
Review on the Scale-Up Methods for the Preparation of Solid Lipid Nanoparticles
 ,
,
Abstract
:1. Introduction
Rationale for Large-Scale Production
2. Solid Lipid Nanoparticle Preparation Techniques
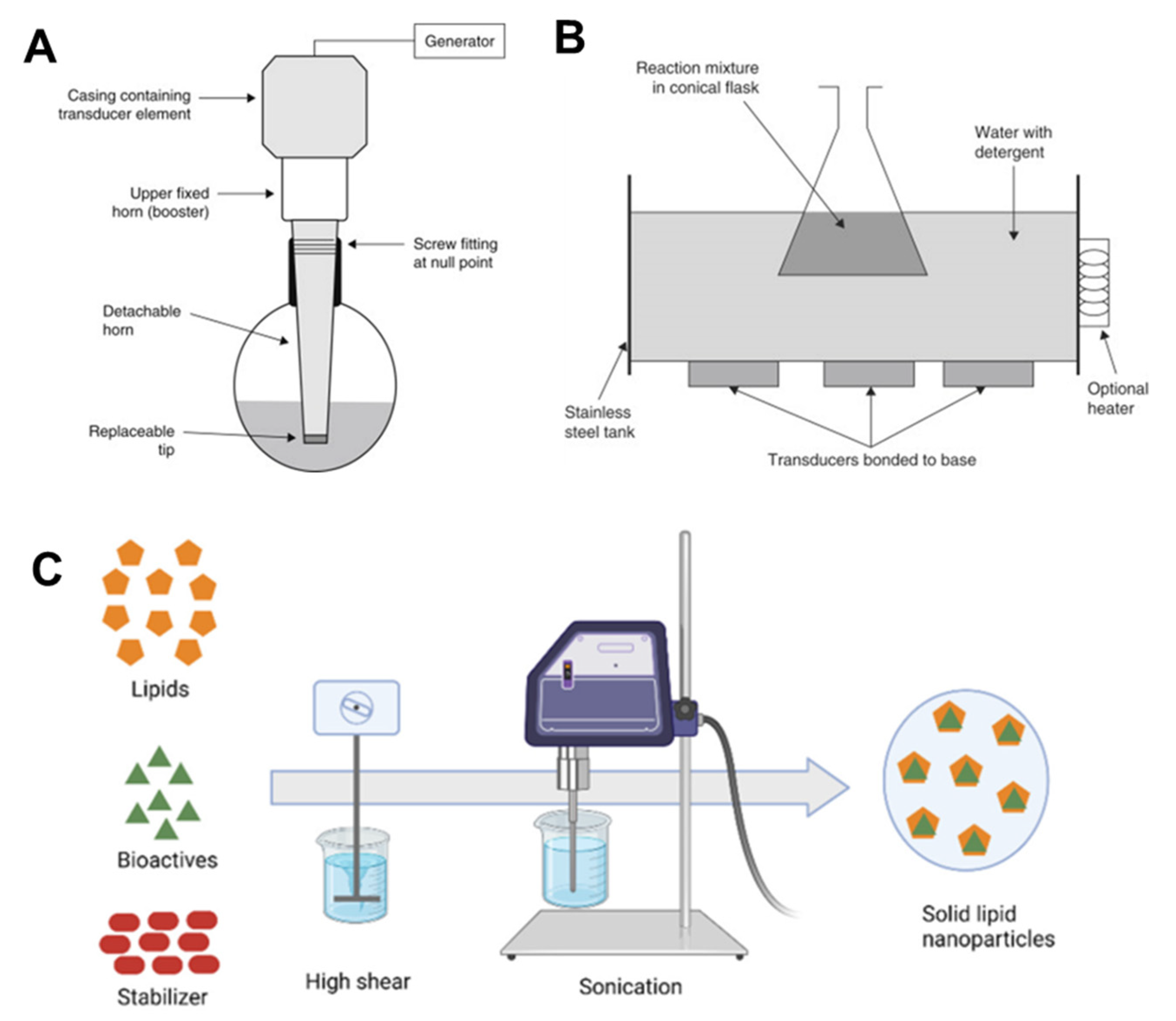
2.1. Ultrasonication

2.2. Solvent Emulsification Evaporation
2.3. Solvent Emulsification-Diffusion
2.4. Membrane Contactor
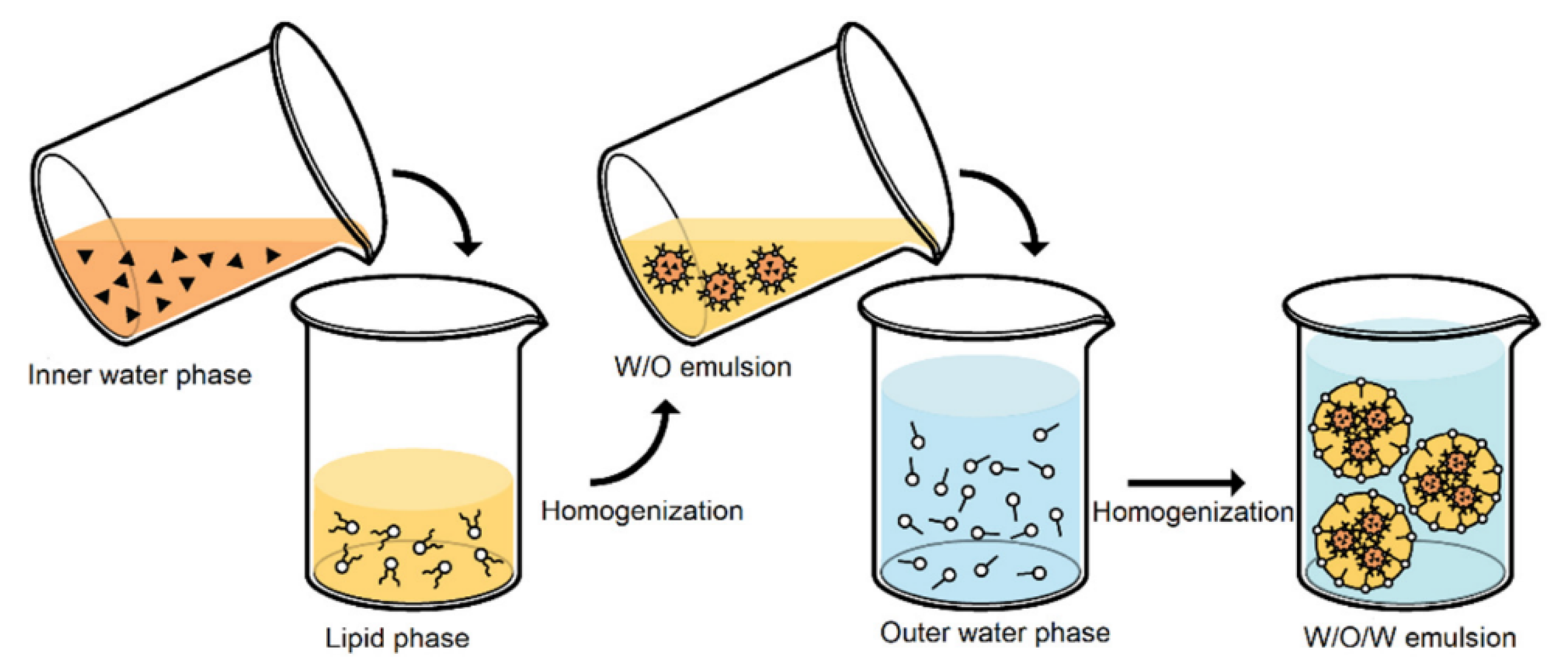
2.5. Double Emulsification
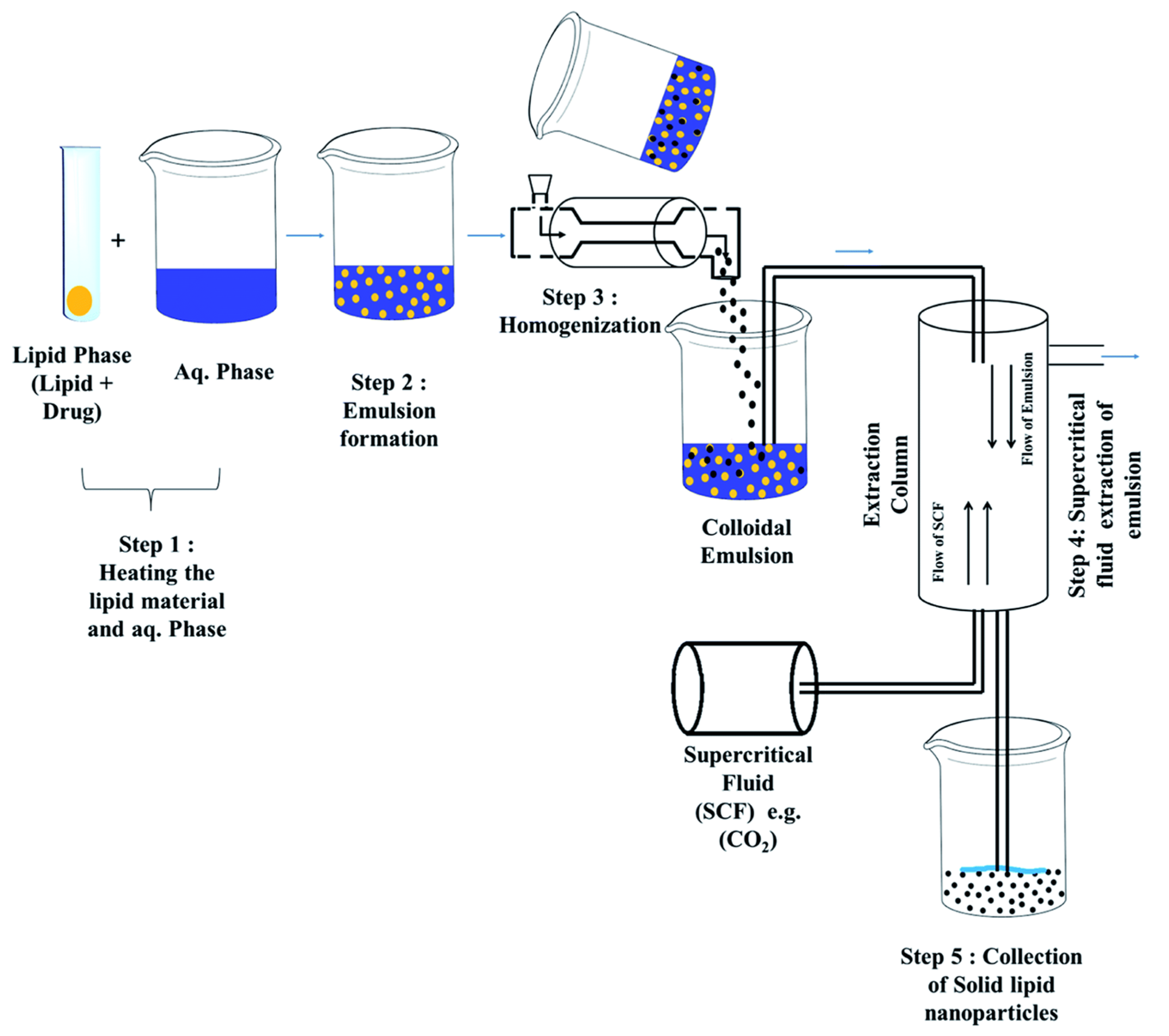
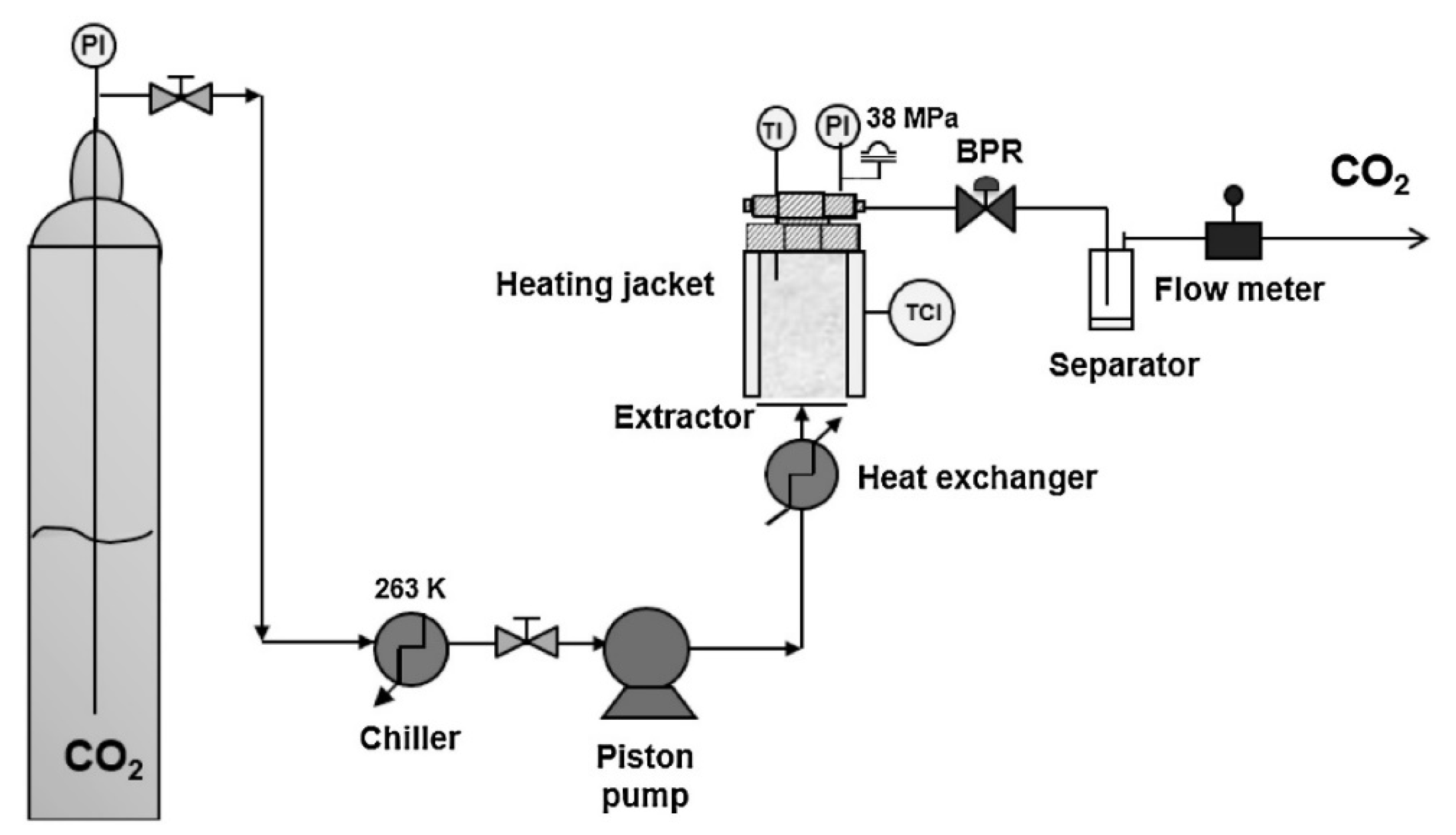
2.6. Supercritical Fluid Extraction
2.7. Spray Drying Method
3. Potential Scale-Up Methods for SLN
3.1. High-Pressure Homogenization
3.1.1. Hot Homogenization
3.1.2. Cold Homogenization
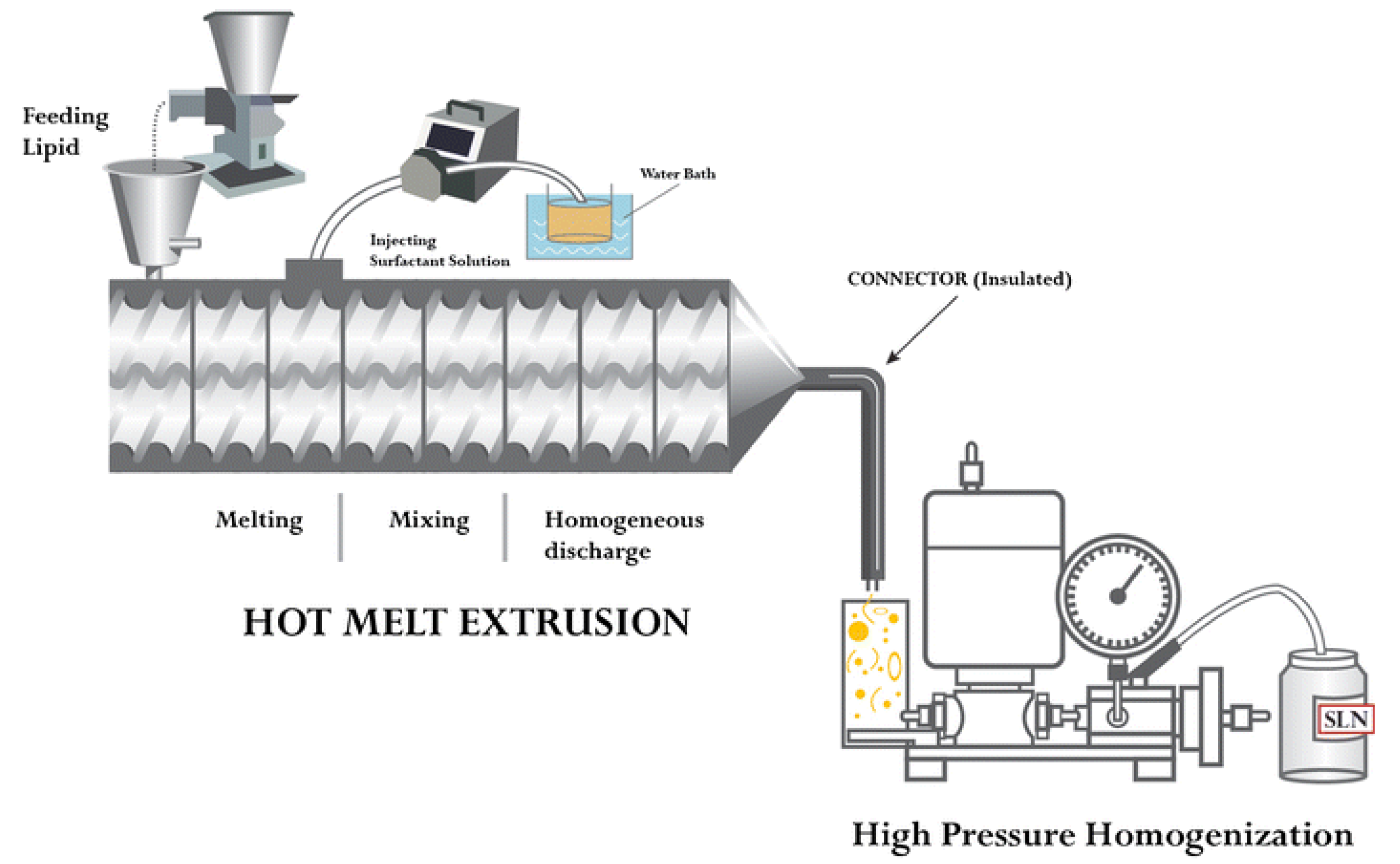
3.2. Hot Melt Extrusion Coupled with HPH
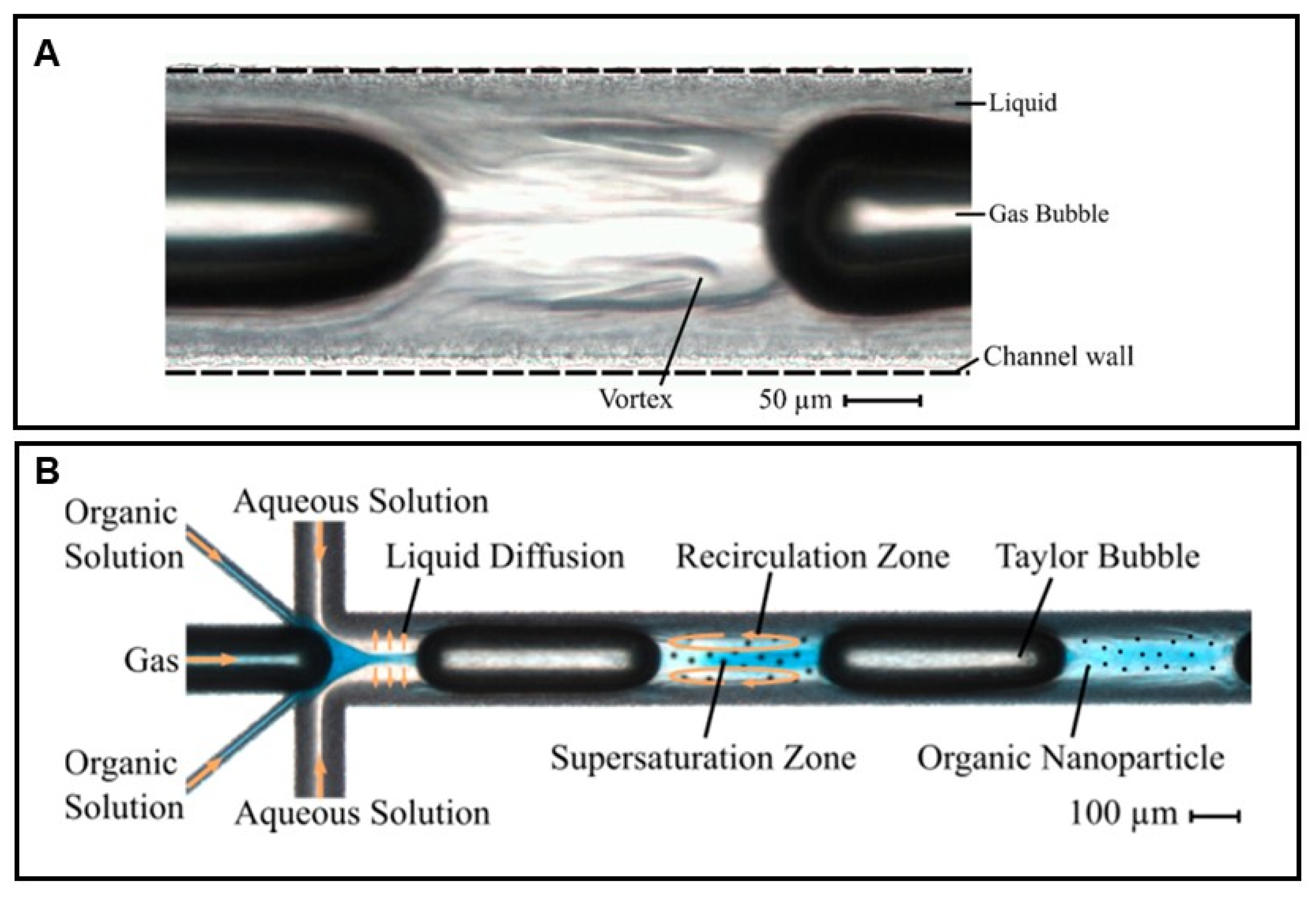
3.3. Liquid Flow-Focusing and Gas Displacing Method in Microchannels
3.4. Nanoprecipitation Using Static Mixers
3.5. Microemulsion-Based Method
4. Conclusions and Future Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| SLN | Solid Lipid Nanoparticles |
| GM | Glyceryl Monostearate |
| GB | Glyceryl Behenate |
| GP | Glyceryl Palmitate |
| MM | Myristyl Myristate |
| CP | Cetyl Palmitate |
| SCF | Supercritical Fluid Extraction |
