
Study on the Effect of Flattening Modification on Bamboo Cutting Board and Corresponding Carbon Footprint Evaluation

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
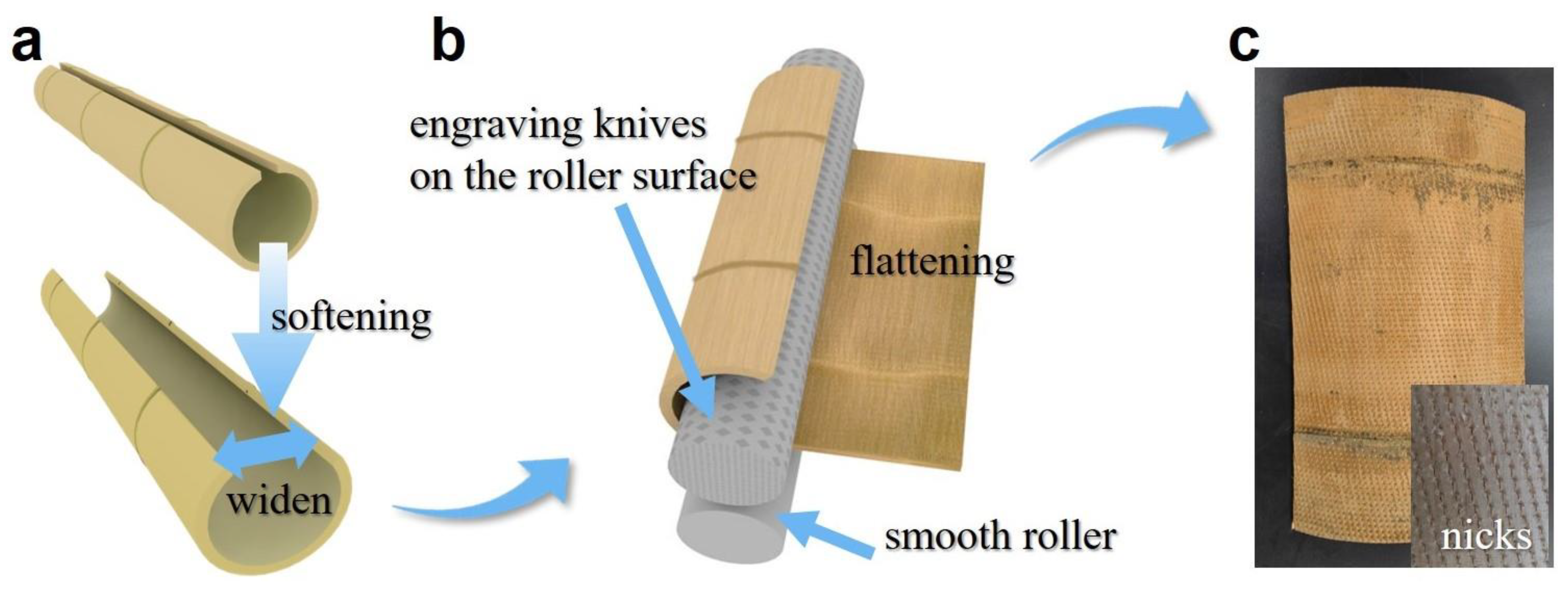
2.2. Bamboo Flattening Modification
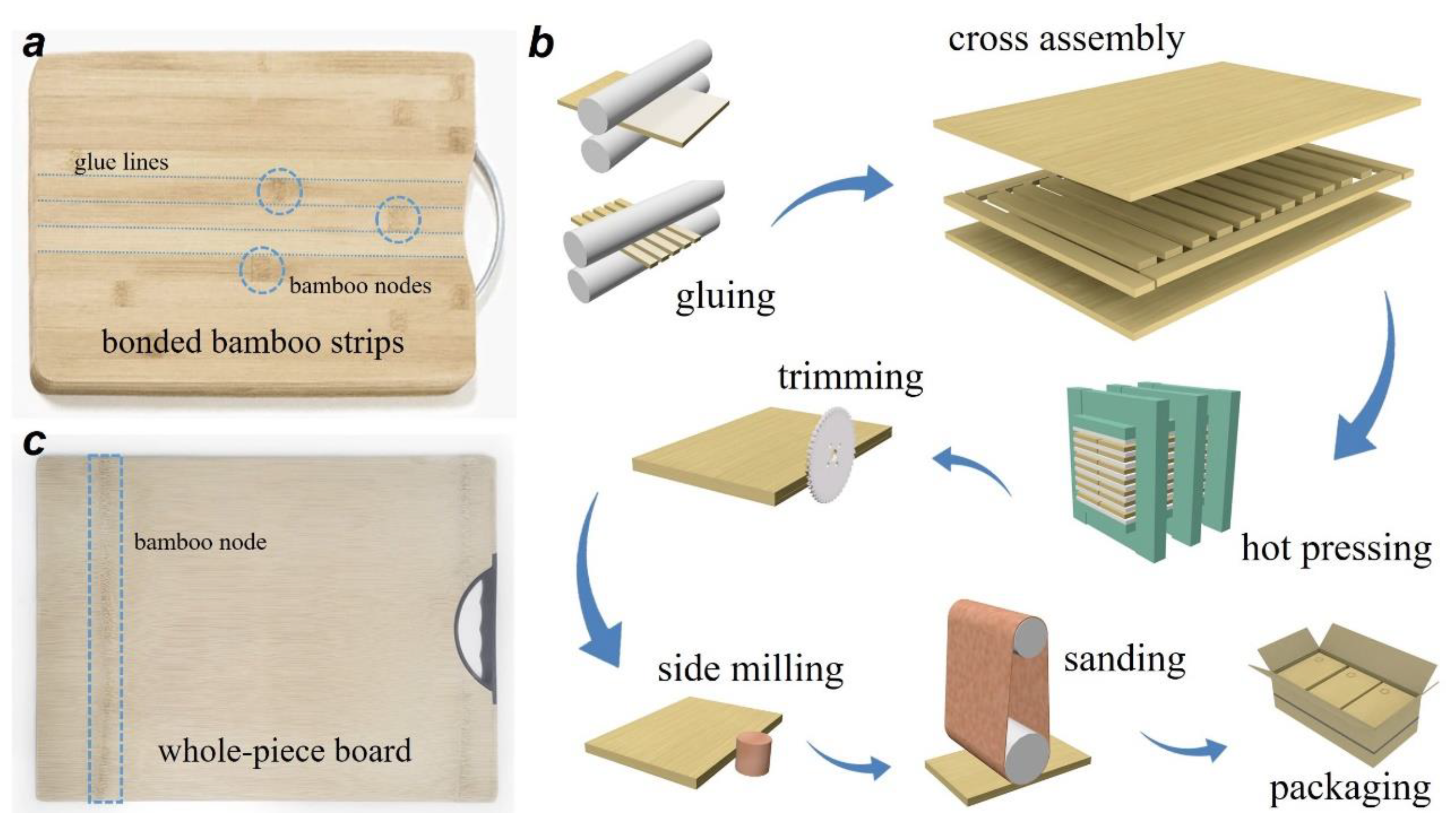
2.3. Manufacturing of Flattened Bamboo Cutting Board (FBCB)
2.4. Characterization
2.5. Carbon Footprint Assessment
2.5.1. Carbon Storage of FBCB
2.5.2. Carbon Emissions of FBCB
2.5.3. Carbon Footprint () Estimation of FBCB
3. Results and Discussion
3.1. Effect of Flattening Modification on Bamboo Morphology
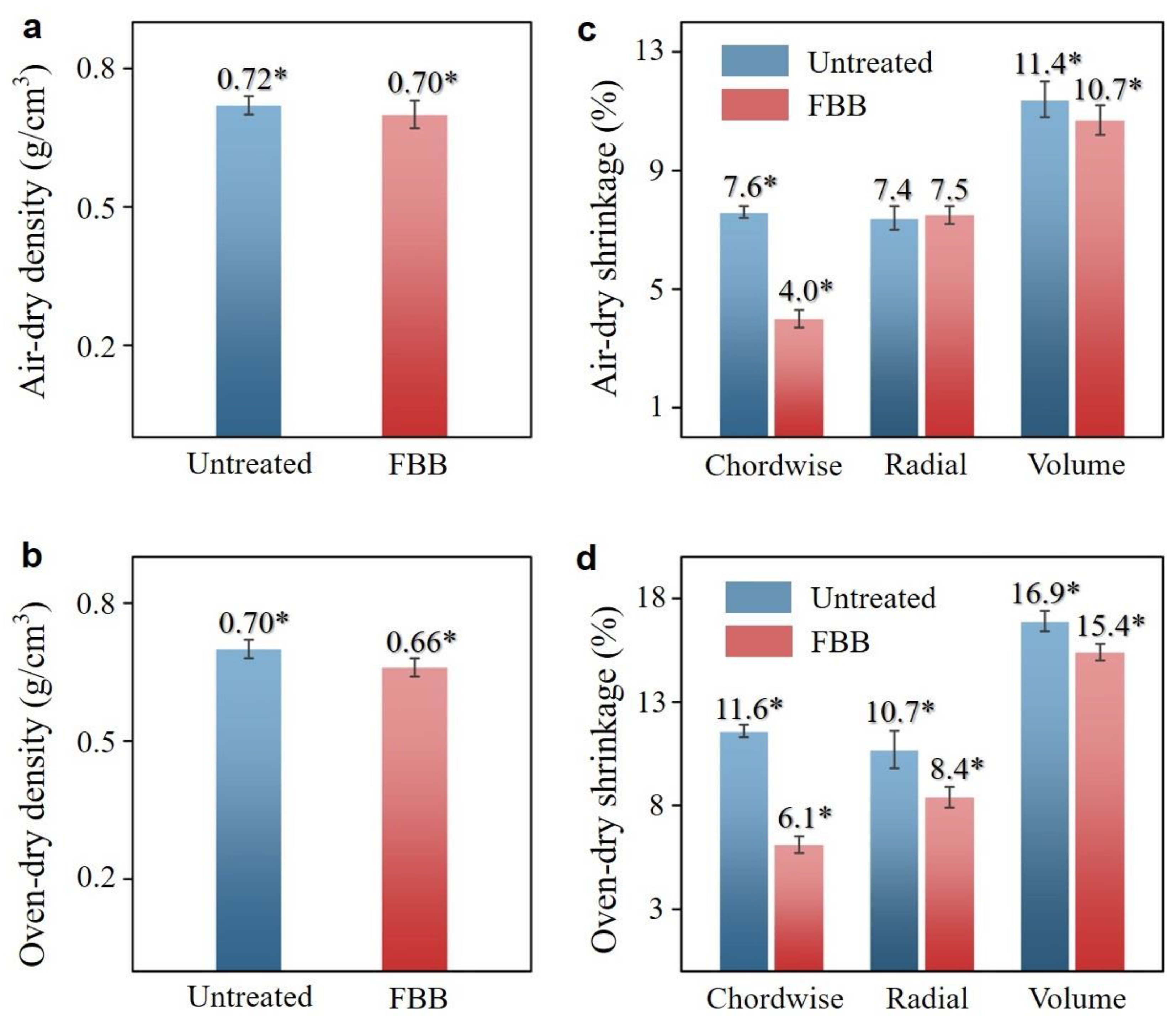
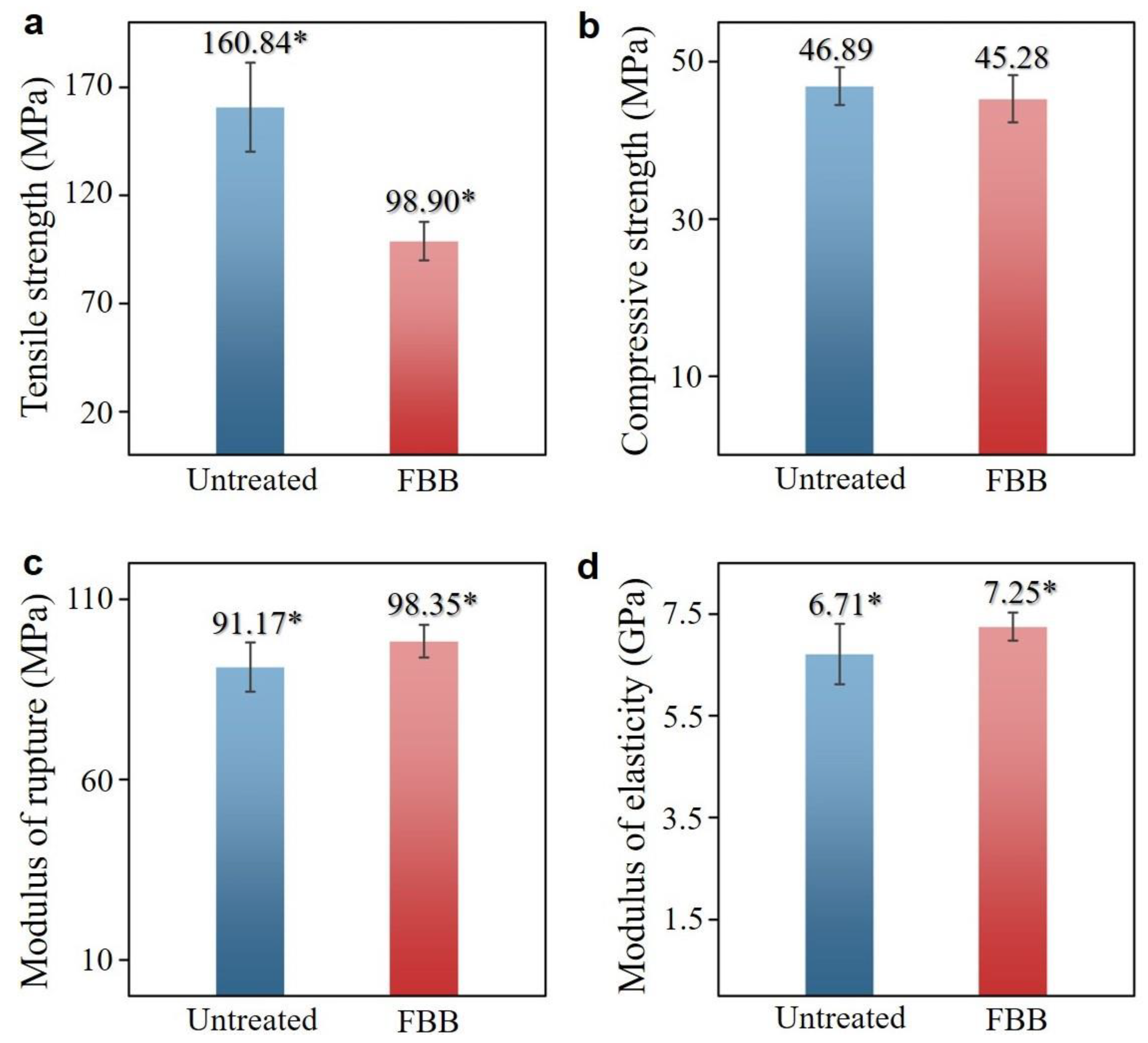
3.2. Comparison of Physical and Mechanical Properties of Bamboo before and after Flattening Modification
3.3. Fabrication and Physical and Mechanical Properties Analysis of FBCB
3.4. Carbon Footprint Evaluation of FBCB
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Shindell, D.; Smith, C.J. Climate and air-quality benefits of a realistic phase-out of fossil fuels. Nature 2019, 573, 408–411. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Voosen, P. GLOBAL WARMING New climate models forecast a warming surge. Science 2019, 364, 222–223. [Google Scholar] [CrossRef] [PubMed]
- Smale, D.A.; Wernberg, T.; Oliver, E.C.J.; Thomsen, M.; Harvey, B.P.; Straub, S.C.; Burrows, M.T.; Alexander, L.; Benthuysen, J.A.; Donat, M.G.; et al. Marine heatwaves threaten global biodiversity and the provision of ecosystem services. Nat. Clim. Change 2019, 9, 306–312. [Google Scholar] [CrossRef] [Green Version]
