
Experimental Study on the Dynamic Stability of Circular Saw Blades during the Processing of Bamboo-Based Fiber Composite Panels

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Thermo-Solid Coupling Model and Experimental Methods
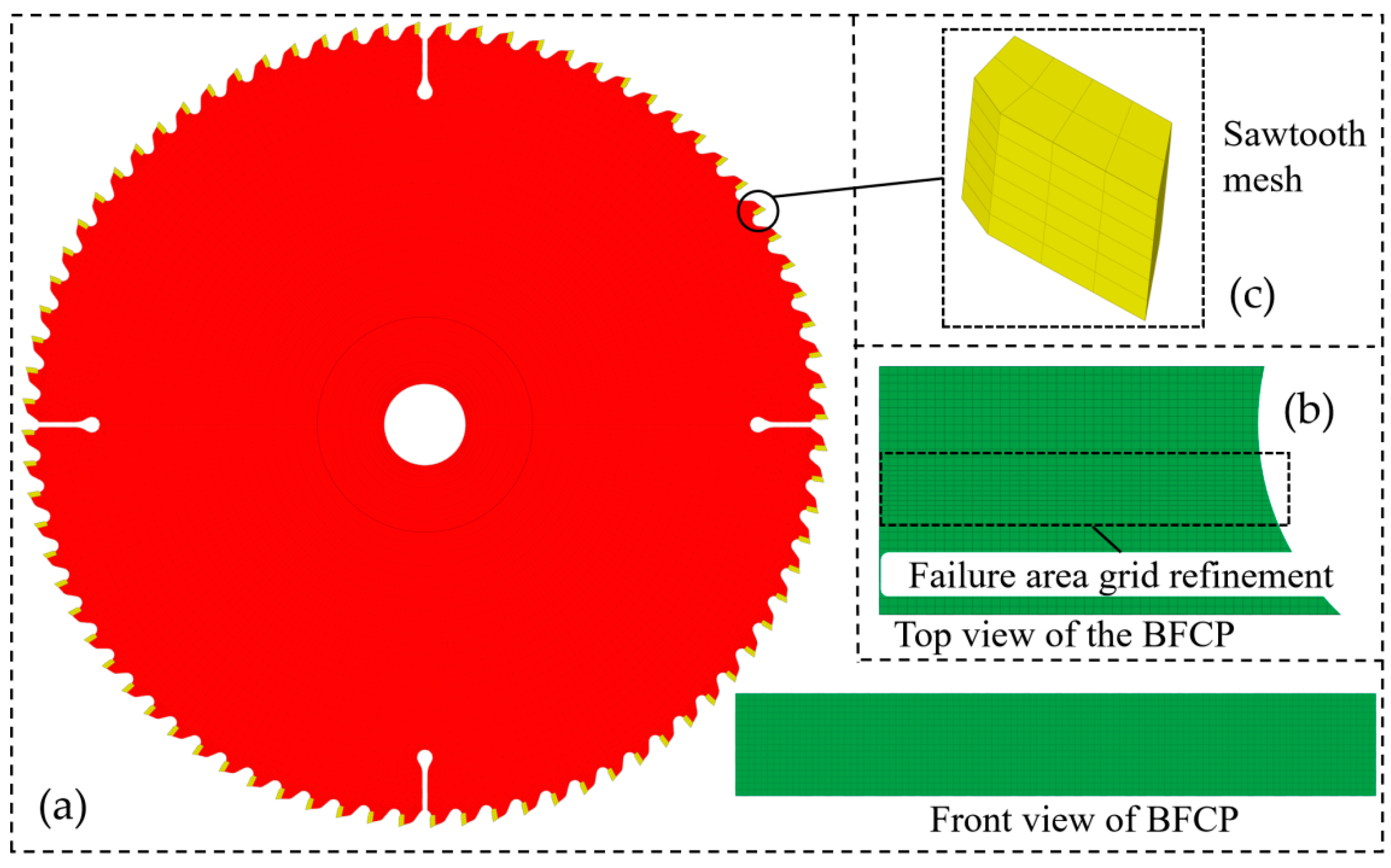
2.2.1. Thermo-Solid Coupling Model
2.2.2. Temperature Measurement
2.2.3. Vibration Measurements
2.2.4. CCD Experiment
3. Results and Discussion
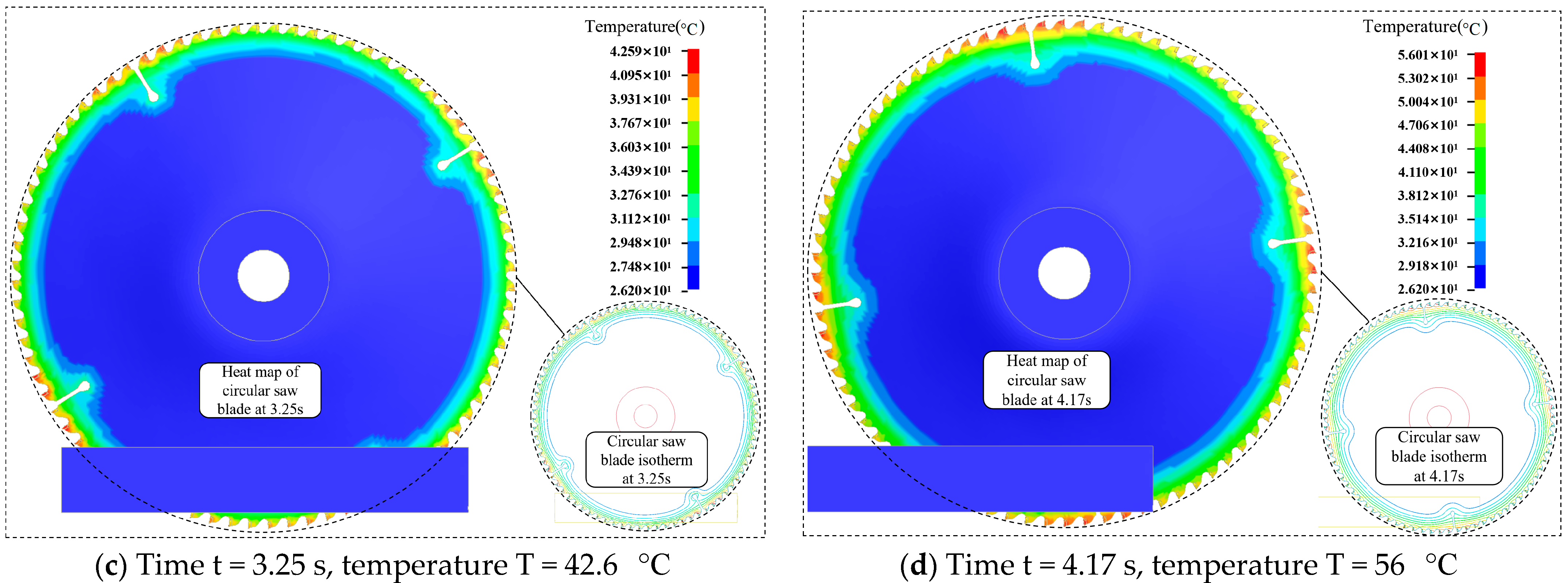
3.1. Analysis of Thermo-Solid Coupling Model Results
3.2. Analysis of Experiment Results
3.2.1. Temperature Correlation Analysis
3.2.2. Vibration Velocity Correlation Analysis
3.2.3. Vibration Acceleration Correlation Analysis
3.3. Temperature Regression Equation Error Test
3.4. Circular Saw Blade Vibration Regression Equation Error Test
3.5. Sawing Quality Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, X.; Li, L.; Li, N.; Bao, M.; Bao, Y.; Wu, Z.; Wang, J.; Rao, F.; Chen, Y. Sustainable production of engineered bamboo scrimber composites for construction and flooring applications. Constr. Build. Mater. 2022, 347, 128615. [Google Scholar] [CrossRef]
- Kumar, R.; Ganguly, A.; Purohit, R. Properties and applications of bamboo and bamboo fibre composites. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Wang, Y.-Y.; Guo, F.-L.; Li, Y.-Q.; Zhu, W.-B.; Li, Y.; Huang, P.; Hu, N.; Fu, S.-Y. High overall performance transparent bamboo composite via a lignin-modification strategy. Compos. Part B Eng. 2022, 235, 109798. [Google Scholar] [CrossRef]
- Hasan, K.F.; Al Hasan, K.N.; Ahmed, T.; György, S.-T.; Pervez, N.; Bejó, L.; Sándor, B.; Alpár, T. Sustainable bamboo fiber reinforced polymeric composites for structural applications: A mini review of recent advances and future prospects. Case Stud. Chem. Environ. Eng. 2023, 8, 100362. [Google Scholar] [CrossRef]
- Kelkar, B.; Shukla, S.; Nagraik, P.; Paul, B. Structural bamboo composites: A review of processing, factors affecting properties and recent advances. Adv. Bamboo Sci. 2023, 3, 100026. [Google Scholar] [CrossRef]
- Gao, X.; Zhu, D.; Fan, S.; Rahman, Z.; Guo, S.; Chen, F. Structural and mechanical properties of bamboo fiber bundle and fiber/bundle reinforced composites: A review. J. Mater. Res. Technol. 2022, 19, 1162–1190. [Google Scholar] [CrossRef]