| CO2 | Carbon Dioxide |
| GSS | Gas Saturated Solutions |
| CHClF2 | Chlorodifluoromethane |
| CH2FCF3 | 1,1,1,2-Tetrafluoroethane |
| SFEE | Supercritical Fluid Extraction of Emulsions |
| APIs | Active Pharmaceutical Ingredients |
| HPH | High Pressure Homogenization |
| LNP | Lipid Nanoparticle |
| PC | Product Containers |
| NLC | Nanostructured Lipid Carriers |
| LDC | Lipid Drug Conjugate |
| LAF | Laminar Air Flow |
| HHT | Hot Homogenization Technique |
| CCT | Cold Homogenization Technique |
| HME | Hot Melt Extrusion |
| PS | Particle Size |
| ZL | Liquid Addition Zone |
| BT | Barrel Temperature Zone |
| SS | Speed of Screw Extruder |
| LFGDM | Liquid Flow Focusing and Gas Displacement Method |
| EE | Entrapment Efficiency |
| EPR | Enhanced Permeation and Retention |
| CNS | Central Nervous System |
| BBB | Blood Brain Barrier |
| RES | Reticuloendothelial System |
| CLZ | Clotrimazole |
| ALA | Alphalipoic Acid |
| UV | Ultraviolet |
References
- Muller, R.H.; Shegokar, R.; Keck, C.M. 20 Years of Lipid Nanoparticles (SLN & NLC): Present State of Development & Industrial Applications. Curr. Drug Discov. Technol. 2011, 8, 207–227. [Google Scholar] [CrossRef] [PubMed]