- Kulp, S.A.; Strauss, B.H. New elevation data triple estimates of global vulnerability to sea-level rise and coastal flooding. Nat. Commun. 2019, 10, 4844. [Google Scholar] [CrossRef] [Green Version]
- Lesk, C.; Coffel, E.; Winter, J.; Ray, D.; Zscheischler, J.; Seneviratne, S.; Horton, R. Stronger temperature-moisture couplings exacerbate the impact of climate warming on global crop yields. Nat. Food 2021, 2, 683–691. [Google Scholar] [CrossRef]
- Naujokiene, V.; Sarauskis, E.; Bleizgys, R.; Sasnauskiene, J. Soil biotreatment effectiveness for reducing global warming potential from main polluting tillage operations in life cycle assessment phase. Sci. Total Environ. 2019, 671, 805–817. [Google Scholar] [CrossRef]
- Kurisu, K.; Kimura, N.; Hanaki, K. Expression effects of public service advertisements on intentions to act for global warming. J. Clean. Prod. 2019, 218, 1045–1054. [Google Scholar] [CrossRef]
- Panzarasa, G.; Burgert, I. Designing functional wood materials for novel engineering applications. Holzforschung 2022, 76, 211–222. [Google Scholar] [CrossRef]
- Ussher, E.; Gurholt, C.-U.D.; Mikalsen, J.N.; Aloisio, A.; Tomasi, R. Effect of construction features on the dynamic performance of mid-rise CLT platform-type buildings. Wood Mater. Sci. Eng. 2022, 17, 261–273. [Google Scholar] [CrossRef]
- Chu, X.; Zhan, J.; Li, Z.; Zhang, F.; Qi, W. Assessment on forest carbon sequestration in the Three-North Shelterbelt Program region, China. J. Clean. Prod. 2019, 215, 382–389. [Google Scholar] [CrossRef]
