
Design of Experiments as a Tool to Optimize the Process of Coating Minitablets with Commercial Gastro-Resistant Coating Mixtures

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Production and Physical Evaluation of Minitablet Cores
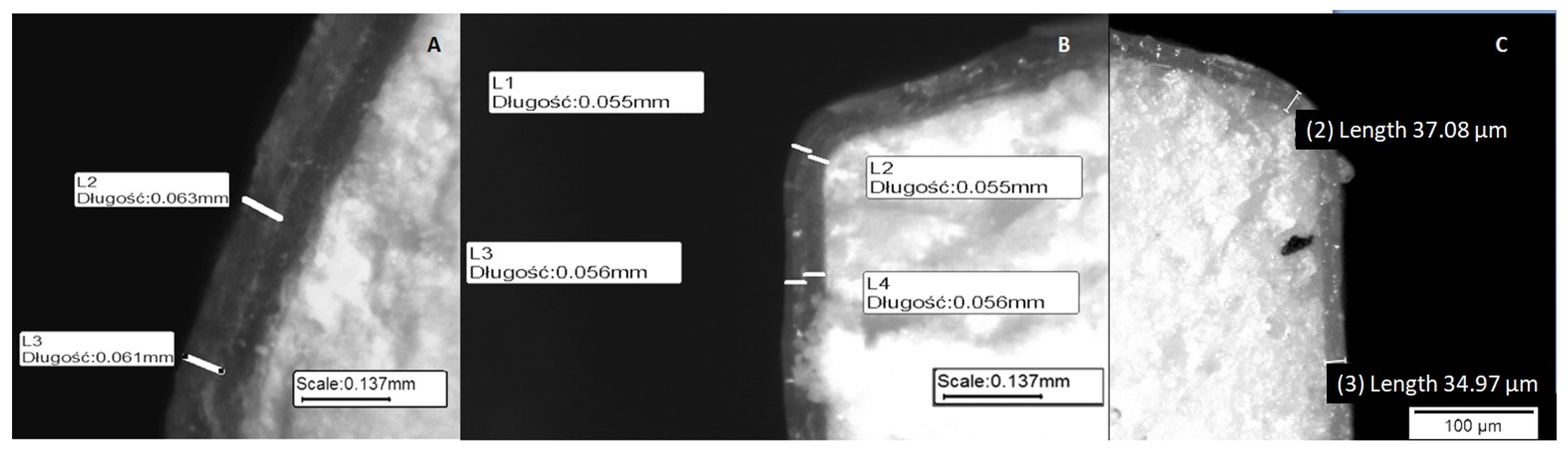
2.2.2. Production and Evaluation of Enteric-Coated Minitablets
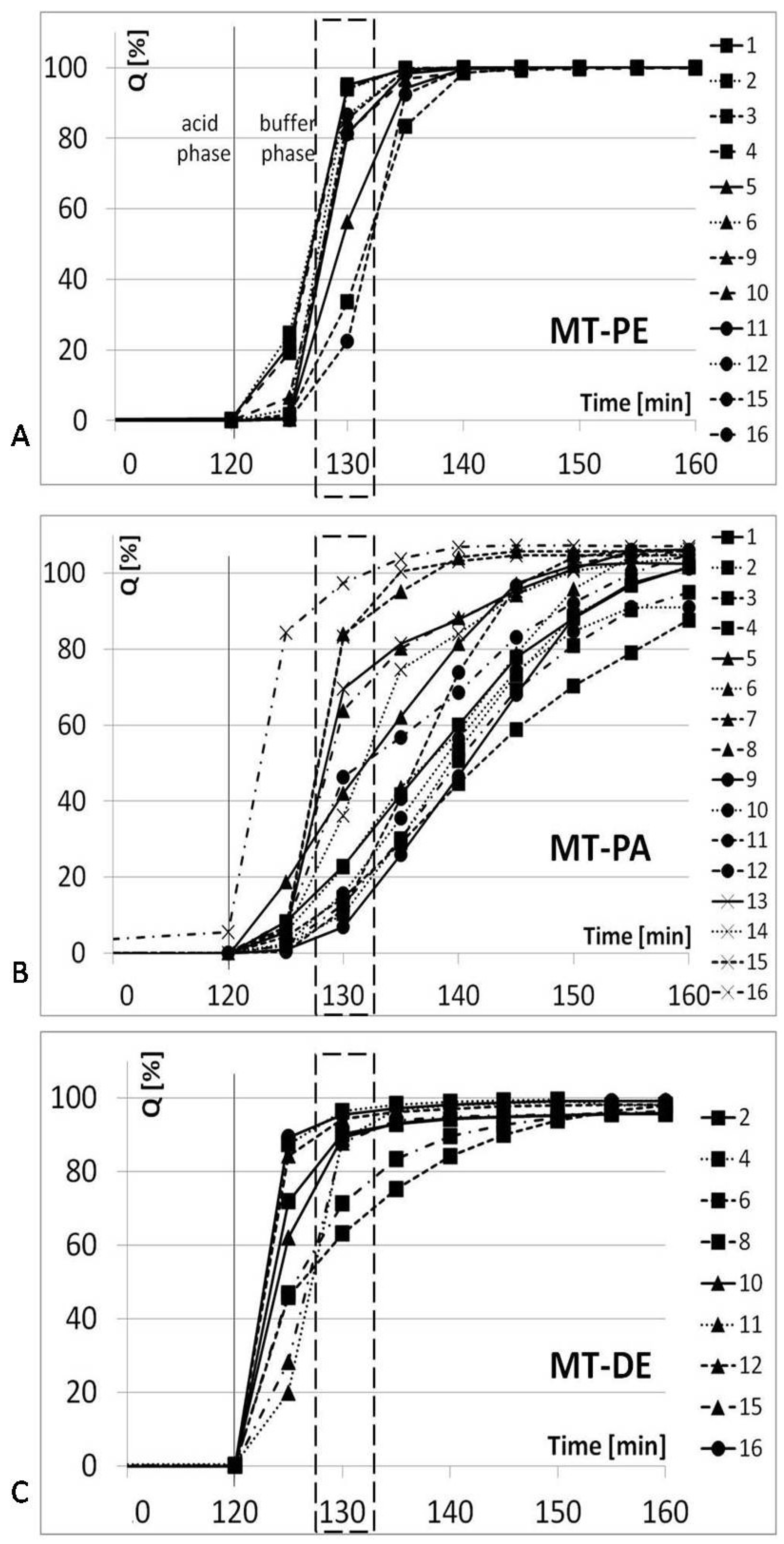
2.2.3. In Vitro Dissolution Test
2.2.4. Statistical Analysis of the Fluid Bed Coating Process
3. Results and Discussion
3.1. Minitablet Cores
3.2. Enteric-Coated Minitablets
3.3. In Vitro Dissolution Test
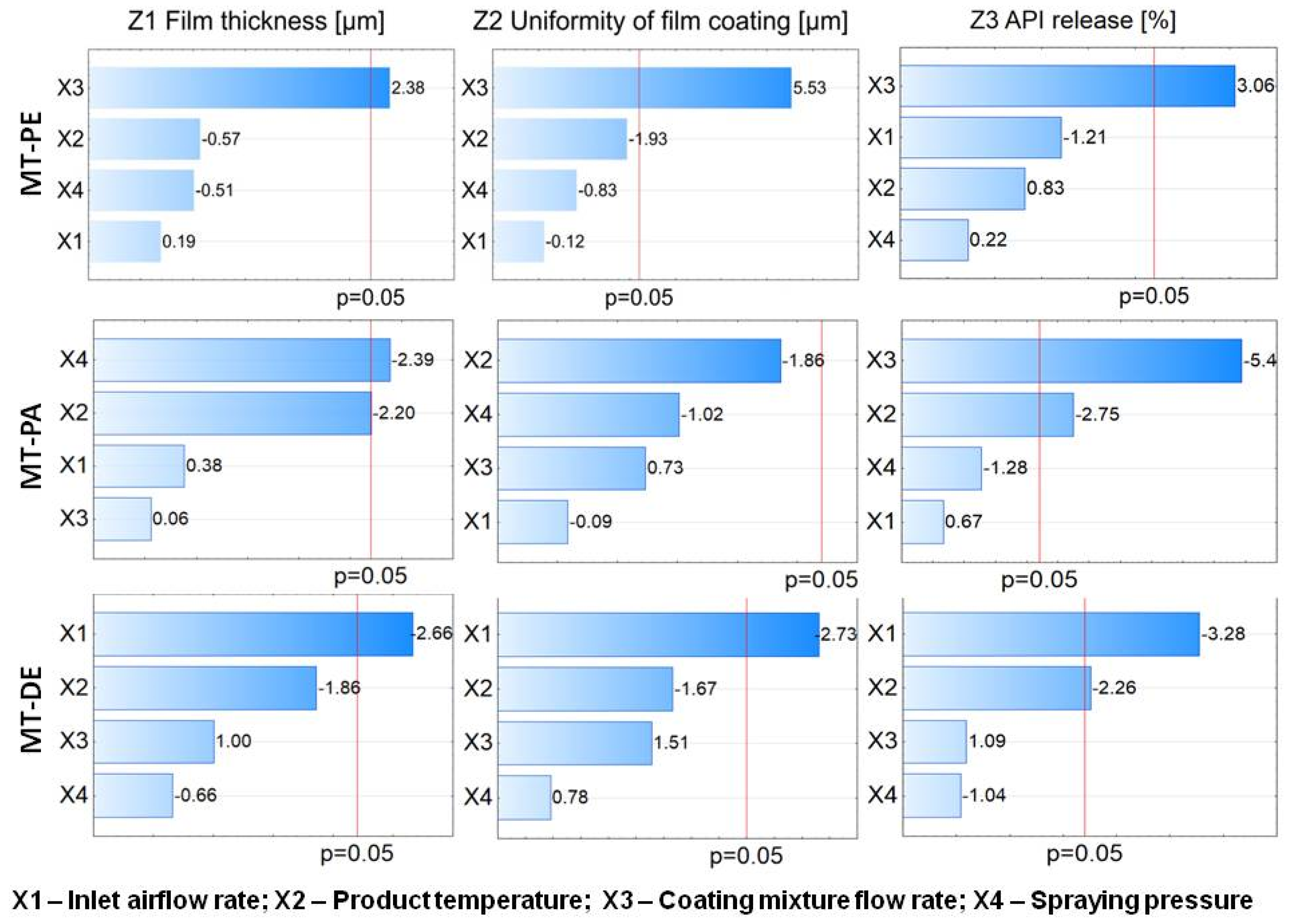
3.4. Statistical Analysis of the Coating Process
