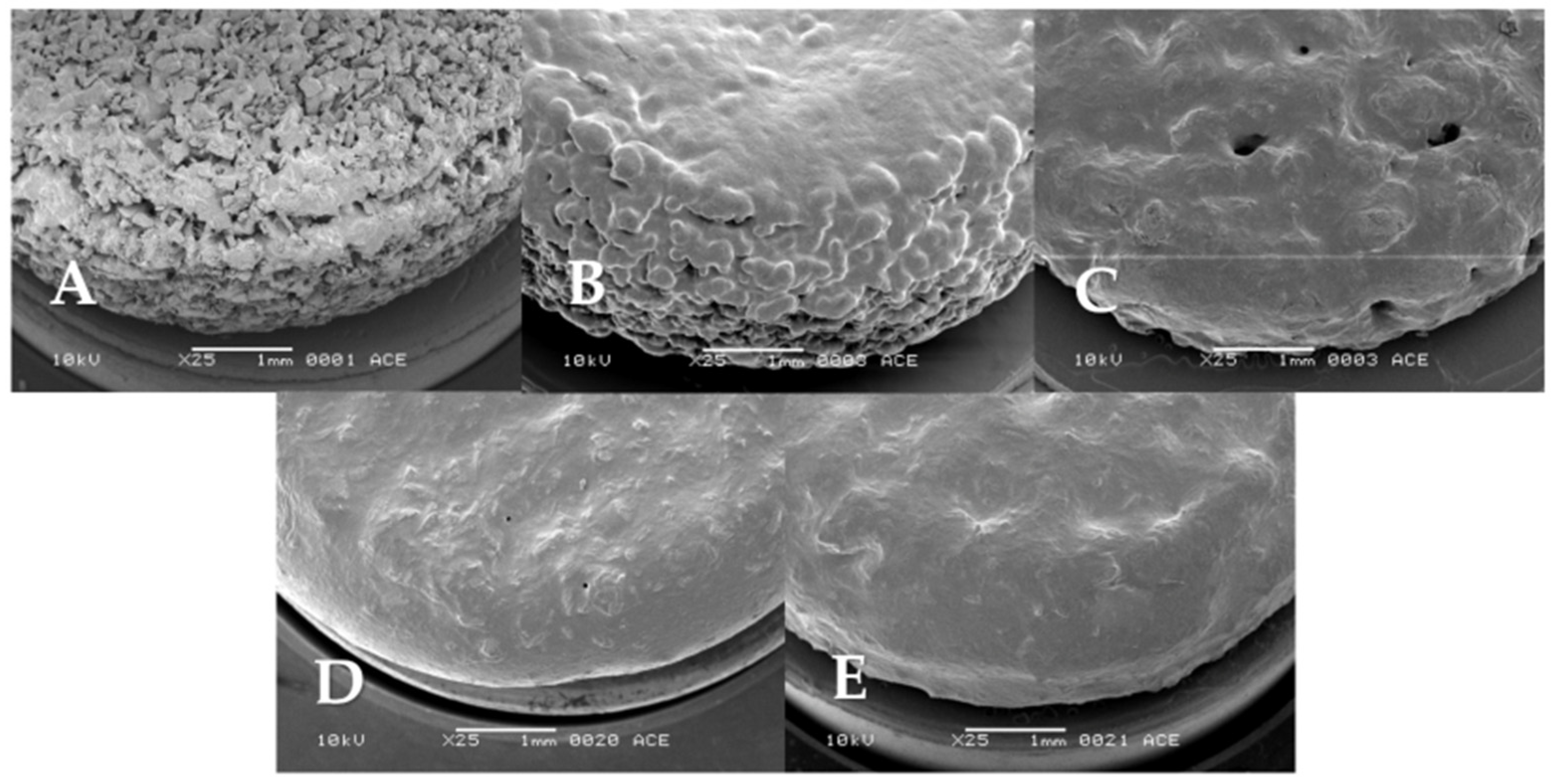
2.5. SEM Surface Imaging of Printed Tablets
2.6. Application of the ColoPulse and Enteric Coating
2.7. Assessment of BIAP Stability
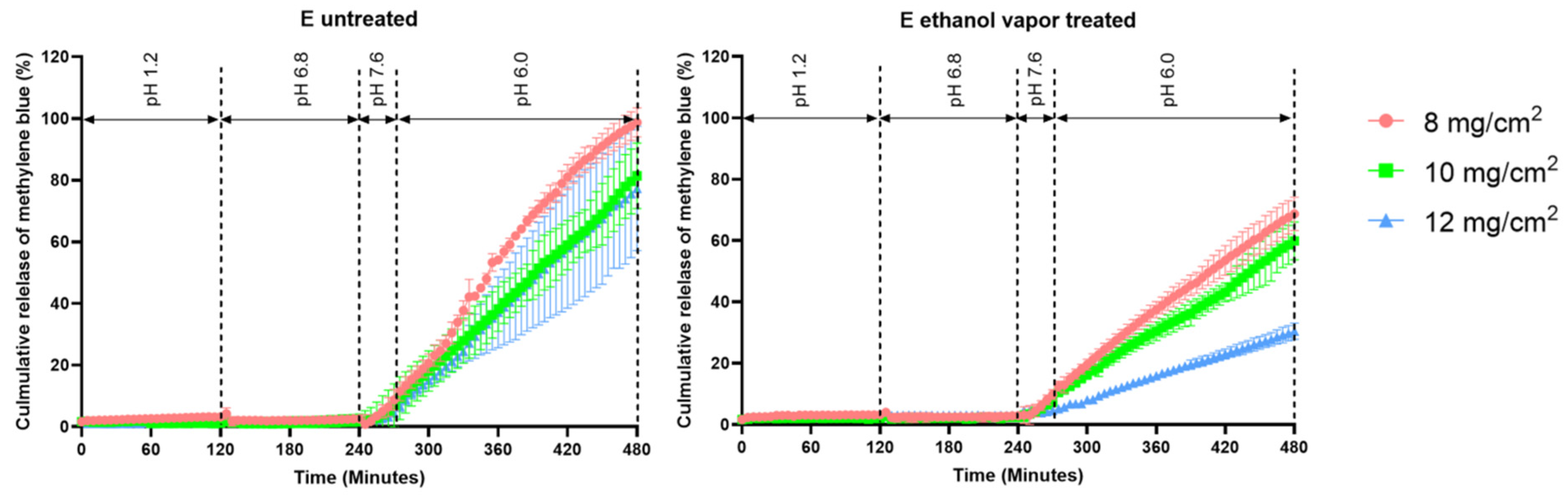
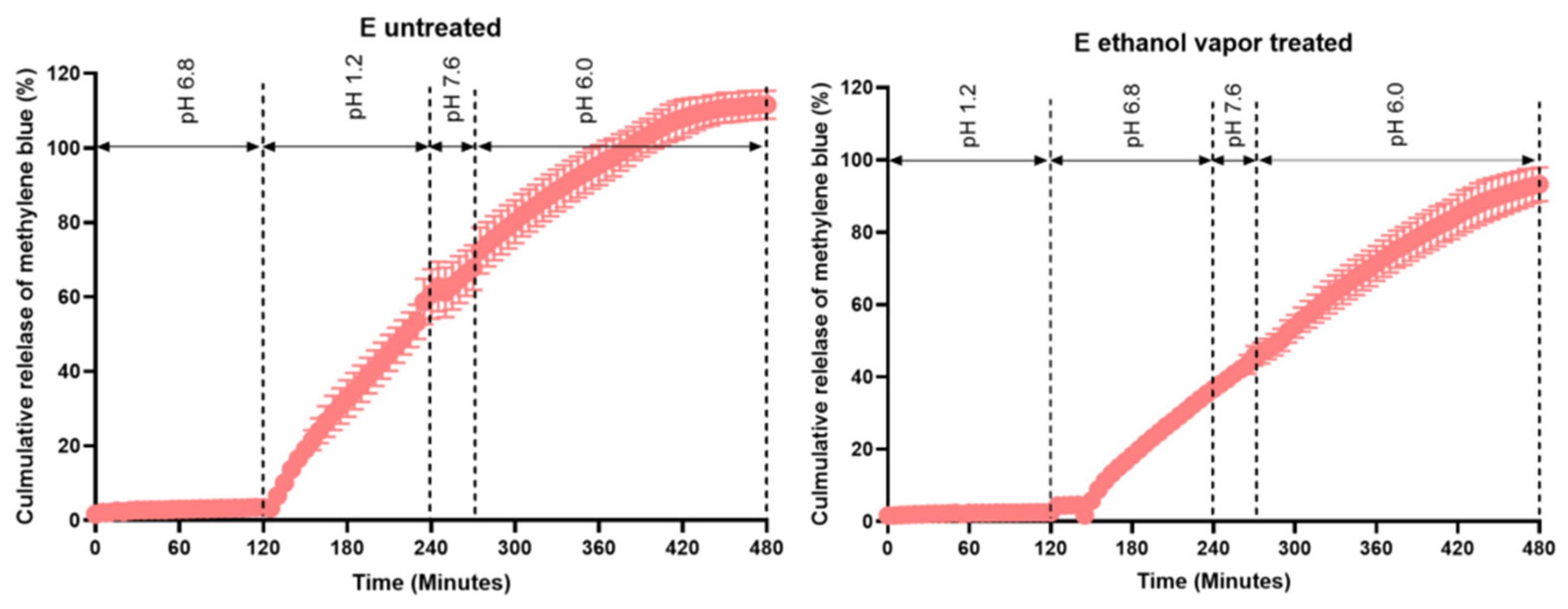
2.8. Drug Release Profile Testing in the Gastrointestinal Simulated System
2.9. Statistical Analysis
3. Results and Discussions
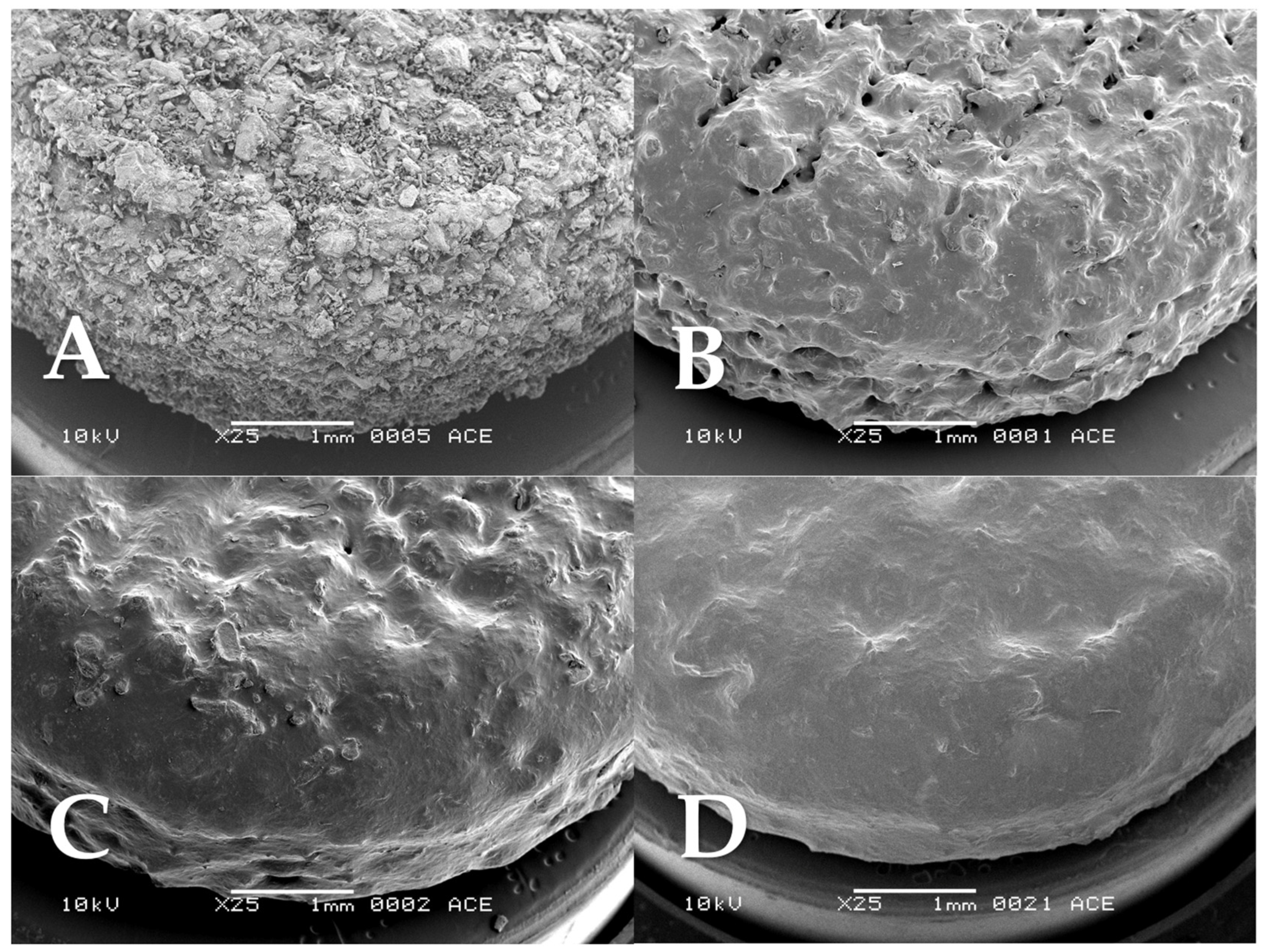
3.1. Influencing Tablet Surface Characteristics
3.1.1. The Effect of Printing Conditions
3.1.2. The Effect of Ethanol Vapor Treatment
3.1.3. The Influence of Surface Manipulation Processes on the General Properties of PBP Tablets
3.1.4. Optimization of Ethanol Vapor Treatment Time for Tablet E
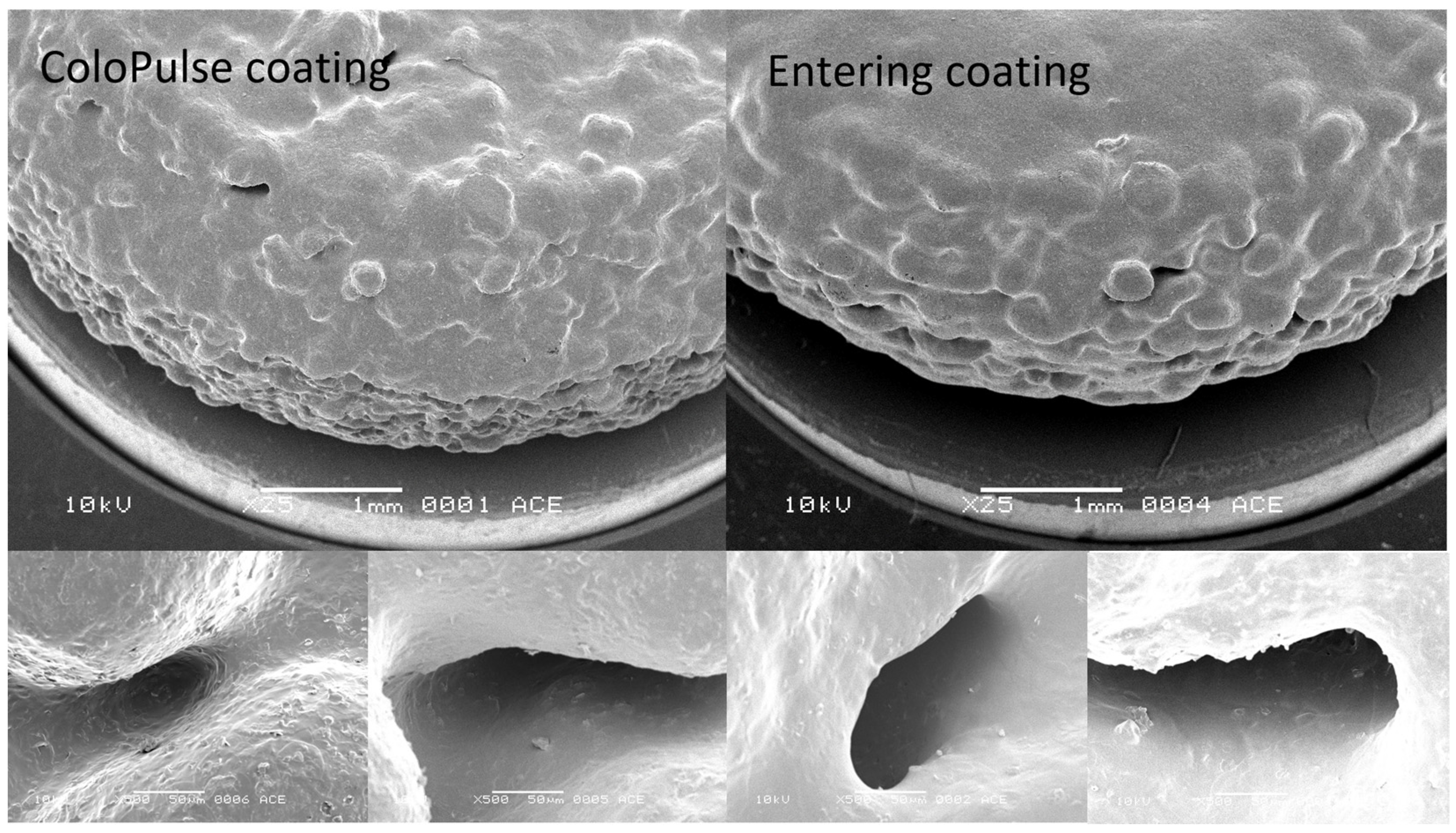
3.2. Coating, SEM Imaging, and In Vitro Release Profile of the Coated 3D Printed Tablets
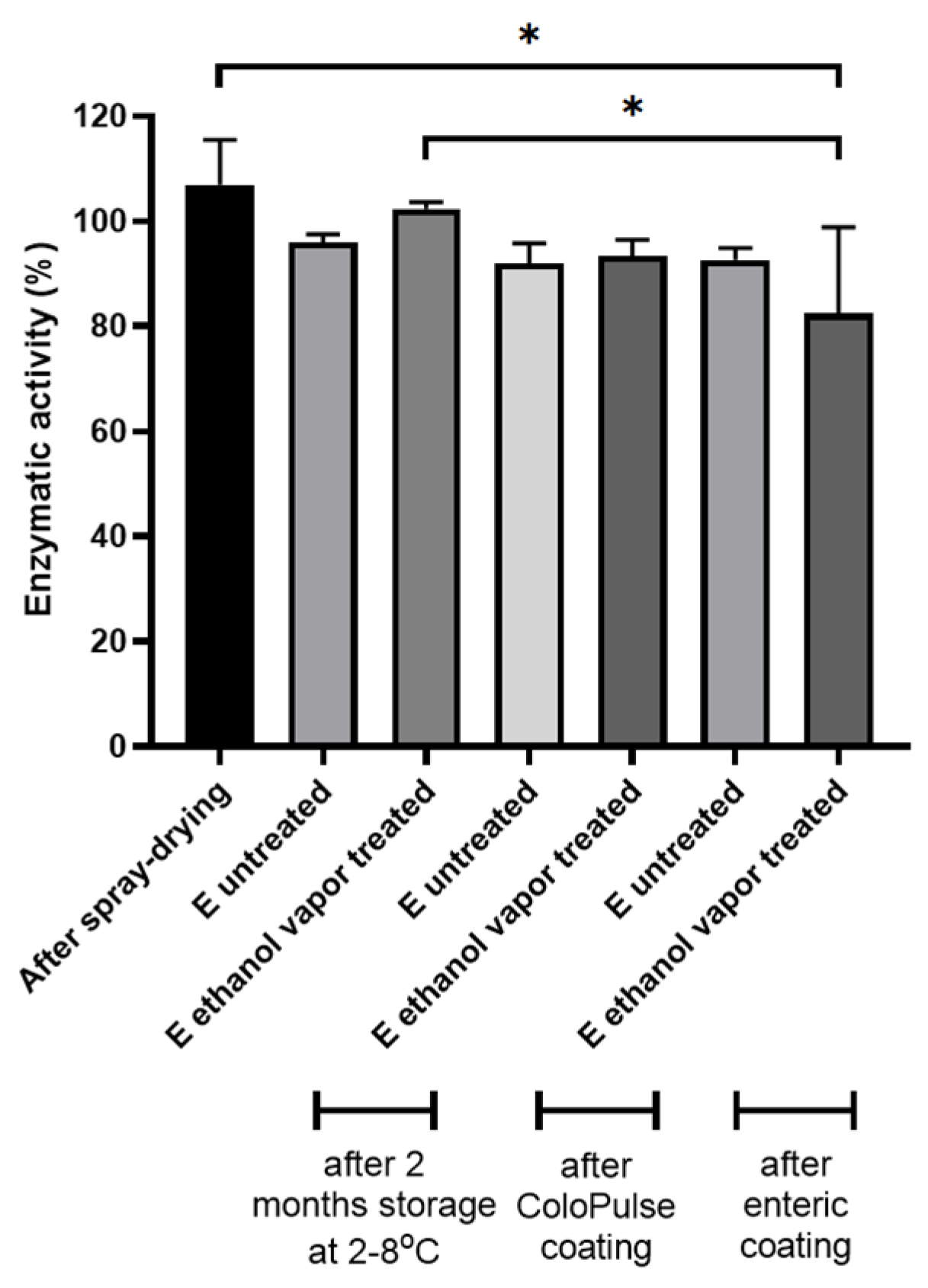
3.3. The Stability of Incorporated BIAP in PBP Tablets
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lam, M.; Asare-Addo, K.; Nokhodchi, A. Liqui-Tablet: The Innovative Oral Dosage Form Using the Newly Developed Liqui-Mass Technology. AAPS PharmSciTech 2021, 22, 85. [Google Scholar] [CrossRef] [PubMed]
- Haimhoffer, Á.; Vasvári, G.; Trencsényi, G.; Béresová, M.; Budai, I.; Czomba, Z.; Rusznyák, Á.; Váradi, J.; Bácskay, I.; Ujhelyi, Z.; et al. Process Optimization for the Continuous Production of a Gastroretentive Dosage Form Based on Melt Foaming. AAPS PharmSciTech 2021, 22, 187. [Google Scholar] [CrossRef]
