
Influence of Isocyanate Content and Hot-Pressing Temperatures on the Physical–Mechanical Properties of Particleboard Bonded with a Hybrid Urea–Formaldehyde/Isocyanate Adhesive
 ,
,  ,
,  ,
,  , and
, and 
Abstract
:1. Introduction
2. Material and Methods
2.1. Materials
2.2. Characterization of the Hybrid Adhesive Properties
2.3. Determination of Slenderness Ratio and Aspect Ratio
2.4. Particleboard Manufacturing and Testing
2.4.1. Influence of Pressing Temperature on Board Properties
2.4.2. Influence of UF/MDI Ratio on Board Properties
2.5. Scanning Electron Microscopy (SEM) Analysis
2.6. Data Analysis
3. Result and Discussion
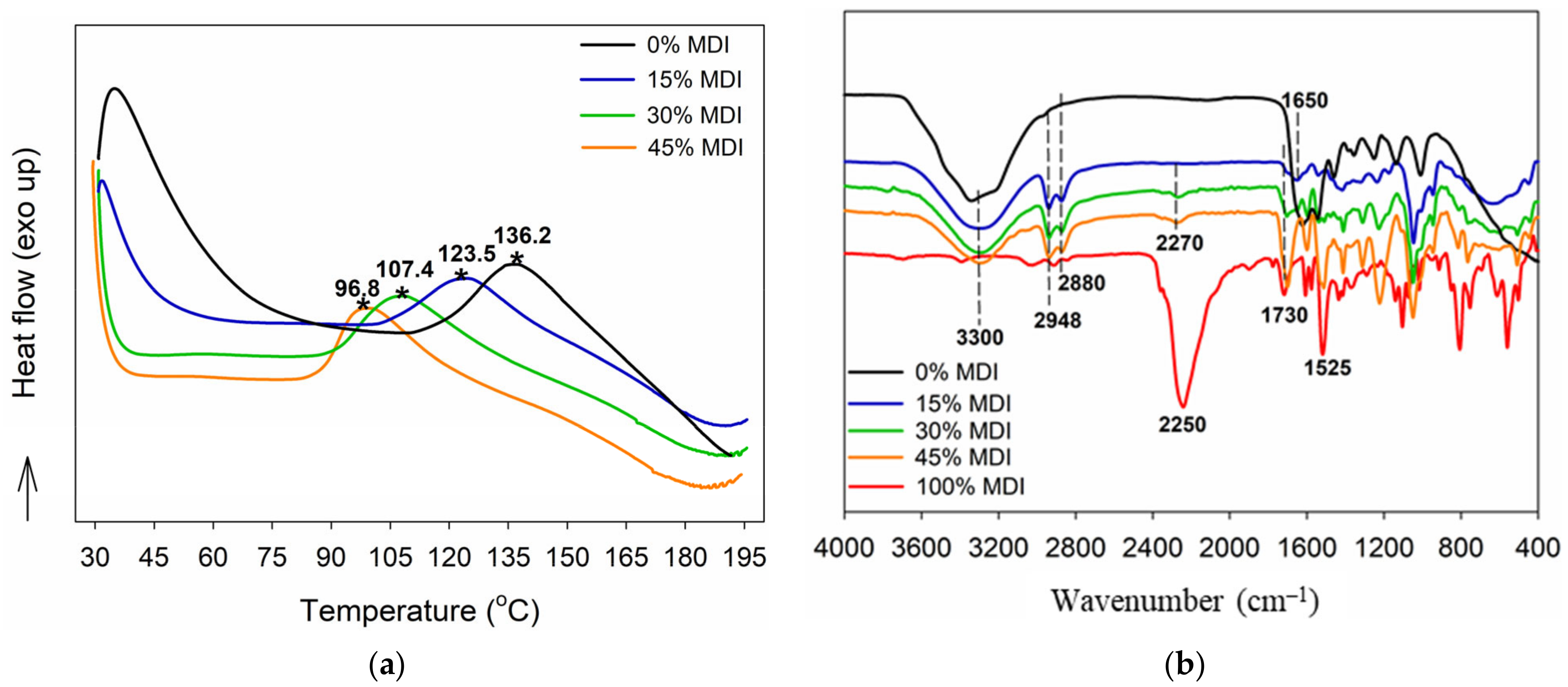
3.1. Properties of the Hybrid UF/MDI Adhesives
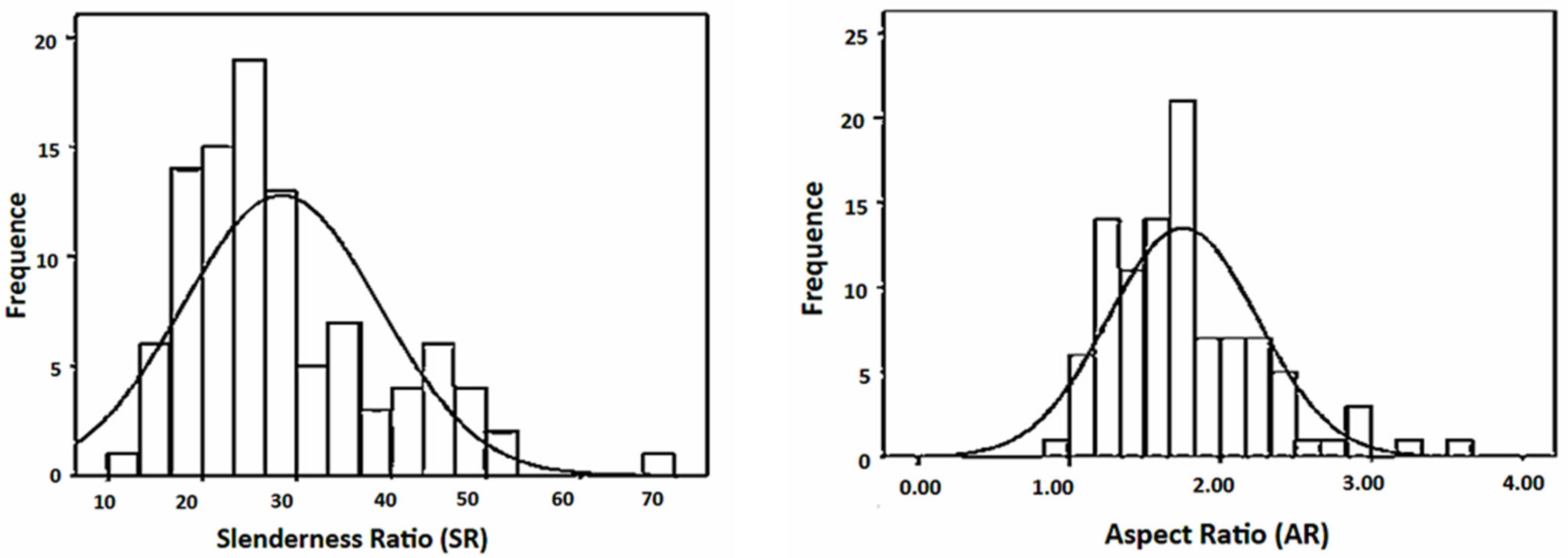
3.2. Slenderness Ratio and Aspect Ratio of Particles
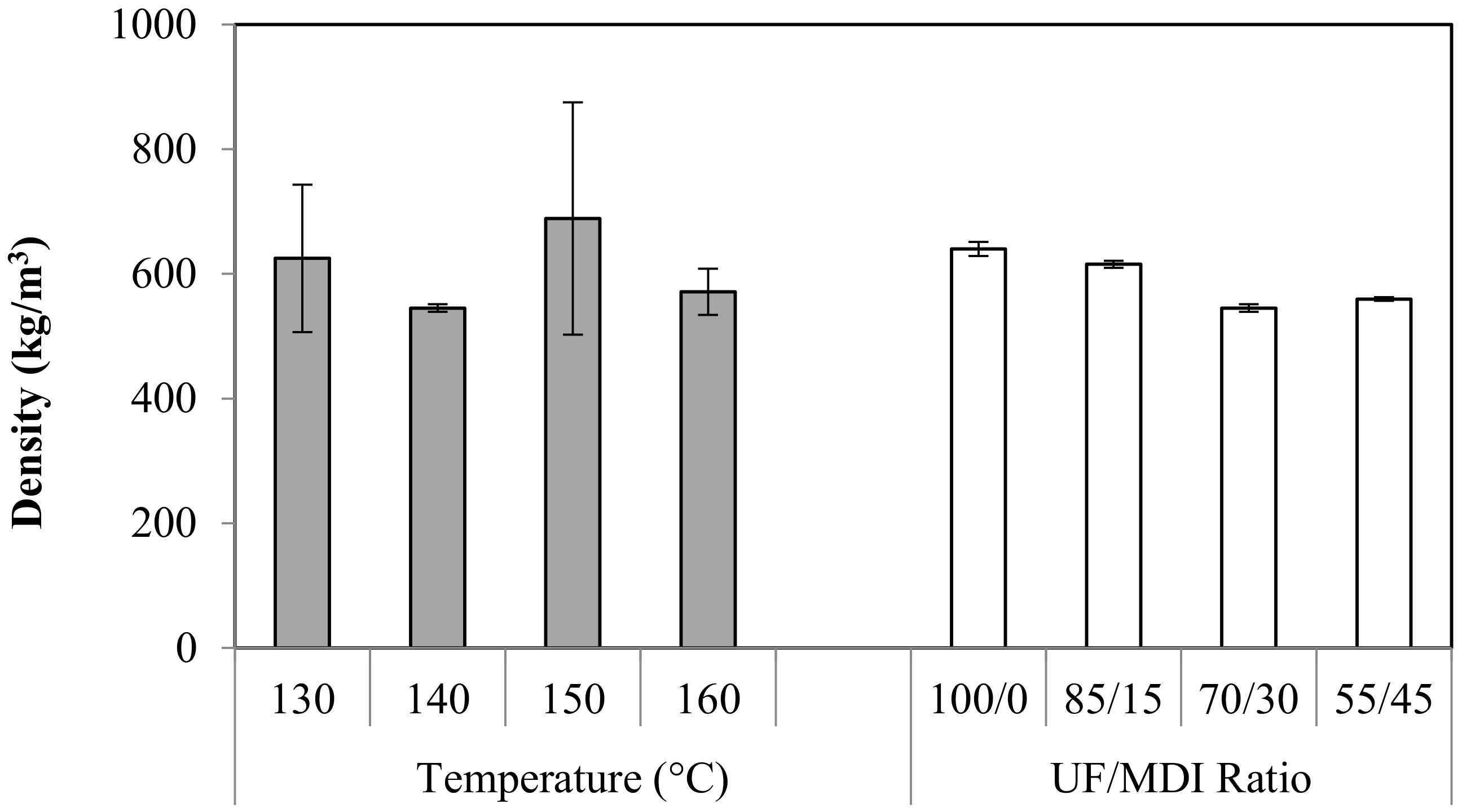
3.3. Density
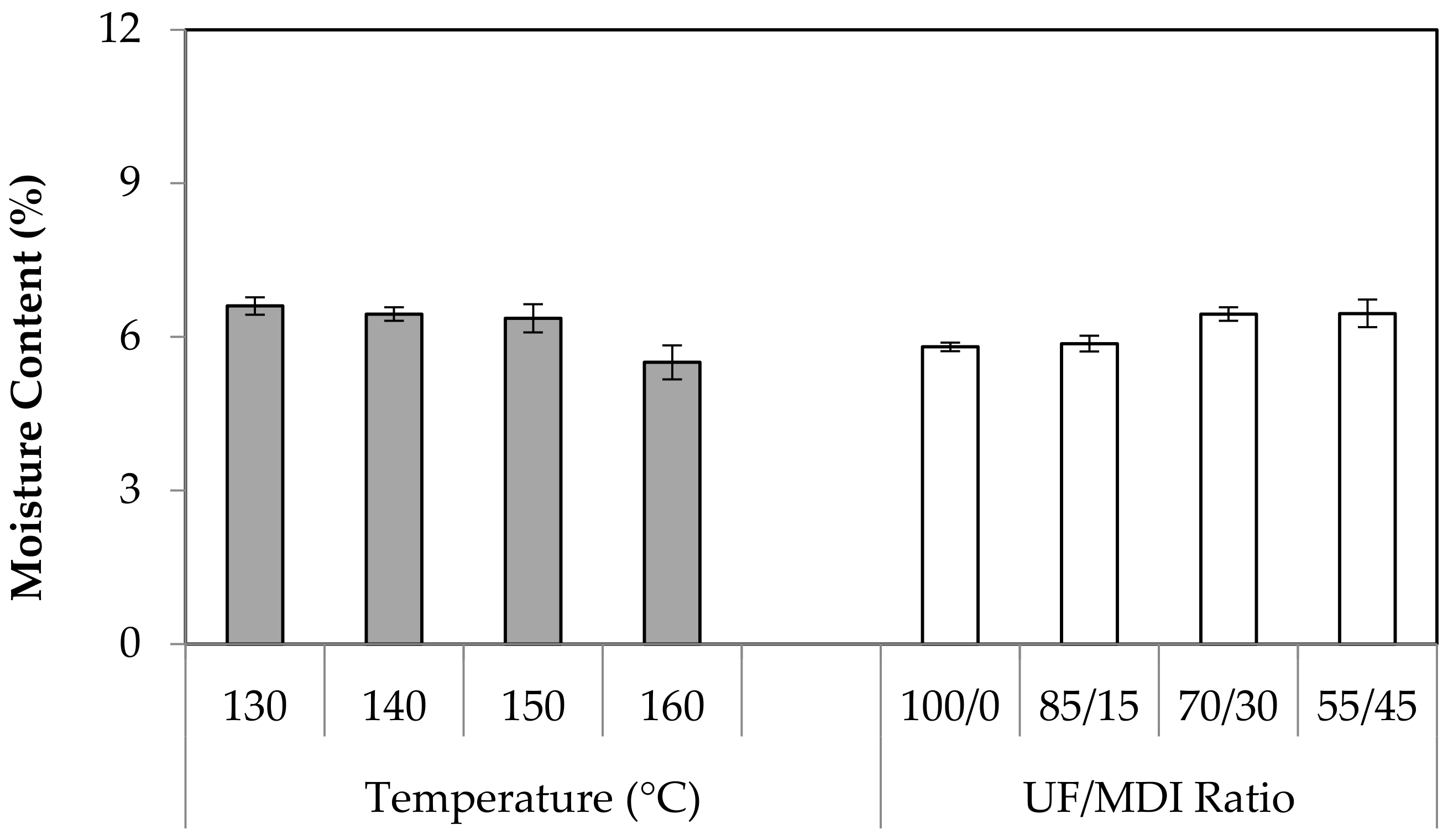
3.4. Moisture Content
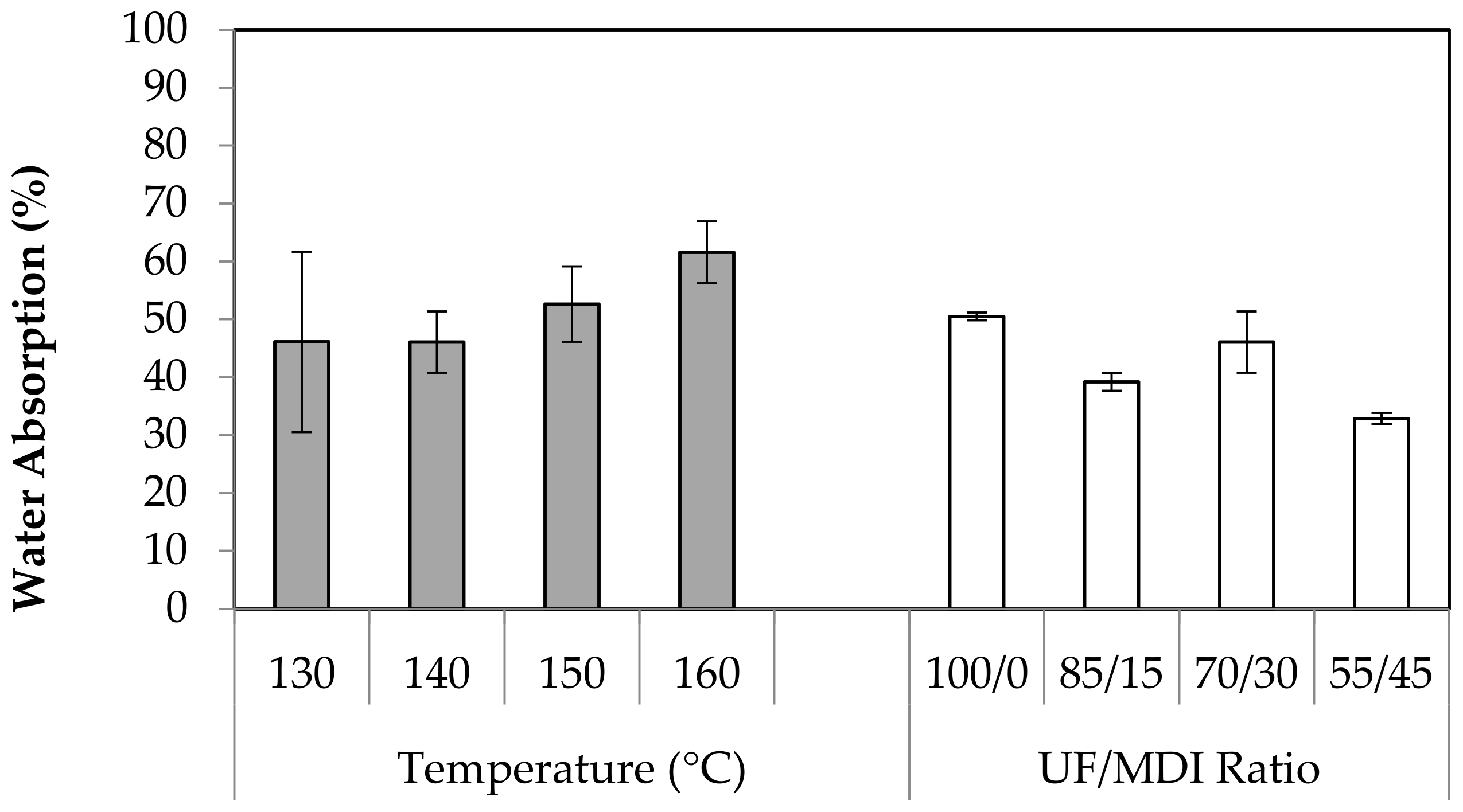
