
An Optimization Study on a Novel Mechanical Rubber Tree Tapping Mechanism and Technology
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
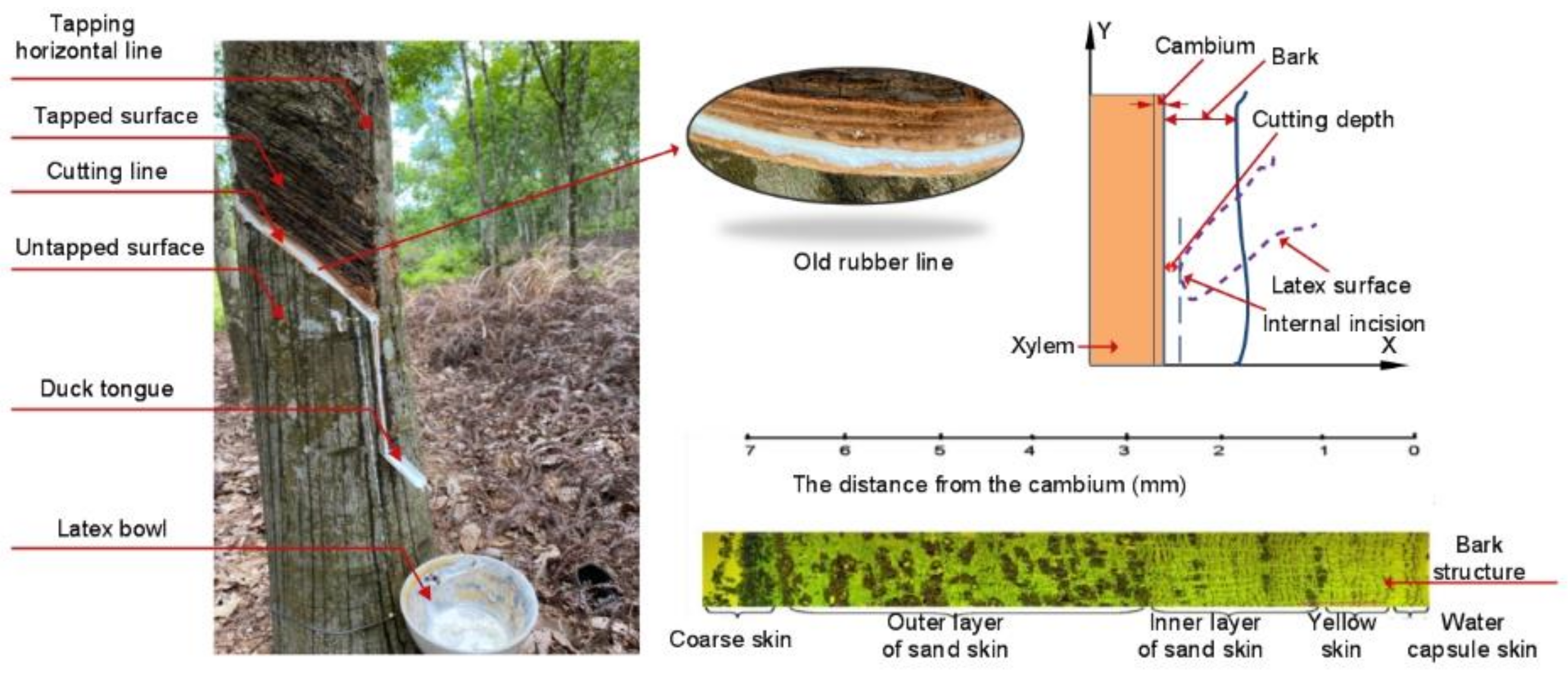
2.1. Experimental Site Characteristics