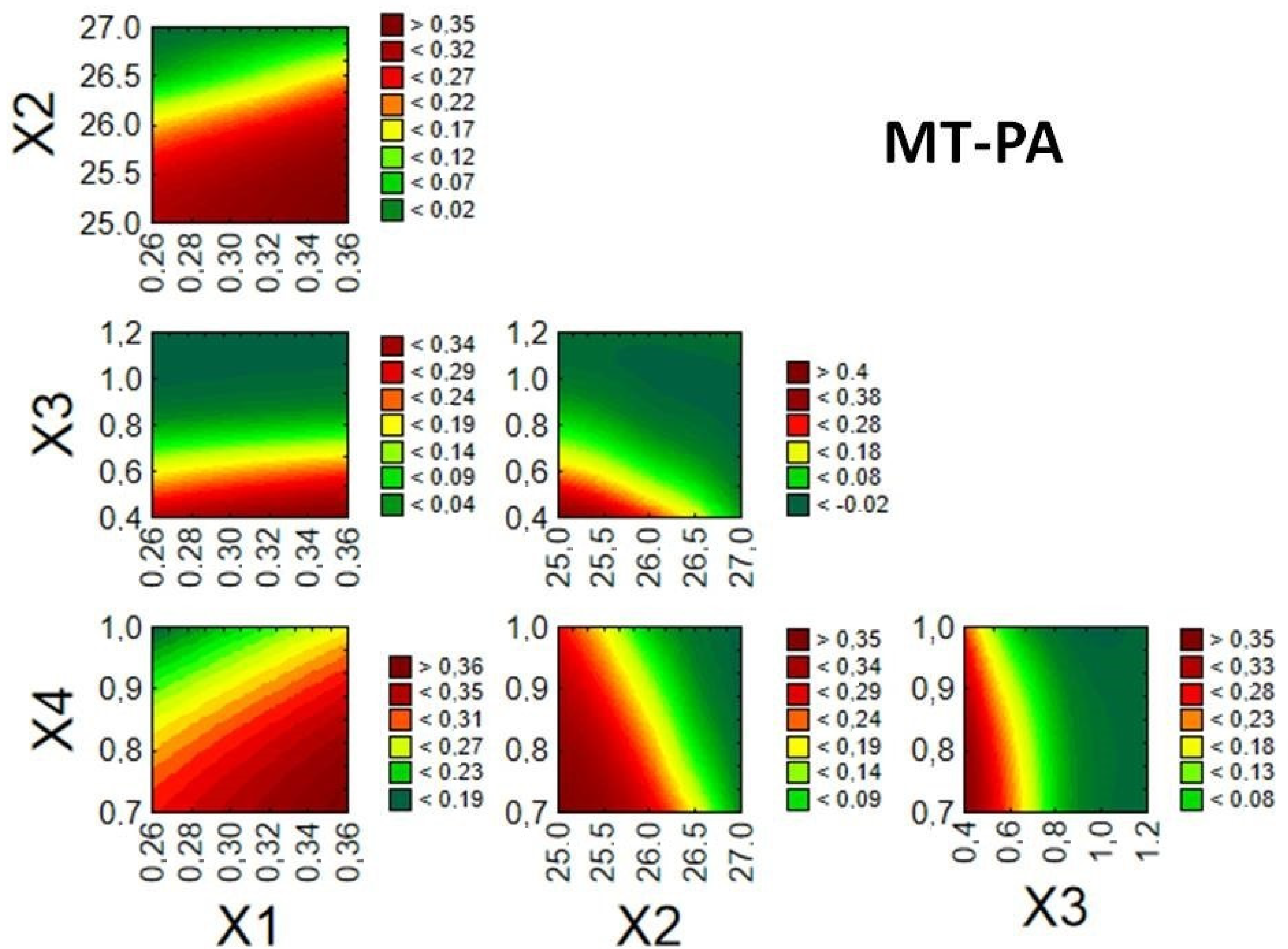
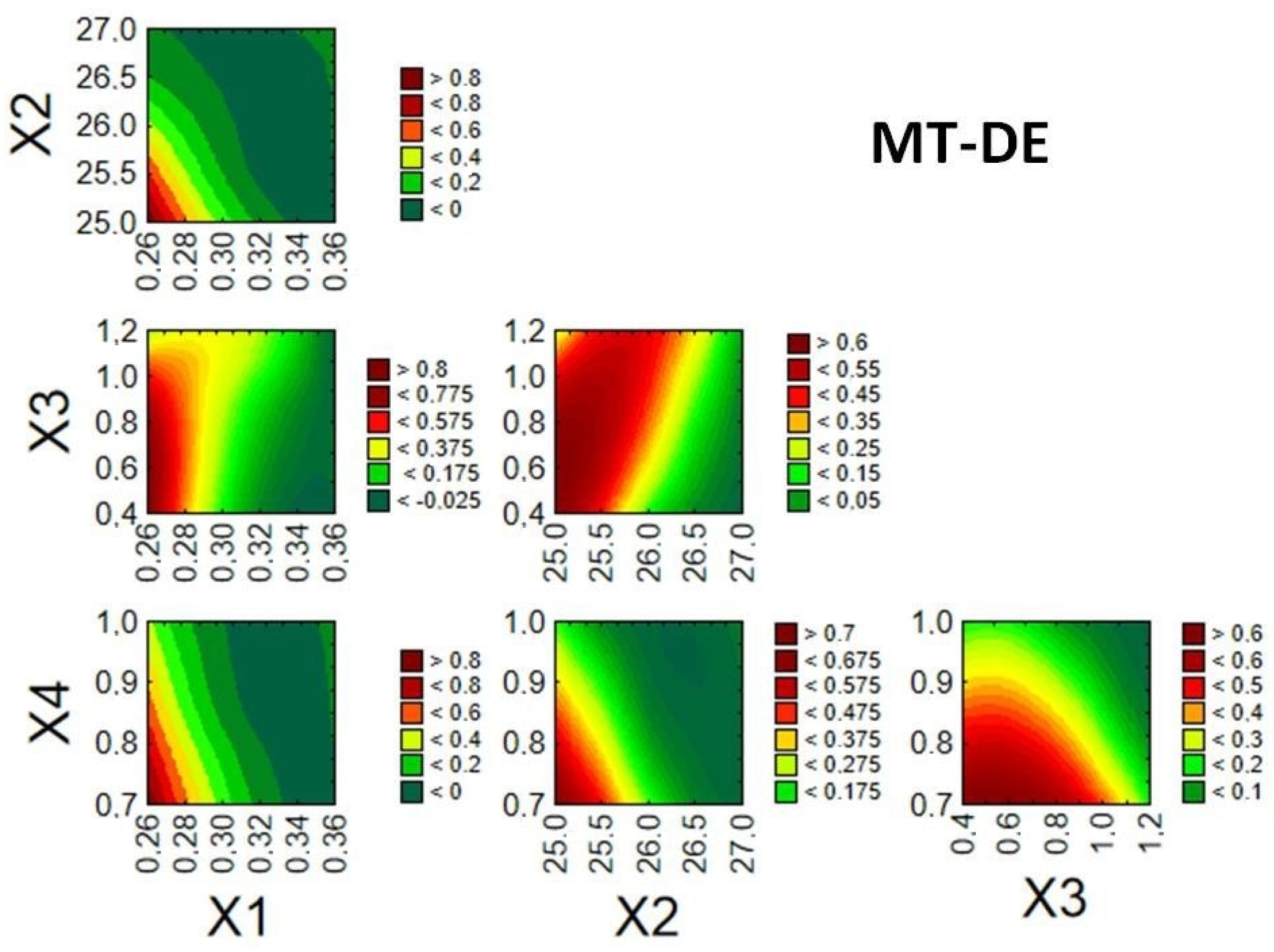
3.4.1. Critical Process Parameters
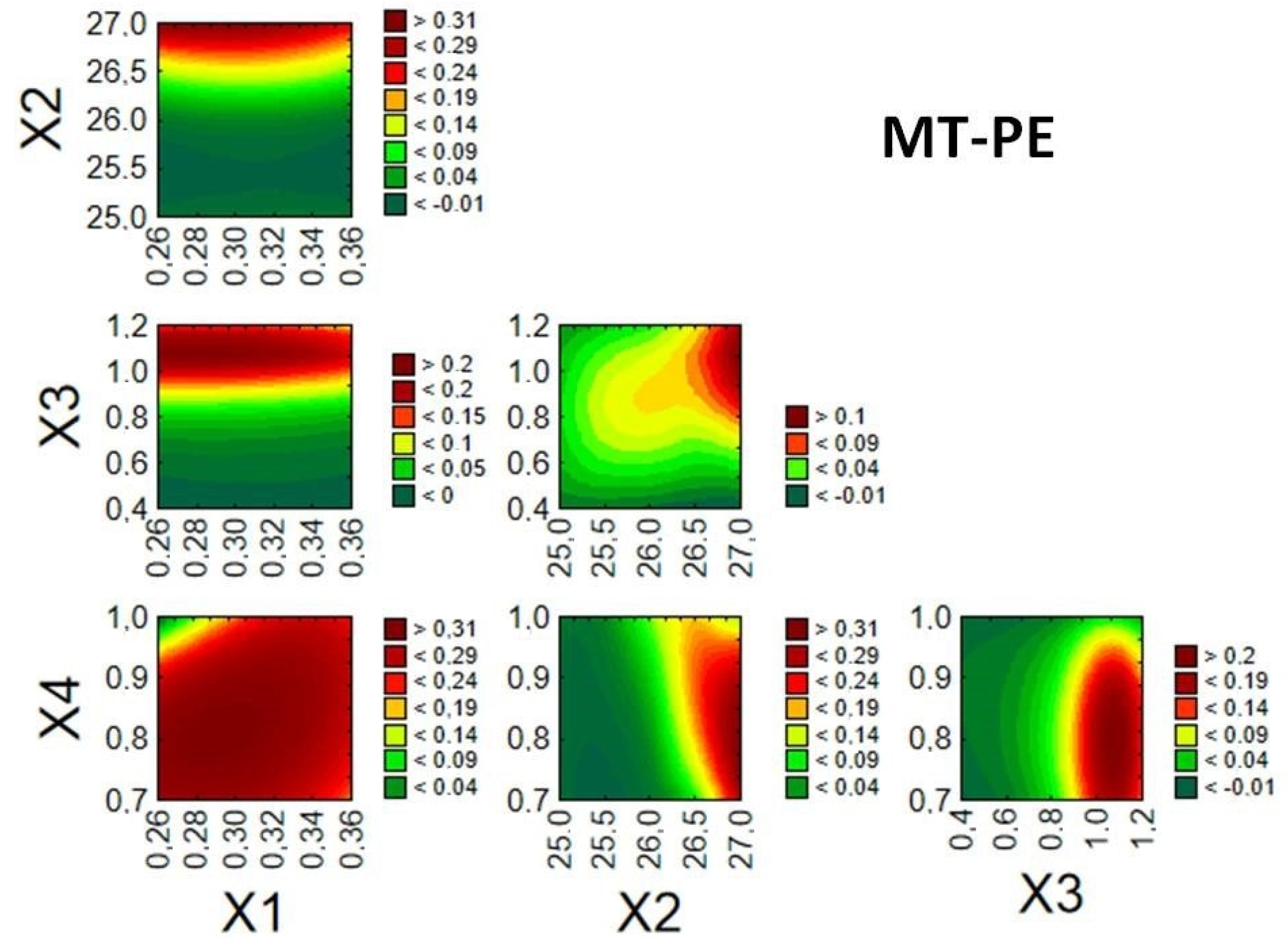
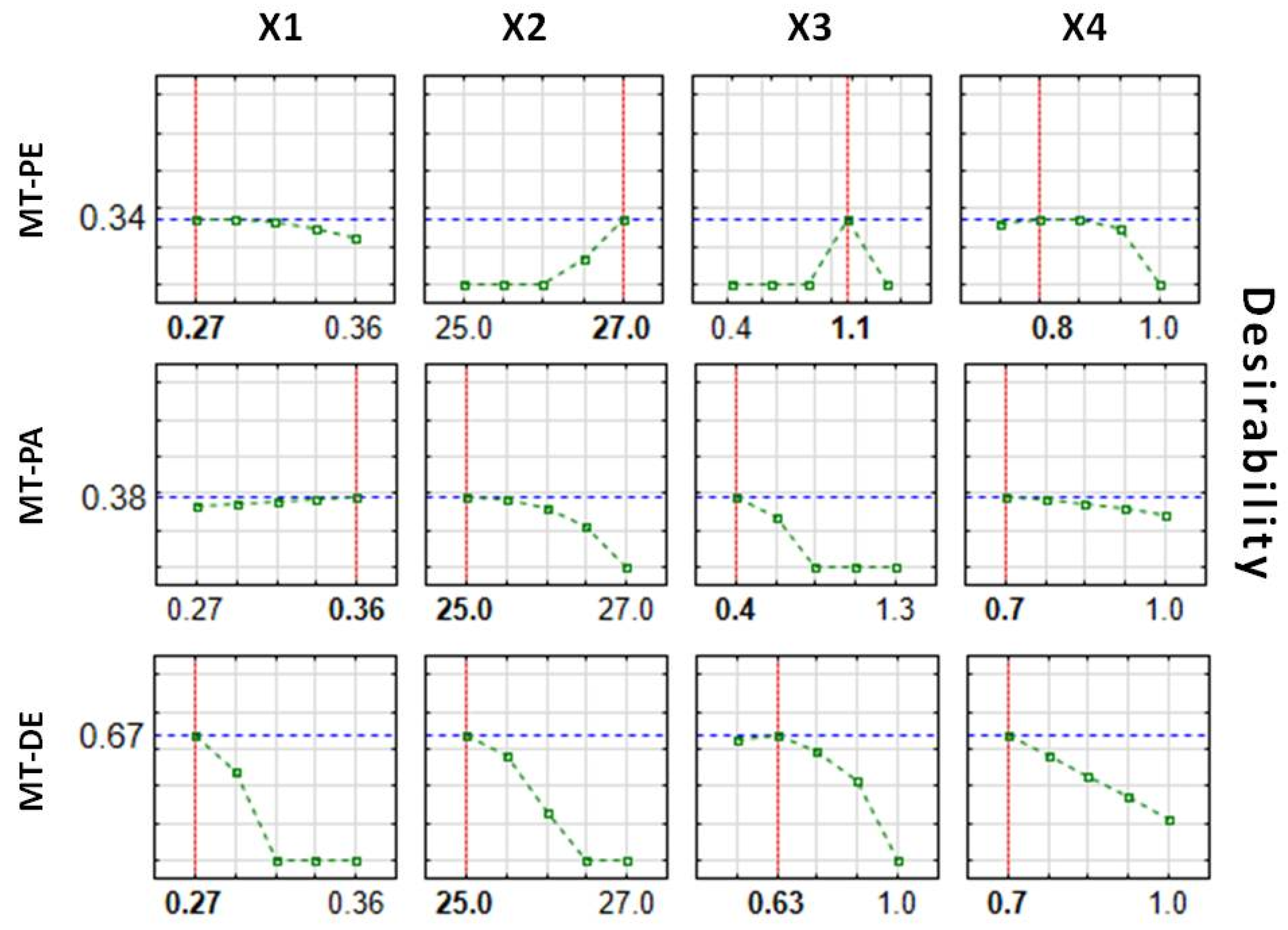
3.4.2. Optimization of Coating Process
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- EMA/CHMP/ICH/167068/2004; ICH Guideline Q8 (R2) on Pharmaceutical Development. European Medicines Agency (EMA): London, UK, 2017.
- Sangshetti, J.N.; Deshpande, M.; Zaheer, Z.; Shinde, D.B.; Arote, R. Quality by design approach:Regulatory need. Arab. J. Chem. 2017, 10, 3412–3425. [Google Scholar] [CrossRef]