3.5. Water Absorption
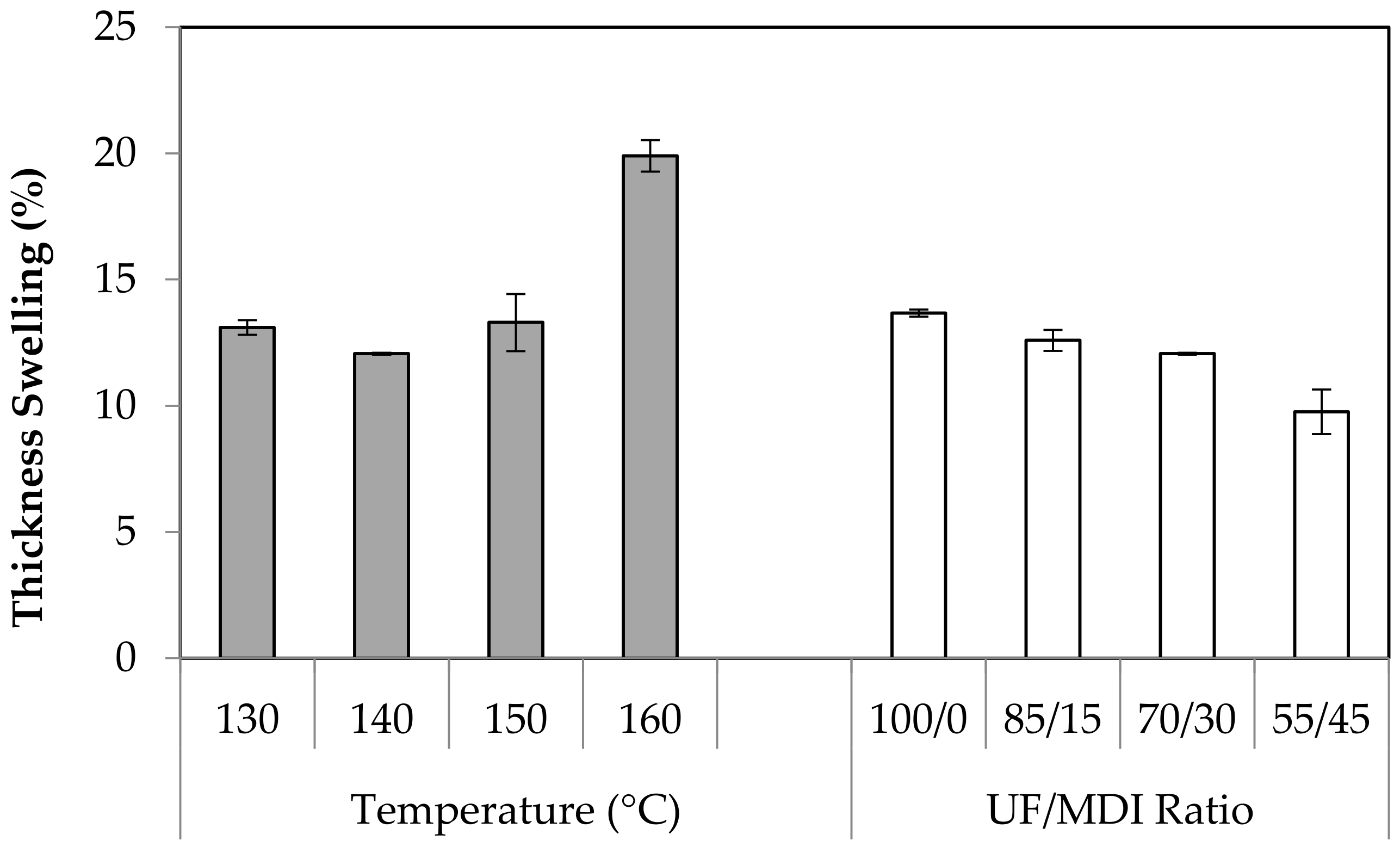
3.6. Thickness Swelling
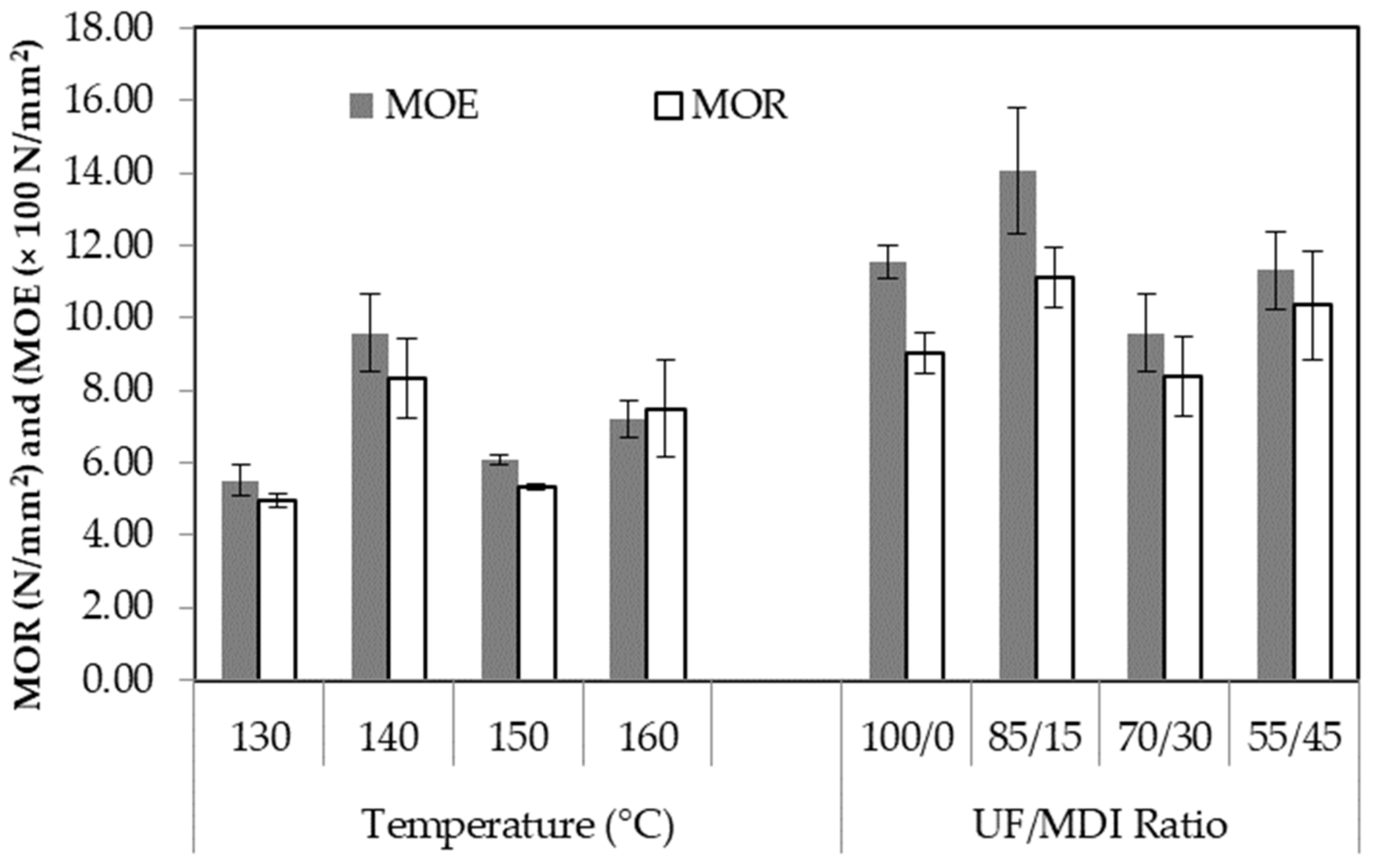
3.7. Modulus of Rupture and Modulus of Elasticity
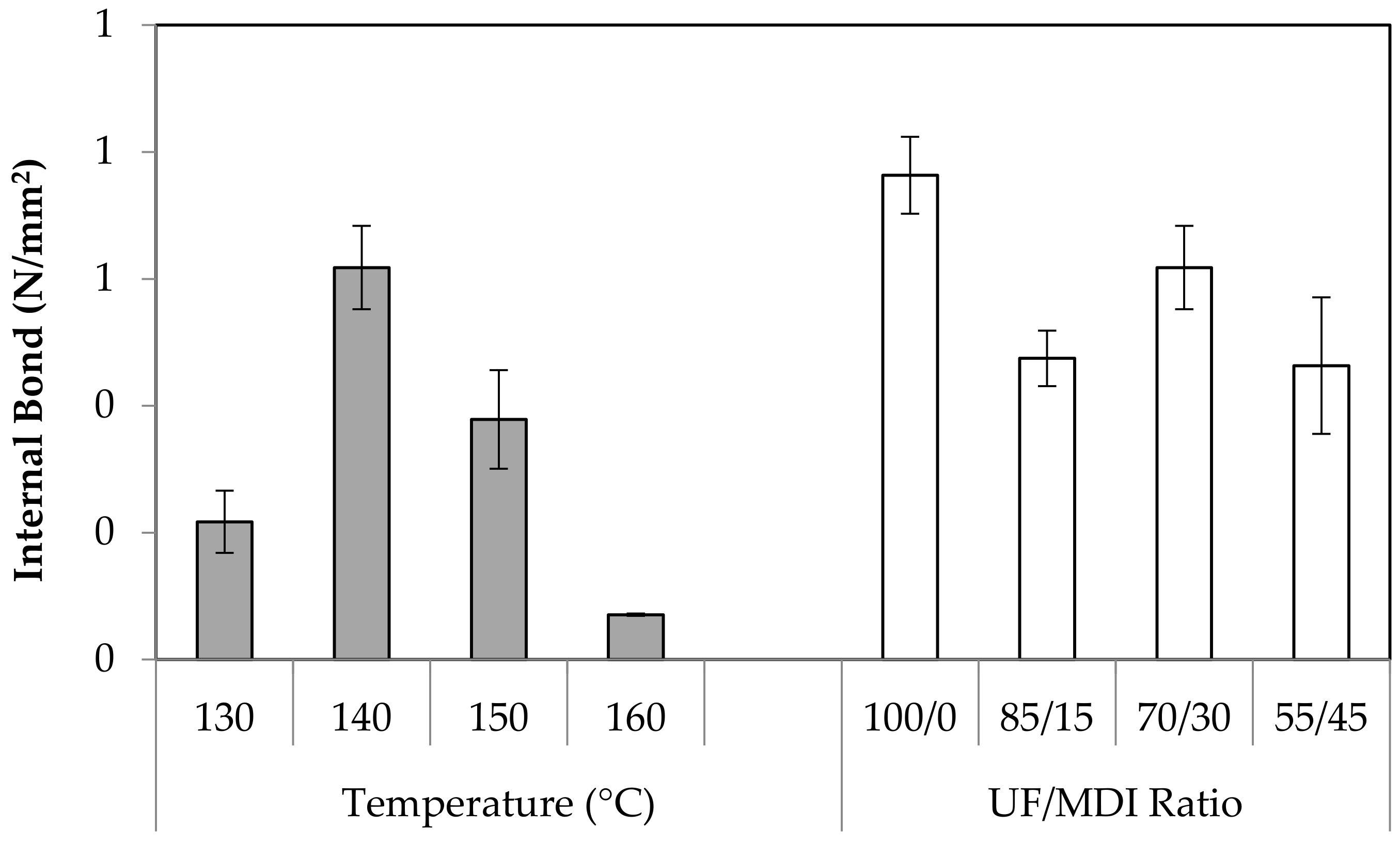
3.8. Internal Bond
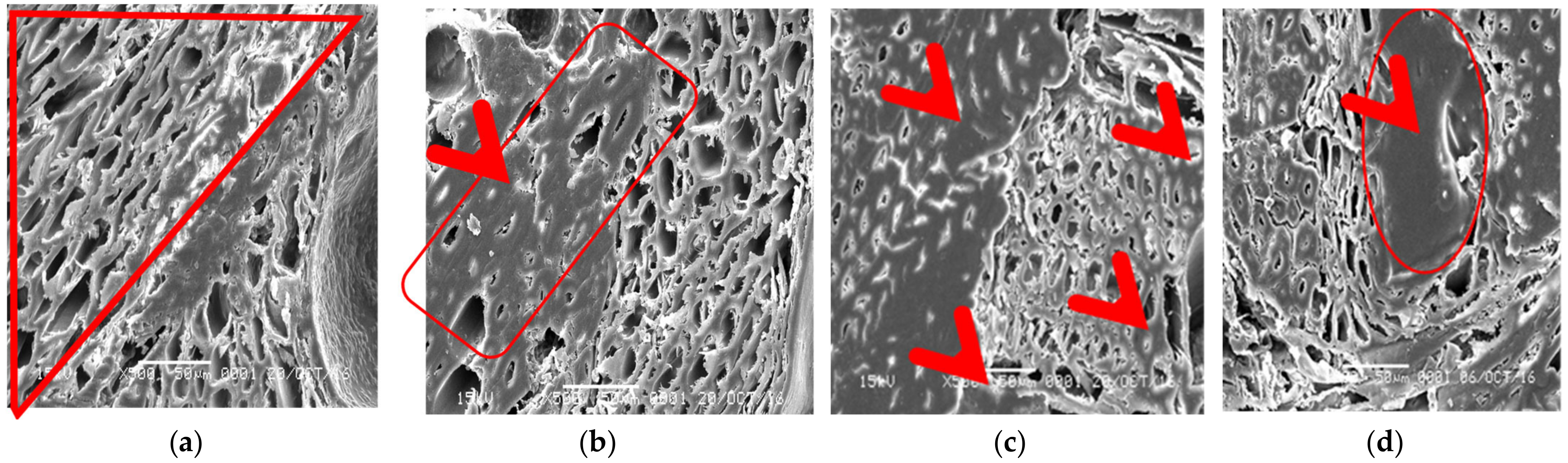
3.9. Scanning Electron Microscopy Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, M.; Wang, Y.; Wu, Y.; Wan, H. Hydrolysis and recycling of urea formaldehyde resin residues. J. Hazard. Mater. 2018, 355, 96–103. [Google Scholar] [CrossRef]
- Mansouri, H.R.; Pizzi, A.; Leban, J.M. Improved water resistance of UF adhesives for plywood by small pMDI additions. Holz Roh Werkst. 2006, 64, 218–220. [Google Scholar] [CrossRef]
- Gürü, M.; Tekeli, S.; Bilici, I. Manufacturing of urea-formaldehyde-based composite particleboard from almond shell. Mater. Des. 2006, 27, 1148–1151. [Google Scholar] [CrossRef]