- Hartono, R.; Iswanto, A.H.; Priadi, T.; Herawati, E.; Farizky, F.; Sutiawan, J.; Sumardi, I. Physical, Chemical, and Mechanical Properties of Six Bamboo from Sumatera Island Indonesia and Its Potential Applications for Composite Materials. Polymers 2022, 14, 4868. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Han, H.; Lou, Z.; Han, X.; Wang, X.; Li, Y. Surface property enhancement of bamboo by inorganic materials coating with extended functional applications. Compos. Part A-Appl. Sci. Manuf. 2022, 155, 106848. [Google Scholar] [CrossRef]
- Li, H.; Zhang, H.; Qiu, Z.; Su, J.; Wei, D.; Lorenzo, R.; Yuan, C.; Liu, H.; Zhou, C. Mechanical Properties and Stress Strain Relationship Models for Bamboo Scrimber. J. Renew. Mater. 2020, 8, 13–27. [Google Scholar] [CrossRef]
- Xu, X.; Xu, P.; Zhu, J.; Li, H.; Xiong, Z. Bamboo construction materials: Carbon storage and potential to reduce associated CO2 emissions. Sci. Total Environ. 2022, 814, 152697. [Google Scholar] [CrossRef] [PubMed]
- Long, L.; Wang, Z.; Chen, K. Analysis of the hollow structure with functionally gradient materials of moso bamboo. J. Wood Sci. 2015, 61, 569–577. [Google Scholar] [CrossRef]
- Liliefna, L.D.; Nugroho, N.; Karlinasari, L.; Sadiyo, S. Development of low-tech laminated bamboo esterilla sheet made of thin-wall bamboo culm. Constr. Build. Mater. 2020, 242, 118181. [Google Scholar] [CrossRef]
- Sharma, B.; Eley, D.; Emanuel, O.; Brentnall, C. Mechanical properties of laminated bamboo designed for curvature. Constr. Build. Mater. 2021, 300, 123937. [Google Scholar] [CrossRef]
- Quintero, M.A.M.; Tam, C.P.T.; Li, H. Structural analysis of a Guadua bamboo bridge in Colombia. Sustain. Struct. 2022, 2, 000020. [Google Scholar] [CrossRef]