- Li, X.; Lei, W.; Zhang, Z.; Zhang, W.; Li, N.; Yu, Y.; Li, C.; Chen, Y.; Rao, F. Fabrication and mechanical behavior of scalable lightweight high-strength cork–bamboo sandwich composites. Ind. Crop. Prod. 2023, 192, 116068. [Google Scholar] [CrossRef]
- Xie, X.; Zhou, Z.; Yan, Y. Flexural properties and impact behaviour analysis of bamboo cellulosic fibers filled cement based composites. Constr. Build. Mater. 2019, 220, 403–414. [Google Scholar] [CrossRef]
- Li, S.; Wang, C.; Zheng, L.; Wang, Y.; Xu, X.; Ding, F. Dynamic stability of cemented carbide circular saw blades for woodcutting. J. Mater. Process. Technol. 2016, 238, 108–123. [Google Scholar] [CrossRef]
- Tian, J.F.; Hutton, S.G. Cutting-induced vibration in circular saws. J. Sound Vib. 2001, 242, 907–922. [Google Scholar] [CrossRef]
- Gendraud, P.; Roux, J.C.; Bergheau, J.M. Vibrations and stresses in band saws—A review of literature for application to the case of aluminium-cutting high-speed band saws. J. Mater. Process. Technol. 2003, 135, 109–116. [Google Scholar] [CrossRef]
- Gospodarič, B.; Bučar, B.; Fajdiga, G. Active vibration control of circular saw blades. Eur. J. Wood Wood Prod. 2015, 73, 151–158. [Google Scholar] [CrossRef]
- Anđelić, N.; Braut, S.; Pavlović, A. Variation of natural frequencies by circular saw blade rotation. Teh. Vjesn. 2018, 25, 10–17. [Google Scholar]
- Veselý, P.; Kopecký, Z.; Hejmal, Z.; Pokorný, P. Diagnostics of Circular Sawblade Vibration by Displacement Sensors. Drv. Ind. 2012, 63, 81–86. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, X.G.; Sun, C.; Devine, F.; De Silva, C.W. Active vibration control with state feedback in woodcutting. J. Vib. Control 2003, 9, 645–664. [Google Scholar] [CrossRef]
- Nasir, V.; Mohammadpanah, A.; Cool, J. The effect of rotation speed on the power consumption and cutting accuracy of guided circular saw: Experimental measurement and analysis of saw critical and flutter speeds. Wood Mater. Sci. Eng. 2020, 15, 140–146. [Google Scholar] [CrossRef]
- Nasir, V.; Kooshkbaghi, M.; Cool, J.; Sassani, F. Cutting tool temperature monitoring in circular sawing: Measurement and multi-sensor feature fusion-based prediction. Int. J. Adv. Manuf. Technol. 2021, 112, 2413–2424. [Google Scholar] [CrossRef]