- Teżyk, M.; Jakubowska, E.; Milanowski, B.; Lulek, J. Implementation of quality by design approach in manufacturing process optimization of dry granulated, immediate release, coated tablets—A case study. Drug Dev. Ind. Pharm. 2017, 43, 1626–1636. [Google Scholar] [CrossRef] [PubMed]
- Antony, J. Full Factorial Designs. In Design of Experiments for Engineers and Scientists, 1st ed.; Elsevier Books: London, UK, 2014; pp. 63–85. [Google Scholar]
- Aleksovski, A.; Dreu, R.; Gašperlin, M.; Planinšek, O. Mini-tablets: A contemporary system for oral drug delivery in targeted patient groups. Expert Opin. Drug Deliv. 2015, 12, 65–84. [Google Scholar] [PubMed]
- Klingmann, V.; Linderskamp, H.; Meissner, T.; Mayatepek, E.; Moeltner, A.; Breitkreutz, J.; Bosse, H.M. Acceptability of multiple uncoated minitablets in infants and toddlers: A randomized controlled trial. J. Pediatr. 2018, 201, 202–207. [Google Scholar]
- Kluk, A.; Sznitowska, M.; Brandt, A.; Sznurkowska, K.; Plata-Nazar, K.; Mysliwiec, M.; Kaminska, B.; Kotlowska, H. Can preschool-aged children swallow several minitablets at a time? Results from a clinical pilot study. Int. J. Pharm. 2015, 485, 1–6. [Google Scholar] [PubMed]
- Lopez, F.L.; Bowles, A.; Gul, M.O.; Clapham, D.; Ernest, T.B.; Tuleu, C. Effect of formulation variables on oral grittiness and preferences of multiparticulate formulations in adult volunteers. Eur. J. Pharm. Sci. 2016, 92, 156–162. [Google Scholar] [CrossRef]
