
Research on the Preparation of Wood Adhesive Active Fillers from Tannin-/Bentonite-Modified Corn Cob
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Reagents
2.2. Equipment and Instruments
2.3. Test Methods
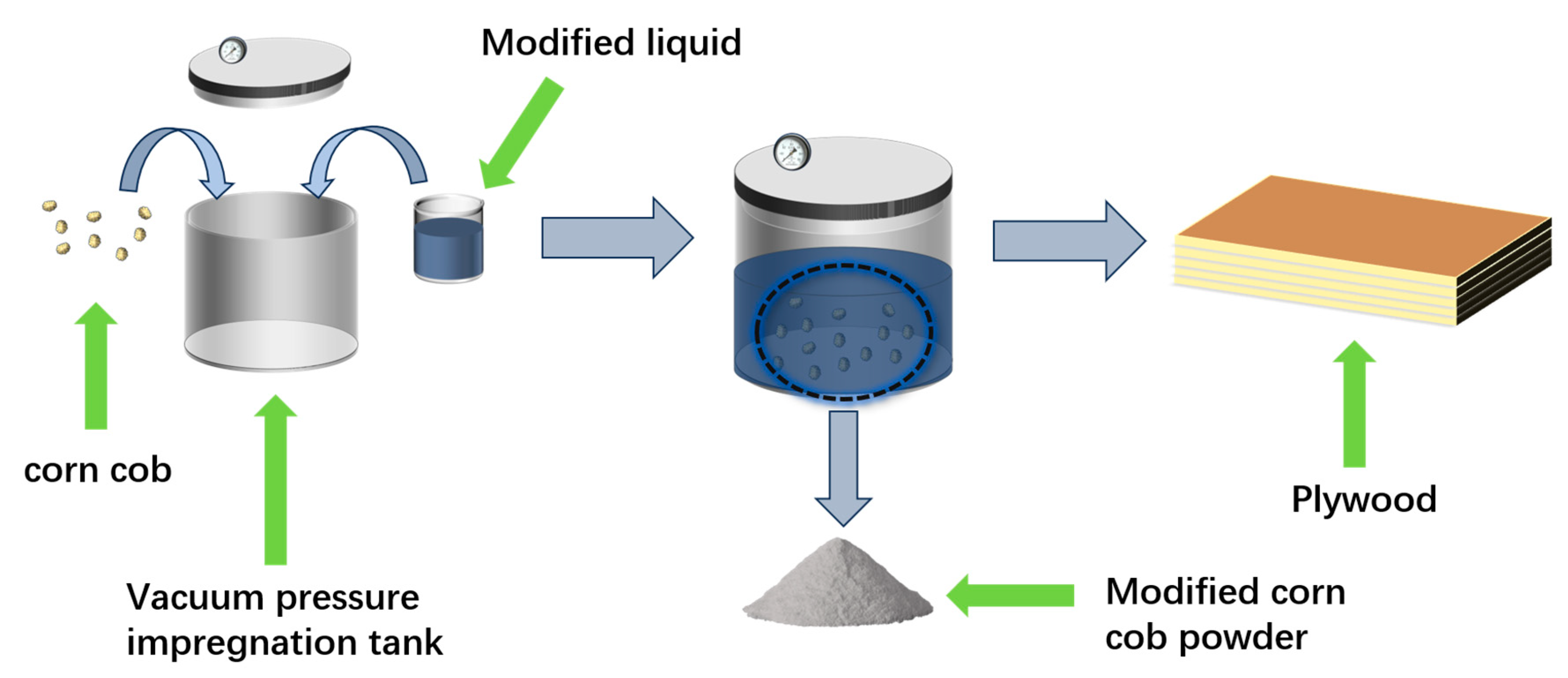
2.3.1. Preparation of Modified Corn Cob Powder
2.3.2. Preparation of Modified UF Adhesive with Corn Cob Powder
2.3.3. Preparation of Plywood
2.4. Performance Characterization
2.4.1. Performance Characterization of Corn Cob Powder
- (1)
- Microscopic morphology
- (2)
- Chemical properties
- ①
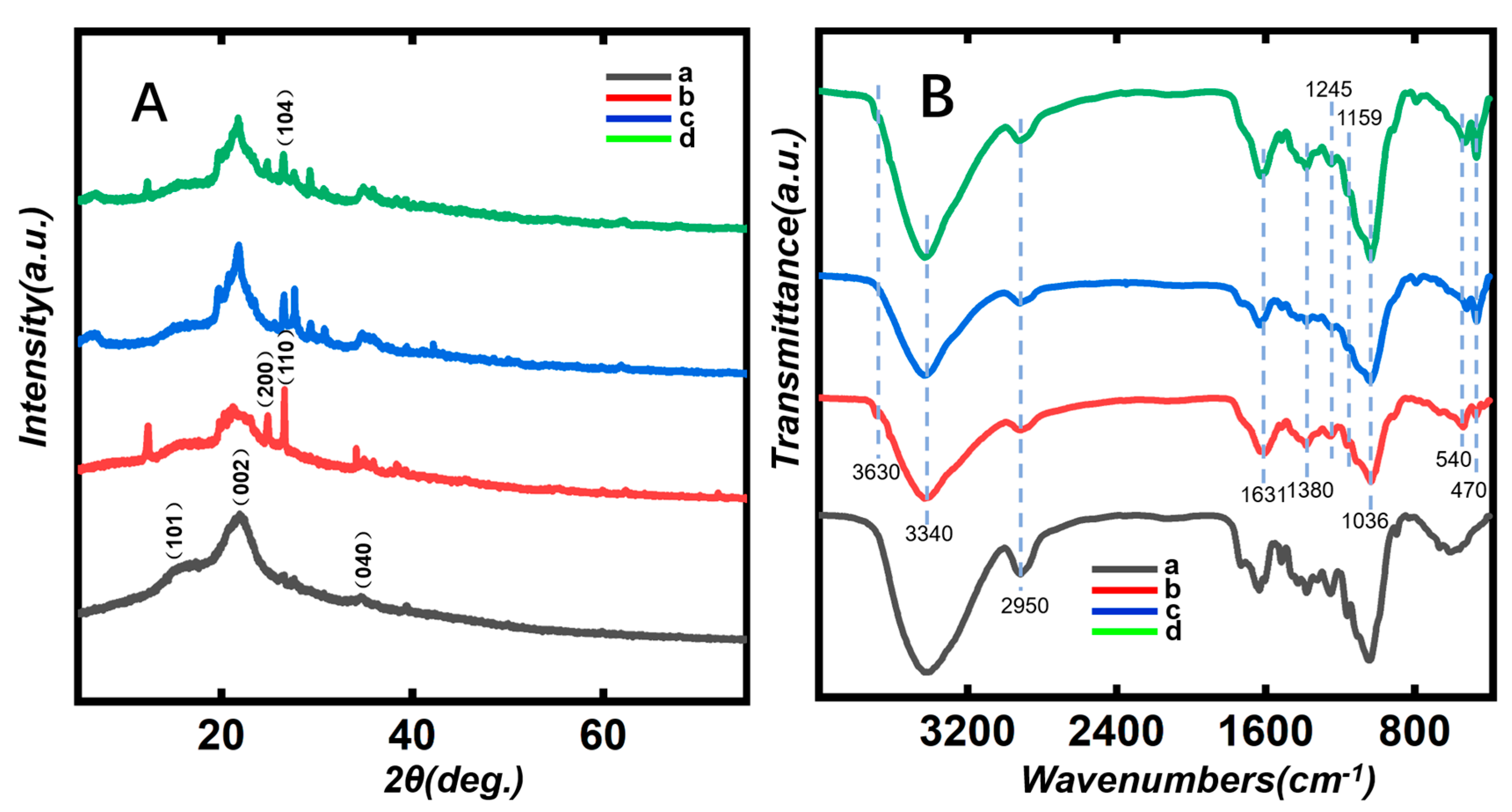
- An X-ray diffractometer was used to perform characterization analysis of the crystal phase and crystal structure of unmodified and modified corn cob powder (both with a particle size of 250 mesh). The diffractogram of the powder was analyzed to identify the diffraction peaks.
- ②