- Haimhoffer, Á.; Fenyvesi, F.; Lekli, I.; Béresová, M.; Bak, I.; Czagány, M.; Vasvári, G.; Bácskay, I.; Tóth, J.; Budai, I. Preparation of Acyclovir-Containing Solid Foam by Ultrasonic Batch Technology. Pharmaceutics 2021, 13, 1571. [Google Scholar] [CrossRef]
- Trenfield, S.J.; Awad, A.; Goyanes, A.; Gaisford, S.; Basit, A.W. 3D Printing Pharmaceuticals: Drug Development to Frontline Care. Trends Pharmacol. Sci. 2018, 39, 440–451. [Google Scholar] [CrossRef]
- Seoane-Viaño, I.; Trenfield, S.J.; Basit, A.W.; Goyanes, A. Translating 3D Printed Pharmaceuticals: From Hype to Real-World Clinical Applications. Adv. Drug Deliv. Rev. 2021, 174, 553–575. [Google Scholar] [CrossRef]
- Goole, J.; Amighi, K. 3D Printing in Pharmaceutics: A New Tool for Designing Customized Drug Delivery Systems. Int. J. Pharm. 2016, 499, 376–394. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Müllertz, A.; Rantanen, J. Additive Manufacturing of Solid Products for Oral Drug Delivery Using Binder Jetting Three-Dimensional Printing. AAPS PharmSciTech 2022, 23, 196. [Google Scholar] [CrossRef]
- Boudriau, S.; Hanzel, C.; Massicotte, J.; Sayegh, L.; Wang, J.; Lefebvre, M. Randomized Comparative Bioavailability of a Novel Three-Dimensional Printed Fast-Melt Formulation of Levetiracetam Following the Administration of a Single 1000-Mg Dose to Healthy Human Volunteers under Fasting and Fed Conditions. Drugs R D 2016, 16, 229–238. [Google Scholar] [CrossRef]
- Nguyen, K.T.T.; Heijningen, F.F.; Zillen, D.; Bommel, K.J.; Ee, R.J.; Frijlink, H.W.; Hinrichs, W.L. Formulation of a 3D Printed Biopharmaceutical: The Development of an Alkaline Phosphatase Containing Tablet with Ileo-Colonic Release Profile to Treat Ulcerative Colitis. Pharmaceutics 2022, 14, 2179. [Google Scholar] [CrossRef]