- Iswanto, A.H.; Febrianto, F.; Hadi, Y.S.; Ruhendi, S.; Hermawan, D.; Fatriasari, W. Effect of particle pre-treatment on properties of jatropha fruit hulls particleboard. J. Korean Wood Sci. Technol. 2018, 46, 155–165. [Google Scholar] [CrossRef]
- Iswanto, A.H.; Simarmata, J.; Fatriasari, W.; Azhar, I.; Sucipto, T.; Hartono, R. Physical and mechanical properties of three-layer particleboards bonded with UF and UMF adhesives. J. Korean Wood Sci. Technol. 2017, 45, 787–796. [Google Scholar] [CrossRef]
- Iswanto, A.H.; Sucipto, T.; Nadeak, S.S.D.; Fatriasari, W. Post-treatment effect of particleboard on dimensional stability and durability properties of particleboard made from sorghum bagasse. IOP Conf. Ser. Mater. Sci. Eng. 2017, 180, 012015. [Google Scholar] [CrossRef]
- Ashori, A.; Nourbakhsh, A. Effect of press cycle time and resin content on physical and mechanical properties of particleboard panels made from the underutilized low-quality raw materials. Ind. Crops Prod. 2008, 28, 225–230. [Google Scholar] [CrossRef]
- Lias, H.; Kasim, J.; Johari, N.A.N.; Mokhtar, I.L.M. Influence of board density and particle sizes on the homogenous particleboard properties from kelempayan (Neolamarckia cadamba). Int. J. Latest Res. Sci. Technol. 2014, 3, 173–176. [Google Scholar]
- Mamza, P.A.P.; Ezeh, E.C.; Gimba, E.C.; Arthur, D.E. Comparative study of phenol formaldehyde and urea formaldehyde particleboards from wood waste for sustainable environment. Int. J. Sci. Technol. Res. 2014, 3, 53–61. [Google Scholar]
- Elbadawi, M.; Osman, Z.; Paridah, T.; Nasroun, T.; Kantiner, W. Mechanical and physical properties of particleboards made from ailanthus wood and UF resin fortified by acacias tannins blend. J. Mater. Environ. Sci. 2015, 6, 1016–1021. [Google Scholar]
- Lubis, M.A.R.; Park, B.D.; Lee, S.M. Modification of urea-formaldehyde resin adhesives with blocked isocyanates using sodium bisulfite. Int. J. Adhes. Adhes. 2017, 73, 118–124. [Google Scholar] [CrossRef]