- Fourier Transform Infrared Spectroscopy was used to conduct analysis of the chemical functional groups in unmodified and modified corn cob powder (both with a particle size of 250 mesh). The characteristic peaks in the spectra of the powder were analyzed.
2.4.2. Adhesive Property Characterization
- (1)
- Weighed amounts of unmodified and modified corn cob powder (both with a particle size of 250 mesh) as well as flour, in proportions of 0%, 5%, 10%, 15%, 20%, and 25% by weight of UF resin, were added to 60 g of UF resin and stirred evenly.
- ①
- The increase in volume of the UF adhesive after the addition of different fillers was compared.
- ②
- Following the testing method outlined in GB/T14074-2017 [20], the viscosity and curing time of the UF adhesive with different fillers were measured.
- (2)
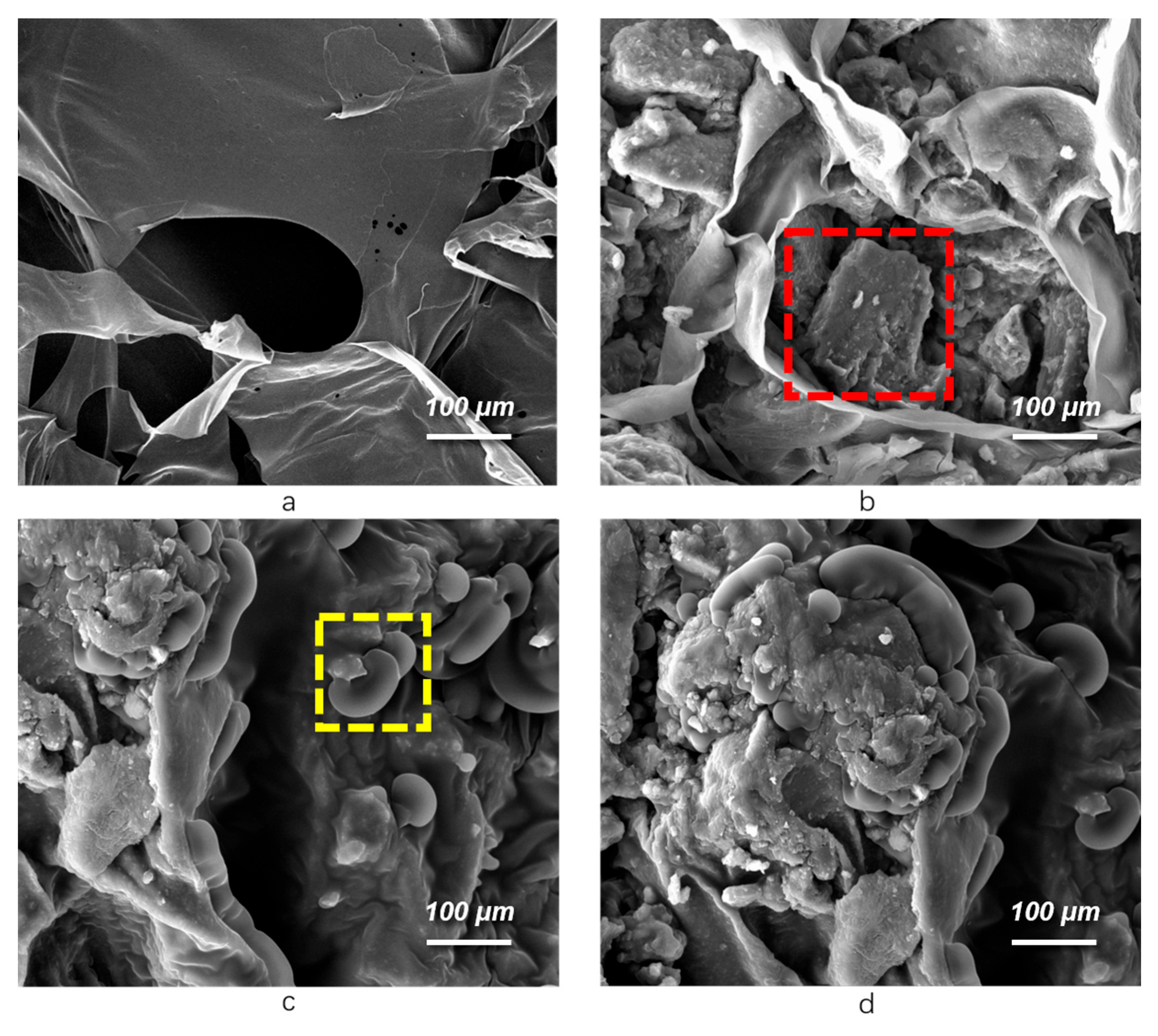
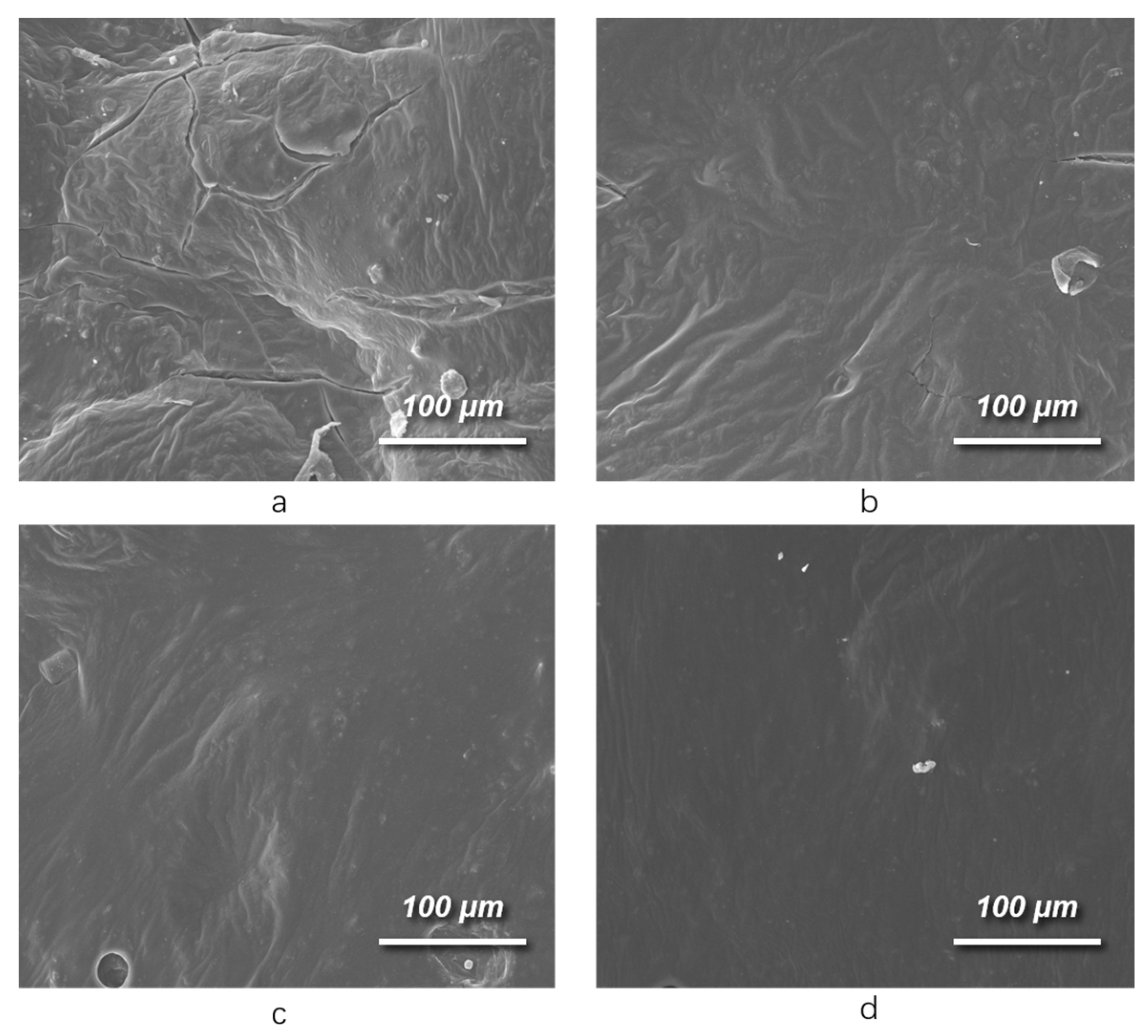
- Different particle sizes of modified corn cob powder and unmodified corn cob powder, as well as flour, with a mass of 20% of the resin, were added separately to 50 g of UF resin and stirred evenly. The mixture was then dried in a drying oven at 60 °C for 1 h until it was partially cured into blocks. The blocks were removed and cut into 3 mm thick slices, which were then placed back in the drying oven and heated until fully cured. The cured slices were observed under a scanning electron microscope to examine the distribution of the fillers in the UF adhesive.
2.4.3. Characterization of Plywood Performance
- (1)
- According to GB/T17657-2013 [21], the bonding strength of Type II plywood is determined by testing the bonding strength of specimens. The test uses Type A specimens, with a total of 4 groups and 3 specimens per group.
- (2)
- According to GB/T17657-2013, the free formaldehyde emission of plywood is determined using the desiccator method. The test includes 4 groups, with 3 specimens in each group.