2.2. Field Experiment Design
2.3. Field Measurements
2.4. Data Analysis and Processing
3. Results
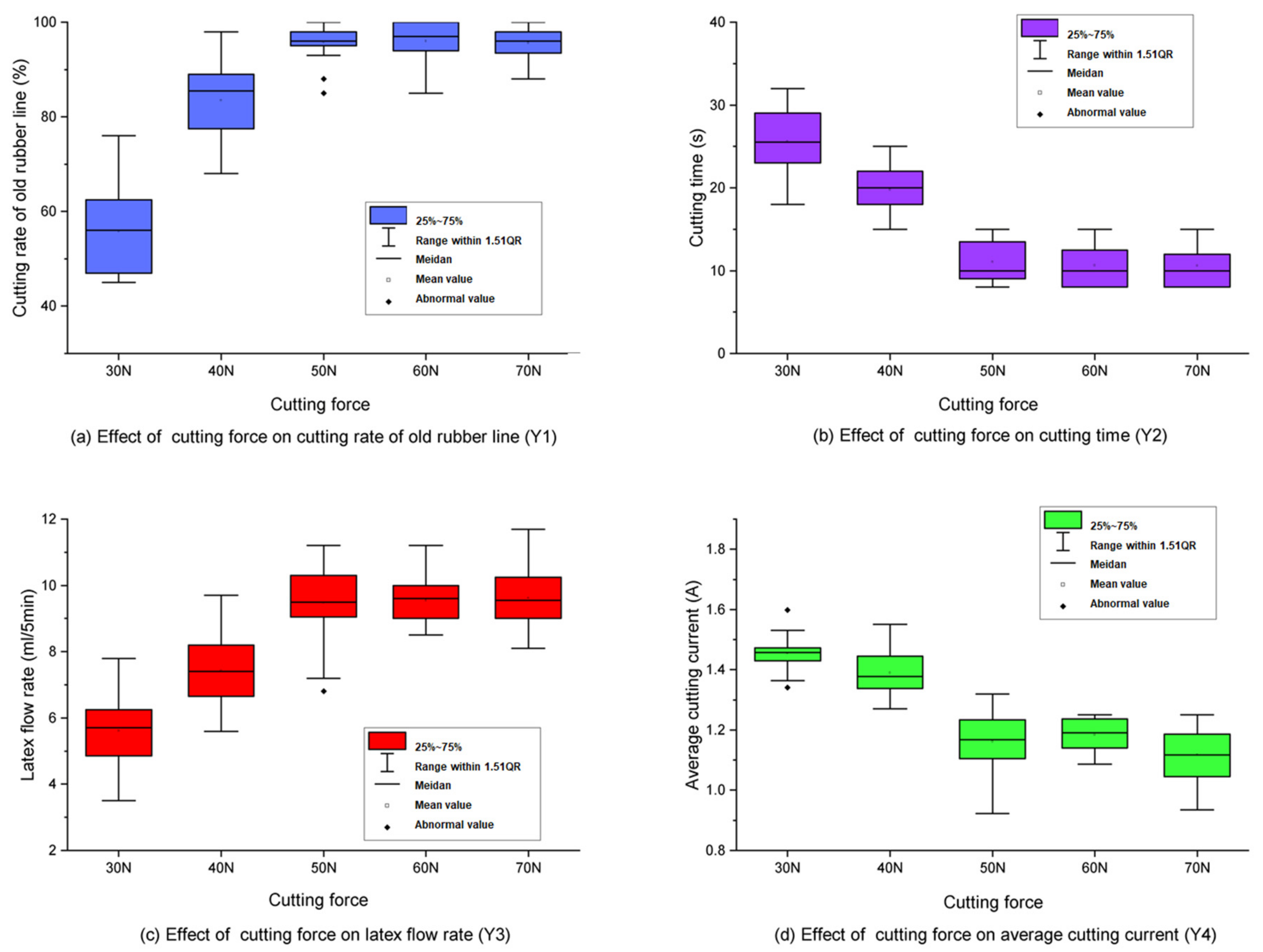