- Liu, K.; Jayaraman, D.; Shi, Y.; Harries, K.; Yang, J.; Jin, W.; Shi, Y.; Wu, J.; Jacome, P.; Trujillo, D. “Bamboo: A Very Sustainable Construction Material”—2021 International Online Seminar summary report. Sustain. Struct. 2022, 2, 000015. [Google Scholar] [CrossRef]
- Chen, M.; Weng, Y.; Semple, K.; Zhang, S.; Hu, Y.; Jiang, X.; Ma, J.; Fei, B.; Dai, C. Sustainability and innovation of bamboo winding composite pipe products. Renew. Sustain. Energy Rev. 2021, 144, 110976. [Google Scholar] [CrossRef]
- Chen, M.; Ye, L.; Semple, K.; Ma, J.; Zhang, J.; Weng, Y.; Yan, H.; Fei, B.; Dai, C. A new protocol for rapid assessment of bond durability of bio-based pipes: Bamboo winding composite pipe as a case study. Eur. J. Wood Wood Prod. 2022, 80, 947–959. [Google Scholar] [CrossRef]
- Huang, B.; Fang, C.; Chen, L.; Fei, B. Mathematical models for the use, processing, and optimized utilization of natural arc-shaped bamboo laminated lumber. Polym. Compos. 2022, 43, 6854. [Google Scholar] [CrossRef]
- Huang, B.; Fang, C.; Chen, L.; Miao, H.; Ma, X.; Liu, H.; Fei, B. Analysis of the use rate of equal arc-shaped bamboo splits. Constr. Build. Mater. 2021, 302, 124273. [Google Scholar] [CrossRef]
- Tumenjargal, B.; Ishiguri, F.; Iki, T.; Takahashi, Y.; Nezu, I.; Otsuka, K.; Ohshima, J.; Yokota, S. Clonal variations and effects of juvenile wood on lumber quality in Japanese larch. Wood Mater. Sci. Eng. 2022, 17, 72–81. [Google Scholar] [CrossRef]
- Guan, M.; Huang, Z.; Zhu, D. The effect of ultrasonic process on the shear strength and the microstructure of the bonding interface of laminated bamboo lumber. Eur. J. Wood Wood Prod. 2022, 80, 1401–1411. [Google Scholar] [CrossRef]