- Svoreň, J.; Naščák, L.; Barcík, S.; Koleda, P.; Stehlík, S. Influence of Circular Saw Blade Design on Reducing Energy Consumption of a Circular Saw in the Cutting Process. Appl. Sci. 2022, 12, 1276. [Google Scholar] [CrossRef]
- Pavlovic, A.; Fragassa, C. Numerical modelling of ballistic impacts on flexible protection curtains used as safety protection in woodworking. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2017, 231, 44–58. [Google Scholar] [CrossRef]
- Yu, M.; Wang, B.; Ji, P.; Li, B.; Zhang, L.; Zhang, Q. Study on the dynamic stability of circular saw blade during medium density fiberboard sawing process with thermo-mechanical coupling. Comput. Electron. Agric. 2023, 211, 108042. [Google Scholar] [CrossRef]
- Roth, C.C.; Mohr, D. Effect of strain rate on ductile fracture initiation in advanced high strength steel sheets: Experiments and modeling. Int. J. Plast. 2014, 56, 19–44. [Google Scholar] [CrossRef]
- Peng, W.; Wang, L.; Lu, D. Local to Global Optimization Algorithm for Hexahedral Mesh Quality. J. Mech. Eng. 2014, 50, 140–146. [Google Scholar] [CrossRef]
- Bejo, L.; Lang, E.M.; Fodor, T. Friction coefficients of wood-based structural composites. For. Prod. J. 2000, 50, 39–43. [Google Scholar]
- Tirovic, M.; Topouris, S.; Sherwood, G. Experimental investigation of the cooling characteristics of a monobloc cast iron brake disc with fingered hub. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2020, 234, 85–97. [Google Scholar] [CrossRef]
- Abraham, J.P.; Sparrow, E.M.; Minkowycz, W.J. Internal-flow Nusselt numbers for the low-Reynolds-number end of the laminar-to-turbulent transition regime. Int. J. Heat Mass Transf. 2011, 54, 584–588. [Google Scholar] [CrossRef]
- Jin, D.J.; Uhm, H.S.; Cho, G. Influence of the gas-flow Reynolds number on a plasma column in a glass tube. Phys. Plasmas 2013, 20, 083513. [Google Scholar] [CrossRef]
- Cobb, E.C.; Saunders, O.A. Heat transfer from a rotating disk. Proceedings of the Royal Society of London. Ser. A Math. Phys. Sci. 1956, 236, 343–351. [Google Scholar]
- Northrop, A.; Owen, J.M. Heat transfer measurements in rotating-disc systems part 1: The free disc. Int. J. Heat Fluid Flow 1988, 9, 19–26. [Google Scholar] [CrossRef]