3.1. Single-Factor Test Results
3.2. Variance Analysis of the Regression Model for Response Surface
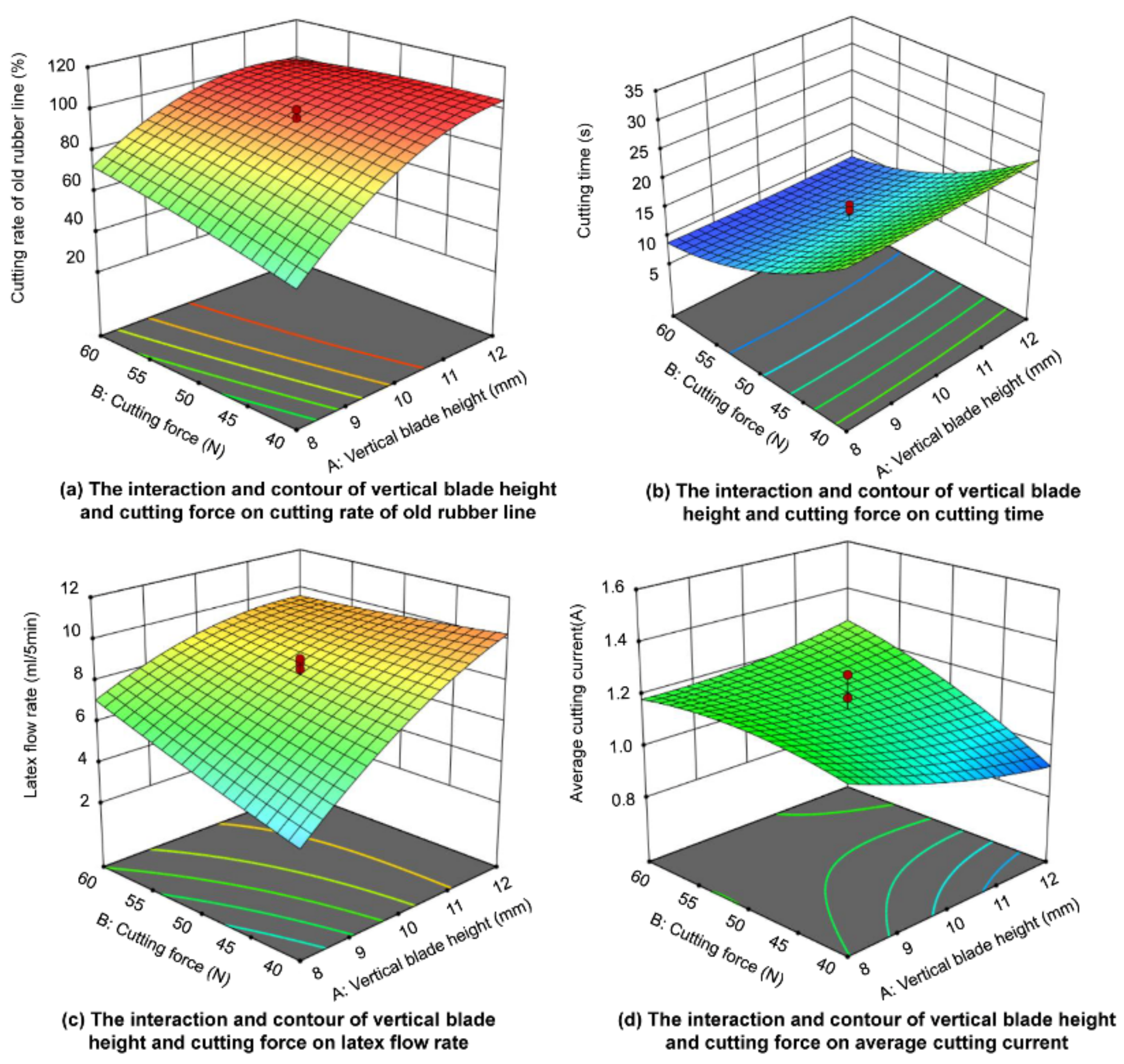
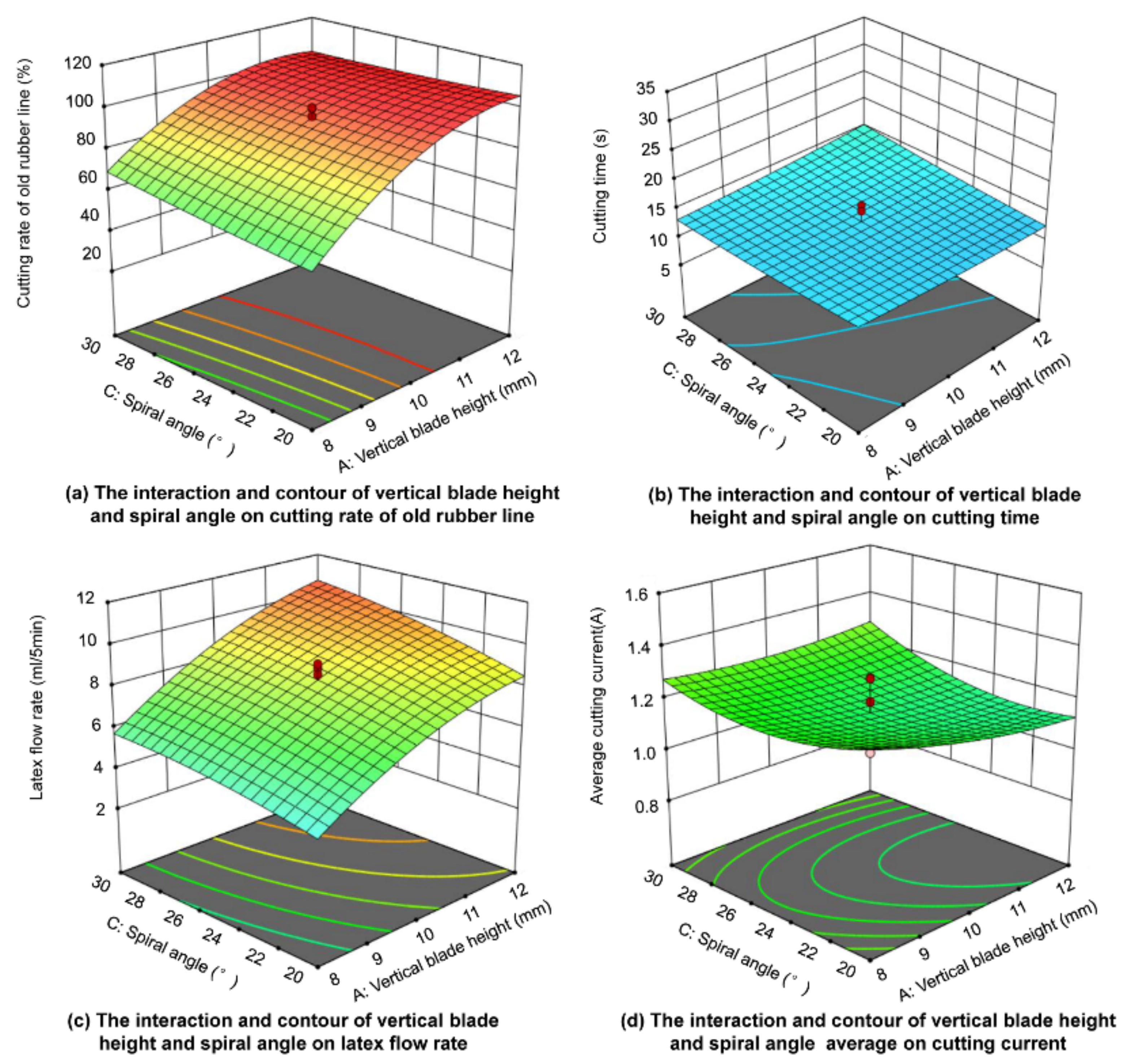
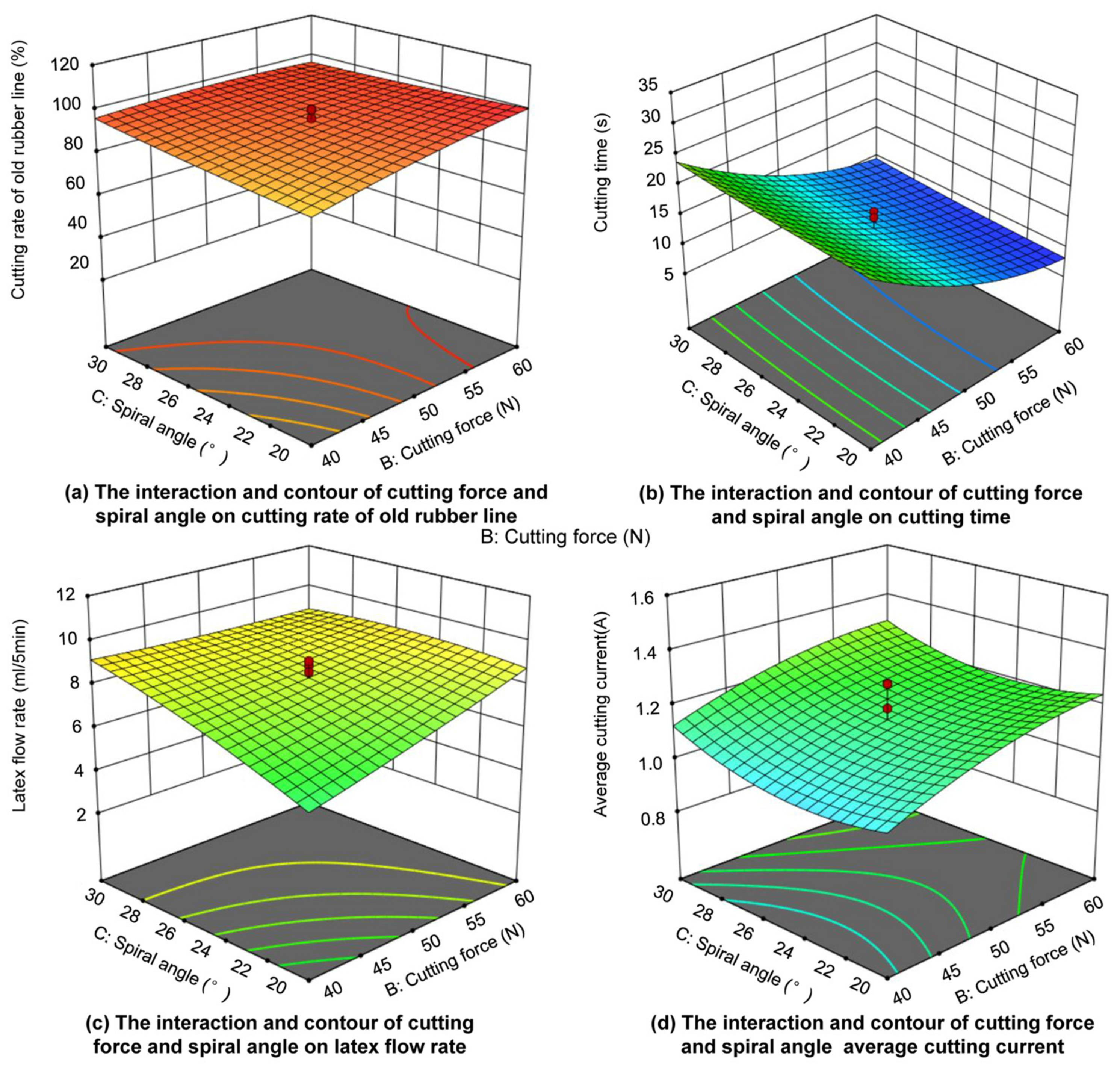