- Chiu, T.-H.; Duan, J.; Liu, C.; Su, Y.-C. Efficacy of electrolysed oxidizing water in inactivating Vibrio parahaemolyticus on kitchen cutting boards and food contact surfaces. Lett. Appl. Microbiol. 2006, 43, 666–672. [Google Scholar] [CrossRef]
- Yang, S.; Li, H.; Fei, B.; Zhang, X.; Wang, X. Bond Quality and Durability of Cross-Laminated Flattened Bamboo and Timber (CLBT). Forests 2022, 13, 1271. [Google Scholar] [CrossRef]
- Lou, Z.; Wang, Q.; Sun, W.; Zhao, Y.; Wang, X.; Liu, X.; Li, Y. Bamboo flattening technique: A literature and patent review. Eur. J. Wood Wood Prod. 2021, 79, 1035–1048. [Google Scholar] [CrossRef]
- Yuan, T.; Wang, X.; Liu, X.; Lou, Z.; Mao, S.; Li, Y. Bamboo flattening technology enables efficient and value-added utilization of bamboo in the manufacture of furniture and engineered composites. Compos. Part B-Eng. 2022, 242, 110097. [Google Scholar] [CrossRef]
- Mimendi, L.; Lorenzo, R.; Li, H. An innovative digital workflow to design, build and manage bamboo structures. Sustain. Struct. 2022, 2, 000011. [Google Scholar] [CrossRef]
- Lou, Z.; Yuan, T.; Wang, Q.; Wu, X.; Hu, S.; Hao, X.; Liu, X.; Li, Y. Fabrication of Crack-Free Flattened Bamboo and Its Macro-/Micro-Morphological and Mechanical Properties. J. Renew. Mater. 2021, 9, 959–977. [Google Scholar] [CrossRef]
- Su, J.; Li, H.; Xiong, Z.; Lorenzo, R. Structural design and construction of an office building with laminated bamboo lumber. Sustain. Struct. 2021, 1, 000010. [Google Scholar] [CrossRef]
- Hao, X.; Wang, Q.; Wang, Y.; Han, X.; Yuan, C.; Cao, Y.; Lou, Z.; Li, Y. The effect of oil heat treatment on biological, mechanical and physical properties of bamboo. J. Wood Sci. 2021, 67, 26. [Google Scholar] [CrossRef]