- Pardeike, J.; Hommoss, A.; Müller, R.H. Lipid nanoparticles (SLN, NLC) in cosmetic and pharmaceutical dermal products. Int. J. Pharm. 2009, 366, 170–184. [Google Scholar] [CrossRef] [PubMed]
- Al Haj, N.A.; Abdullah, R.; Ibrahim, S.; Bustamam, A. Tamoxifen drug loading solid lipid nanoparticles prepared by hot high pressure homogenization techniques. Am. J. Pharmacol. Toxicol. 2008, 3, 219–224. [Google Scholar] [CrossRef]
- Durán-Lobato, M.; Enguix-González, A.; Fernández-Arévalo, M.; Martín-Banderas, L. Statistical analysis of solid lipid nanoparticles produced by high-pressure homogenization: A practical prediction approach. J. Nanoparticle Res. 2013, 15, 1–14. [Google Scholar] [CrossRef]
- Parhi, R.; Suresh, P. Preparation and Characterization of Solid Lipid Nanoparticles—A Review. Curr. Drug Discov. Technol. 2012, 9, 2–16. [Google Scholar] [CrossRef]
- Üner, M.; Yener, G. Importance of solid lipid nanoparticles (SLN) in various administration routes and future perspective. Int. J. Nanomed. 2007, 2, 289–300. [Google Scholar] [PubMed]
- Müller, R.H.; Mäder, K.; Gohla, S. Solid lipid nanoparticles (SLN) for controlled drug delivery—a review of the state of the art. Eur. J. Pharm. Biopharm. 2000, 50, 161–177. [Google Scholar] [CrossRef]