3.3. Interaction Results for Response Surface
3.4. Model Verification Test
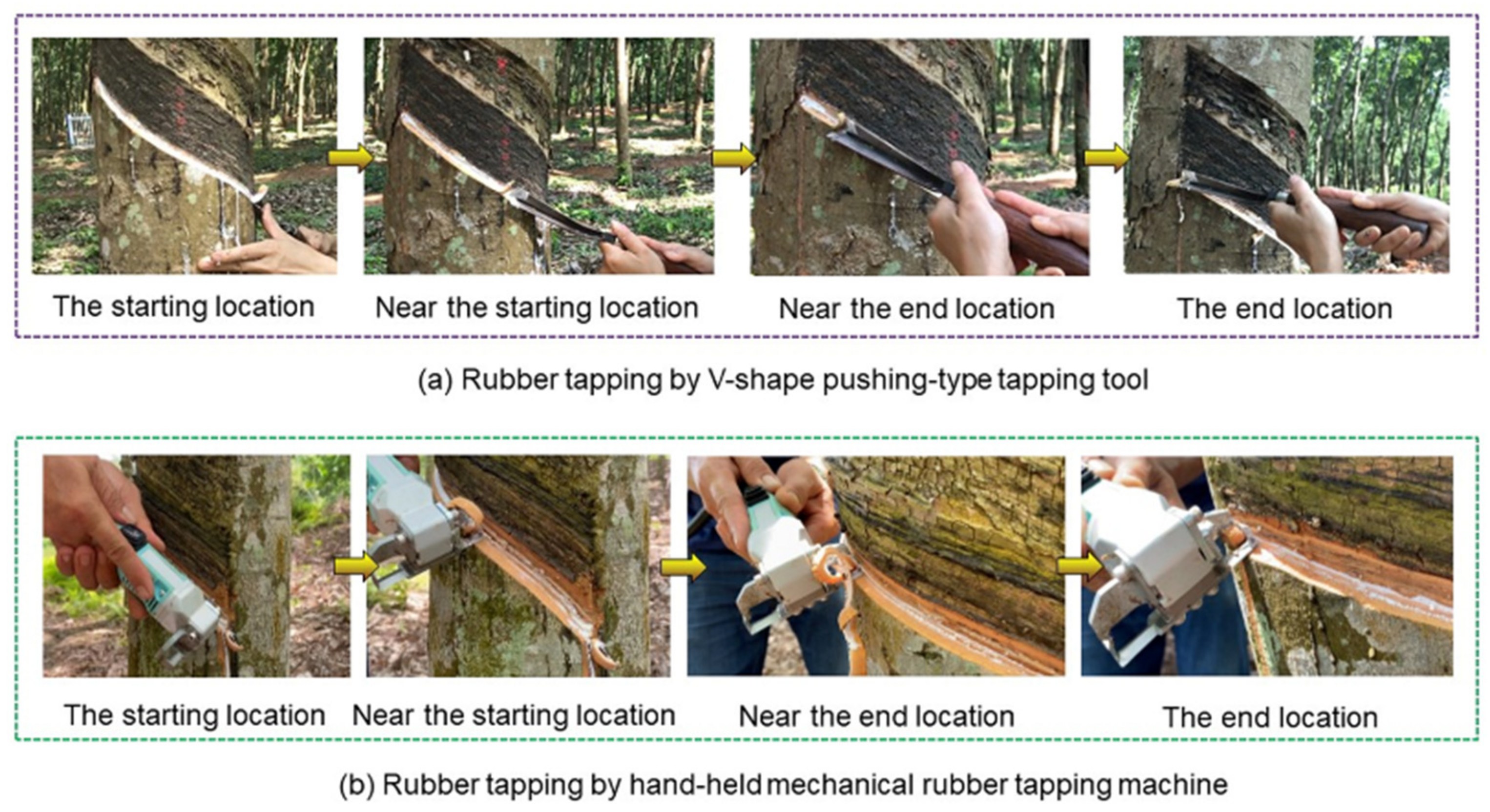