- Dziurka, D.; Mirski, R. UF-pMDI hybrid resin for waterproof particleboards manufactured at a shortened pressing time. Drv. Ind. 2010, 61, 245–249. [Google Scholar]
- Dziurka, D.; Mirski, R. Properties of Liquid and Polycondensed UF Resin Modified with pMDI. Drv. Ind. 2014, 65, 115–119. [Google Scholar] [CrossRef]
- Simon, C.; George, B.; Pizzi, A. UF/pMDI wood adhesives: Networks blend versus copolymerization. Holzforschung 2002, 56, 327–334. [Google Scholar] [CrossRef]
- Yanhua, Z.; Jiyou, G.; Haiyan, T.; Xiangkai, J.; Junyou, S.; Yingfeng, Z.; Xiangli, W. Fabrication, performances, and reaction mechanism of urea-formaldehyde resin adhesive with isocyanate. J. Adhes. Sci. Technol. 2013, 27, 191–203. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Labib, A.; Sudarmanto; Akbar, F.; Nuryawan, A.; Antov, P.; Kristak, L.; Papadopoulos, A.N.; Pizzi, A. Influence of Lignin Content and Pressing Time on Plywood Properties Bonded with Cold-Setting Adhesive Based on Poly (Vinyl Alcohol), Lignin, and Hexamine. Polymers 2022, 14, 2111. [Google Scholar] [CrossRef]