- Bodea, M.; Napoca, C. Film coating preparation of metoprolol tartrate mini-tablets and in vitro drug release studies. Clujul Med. 2010, 83, 457–464. [Google Scholar]
- Saleh, K.; Steinmetz, D.; Hemati, M. Experimental study and modeling of fluidized bed coating and agglomeration. Powder Technol. 2003, 130, 116–123. [Google Scholar] [CrossRef]
- Gaber, D.M.; Nafee, N.; Abdallah, O.Y. Mini-tablets versus pellets as promising multiparticulate modified release delivery systems for highly soluble drugs. Int. J. Pharm. 2015, 488, 86–94. [Google Scholar] [CrossRef] [PubMed]
- de Souza, D.F.; Goebel, K.; Andreazza, I.F. Development of enteric coated sustained release minitablets containing mesalamine. Braz. J. Pharm. Sci. 2013, 49, 529–536. [Google Scholar] [CrossRef]
- Barimani, S.; Šibanc, R.; Kleinebudde, P. Optimization of a semi-batch tablet coating process for a continuous manufacturing line by design of experiments. Int. J. Pharm. 2018, 539, 95–103. [Google Scholar] [CrossRef] [PubMed]
- Skalsky, B. (Ed.) Eudragit Application Guidelines, 12th ed.; Evonik Industries AG: Essen, Germany, 2012. [Google Scholar]
- Colorcon.com (Internet). United Kingdom: Colorcon. Available online: https://www.colorcon.com/products-formulation/process/fluid-bed-coating (accessed on 2 September 2019).