3. Results
3.1. Properties of Modified Corncob Powder
3.2. Adhesive Properties
3.2.1. Micromorphology
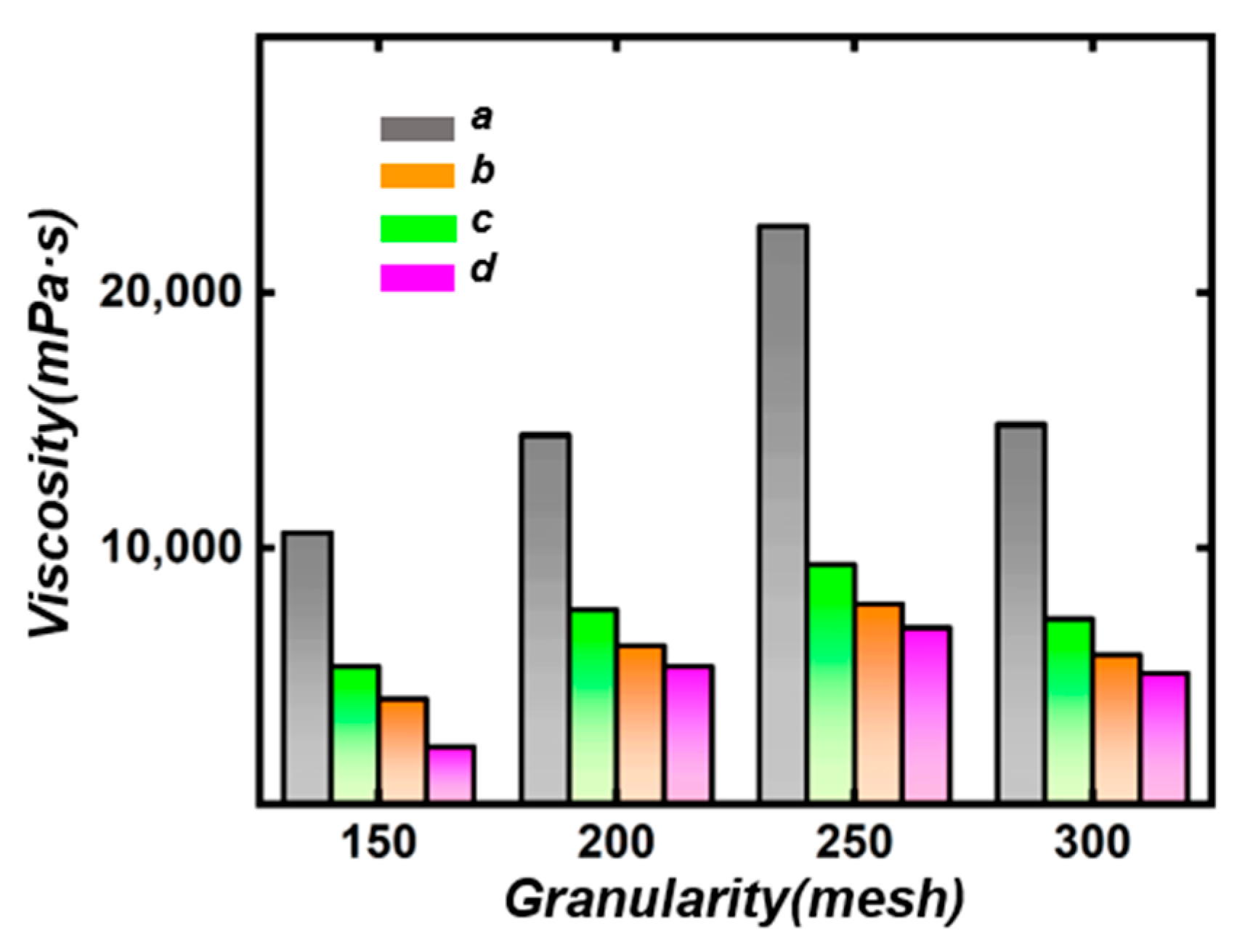
3.2.2. The Viscosity of UF Adhesive after Adding Fillers of Different Particle Sizes
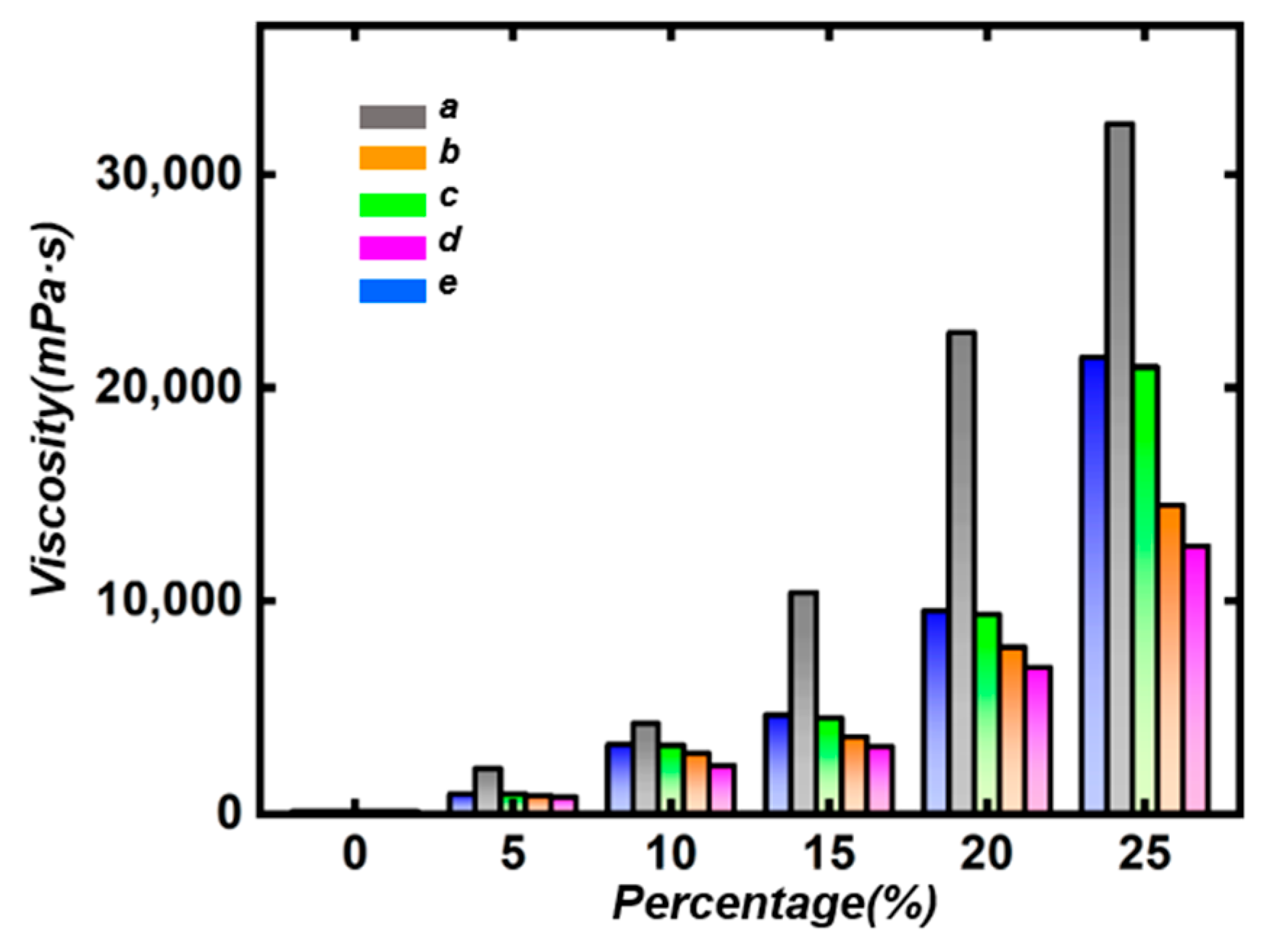
3.2.3. The Viscosity of UF Adhesive after Adding Fillers in Different Proportions