- Marengo, E.; Cavalli, R.; Caputo, O.; Rodriguez, L.; Gasco, M.R. Scale-up of the preparation process of solid lipid nanospheres. Part I. Int. J. Pharm. 2000, 205, 3–13. [Google Scholar] [CrossRef]
- Ahmad, J. Lipid nanoparticles based cosmetics with potential application in alleviating skin disorders. Cosmetics 2021, 8, 84. [Google Scholar] [CrossRef]
- Foulkes, R.; Man, E.; Thind, J.; Yeung, S.; Joy, A.; Hoskins, C. The regulation of nanomaterials and nanomedicines for clinical application: Current and future perspectives. Biomater. Sci. 2020, 8, 4653–4664. [Google Scholar] [CrossRef]
- Muller, R.H.; Keck, C.M. Challenges and solutions for the delivery of biotech drugs—A review of drug nanocrystal technology and lipid nanoparticles. J. Biotechnol. 2004, 113, 151–170. [Google Scholar] [CrossRef] [PubMed]
- Sawant, K.; Dodiya, S. Recent Advances and Patents on Solid Lipid Nanoparticles. Recent Pat. Drug Deliv. Formul. 2008, 2, 120–135. [Google Scholar] [CrossRef]
- Shegokar, R.; Nakach, M. Large-scale manufacturing of nanoparticles—An industrial outlook. In Drug Delivery Aspects; Elsevier Inc.: Amsterdam, The Netherlands, 2020; pp. 57–77. ISBN 9780128212226. [Google Scholar]