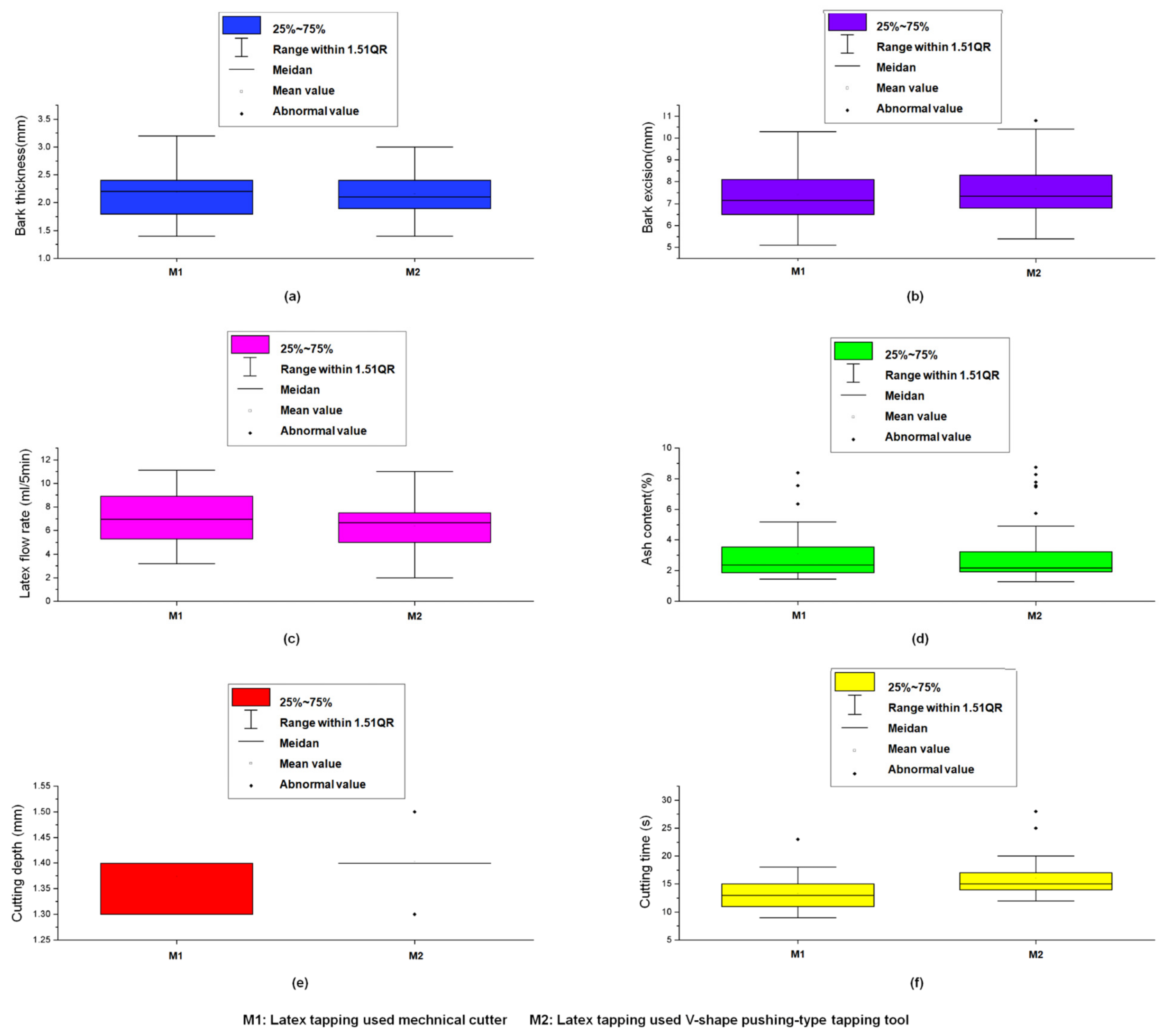
3.5. Comparison Test
4. Discussion
4.1. Feasibility of the Mechanic Cutter