- Goyanes, A.; Chang, H.; Sedough, D.; Hatton, G.B.; Wang, J.; Buanz, A.; Gaisford, S.; Basit, A.W. Fabrication of Controlled-Release Budesonide Tablets via Desktop (FDM) 3D Printing. Int. J. Pharm. 2015, 496, 414–420. [Google Scholar] [CrossRef] [PubMed]
- Lee, K.-J.; Kang, A.; Delfino, J.J.; West, T.G.; Chetty, D.; Monkhouse, D.C.; Yoo, J. Evaluation of Critical Formulation Factors in the Development of a Rapidly Dispersing Captopril Oral Dosage Form. Drug Dev. Ind. Pharm. 2003, 29, 967–979. [Google Scholar] [CrossRef] [PubMed]
- Yu, D.-G.; Shen, X.-X.; Branford-White, C.; Zhu, L.-M.; White, K.; Yang, X.L. Novel Oral Fast-Disintegrating Drug Delivery Devices with Predefined Inner Structure Fabricated by Three-Dimensional Printing. J. Pharm. Pharmacol. 2009, 61, 323–329. [Google Scholar] [CrossRef]
- Chang, S.-Y.; Li, S.W.; Kowsari, K.; Shetty, A.; Sorrells, L.; Sen, K.; Nagapudi, K.; Chaudhuri, B.; Ma, A.W. Binder-jet 3D printing of indomethacin-laden pharmaceutical dosage forms. J. Pharm. Sci. 2020, 109, 3054–3063. [Google Scholar] [CrossRef]
- Infanger, S.; Haemmerli, A.; Iliev, S.; Baier, A.; Stoyanov, E.; Quodbach, J. Powder Bed 3D-Printing of Highly Loaded Drug Delivery Devices with Hydroxypropyl Cellulose as Solid Binder. Int. J. Pharm. 2019, 555, 198–206. [Google Scholar] [CrossRef]
- Chang, S.-Y.; Jin, J.; Yan, J.; Dong, X.; Chaudhuri, B.; Nagapudi, K.; Ma, A.W. Development of a Pilot-Scale HuskyJet Binder Jet 3D Printer for Additive Manufacturing of Pharmaceutical Tablets. Int. J. Pharm. 2021, 605, 120791. [Google Scholar] [CrossRef] [PubMed]