- Szczepanska, M.; Paduszynski, P.; Kotlowska, H.; Sznitowska, M. Optimization of the coating process of minitablets in two different lab-scale fluid bed systems. Drug Dev. Ind. Pharm. 2019, 46, 31–41. [Google Scholar] [PubMed]
- Rani, N.; Goel, A.; Bhardwaj, M.K. Optimization of coating process parameters by Design of experiment (DoE). Int. J.PharmTech Res. 2015, 8, 499–513. [Google Scholar]
- Czajkowska, M.; Sznitowska, M. Taguchi method used for optimization of coating process for minitablets. In Proceedings of the 1st European Conference on Pharmaceutics: Drug Delivery, Reims, France, 13–14 April 2015. [Google Scholar]
- Szczepanska, M.; Sznitowska, M. Comparison of the coating process and in vitro dissolution of 3 mm gastro-resistant minitablets and 5 mm gastro-resistant tablets with pantoprazole. Pharmazie 2019, 74, 467–470. [Google Scholar] [PubMed]
- Choudhry, P.; Patel, K.S.; Jain, P.K.; Arora, M.; Nagar, M.; Nagar, M.; Shinde, S.; Trivedi, P. Design, in vitro evaluation and in vivo studies of novel delayed release tablets of pantoprazole. Int. J. Biomed. Adv. Res. 2012, 3, 828–840. [Google Scholar]
- Henseler, J.; Ringle, C.; Sinkovics, R. The use of partial least squares path modeling in international marketing. In New Challenges to International Marketing; Emerald Group: Bingley, UK, 2009; Volume 20, pp. 277–319. [Google Scholar]
- Wilkinson, L. Revising the Pareto chart. Am. Stat. 2006, 60, 332–334. [Google Scholar] [CrossRef]
- Porter, S.C.; Felton, L.A. Techniques to assess film coatings and evaluate film-coated products. Drug Dev. Ind. Pharm. 2010, 36, 128–142. [Google Scholar] [CrossRef] [PubMed]
- Cole, G.; Hogan, J.; Holton, M. Pharmaceutical Coating Technology, 1st ed.; CRC Press: London, UK, 1995. [Google Scholar]
- Knowlton, T.M.; Karri, S.B.R.; Issangya, A. Scale-up of fluidized-bed hydrodynamics. Powder Technol. 2005, 150, 72–77. [Google Scholar] [CrossRef]
- Mohamed, F.A.A.; Roberts, M.; Seton, L.; Ford, J.L.; Levina, M.; Rajabi-Siahboomi, A.R. Film-coated matrix mini-tablets for the extended release of a water-soluble drug. Drug Dev. Ind. Pharm. 2015, 41, 623–630. [Google Scholar] [PubMed]
- Derringer, G.; Suich, R. Simultaneous optimization of several response variables. J. Qual. Technol. 1980, 12, 214–219. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MTs with Pantoprazole (MT-P) | MTs with Diclofenac (MT-D) | |
|---|---|---|
| API | 25% pantoprazole sodium sesquihydrate | 15% diclofenac sodium |
| Fillers | 46.5% Vivapur PH102 17% Flowlac 100 | 40% Avicel PH101 25% GranuLac 200 |
| Binder | 3.5% sodium carbonate (dry weight) | 10% Starch 1500 |
| Disintegrant | 4% Kollidon CLF | 5% Vivastar P |
| Glidants | 1% Aerosil 200 3% PRUV | 2% Aerosil 200 3% PRUV |
| Unit mass | 18 mg | 21 mg |
| Impeller/Chopper speed | 500/1000 rpm | 600/1200 rpm |
| Rate of binder addition | 5 mL/min | 10 mL/min |
| Granulation time | 20 min | 15 min |
| Pressure force | 100 MPa | 200 MPa |
| Factors | Process Parameters | Enteric Coating | Sub-Coating (Only MT-P) | |