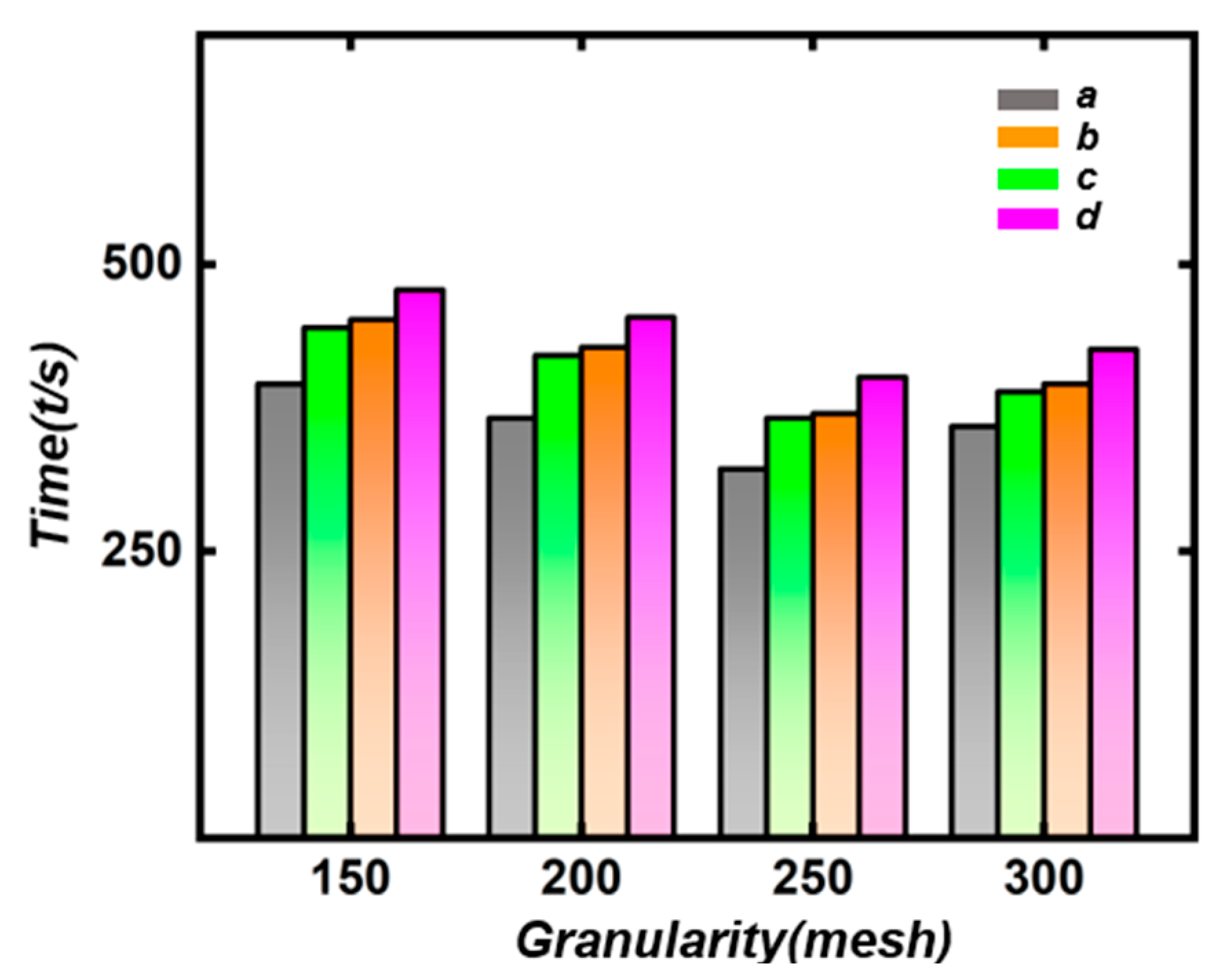
3.2.4. The Curing Time of UF Adhesive after Adding Fillers with Different Particle Sizes
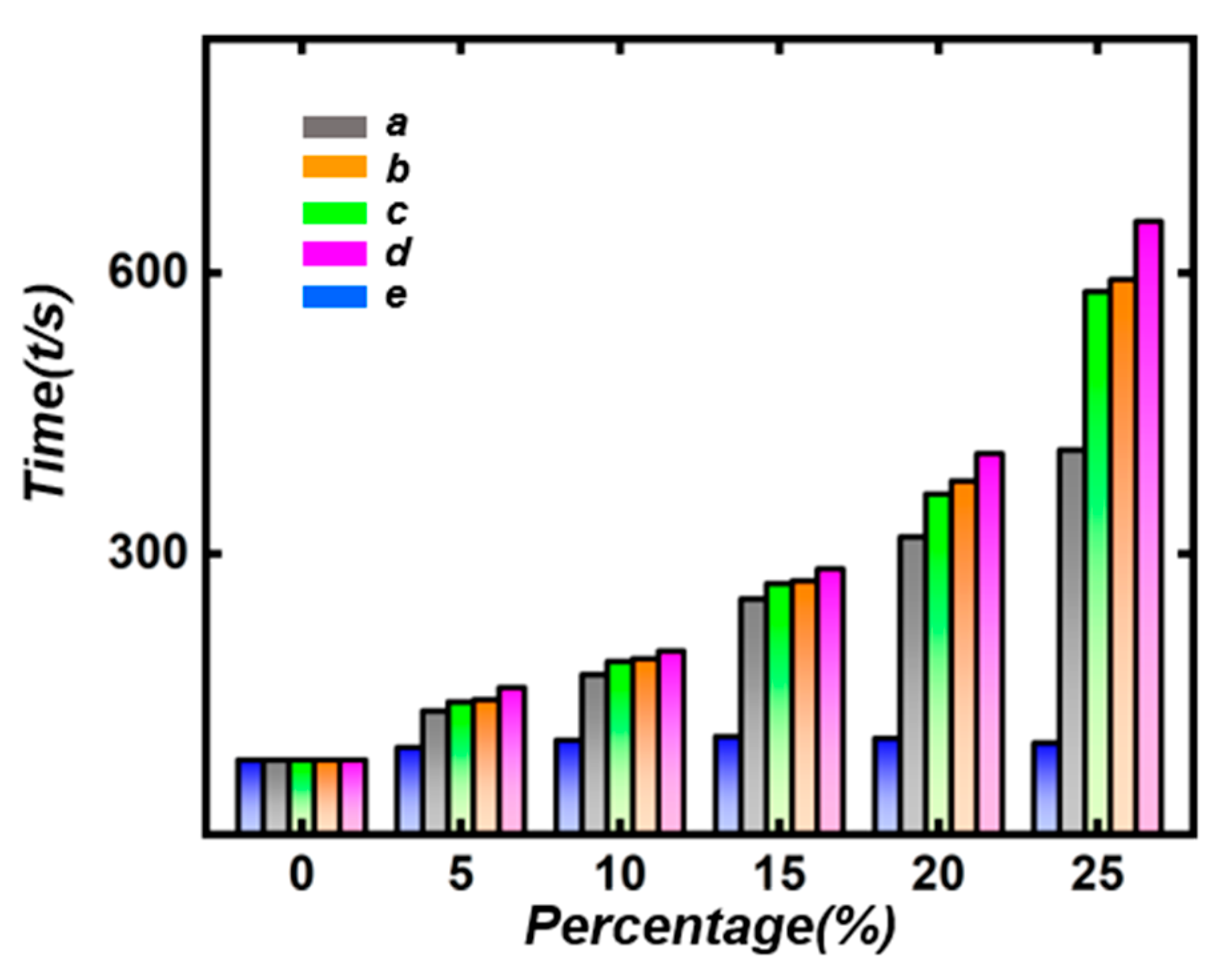
3.2.5. The Curing Time of UF Adhesive after Adding Fillers with Different Proportions
3.2.6. The Volume Increase in UF Adhesive after Adding Different Fillers