- Wilts, E.M.; Ma, D.; Bai, Y.; Williams, C.B.; Long, T.E. Comparison of Linear and 4-Arm Star Poly (Vinyl Pyrrolidone) for Aqueous Binder Jetting Additive Manufacturing of Personalized Dosage Tablets. ACS Appl. Mater. Interfaces 2019, 11, 23938–23947. [Google Scholar] [CrossRef]
- Antic, A.; Zhang, J.; Amini, N.; Morton, D.; Hapgood, K. Screening Pharmaceutical Excipient Powders for Use in Commercial 3D Binder Jetting Printers. Adv. Powder Technol. 2021, 32, 2469–2483. [Google Scholar] [CrossRef]
- Kreft, K.; Lavrič, Z.; Stanić, T.; Perhavec, P.; Dreu, R. Influence of the Binder Jetting Process Parameters and Binder Liquid Composition on the Relevant Attributes of 3D-Printed Tablets. Pharmaceutics 2022, 14, 1568. [Google Scholar] [CrossRef] [PubMed]
- Derby, B. Inkjet Printing of Functional and Structural Materials: Fluid Property Requirements, Feature Stability, and Resolution. Annu. Rev. Mater. Res. 2010, 40, 395–414. [Google Scholar] [CrossRef]
- Kozakiewicz-Latała, M.; Nartowski, K.P.; Dominik, A.; Malec, K.; Gołkowska, A.M.; Złocińska, A.; Rusińska, M.; Szymczyk-Ziółkowska, P.; Ziółkowski, G.; Górniak, A. Binder jetting 3D printing of challenging medicines: From low dose tablets to hydrophobic molecules. Eur. J. Pharm. Biopharm. 2022, 170, 144–159. [Google Scholar] [CrossRef]
- Sen, K.; Manchanda, A.; Mehta, T.; Ma, A.W.; Chaudhuri, B. Formulation Design for Inkjet-Based 3D Printed Tablets. Int. J. Pharm. 2020, 584, 119430. [Google Scholar] [CrossRef]