- Dong, Y.; Ng, W.K.; Shen, S.; Kim, S.; Tan, R.B.H. Solid lipid nanoparticles: Continuous and potential large-scale nanoprecipitation production in static mixers. Colloids Surf. B Biointerfaces 2012, 94, 68–72. [Google Scholar] [CrossRef]
- Paliwal, R.; Paliwal, S.R.; Kenwat, R.; Kurmi, B.D.; Sahu, M.K. Solid lipid nanoparticles: A review on recent perspectives and patents. Expert Opin. Ther. Pat. 2020, 30, 179–194. [Google Scholar] [CrossRef]
- Akbari, J.; Saeedi, M.; Ahmadi, F.; Hashemi, S.M.H.; Babaei, A.; Yaddollahi, S.; Rostamkalaei, S.S.; Asare-Addo, K.; Nokhodchi, A. Solid lipid nanoparticles and nanostructured lipid carriers: A review of the methods of manufacture and routes of administration. Pharm. Dev. Technol. 2022, 27, 1–53. [Google Scholar] [CrossRef] [PubMed]
- Duan, Y.; Dhar, A.; Patel, C.; Khimani, M.; Neogi, S.; Sharma, P.; Siva Kumar, N.; Vekariya, R.L. A brief review on solid lipid nanoparticles: Part and parcel of contemporary drug delivery systems. RSC Adv. 2020, 10, 26777–26791. [Google Scholar] [CrossRef] [PubMed]
- Dhiman, N.; Awasthi, R.; Sharma, B.; Kharkwal, H.; Kulkarni, G.T. Lipid Nanoparticles as Carriers for Bioactive Delivery. Front. Chem. 2021, 9, 268. [Google Scholar] [CrossRef]
- PubMed. Available online: https://pubmed.ncbi.nlm.nih.gov/ (accessed on 4 August 2022).