- Yuan, T.; Wang, X.; Lou, Z.; Zhang, T.; Han, X.; Wang, Z.; Hao, X.; Li, Y. Comparison of the fabrication process and macro and micro properties of two types of crack-free, flatten bamboo board. Constr. Build. Mater. 2022, 317, 125949. [Google Scholar] [CrossRef]
- Dauletbek, A.; Li, H.; Xiong, Z.; Lorenzo, R. A review of mechanical behavior of structural laminated bamboo lumber. Sustain. Struct. 2021, 1, 000004. [Google Scholar] [CrossRef]
- Xiao, Y.; Yang, R.Z.; Shan, B. Production, environmental impact and mechanical properties of glubam. Constr. Build. Mater. 2013, 44, 765–773. [Google Scholar] [CrossRef]
- Li, P.; Zhou, G.; Du, H.; Lu, D.; Mo, L.; Xu, X.; Shi, Y.; Zhou, Y. Current and potential carbon stocks in Moso bamboo forests in China. J. Environ. Manag. 2015, 156, 89–96. [Google Scholar] [CrossRef]
- Asamoah, O.; Kuittinen, S.; Abrefa Danquah, J.; Quartey, E.T.; Bamwesigye, D.; Mario Boateng, C.; Pappinen, A. Assessing Wood Waste by Timber Industry as a Contributing Factor to Deforestation in Ghana. Forests 2020, 11, 939. [Google Scholar] [CrossRef]
- Publications—IPCC-TFI. Available online: https://www.ipcc-nggip.iges.or.jp/public/2006gl/index.html (accessed on 18 November 2022).
- Chen, H.; Zhang, Y.; Yang, X.; Ji, H.; Zhong, T.; Wang, G. A comparative study of the microstructure and water permeability between flattened bamboo and bamboo culm. J. Wood Sci. 2019, 65, 64. [Google Scholar] [CrossRef] [Green Version]