- Hinrichs, W.L.J.; Prinsen, M.G.; Frijlink, H.W. Inulin Glasses for the Stabilization of Therapeutic Proteins. Int. J. Pharm. 2001, 215, 163–174. [Google Scholar] [CrossRef]
- Heuvel, K.A.; Wit, M.T.; Dickhoff, B.H. Evaluation of Lactose Based 3D Powder Bed Printed Pharmaceutical Drug Product Tablets. Powder Technol. 2021, 390, 97–102. [Google Scholar] [CrossRef]
- Beugeling, M.; Grasmeijer, N.; Born, P.A.; Meulen, M.; Kooij, R.S.; Schwengle, K.; Baert, L.; Amssoms, K.; Frijlink, H.W.; Hinrichs, W.L. The Mechanism behind the Biphasic Pulsatile Drug Release from Physically Mixed Poly (Dl-Lactic (-Co-Glycolic) Acid)-Based Compacts. Int. J. Pharm. 2018, 551, 195–202. [Google Scholar] [CrossRef] [PubMed]
- Schellekens, R.; Stellaard, F.; Mitrovic, D.; Stuurman, F.; Kosterink, J.; Frijlink, H. Pulsatile Drug Delivery to Ileo-Colonic Segments by Structured Incorporation of Disintegrants in pH-Responsive Polymer Coatings. JCR 2008, 132, 91–98. [Google Scholar] [CrossRef]
- Grasmeijer, N.; Stankovic, M.; De Waard, H.; Frijlink, H.W.; Hinrichs, W.L.J. Unraveling Protein Stabilization Mechanisms: Vitrification and Water Replacement in a Glass Transition Temperature Controlled System. Biochim. Biophys. Acta (BBA)-Proteins Proteom. 2013, 1834, 763–769. [Google Scholar] [CrossRef] [PubMed]
- Schellekens, R.; Stuurman, F.; Weert, F.; Kosterink, J.; Frijlink, H. A Novel Dissolution Method Relevant to Intestinal Release Behaviour and Its Application in the Evaluation of Modified Release Mesalazine Products. Eur. J. Pharm. Sci. 2007, 30, 15–20. [Google Scholar] [CrossRef]