- Mishra, H.P.; Jalan, A. Analysis of faults in rotor-bearing system using three-level full factorial design and response surface methodology. Noise Vib. Worldw. 2021, 52, 365–376. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Z.; Ni, P.; Wang, D.; Lu, Y.; Lu, H.; Guo, S.; Chen, Z. Experimental and Numerical Study on Regulation of Cutting Temperature during the Circular Sawing of 45 Steel. Coatings 2023, 13, 758. [Google Scholar] [CrossRef]
- Svoreň, J.; Javorek, Ľ.; Krajčovičová, M.; Klobušiaková, K. The effect of the circular saw blade body structure on the concentric distribution of the temperature along the radius during the wood cutting process. Wood Res. 2017, 62, 427–436. [Google Scholar]
- Izzet, A. Application of Taguchi method for cutting force optimization in rock sawing by circular diamond sawblades. Sadhana 2014, 39, 1055–1070. [Google Scholar]
- Meng, Y.; Wei, J.; Wei, J.; Chen, H.; Cui, Y. An ANSYS/LS-DYNA simulation and experimental study of circular saw blade cutting system of mulberry cutting machine. Comput. Electron. Agric. 2018, 157, 38–48. [Google Scholar] [CrossRef]
- Ghani, J.A.; Choudhury, I.A.; Masjuki, H.H. Performance of P10 TiN coated carbide tools when end milling AISI H13 tool steel at high cutting speed. J. Mater. Process. Technol. 2004, 153, 1062–1066. [Google Scholar] [CrossRef]
- Heisel, U.; Stehle, T.; Ghassemi, H. A simulation model for analysis of roll tensioning of circular saw blade. Adv. Mater. Res. 2014, 1018, 57–66. [Google Scholar] [CrossRef]
- Wang, P.; Ge, P.; Gao, Y.; Bi, W. Prediction of sawing force for single-crystal silicon carbide with fixed abrasive diamond wire saw. Mater. Sci. Semicond. Process. 2017, 63, 25–32. [Google Scholar] [CrossRef]
- Laina, R.; Sanz-Lobera, A.; Villasante, A.; López-Espí, P.; Martínez-Rojas, J.A.; Alpuente, J.; Sánchez-Montero, R.; Vignote, S. Effect of the anatomical structure, wood properties and machining conditions on surface roughness of wood. Maderas Cienc. tecnol. 2017, 19, 203–212. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Diameter (mm) | Aperture (mm) | Tooth Number (T) | Tooth Width (mm) | Tooth Thickness (mm) | Saw Blade Thickness (mm) | Anterior Angle (°) | Rear Angle (°) |
|---|---|---|---|---|---|---|---|
| 254 | 25.4 | 80 | 2.8 | 3 | 2 | 15 | 15 |
| Materials | 65Mn (Saw Body) | YG6 (Serrated) |
|---|---|---|
| Density (kg/m3) | 7820 | 14,200 |
| Poisson’s ratio | 0.282 | 0.3 |
| Modulus of elasticity (GPa) | 206 | 511 |
| Yielding strength (GPa) | 0.785 | 0.43 |
| Specific heat () | 480 | 220 |