|---|---|---|---|---|
| LOW | HIGH | |||
| X1 | Inlet airflow rate | 0.27 m3/h | 0.36 m3/h | 0.36 m3/h |
| X2 | Product temperature | 25.0 °C | 27.0 °C | 43.0 °C |
| X3 | Coating mixture flow rate | 0.4 g/min | 1.3 g/min | 1.2 g/min |
| X4 | Spraying pressure | 0.7 bar | 1.0 bar | 1.1 bar |
| - | Coating time | 75 min | 23 min | 50 min |
| - | Drying time | 30 min | 15 min | |
| - | Amount of coating liquid | 30 g | 60 g | |
| No. | X1 | X2 | X3 | X4 |
|---|---|---|---|---|
| 1 | 0.36 | 27.0 | 1.3 | 1.0 |
| 2 | 0.27 | 27.0 | 1.3 | 1.0 |
| 3 | 0.36 | 25.0 | 1.3 | 1.0 |
| 4 | 0.27 | 25.0 | 1.3 | 1.0 |
| 5 | 0.36 | 27.0 | 0.4 | 1.0 |
| 6 | 0.27 | 27.0 | 0.4 | 1.0 |
| 7 | 0.36 | 25.0 | 0.4 | 1.0 |
| 8 | 0.27 | 25.0 | 0.4 | 1.0 |
| 9 | 0.36 | 27.0 | 1.3 | 0.7 |
| 10 | 0.27 | 27.0 | 1.3 | 0.7 |
| 11 | 0.36 | 25.0 | 1.3 | 0.7 |
| 12 | 0.27 | 25.0 | 1.3 | 0.7 |
| 13 | 0.36 | 27.0 | 0.4 | 0.7 |
| 14 | 0.27 | 27.0 | 0.4 | 0.7 |
| 15 | 0.36 | 25.0 | 0.4 | 0.7 |
| 16 | 0.27 | 25.0 | 0.4 | 0.7 |
| Responses | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| MT-PE | MT-PA | MT-DE | |||||||
| No. | Z1 | Z2 | Z3 | Z1 | Z2 | Z3 | Z1 | Z2 | Z3 |
| 1 | 44.8 | 9.6 | 95.1 | 35.7 | 10.0 | 22.9 | 0.0 | 0.0 | 0.0 |
| 2 | 42.4 | 10.9 | 93.9 | 42.0 | 8.9 | 10.3 | 48.1 | 12.4 | 90.1 |
| 3 | 59.3 | 22.2 | 33.7 | 40.0 | 11.9 | 14.6 | 0.0 | 0.0 | 0.0 |
| 4 | 52.0 | 13.8 | 94.1 | 49.4 | 10.9 | 12.9 | 57.5 | 25.5 | 96.5 |
| 5 | 51.8 | 6.2 | 56.4 | 32.6 | 7.1 | 42.2 | 0.0 | 0.0 | 0.0 |
| 6 | 49.4 | 2.9 | 94.4 | 38.9 | 8.6 | 22.7 | 43.4 | 7.0 | 63.1 |
| 7 | 0.0 | 0.0 | 0.0 | 52.6 | 12.3 | 84.0 | 0.0 | 0.0 | 0.0 |
| 8 | 0.0 | 0.0 | 0.0 | 41.2 | 11.1 | 63.9 | 37.4 | 8.0 | 71.3 |
| 9 | 51.3 | 6.3 | 85.4 | 49.3 | 11.3 | 7.0 | 0.0 | 0.0 | 0.0 |
| 10 | 57.3 | 19.1 | 81.8 | 41.8 | 11.2 | 15.7 | 47.0 | 7.4 | 89.2 |
| 11 | 64.6 | 22.2 | 81.4 | 50.7 | 11.1 | 11.5 | 55.3 | 8.8 | 88.7 |
| 12 | 61.5 | 22.1 | 86.6 | 47.2 | 10.2 | 46.4 | 44.7 | 6.7 | 94.3 |
| 13 | 0.0 | 0.0 | 0.0 | 49.9 | 10.1 | 69.7 | 0.0 | 0.0 | 0.0 |
| 14 | 0.0 | 0.0 | 0.0 | 44.0 | 11.3 | 36.3 | 0.0 | 0.0 | 0.0 |
| 15 | 60.1 | 5.9 | 22.5 | 48.3 | 9.4 | 83.3 | 51.1 | 6.7 | 87.9 |
| 16 | 51.8 | 5.7 | 81.3 | 47.4 | 11.6 | 84.5 | 40.8 | 6.7 | 95.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frankiewicz, M.; Sznitowska, M. Design of Experiments as a Tool to Optimize the Process of Coating Minitablets with Commercial Gastro-Resistant Coating Mixtures. Pharmaceutics 2022, 14, 1816. https://doi.org/10.3390/pharmaceutics14091816
Frankiewicz M, Sznitowska M. Design of Experiments as a Tool to Optimize the Process of Coating Minitablets with Commercial Gastro-Resistant Coating Mixtures. Pharmaceutics. 2022; 14(9):1816. https://doi.org/10.3390/pharmaceutics14091816
Chicago/Turabian StyleFrankiewicz, Maja, and Małgorzata Sznitowska. 2022. "Design of Experiments as a Tool to Optimize the Process of Coating Minitablets with Commercial Gastro-Resistant Coating Mixtures" Pharmaceutics 14, no. 9: 1816. https://doi.org/10.3390/pharmaceutics14091816