- Krause, J.Q.; de Andrade Silva, F.; Ghavami, K.; Gomes, O.D.F.M.; Toledo Filho, R.D. On the influence of Dendrocalamus giganteus bamboo microstructure on its mechanical behavior. Constr. Build. Mater. 2016, 127, 199–209. [Google Scholar] [CrossRef]
- Zhang, X.; Yu, Z.; Yu, Y.; Wang, H.; Li, J. Axial compressive behavior of Moso Bamboo and its components with respect to fiber-reinforced composite structure. J. For. Res. 2019, 30, 2371–2377. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Standard Request | Test Result |
|---|---|---|
| Moisture content (%) | 8.0~15.0 | 9.2 |
| Hardness (N) | ≥3100 | 5080 |
| Dip peel length (mm) | ≤25 (any bonding layer) | max: 25 |
| Formaldehyde emission (mg/L) | E0: 0.5 | 0.2 |
| Transported Material | Fuel | Fuel cnsm. (L t−1 km−1) | Dist. (km) | Weight (t) | of Fuel (kg L−1) | (kg) | (%) |
|---|---|---|---|---|---|---|---|
| Bamboo | Diesel | 0.015 | 50 | 2.27 | 2.6 | 4.43 | 86.86 |
| Carton | Gasoline | 0.020 | 20 | 0.03 | 2.3 | 0.03 | 0.59 |
| Adhesive | Gasoline | 0.020 | 200 | 0.07 | 2.3 | 0.64 | 12.55 |
| Total | 5.10 | 100 |
| Raw Material | (kg kg−1) | Weight (t) | (kg) | (%) |
|---|---|---|---|---|
| Carton | 0.90 | 0.03 | 28.80 | 41.64 |
| Adhesive | 0.60 | 0.07 | 40.37 | 58.36 |
| Total | 69.17 | 100 |
| Part | Process | Power (kw) | Time (h) | Power cnsm. (kWh) | (kg) | (%) |
|---|---|---|---|---|---|---|
| Bamboo flattening | Truncation | 15.40 | 0.64 | 9.80 | 7.85 | 2.05 |
| Inner nodes removal | 6.75 | 1.14 | 7.69 | 6.16 | 1.61 | |
| Outer layer removal | 11.05 | 0.51 | 5.64 | 4.52 | 1.18 | |
| Grooving | 8.50 | 1.18 | 10.06 | 8.06 | 2.11 | |
| Softening | 10.00 | 2.66 | 26.64 | 21.34 | 5.58 | |
| Flattening | 9.70 | 1.08 | 10.48 | 8.39 | 2.19 | |