3.3. Performance of Plywood
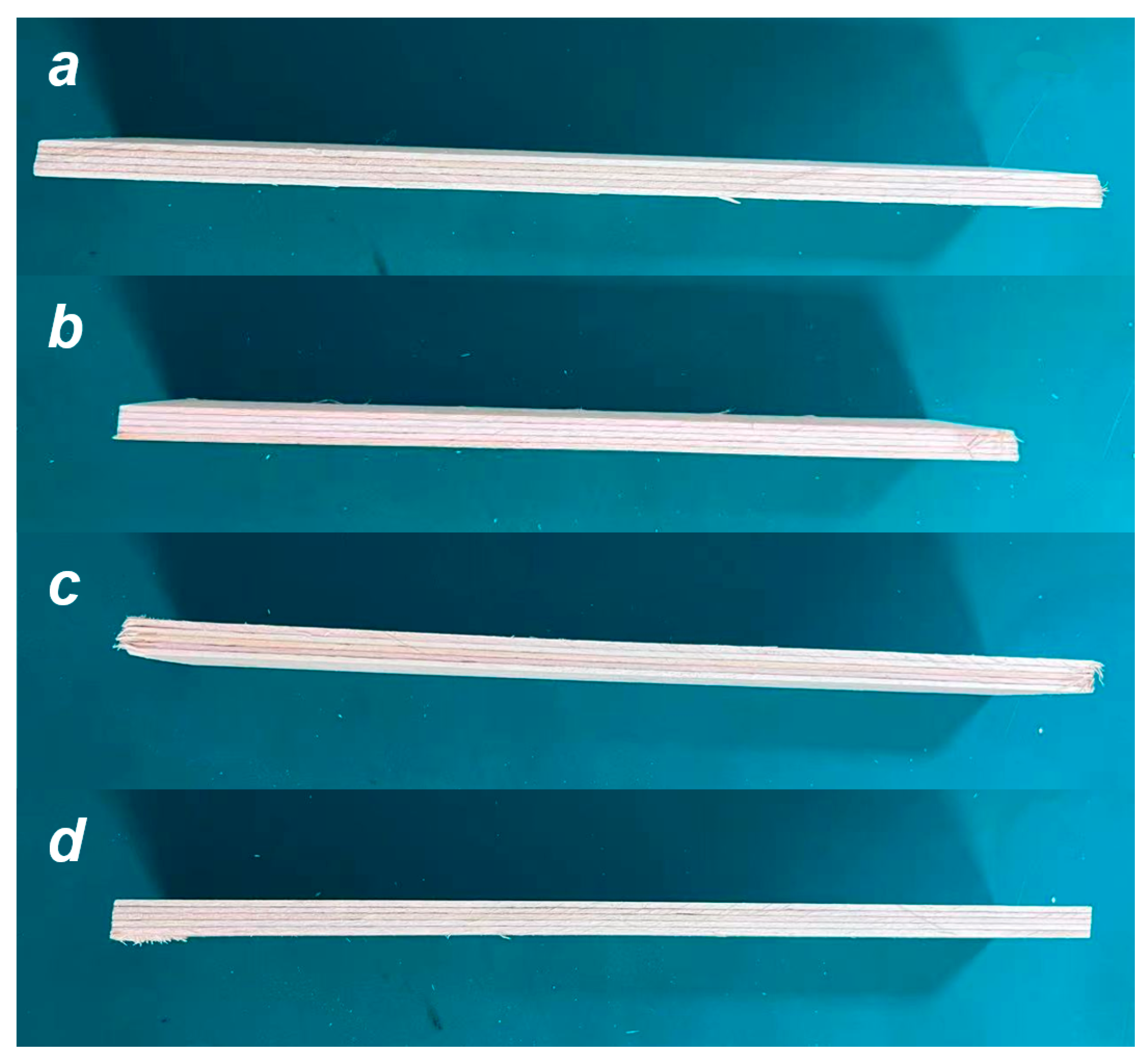
3.4. Analysis of Pre-Pressing Effect
4. Conclusions
- (1)
- Both bentonite and tannin can improve the dispersibility of corn cob in urea–formaldehyde (UF) adhesive solution. The best dispersibility is achieved when both additives are used simultaneously.