- Pardeshi, C.; Rajput, P.; Belgamwar, V.; Tekade, A.; Patil, G.; Chaudhary, K.; Sonje, A. Solid lipid based nanocarriers: An overview. Acta Pharm. 2012, 62, 433–472. [Google Scholar] [CrossRef]
- Garud, A.; Singh, D.; Garud, N. Solid Lipid Nanoparticles (SLN): Method, Characterization and Applications. Int. Curr. Pharm. J. 2012, 1, 384–393. [Google Scholar] [CrossRef]
- Paliwal, R.; Babu, R.J.; Palakurthi, S. Nanomedicine Scale-up Technologies: Feasibilities and Challenges. Ageing Int. 2014, 15, 1527–1534. [Google Scholar] [CrossRef] [Green Version]
- Paniwnyk, L. Application of Ultrasound. In Emerging Technologies for Food Processing; Academic Press: Cambridge, MA, USA, 2014; pp. 271–291. [Google Scholar] [CrossRef]
- Subramanian, P. Lipid-Based Nanocarrier System for the Effective Delivery of Nutraceuticals. Molecules 2021, 26, 5510. [Google Scholar] [CrossRef]
- Bose, S.; Du, Y.; Takhistov, P.; Michniak-Kohn, B. Formulation optimization and topical delivery of quercetin from solid lipid based nanosystems. Int. J. Pharm. 2013, 441, 56–66. [Google Scholar] [CrossRef] [PubMed]
- Venkateswarlu, V.; Manjunath, K. Preparation, characterization and in vitro release kinetics of clozapine solid lipid nanoparticles. J. Control. Release 2004, 95, 627–638. [Google Scholar] [CrossRef] [PubMed]
- Campos, D.A.; Madureira, A.R.; Sarmento, B.; Pintado, M.M.; Gomes, A.M. Technological stability of solid lipid nanoparticles loaded with phenolic compounds: Drying process and stability along storage. J. Food Eng. 2017, 196, 1–10. [Google Scholar] [CrossRef]
- Campos, D.A.; Madureira, A.R.; Sarmento, B.; Gomes, A.M.; Pintado, M.M. Stability of bioactive solid lipid nanoparticles loaded with herbal extracts when exposed to simulated gastrointestinal tract conditions. Food Res. Int. 2015, 78, 131–140. [Google Scholar] [CrossRef]
- Kasarla, S.S.; Dodoala, S.; Sampathi, S.; Talluri, N.K.; Junnuthula, V.; Dyawanapelly, S. Therapeutic Potential of Chrysin in Improving Bone Health. Appl. Sci. 2022, 12, 8728. [Google Scholar] [CrossRef]
- Mishra, V.; Bansal, K.K.; Verma, A.; Yadav, N.; Thakur, S.; Sudhakar, K.; Rosenholm, J.M. Solid lipid nanoparticles: Emerging colloidal nano drug delivery systems. Pharmaceutics 2018, 10, 191. [Google Scholar] [CrossRef] [PubMed]
- Ganesan, P.; Narayanasamy, D. Lipid nanoparticles: Different preparation techniques, characterization, hurdles, and strategies for the production of solid lipid nanoparticles and nanostructured lipid carriers for oral drug delivery. Sustain. Chem. Pharm. 2017, 6, 37–56. [Google Scholar] [CrossRef]
- Matta, V.D.R. A concise review on preparation methods used for the development of solid lipid nanoparticles. J. Drug Deliv. Ther. 2021, 11, 162–169. [Google Scholar] [CrossRef]
- Charcosset, C.; El-Harati, A.; Fessi, H. Preparation of solid lipid nanoparticles using a membrane contactor. J. Control. Release 2005, 108, 112–120. [Google Scholar] [CrossRef]
- Pragati, S.; Kuldeep, S.; Ashok, S.; Satheesh, M. Solid Lipid Nanoparticles: A Promising Drug Delivery Technology. Int. J. Pharm. Sci. Nanotechnol. 2009, 2, 509–516. [Google Scholar] [CrossRef]
- Mudrić, J.; Šavikin, K.; Ðekić, L.; Pavlović, S.; Kurćubić, I.; Ibrić, S.; Ðuriš, J. Development of lipid-based gastroretentive delivery system for gentian extract by double emulsion–melt dispersion technique. Pharmaceutics 2021, 13, 2095. [Google Scholar] [CrossRef]
- Yadav, N.; Khatak, S.; Singh Sara, U.V. Solid lipid nanoparticles—A review. Int. J. Appl. Pharm. 2013, 5, 8–18. [Google Scholar] [CrossRef]
- Andrade, L.N.; Oliveira, D.M.L.; Chaud, M.V.; Alves, T.F.R.; Nery, M.; da Silva, C.F.; Gonsalves, J.K.C.; Nunes, R.S.; Corrêa, C.B.; Amaral, R.G.; et al. Praziquantel-solid lipid nanoparticles produced by supercritical carbon dioxide extraction: Physicochemical characterization, release profile, and cytotoxicity. Molecules 2019, 24, 3881. [Google Scholar] [CrossRef]
- Spilimbergo, S.; Luca, G.; Elvassore, N.; Bertucco, A. Effect of high-pressure gases on phase behaviour of solid lipids. J. Supercrit. Fluids 2006, 38, 289–294. [Google Scholar] [CrossRef]
- Prieto, C.; Calvo, L. Supercritical fluid extraction of emulsions to nanoencapsulate vitamin E in polycaprolactone. J. Supercrit. Fluids 2017, 119, 274–282. [Google Scholar] [CrossRef]
- Freitas, C.; Müller, R.H. Spray-drying of solid lipid nanoparticles (SLN(TM)). Eur. J. Pharm. Biopharm. 1998, 46, 145–151. [Google Scholar] [CrossRef]
- Rangaraj, N.; Sampathi, S.; Junnuthula, V.; Kolimi, P.; Mandati, P.; Narala, S.; Nyavanandi, D.; Dyawanapelly, S. Fast-Fed Variability: Insights into Drug Delivery, Molecular Manifestations, and Regulatory Aspects. Pharmaceutics 2022, 14, 1807. [Google Scholar] [CrossRef]
- Xia, D.; Shrestha, N.; van de Streek, J.; Mu, H.; Yang, M. Spray drying of fenofibrate loaded nanostructured lipid carriers. Asian J. Pharm. Sci. 2016, 11, 507–515. [Google Scholar] [CrossRef] [Green Version]
- Satapathy, M.K.; Yen, T.L.; Jan, J.S.; Tang, R.D.; Wang, J.Y.; Taliyan, R.; Yang, C.H. Solid lipid nanoparticles (Slns): An advanced drug delivery system targeting brain through bbb. Pharmaceutics 2021, 13, 1183. [Google Scholar] [CrossRef]
- Battaglia, L.; Gallarate, M.; Panciani, P.P.; Ugazio, E.; Sapino, S.; Peira, E.; Chirio, D. Techniques for the Preparation of Solid Lipid Nano and Microparticles. In Application of Nanotechnology in Drug Delivery; IntechOpen: London, UK, 2014. [Google Scholar] [CrossRef]