| Thermal conductivity (W/mK) | 48 | 75 |
| Coefficient of thermal expansion (%) | 1.2 × 10−5 | 6.0 × 10−6 |
| Property | BFCP |
|---|---|
| Density (kg/m3) | 1350 |
| Porosity (%) | 5.52 |
| Water absorption (%) | 9.67 |
| Radial Poisson’s ratio | 0.127 |
| Longitudinal Poisson’s ratio | 0.29 |
| Tangential Poisson’s ratio | 0.24 |
| Radial modulus of elasticity (GPa) | 3.07 |
| Longitudinal modulus of elasticity (GPa) | 15.2 |
| Tangential modulus of elasticity (GPa) | 1.204 |
| Thermal conductivity (W/mK) | 0.35 |
| ) | 1750 |
| Coefficient of thermal expansion (%) | 1.2 × 10−5 |
| Tensile strength (MPa) | 28.83 |
| Compressive strength (MPa) | 215.32 |
| Bending strength (MPa) | 28.36 |
| ) | Kinematic Viscosity (m2/s) | Plante Number Pr |
|---|---|---|
| 0.0251 | 1.5 × 10−5 | 0.72 |
| Level | Factors | ||
|---|---|---|---|
| Spindle Speed n (r/min) | Feeding Speed Vf (m/min) | Wood Thickness Cd (mm) | |
| +1.68 | 1659.1 | 6.0 | 28.6 |
| +1 | 2000.0 | 7.0 | 32.0 |
| 0 | 2500.0 | 8.5 | 37.0 |
| −1 | 3000.0 | 10.0 | 42.0 |
| −1.68 | 3340.9 | 11.0 | 45.4 |
| Groups | Spindle Speed n (r/min) | Feed Speed (m/min) | BFCP Thickness (mm) | Temp ) | Vibration Speed (mm/s) | Vibration Acceleration ) |
|---|---|---|---|---|---|---|
| 1 | 2500 | 6.0 | 37.0 | 43.7 | 8.67 | 13.52 |
| 2 | 2500 | 8.5 | 37.0 | 48.2 | 16.86 | 10.42 |
| 3 | 3000 | 10.0 | 42.0 | 57.4 | 29.29 | 27.83 |
| 4 | 3000 | 7.0 | 32.0 | 49.4 | 18.62 | 13.76 |
| 5 | 2000 | 10.0 | 32.0 | 43.4 | 12.19 | 12.92 |
| 6 | 2500 | 8.5 | 45.4 | 54.2 | 18.40 | 22.84 |
| 7 | 2500 | 8.5 | 37.0 | 49.8 | 14.78 | 16.24 |
| 8 | 2500 | 8.5 | 28.6 | 47.9 | 11.24 | 14.12 |
| 9 | 2500 | 11.0 | 37.0 | 50.8 | 21.94 | 21.83 |
| 10 | 2000 | 10.0 | 42.0 | 48.8 | 19.31 | 19.61 |
| 11 | 2000 | 7.0 | 32.0 | 38.5 | 13.34 | 6.23 |
| 12 | 3340 | 8.5 | 37.0 | 59.3 | 28.04 | 25.64 |
| 13 | 2500 | 8.5 | 37.0 | 49.1 | 16.11 | 19.74 |
| 14 | 3000 | 10.0 | 32.0 | 55.2 | 21.27 | 15.18 |
| 15 | 3000 | 7.0 | 42.0 | 54.4 | 22.19 | 18.89 |
| 16 | 2500 | 8.5 | 37.0 | 48.4 | 17.41 | 16.45 |
| 17 | 1660 | 8.5 | 37.0 | 44.8 | 21.88 | 8.48 |
| 18 | 2500 | 8.5 | 37.0 | 47.2 | 15.85 | 16.75 |
| 19 | 2000 | 7.0 | 42.0 | 48.5 | 15.69 | 14.39 |
| 20 | 2500 | 8.5 | 37.0 | 47.6 | 18.45 | 17.78 |
| Standard deviation of vibration parameters | 4.84 | 5.02 | 5.27 | |||