- (2)
- Compared to flour and unmodified corn cob powder, modified corn cob powder has excellent thickening properties. The optimal addition amount ranges from 15% to 20%, with a mesh size of 250 being most suitable for the adhesive coating process of plywood.
- (3)
- When compared to flour, the use of modified corn cob powder as a filler can prolong the curing time of UF adhesive, effectively preventing pre-curing. The resulting plywood exhibits bonding strength that meets the requirements of GB/T9846-2015 [31], with an improvement of 12.1% to 19.6%. It also reduces formaldehyde emission by 12.7% to 27.8%. Among them, the combination of bentonite- and bayberry tannin-modified corn cob powder shows the best performance as a filler.
- (4)
- Plywood prepared with modified corn cob powder as a filler demonstrates excellent cold pressing results and meets the requirements for cold-pressing performance of plywood.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mo, X.; Zhang, X.; Fang, L.; Zhang, Y. Research progress of wood-based panels made of thermoplastics as wood adhesives. Polymers 2021, 14, 98. [Google Scholar] [CrossRef]
- Stoeckel, F.; Konnerth, J.; Gindl-Altmutter, W. Mechanical properties of adhesives for bonding wood—A review. Int. J. Adhes. Adhes. 2013, 45, 32–41. [Google Scholar] [CrossRef]
- Ferdosian, F.; Pan, Z.; Gao, G.; Zhao, B. Bio-based adhesives and evaluation for wood composites application. Polymers 2017, 9, 70. [Google Scholar] [CrossRef]
- Li, K.; Geng, X.; Simonsen, J.; Karchesy, J. Novel wood adhesives from condensed tannins and polyethylenimine. Int. J. Adhes. Adhes. 2004, 24, 327–333. [Google Scholar] [CrossRef]
- Yang, G.; Gong, Z.; Luo, X.; Chen, L.; Shuai, L. Bonding wood with uncondensed lignins as adhesives. Nature 2023, 621, 511–515. [Google Scholar] [CrossRef]
- Sanghvi, M.R.; Tambare, O.H.; More, A.P. Performance of various fillers in adhesives applications: A review. Polym. Bull. 2022, 79, 10491–10553. [Google Scholar] [CrossRef]
- Liu, J.; Li, Y.; Mo, H.; Xie, E.; Fang, J.; Gan, W. Current utilization of waste biomass as filler for wood adhesives: A review. J. Ind. Eng. Chem. 2022, 115, 48–61. [Google Scholar] [CrossRef]
- Fu, Y.-X.; He, Z.-X.; Mo, D.-C.; Lu, S.-S. Thermal conductivity enhancement with different fillers for epoxy resin adhesives. Appl. Therm. Eng. 2014, 66, 493–498. [Google Scholar] [CrossRef]
- Mirski, R.; Kawalerczyk, J.; Dziurka, D.; Siuda, J.; Wieruszewski, M. The application of oak bark powder as a filler for melamine-urea-formaldehyde adhesive in plywood manufacturing. Forests 2020, 11, 1249. [Google Scholar] [CrossRef]
- Mullen, C.A.; Boateng, A.A.; Goldberg, N.M.; Lima, I.M.; Laird, D.A.; Hicks, K.B. Bio-oil and bio-char production from corn cobs and stover by fast pyrolysis. Biomass Bioenergy 2010, 34, 67–74. [Google Scholar] [CrossRef]
- Latif, F.; Rajoka, M.I. Production of ethanol and xylitol from corn cobs by yeasts. Bioresour. Technol. 2001, 77, 57–63. [Google Scholar] [CrossRef] [PubMed]
- Gebrewold, B.D.; Kijjanapanich, P.; Rene, E.R.; Lens, P.N.; Annachhatre, A.P. Fluoride removal from groundwater using chemically modified rice husk and corn cob activated carbon. Environ. Technol. 2019, 40, 2913–2927. [Google Scholar] [CrossRef] [PubMed]
- Schofield, P.; Mbugua, D.; Pell, A. Analysis of condensed tannins: A review. Anim. Feed Sci. Technol. 2001, 91, 21–40. [Google Scholar] [CrossRef]
- Das, A.K.; Islam, M.N.; Faruk, M.O.; Ashaduzzaman, M.; Dungani, R. Review on tannins: Extraction processes, applications and possibilities. S. Afr. J. Bot. 2020, 135, 58–70. [Google Scholar] [CrossRef]
- Hagerman, A.E.; Robbins, C.T. Implications of soluble tannin-protein complexes for tannin analysis and plant defense mechanisms. J. Chem. Ecol. 1987, 13, 1243–1259. [Google Scholar] [CrossRef]
- Yu, J.; Zeng, X.; Wu, S.; Wang, L.; Liu, G. Preparation and properties of montmorillonite modified asphalts. Mater. Sci. Eng. 2007, 447, 233–238. [Google Scholar] [CrossRef]
- Luckham, P.F.; Rossi, S. The colloidal and rheological properties of bentonite suspensions. Adv. Colloid Interface Sci. 1999, 82, 43–92. [Google Scholar] [CrossRef]
- Yang, D.; Cheng, F.; Chang, L.; Wu, D. Sodium modification of low quality natural bentonite as enhanced lead ion adsorbent. Colloids Surf. A Physicochem. Eng. Asp. 2022, 651, 129753. [Google Scholar] [CrossRef]
- Siriwardane, R.V.; Robinson, C.; Shen, M.; Simonyi, T. Novel regenerable sodium-based sorbents for CO2 capture at warm gas temperatures. Energy Fuels 2007, 21, 2088–2097. [Google Scholar] [CrossRef]
- GB/T14074-2017; Test Method for Adhesives and Their Resins Used in Wood Industry. National Standards of People’s Republic of China: Beijing, China, 2017.