- Mo, X.; Cheng, E.; Wang, D.; Sun, X.S. Physical properties of medium-density wheat straw particleboard using different adhesives. Ind. Crops Prod. 2003, 18, 47–53. [Google Scholar] [CrossRef]
- Lykidis, C.; Parnavela, C.; Goulounis, N.; Grigoriou, A. Potential for utilizing waste corrugated paper containers into wood composites using UF and PMDI resin systems. Eur. J. Wood Wood Prod. 2012, 70, 811–818. [Google Scholar] [CrossRef]
- Hidayat, W.; Aprilliana, N.; Asmara, S.; Bakri, S.; Hidayati, S.; Banuwa, I.S.; Lubis, M.A.R.; Iswanto, A.H. Performance of eco-friendly particleboard from agro-industrial residues bonded with formaldehyde-free natural rubber latex adhesive for interior applications. Polym. Compos. 2022, 43, 2222–2233. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Park, B.D.; Lee, S.M. Microencapsulation of polymeric isocyanate for the modification of urea-formaldehyde resins. Int. J. Adhes. Adhes. 2020, 100, 102599. [Google Scholar] [CrossRef]
- Maloney, T.M. Modern Particleboard and Dry Process Fiberboard Manufacturing; Miller Freeman Inc.: San Francisco, CA, USA, 1993. [Google Scholar]
- Bufalino, L.; Albino, V.C.S.; De Sá, V.A.; Corrêa, A.A.R.; Mendes, L.M.; Almeida, N.A. Particleboards made from Australian red cedar: Processing variables and evaluation of mixed-species. J. Trop. For. Sci. 2012, 24, 162. [Google Scholar]
- Kelly, M.W. Critical Literature Review of Relationship between Processing Parameter and Physical Properties of Particleboard; General Technical Report FPL-10 Department of Agriculture Forest; Wisconsin University: Madison, WI, USA, 1997. [Google Scholar]
- Japanese Standards Association (JSA). Japanese Industrial Standard (JIS) A 5908. Particleboard; Japanese Standards Association: Tokyo, Japan, 2003. [Google Scholar]
- EN 312:2010; Particleboards—Specifications. European Committee for Standardization: Brussels, Belgium, 2010.