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 451.31 | 7 | 64.47 | 45.81 | <0.0001 | Significant |
| n-Spindle speed | 277.72 | 1 | 277.72 | 197.33 | <0.0001 | |
| -Feed speed | 49.27 | 1 | 49.27 | 35.01 | <0.0001 | |
| -Thicknesses | 80.69 | 1 | 80.69 | 57.33 | <0.0001 | |
| n | 8.41 | 1 | 8.41 | 5.97 | 0.0309 | |
| 6.85 | 1 | 6.85 | 4.86 | 0.0477 | ||
| n2 | 20.59 | 1 | 20.59 | 14.63 | 0.0024 | |
| 10.17 | 1 | 10.17 | 7.23 | 0.0197 | ||
| Residual | 16.89 | 12 | 1.41 | |||
| Lack of Fit | 12.32 | 7 | 1.76 | 1.93 | 0.2441 | Not significant |
| Pure Error | 4.57 | 5 | 0.9137 | |||
| Cor Total | 468.2 | 19 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 437.49 | 4 | 109.37 | 24.96 | <0.0001 | Significant |
| n-Spindle speed | 124.29 | 1 | 124.29 | 28.37 | <0.0001 | |
| -Feed speed | 87.34 | 1 | 87.34 | 19.94 | 0.0005 | |
| -Thicknesses | 80.23 | 1 | 80.23 | 18.31 | 0.0007 | |
| 145.62 | 1 | 145.62 | 33.24 | <0.0001 | ||
| Residual | 65.72 | 15 | 4.38 | |||
| Lack of Fit | 57.46 | 10 | 5.75 | 3.48 | 0.0906 | Not significant |
| Pure Error | 8.26 | 5 | 1.65 | |||
| Cor Total | 503.2 | 19 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 453.21 | 3 | 151.07 | 23.6 | <0.0001 | Significant |
| n-Spindle speed | 193.22 | 1 | 193.22 | 30.18 | <0.0001 | |
| -Feed speed | 96.2 | 1 | 96.2 | 15.03 | 0.0013 | |
| -Thicknesses | 163.79 | 1 | 163.79 | 25.58 | 0.0001 | |
| Residual | 102.44 | 16 | 6.4 | |||
| Lack of Fit | 53.64 | 11 | 4.88 | 0.4996 | 0.8432 | Not significant |
| Pure Error | 48.8 | 5 | 9.76 | |||
| Cor Total | 555.65 | 19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, Y.; Ma, Y.; Liu, T.; Zhang, J.; Yang, C. Experimental Study on the Dynamic Stability of Circular Saw Blades during the Processing of Bamboo-Based Fiber Composite Panels. Forests 2023, 14, 1855. https://doi.org/10.3390/f14091855
Ding Y, Ma Y, Liu T, Zhang J, Yang C. Experimental Study on the Dynamic Stability of Circular Saw Blades during the Processing of Bamboo-Based Fiber Composite Panels. Forests. 2023; 14(9):1855. https://doi.org/10.3390/f14091855
Chicago/Turabian StyleDing, Yucheng, Yaqiang Ma, Tongbin Liu, Jiawei Zhang, and Chunmei Yang. 2023. "Experimental Study on the Dynamic Stability of Circular Saw Blades during the Processing of Bamboo-Based Fiber Composite Panels" Forests 14, no. 9: 1855. https://doi.org/10.3390/f14091855