- GB/T17657-2013; Test Method for Physical and Chemical Properties of Wood-Based Panels and Veneer Panels. National Standards of People’s Republic of China: Beijing, China, 2013.
- Azubuike, C.P.; Okhamafe, A.O. Physicochemical, spectroscopic and thermal properties of microcrystalline cellulose derived from corn cobs. Int. J. Recycl. Org. Waste Agric. 2012, 1, 9. [Google Scholar] [CrossRef]
- Binh, Q.A.; Nguyen, V.-H.; Kajitvichyanukul, P. Influence of pyrolysis conditions of modified corn cob bio-waste sorbents on adsorption mechanism of atrazine in contaminated water. Environ. Technol. Innov. 2022, 26, 102381. [Google Scholar] [CrossRef]
- Zhang, J.; Liang, J.; Du, G.; Zhou, X.; Wang, H.; Lei, H. Development and characterization of a bayberry tannin-based adhesive for particleboard. BioResources 2017, 12, 6082–6093. [Google Scholar] [CrossRef]
- Vafakhah, S.; Bahrololoom, M.; Bazarganlari, R.; Saeedikhani, M. Removal of copper ions from electroplating effluent solutions with native corn cob and corn stalk and chemically modified corn stalk. J. Environ. Chem. Eng. 2014, 2, 356–361. [Google Scholar] [CrossRef]
- Buasri, A.; Chaiyut, N.; Tapang, K.; Jaroensin, S.; Panphrom, S. Equilibrium and kinetic studies of biosorption of Zn (II) ions from wastewater using modified corn cob. Apcbee Procedia 2012, 3, 60–64. [Google Scholar] [CrossRef]
- Šimkovic, I.; Mlynár, J.; Alföldi, J. Modification of corn cob meal with quarternary ammonium groups. Carbohydr. Polym. 1992, 17, 285–288. [Google Scholar] [CrossRef]
- Makkar, P.; Dawra, R.; Singh, B. Determination of both tannin and protein in a tannin-protein complex. J. Agric. Food Chem. 1988, 36, 523–525. [Google Scholar] [CrossRef]
- Li, Y.; Ni, X.; Zhao, Z.; Yang, C.; Li, Z. Reaction kinetics of sodium bentonite with different acid systems: An experimental study. J. Chem. 2020, 2020, 2464230. [Google Scholar] [CrossRef]
- Zhao, Z.; Chen, S.; Zhou, F.; Wei, Z. Gel Stability of Calcium Bentonite Suspension in Brine and Its Application in Water-Based Drilling Fluids. Gels 2022, 8, 643. [Google Scholar] [CrossRef]
- GB/T9846-2015; Ordinary Plywood. National Standards of People’s Republic of China: Beijing, China, 2015.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment Name | Equipment Type | Manufacturer |
|---|---|---|
| vacuum pressure impregna-tion tank | XYR 8-00 | China Weihai Xinyuan Chemical Machinery Co., Ltd. |
| Electronic scales | FA1104D4N | China Shanghai Jinghong Experimental Equipment Co., Ltd. |
| Electric hot-air drying oven | 101A-2ET | China Shanghai Experimental Instrument Factory Co., Ltd. |
| FTIR | VERTEX 80V | BRUKER company from Switzerland. |
| SEM | Quanta200 | FEI company from the United States. |
| XRD | D8ADVANCE | Bruck AXS GMBH |
| 1 | 2 | 3 | 4 | 5 | |
|---|---|---|---|---|---|
| Poplar veneer | flour | unmodified corn cob | bentonite-modified corn cob | tannin-modified corn cob | bentonite- + tannin-modified corn cob |
| Additive Amount (%) | 20 | 20 | 20 | 20 | 20 |
| Granularity (mesh) | 250 | 250 | 250 | 250 | 250 |
| Fillers | Flour | Unmodified Corn Cob | Modified Corn Stover with Bentonite | Modified Corn Stover with Tannin | Bentonite + Tannin Modified Corn Stover |
|---|---|---|---|---|---|
| Volume of the adhesive (mL) | 230 ± 7 | 210 ± 8 | 244 ± 7 | 237 ± 6 | 241 ± 8 |
| Fillers | Density/(g·cm−3) | Adhesive Strength/MPa | Formaldehyde Emission Level/(mg·L−1) |
|---|---|---|---|
| Flour | 230 ± 7 | 210 ± 8 | 244 ± 7 |
| Modified corn stover with bentonite | 0.62 ± 0.05 | 1.32 ± 0.06 | 1.24 ± 0.05 |
| Modified corn stover with tannin | 0.72 ± 0.04 | 1.48 ± 0.04 | 1.10 ± 0.04 |
| Bentonite + tannin modified corn stover | 0.71 ± 0.06 | 1.58 ± 0.04 | 0.97 ± 0.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, L.; Quan, H.; Ji, J.; Zhang, H.; Sun, F. Research on the Preparation of Wood Adhesive Active Fillers from Tannin-/Bentonite-Modified Corn Cob. Forests 2024, 15, 604. https://doi.org/10.3390/f15040604
Yang L, Quan H, Ji J, Zhang H, Sun F. Research on the Preparation of Wood Adhesive Active Fillers from Tannin-/Bentonite-Modified Corn Cob. Forests. 2024; 15(4):604. https://doi.org/10.3390/f15040604
Chicago/Turabian StyleYang, Linfeng, Haiyang Quan, Jiajun Ji, Haizhe Zhang, and Fengwen Sun. 2024. "Research on the Preparation of Wood Adhesive Active Fillers from Tannin-/Bentonite-Modified Corn Cob" Forests 15, no. 4: 604. https://doi.org/10.3390/f15040604