| Cooling and shaping | 2.20 | 2.95 | 6.50 | 5.20 | 1.36 | |
| Drying | 6.00 | 14.77 | 88.62 | 70.99 | 18.57 | |
| Thickness planing | 18.00 | 2.13 | 38.36 | 30.73 | 8.04 | |
| Bamboo strips fabricating | Truncation | 15.40 | 0.32 | 4.90 | 3.93 | 1.03 |
| Slitting | 31.50 | 0.28 | 8.97 | 7.19 | 1.88 | |
| Rough planing | 39.50 | 0.71 | 28.21 | 22.59 | 5.91 | |
| Carbonizing | 22.00 | 0.96 | 21.08 | 16.89 | 4.42 | |
| Drying | 6.00 | 6.70 | 40.20 | 32.20 | 8.42 | |
| Fine planing | 28.50 | 0.60 | 17.08 | 13.68 | 3.58 | |
| FBCB fabricating | Gluing | 2.20 | 0.47 | 1.03 | 0.83 | 0.22 |
| Assembly | 1.50 | 0.28 | 0.42 | 0.34 | 0.09 | |
| Hot pressing | 95.50 | 1.33 | 127.02 | 101.74 | 26.61 | |
| Trimming | 8.75 | 1.05 | 9.19 | 7.36 | 1.93 | |
| Side milling | 6.00 | 0.40 | 2.40 | 1.92 | 0.50 | |
| Sanding | 28.57 | 0.45 | 12.86 | 10.30 | 2.69 | |
| Packaging | 0.75 | 0.17 | 0.13 | 0.10 | 0.03 | |
| Total | 477.28 | 382.31 | 100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Ma, Y.; Lou, Z.; Li, Y. Study on the Effect of Flattening Modification on Bamboo Cutting Board and Corresponding Carbon Footprint Evaluation. Forests 2023, 14, 809. https://doi.org/10.3390/f14040809
Zhao Y, Ma Y, Lou Z, Li Y. Study on the Effect of Flattening Modification on Bamboo Cutting Board and Corresponding Carbon Footprint Evaluation. Forests. 2023; 14(4):809. https://doi.org/10.3390/f14040809
Chicago/Turabian StyleZhao, Yihan, Yan Ma, Zhichao Lou, and Yanjun Li. 2023. "Study on the Effect of Flattening Modification on Bamboo Cutting Board and Corresponding Carbon Footprint Evaluation" Forests 14, no. 4: 809. https://doi.org/10.3390/f14040809