- Patirupanusara, P.; Suwanpreuk, W.; Rubkumintara, T.; Suwanprateeb, J. Effect of Binder Content on the Material Properties of Polymethyl Methacrylate Fabricated by Three Dimensional Printing Technique. J. Mater. Process. Technol. 2008, 207, 40–45. [Google Scholar] [CrossRef]
- Hussain, A.; Mahmood, F.; Arshad, M.S.; Abbas, N.; Qamar, N.; Mudassir, J.; Farhaj, S.; Nirwan, J.S.; Ghori, M.U. Personalised 3D Printed Fast-Dissolving Tablets for Managing Hypertensive Crisis: In-Vitro/in-Vivo Studies. Polymers 2020, 12, 3057. [Google Scholar] [CrossRef]
- Linares, V.; Casas, M.; Caraballo, I. Printfills: 3D Printed Systems Combining Fused Deposition Modeling and Injection Volume Filling. Application to Colon-Specific Drug Delivery. Eur. J. Pharm. Biopharm. 2019, 134, 138–143. [Google Scholar] [CrossRef]
- Goyanes, A.; Buanz, A.B.; Hatton, G.B.; Gaisford, S.; Basit, A.W. 3D Printing of Modified-Release Aminosalicylate (4-ASA and 5-ASA) Tablets. Eur. J. Pharm. Biopharm. 2015, 89, 157–162. [Google Scholar] [CrossRef] [PubMed]
- Yu, D.-G.; Branford-White, C.; Ma, Z.-H.; Zhu, L.-M.; Li, X.-Y.; Yang, X.-L. Novel Drug Delivery Devices for Providing Linear Release Profiles Fabricated by 3DP. Int. J. Pharm. 2009, 370, 160–166. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.-C.; Tejwani, M.R.; Roach, W.J.; Kay, J.L.; Yoo, J.; Surprenant, H.L.; Monkhouse, D.C.; Pryor, T. Development of near Zero-Order Release Dosage Forms Using Three-Dimensional Printing (3-DPTM) Technology. Drug Dev. Ind. Pharm. 2006, 32, 367–376. [Google Scholar] [CrossRef]
- Katstra, W.; Palazzolo, R.; Rowe, C.; Giritlioglu, B.; Teung, P.; Cima, M. Oral Dosage Forms Fabricated by Three Dimensional PrintingTM. JCR 2000, 66, 1–9. [Google Scholar] [CrossRef]