- Marcato, P.D.; Durán, N. Cytotoxicity and Genotoxicity of Solid Lipid Nanoparticles. In Nanomedicine and Nanotoxicology; Springer: New York, NY, USA, 2014; pp. 229–244. ISBN 9781461489931. [Google Scholar]
- Jenning, V.; Lippacher, A.; Gohla, S.H. Medium scale production of solid lipid nanoparticles (SLN) by high pressure homogenization. J. Microencapsul. 2002, 19, 1–10. [Google Scholar] [CrossRef]
- Shegokar, R.; Singh, K.K.; Müller, R.H. Production & stability of stavudine solid lipid nanoparticles—From lab to industrial scale. Int. J. Pharm. 2011, 416, 461–470. [Google Scholar] [CrossRef]
- Hu, C.; Qian, A.; Wang, Q.; Xu, F.; He, Y.; Xu, J.; Xia, Y.; Xia, Q. Industrialization of lipid nanoparticles: From laboratory-scale to large-scale production line. Eur. J. Pharm. Biopharm. 2016, 109, 206–213. [Google Scholar] [CrossRef]
- Dingler, A.; Gohla, S. Production of solid lipid nanoparticles (SLN): Scaling up feasibilities. J. Microencapsul. 2002, 19, 11–16. [Google Scholar] [CrossRef]
- Patel, R.; Dube, A.; Solanki, R.; Khunt, D.; Parikh, S.; Junnuthula, V.; Dyawanapelly, S. Structural Elucidation of Alkali Degradation Impurities of Favipiravir from the Oral Suspension: UPLC-TQ-ESI-MS/MS and NMR. Molecules 2022, 27, 5606. [Google Scholar] [CrossRef]
- Duong, V.A.; Nguyen, T.T.L.; Maeng, H.J. Preparation of solid lipid nanoparticles and nanostructured lipid carriers for drug delivery and the effects of preparation parameters of solvent injection method. Molecules 2020, 25, 4781. [Google Scholar] [CrossRef] [PubMed]
- Breitenbach, J. Melt extrusion: From process to drug delivery technology. Eur. J. Pharm. Biopharm. 2002, 54, 107–117. [Google Scholar] [CrossRef]
- Maniruzzaman, M.; Boateng, J.S.; Snowden, M.J.; Douroumis, D. A Review of Hot-Melt Extrusion: Process Technology to Pharmaceutical Products. ISRN Pharm. 2012, 2012, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Patil, H.; Kulkarni, V.; Majumdar, S.; Repka, M.A. Continuous manufacturing of solid lipid nanoparticles by hot melt extrusion. Int. J. Pharm. 2014, 471, 153–156. [Google Scholar] [CrossRef]
- Sugiura, S.; Nakajima, M.; Tong, J.; Nabetani, H.; Seki, M. Preparation of monodispersed solid lipid microspheres using a microchannel emulsification technique. J. Colloid Interface Sci. 2000, 227, 95–103. [Google Scholar] [CrossRef]
- Mehnert, W.; Mäder, K. Solid lipid nanoparticles: Production, characterization and applications. Adv. Drug Deliv. Rev. 2012, 64, 83–101. [Google Scholar] [CrossRef]
- Zhang, S.; Yun, J.; Shen, S.; Chen, Z.; Yao, K.; Chen, J.; Chen, B. Formation of solid lipid nanoparticles in a microchannel system with a cross-shaped junction. Chem. Eng. Sci. 2008, 63, 5600–5605. [Google Scholar] [CrossRef]
- Erfle, P.; Riewe, J.; Bunjes, H.; Dietzel, A. Stabilized production of lipid nanoparticles of tunable size in Taylor flow glass devices with high-surface-quality 3D microchannels. Micromachines 2019, 10, 220. [Google Scholar] [CrossRef] [PubMed]
- Cabassud, C.; Laborie, S.; Durand-Bourlier, L.; Lainé, J.M. Air sparging in ultrafiltration hollow fibers: Relationship between flux enhancement, cake characteristics and hydrodynamic parameters. J. Memb. Sci. 2001, 181, 57–69. [Google Scholar] [CrossRef]
- Cui, Z.F.; Chang, S.; Fane, A.G. The use of gas bubbling to enhance membrane processes. J. Memb. Sci. 2003, 221, 1–35. [Google Scholar] [CrossRef]
- Yun, J.; Zhang, S.; Shen, S.; Chen, Z.; Yao, K.; Chen, J. Continuous production of solid lipid nanoparticles by liquid flow-focusing and gas displacing method in microchannels. Chem. Eng. Sci. 2009, 64, 4115–4122. [Google Scholar] [CrossRef]
- Fessi, H.; Puisieux, F.; Devissaguet, J.P.; Ammoury, N.; Benita, S. Nanocapsule formation by interfacial polymer deposition following solvent displacement. Int. J. Pharm. 1989, 55, 1–4. [Google Scholar] [CrossRef]
- Vauthier, C.; Bouchemal, K. Methods for the Preparation and Manufacture of Polymeric Nanoparticles. Pharm. Res. 2009, 26, 1025–1058. [Google Scholar] [CrossRef]
- Akbarzadeh, A.; Rezaei-Sadabady, R.; Davaran, S.; Joo, S.W.; Zarghami, N.; Hanifehpour, Y.; Samiei, M.; Kouhi, M.; Nejati-Koshki, K. Liposome: Classification, preparation, and applications. Nanoscale Res. Lett. 2013, 8, 1–8. [Google Scholar] [CrossRef]
- Ridolfo, R.; Tavakoli, S.; Junnuthula, V.; Williams, D.S.; Urtti, A.; Van Hest, J.C.M. Exploring the Impact of Morphology on the Properties of Biodegradable Nanoparticles and Their Diffusion in Complex Biological Medium. Biomacromolecules 2021, 22, 126–133. [Google Scholar] [CrossRef]
- Junnuthula, V.; Boroujeni, A.S.; Cao, S.; Tavakoli, S.; Ridolfo, R.; Toropainen, E.; Ruponen, M.; van Hest, J.C.M.; Urtti, A. Intravitreal polymeric nanocarriers with long ocular retention and targeted delivery to the retina and optic nerve head region. Pharmaceutics 2021, 13, 445. [Google Scholar] [CrossRef] [PubMed]
- Dyawanapelly, S.; Junnuthula, V.; Singh, A. The Holy Grail of Polymer Therapeutics for Cancer Therapy: An Overview on the Pharmacokinetics and Bio Distribution. Curr. Drug Metab. 2015, 16, 522–537. [Google Scholar] [CrossRef] [PubMed]