- Ferra, J.M.M.; Ohlmeyer, M.; Mendes, A.M.; Costa, M.R.N.; Carvalho, L.H.; Magalhes, F.D. Evaluation of urea-formaldehyde adhesives performance by recently developed mechanical tests. Int. J. Adhes. Adhes. 2011, 31, 127–134. [Google Scholar] [CrossRef]
- Iswanto, A.H.; Febrianto, F.; Hadi, Y.S.; Ruhendi, S.; Hermawan, D. The effect of pressing temperature and time on the quality of particle board made from jatropha fruit hulls treated in acidic condition. Makara Seri Teknol. 2013, 17, 145–151. [Google Scholar] [CrossRef]
- Winandy, J.E.; Krzysik, A.M. Thermal degradation of wood fibers during hot-pressing of MDF composites: Part I. Relative effects and benefits of thermal exposure. Wood Fiber Sci. 2007, 39, 450–461. [Google Scholar]
- Clausen, C.A.; Cartal, S.N.; Muehl, J. Properties of particleboard made from recycled cca-treated wood. In Proceedings of the 31st Annual Meeting of IRG, Kona Surf, HI, USA, 14–19 May 2000. [Google Scholar]
- Lee, Y.K.; Kim, S.; Yang, H.S.; Kim, H.J. Mechanical properties of rice husk flour-wood particleboard by urea-formaldehyde resin. J. Mokchae Konghak 2003, 31, 42–49. [Google Scholar]
- Yang, H.S.; Kim, D.J.; Kim, H.J. Rice straw-wood particle composite for sound absorbing wooden construction materials. J. Bioresour. Technol. 2003, 86, 117–121. [Google Scholar] [CrossRef] [PubMed]
- Sulastiningsih, I.M.; Novitasari; Turoso, A. Effect of resin portion on bamboo particleboard properties. J. Penelit. Has. Hutan 2006, 24, 1–8. [Google Scholar] [CrossRef]
- García-Ortuño, T.; Andréu-Rodríguez, J.; Ferrández-García, M.T.; Ferrández-Villena, M.; Ferrández-García, C.E. Evaluation of the physical and mechanical properties of particleboard made from giant reed (Arundo donax L.). BioResources 2011, 6, 477–486. [Google Scholar] [CrossRef]
- Veigel, S.; Rathke, J.; Weigl, M.; Gindl-Altmutter, W. Particle board and oriented strand board prepared with nanocellulose- reinforced adhesive. J. Nanomater. 2012, 2012, 1–8. [Google Scholar] [CrossRef]
- Marra, A.A. Technology of Wood Bonding Principles in Practise; Van Nostrand Reinhold: New York, NY, USA, 1992. [Google Scholar]
- Blomquist, R.F.; Christiansen, A.W.; Gillespie, R.H.; Myers, G.E. Adhesive Bonding of Wood and Other Structural Materials; Forest Product Technology USDA Forest Service; The University of Wisconsin: Madison, WI, USA, 1983.
- Syamani, F.A.; Subiyanto, B.; Massijaya, M.Y. Termite resistant properties of sisal fiberboards. Insects 2011, 2, 462–468. [Google Scholar] [CrossRef]
- Paridah, M.T.; Chin, A.M.E.; Zaidon, A. Bonding properties of Azadirachta excelsa. J. Trop. For. Prod. 2001, 7, 161–171. [Google Scholar]
- Xing, C.; Zhang, S.Y.; Deng, J. Medium density fiberboard performance as affected by wood fiber acidity, bulk density and size distribution. J.Wood Sci Technol. 2006, 40, 637–646. [Google Scholar] [CrossRef]
- Nemli, G. Factors affecting the production of E1 type particleboard. Turkish J. Agric. For. 2002, 26, 31–36. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | UF/MDI Ratio (%w/w) | |||
|---|---|---|---|---|
| 100/0 | 85/15 | 70/30 | 55/45 | |
| Non-volatile solids content (%) | 65.7 ± 0.32 | 67.4 ± 0.23 | 69.3 ± 0.24 | 70.6 ± 0.34 |
| Viscosity (mPa · s) | 210.5 ± 6.48 | 230.4 ± 3.91 | 275.7 ± 8.68 | 332.4 ± 6.98 |
| Gel time (s) | 202.0 ± 2.88 | 195.6 ± 2.89 | 180.2 ± 4.04 | 165.8 ± 3.21 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iswanto, A.H.; Sutiawan, J.; Darwis, A.; Lubis, M.A.R.; Pędzik, M.; Rogoziński, T.; Fatriasari, W. Influence of Isocyanate Content and Hot-Pressing Temperatures on the Physical–Mechanical Properties of Particleboard Bonded with a Hybrid Urea–Formaldehyde/Isocyanate Adhesive. Forests 2023, 14, 320. https://doi.org/10.3390/f14020320
Iswanto AH, Sutiawan J, Darwis A, Lubis MAR, Pędzik M, Rogoziński T, Fatriasari W. Influence of Isocyanate Content and Hot-Pressing Temperatures on the Physical–Mechanical Properties of Particleboard Bonded with a Hybrid Urea–Formaldehyde/Isocyanate Adhesive. Forests. 2023; 14(2):320. https://doi.org/10.3390/f14020320
Chicago/Turabian StyleIswanto, Apri Heri, Jajang Sutiawan, Atmawi Darwis, Muhammad Adly Rahandi Lubis, Marta Pędzik, Tomasz Rogoziński, and Widya Fatriasari. 2023. "Influence of Isocyanate Content and Hot-Pressing Temperatures on the Physical–Mechanical Properties of Particleboard Bonded with a Hybrid Urea–Formaldehyde/Isocyanate Adhesive" Forests 14, no. 2: 320. https://doi.org/10.3390/f14020320