- Rowe, C.W.; Wang, C.-C.; Monkhouse, D.C. TheriForm Technology. In Modified-Release Drug Delivery Technology; CRC Press: Boca Raton, FL, USA, 2002; pp. 101–112. [Google Scholar]
- Melocchi, A.; Parietti, F.; Loreti, G.; Maroni, A.; Gazzaniga, A.; Zema, L. 3D Printing by Fused Deposition Modeling (FDM) of a Swellable/Erodible Capsular Device for Oral Pulsatile Release of Drugs. J. Drug Deliv. Sci. Technol. 2015, 30, 360–367. [Google Scholar] [CrossRef]
- Matijašić, G.; Gretić, M.; Vinčić, J.; Poropat, A.; Cuculić, L.; Rahelić, T. Design and 3D Printing of Multi-Compartmental PVA Capsules for Drug Delivery. J. Drug Deliv. Sci. Technol. 2019, 52, 677–686. [Google Scholar] [CrossRef]
- Nober, C.; Manini, G.; Carlier, E.; Raquez, J.-M.; Benali, S.; Dubois, P.; Amighi, K.; Goole, J. Feasibility Study into the Potential Use of Fused-Deposition Modeling to Manufacture 3D-Printed Enteric Capsules in Compounding Pharmacies. Int. J. Pharm. 2019, 569, 118581. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | Segment Gastrointestinal Tract | pH | Volume (mL) | Time (h) |
|---|---|---|---|---|
| I | Stomach | 1.20 ± 0.20 | 500 | 2.0 |
| II | Jejunum | 6.80 ± 0.20 | 629 | 2.0 |
| III | Terminal ileum | 7.63 ± 0.12 | 940 | 0.5 |
| IV | Colon | 6.00 ± 0.25 | 1000 | 3.5 |
| Phase | Composition | Time Added to the Dissolution Vessel (h) |
|---|---|---|
| I | 0.50 g sodium chloride, 1.75 mL concentrated hydrochloric acid, add demineralized water to 250 mL | 0 |
| I to II | 2.04 potassium dihydrogen phosphate, 15 mL sodium hydroxide 2.0 M (80 g/L), add demineralized water to 65 mL | 2.0 |