- Jain, A.S.; Pawar, P.S.; Sarkar, A.; Junnuthula, V.; Dyawanapelly, S. Bionanofactories for green synthesis of silver nanoparticles: Toward antimicrobial applications. Int. J. Mol. Sci. 2021, 22, 11993. [Google Scholar] [CrossRef] [PubMed]
- Ramachandran, R.; Junnuthula, V.R.; Gowd, G.S.; Ashokan, A.; Thomas, J.; Peethambaran, R.; Thomas, A.; Unni, A.K.K.; Panikar, D.; Nair, S.V.; et al. Theranostic 3-Dimensional nano brain-implant for prolonged and localized treatment of recurrent glioma. Sci. Rep. 2017, 7, 1–16. [Google Scholar] [CrossRef]
- Devassy, G.; Ramachandran, R.; Jeena, K.; Junnuthula, V.R.; Gopinatha, V.K.; Manju, C.; Manohar, M.; Nair, S.V.; Raghavan, S.C.; Koyakutty, M. Simultaneous release of two drugs from polymer nano-implant inhibits recurrence in glioblastoma spheroids. Precis. Nanomed. 2019, 2, 218–229. [Google Scholar] [CrossRef]
- Khatik, R.; Dwivedi, P.; Junnuthula, V.R.; Sharma, K.; Chuttani, K.; Mishra, A.K.; Dwivedi, A.K. Potential in vitro and in vivo colon specific anticancer activity in a HCT-116 xenograft nude mice model: Targeted delivery using enteric coated folate modified nanoparticles. RSC Adv. 2015, 5, 16507–16520. [Google Scholar] [CrossRef]
- Gera, S.; Sampathi, S.; Maddukuri, S.; Dodoala, S.; Junnuthula, V.; Dyawanapelly, S. Therapeutic Potential of Naringenin Nanosuspension: In Vitro and In Vivo Anti-Osteoporotic Studies. Pharmaceutics 2022, 14, 1449. [Google Scholar] [CrossRef]
- Pailla, S.; Sampathi, S.; Junnuthula, V.; Maddukuri, S.; Dodoala, S.; Dyawanapelly, S. Brain-Targeted Intranasal Delivery of Zotepine Microemulsion: Pharmacokinetics and Pharmacodynamics. Pharmaceutics 2022, 14, 978. [Google Scholar] [CrossRef]
- Schubert, M.A.; Müller-Goymann, C.C. Solvent injection as a new approach for manufacturing lipid nanoparticles—Evaluation of the method and process parameters. Eur. J. Pharm. Biopharm. 2003, 55, 125–131. [Google Scholar] [CrossRef]
- Karnik, R.; Gu, F.X.; Bose, S.; Basto, P.; Cannizzaro, C.; Langer, R.; Farokhzad, O.C. Microfluidic synthesis of polymeric nanoparticles. In Proceedings of the 6th International Conference on Nanochannels, Microchannels, and Minichannels, ICNMM2008, Darmstadt, Germany, 23–25 June 2008; pp. 1921–1922. [Google Scholar]
- Zhang, S.; Shen, S.; Chen, Z.; Yun, J.; Yao, K.; Chen, B.; Chen, J. Preparation of solid lipid nanoparticles in co-flowing microchannels. Chem. Eng. J. 2008, 144, 324–328. [Google Scholar] [CrossRef]
- Kakkar, V.; Kaur, I.P. Preparation, characterization and scale-up of sesamol loaded solid lipid nanoparticles. Nanotechnol. Dev. 2012, 2, 8. [Google Scholar] [CrossRef]
- Battaglia, L.; Gallarate, M. Lipid nanoparticles: State of the art, new preparation methods and challenges in drug delivery. Expert Opin. Drug Deliv. 2012, 9, 497–508. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sr. No. | Title of the Publication | Methods | Conditions | Results | Pros, Cons, and Remarks |
|---|---|---|---|---|---|
| 1 | Synthesis and stability of stavudine solid lipid nanoparticles ranging from lab to industrial-scale [47] | HPH (Text reference: Section 3.1) |
|
|
|
| 2 | Continuous manufacturing of solid lipid nanoparticles by hot melt extrusion [54] | Hot melt extrusion followed by a high-pressure homogenizer (Text reference: Section 3.2) |
|
|
|
| 3 | Continuous production of solid lipid nanoparticles by liquid flow-focusing and gas displacing method in microchannels [61] | The liquid flow-focusing and gas displacing methodin microchannels (Text reference: Section 3.3) |
|
|
|
| 4 | Solid lipid nanoparticles: Continuous and potential large-scale nanoprecipitation production in static mixers [14] | Nanoprecipitation (Static mixers) (Text reference: Section 3.4) |
|
|
|
| 5 | Preparation, characterization, and scaling up of sesamol incorporated solid lipid nanoparticles [77] | Microemulsion-based method (Text reference: Section 3.5) |
|
|
|
| Sl. No. | Method | Challenges | Remarks |
|---|---|---|---|
| 1 | Coacervation | Polymorphism |
|
| 2 | Hot homogenization | Polymorphism |
|
| 3 | Spray drying and congealing process | Polymorphism |
|
| 4 | Spray drying | Phase separation |
|
| 5 | Gamma irradiation | Sterilization |
|
| 6 | Autoclaving | Sterilization |
|
| 7 | Sterile filtration | Sterilization |
|
| 8 | Stability investigation in biological fluids | Gastrointestinal (GI) fluids and circulatory protein, serum albumin |
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khairnar, S.V.; Pagare, P.; Thakre, A.; Nambiar, A.R.; Junnuthula, V.; Abraham, M.C.; Kolimi, P.; Nyavanandi, D.; Dyawanapelly, S. Review on the Scale-Up Methods for the Preparation of Solid Lipid Nanoparticles. Pharmaceutics 2022, 14, 1886. https://doi.org/10.3390/pharmaceutics14091886
Khairnar SV, Pagare P, Thakre A, Nambiar AR, Junnuthula V, Abraham MC, Kolimi P, Nyavanandi D, Dyawanapelly S. Review on the Scale-Up Methods for the Preparation of Solid Lipid Nanoparticles. Pharmaceutics. 2022; 14(9):1886. https://doi.org/10.3390/pharmaceutics14091886
Chicago/Turabian StyleKhairnar, Sakshi V., Pritha Pagare, Aditya Thakre, Aswathy Rajeevan Nambiar, Vijayabhaskarreddy Junnuthula, Manju Cheripelil Abraham, Praveen Kolimi, Dinesh Nyavanandi, and Sathish Dyawanapelly. 2022. "Review on the Scale-Up Methods for the Preparation of Solid Lipid Nanoparticles" Pharmaceutics 14, no. 9: 1886. https://doi.org/10.3390/pharmaceutics14091886