| II to III | 1.02 g potassium dihydrogen phosphate, 6.0 mL sodium hydroxide 2.0 M (80 g/L), add demineralized water to 156 mL | 4.0 |
| III to IV | 4.5 mL hydrochloric acid 3.0 M, add demineralized water of 30 mL | 4.5 |
| Tablet | Binder: Bulk Ratio (w/w) | Layer Height (mm) | Line Spacing (mm) |
|---|---|---|---|
| A | 20:80 | 0.4 | 0.45 |
| B | 50:50 | 0.4 | 0.45 |
| C | 50:50 | 0.4 | 0.50 |
| D | 50:50 | 0.2 | 0.50 |
| E | 50:50 | 0.1 | 0.50 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, K.T.T.; Zillen, D.; van Heijningen, F.F.M.; van Bommel, K.J.C.; van Ee, R.J.; Frijlink, H.W.; Hinrichs, W.L.J. Surface Engineering Methods for Powder Bed Printed Tablets to Optimize External Smoothness and Facilitate the Application of Different Coatings. Pharmaceutics 2023, 15, 2193. https://doi.org/10.3390/pharmaceutics15092193
Nguyen KTT, Zillen D, van Heijningen FFM, van Bommel KJC, van Ee RJ, Frijlink HW, Hinrichs WLJ. Surface Engineering Methods for Powder Bed Printed Tablets to Optimize External Smoothness and Facilitate the Application of Different Coatings. Pharmaceutics. 2023; 15(9):2193. https://doi.org/10.3390/pharmaceutics15092193
Chicago/Turabian StyleNguyen, Khanh T. T., Daan Zillen, Franca F. M. van Heijningen, Kjeld J. C. van Bommel, Renz J. van Ee, Henderik W. Frijlink, and Wouter L. J. Hinrichs. 2023. "Surface Engineering Methods for Powder Bed Printed Tablets to Optimize External Smoothness and Facilitate the Application of Different Coatings" Pharmaceutics 15, no. 9: 2193. https://doi.org/10.3390/pharmaceutics15092193