4.2. Optimization of the Mechanic Cutter
4.3. Applicability
5. Conclusions
- (1)
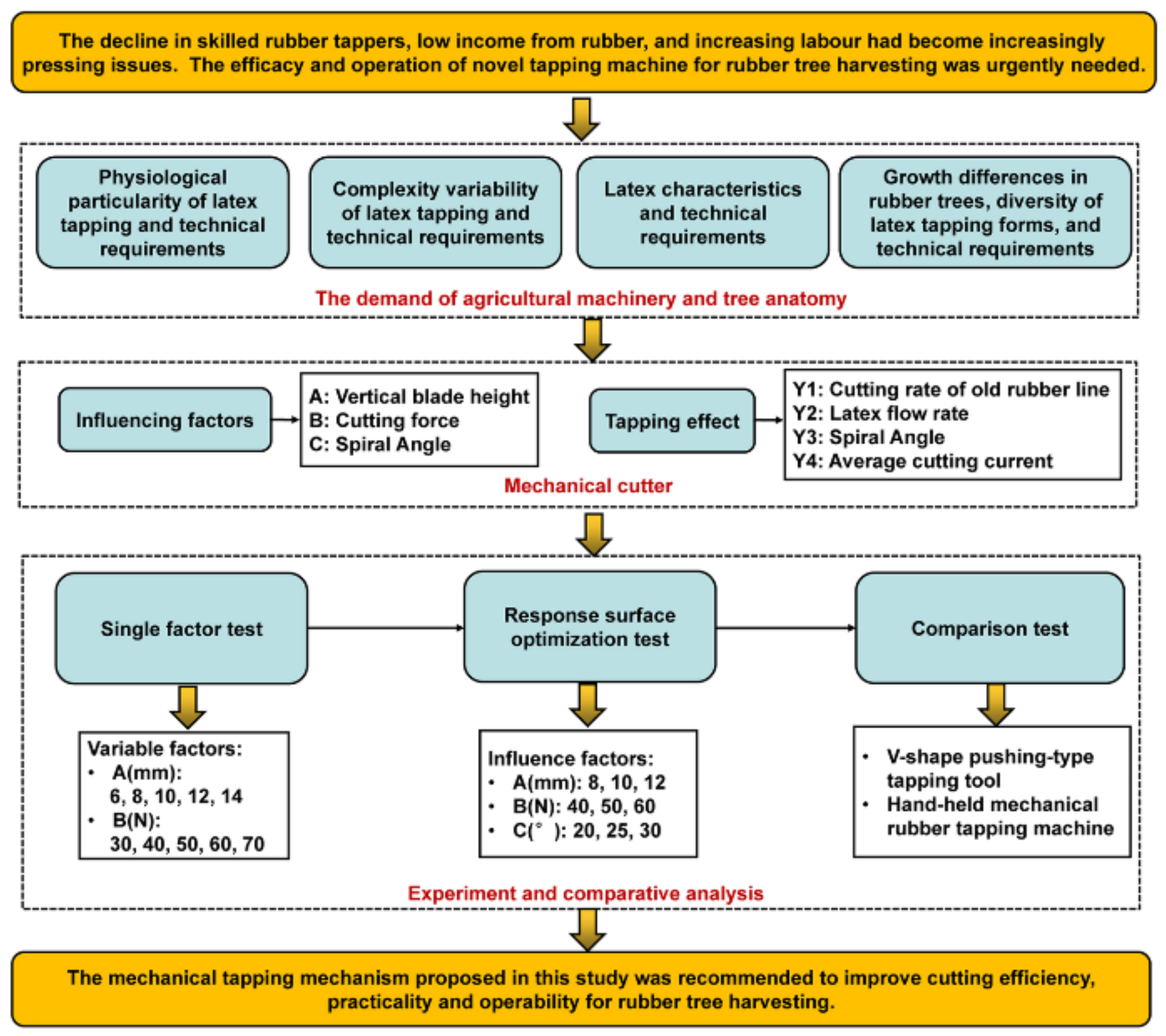
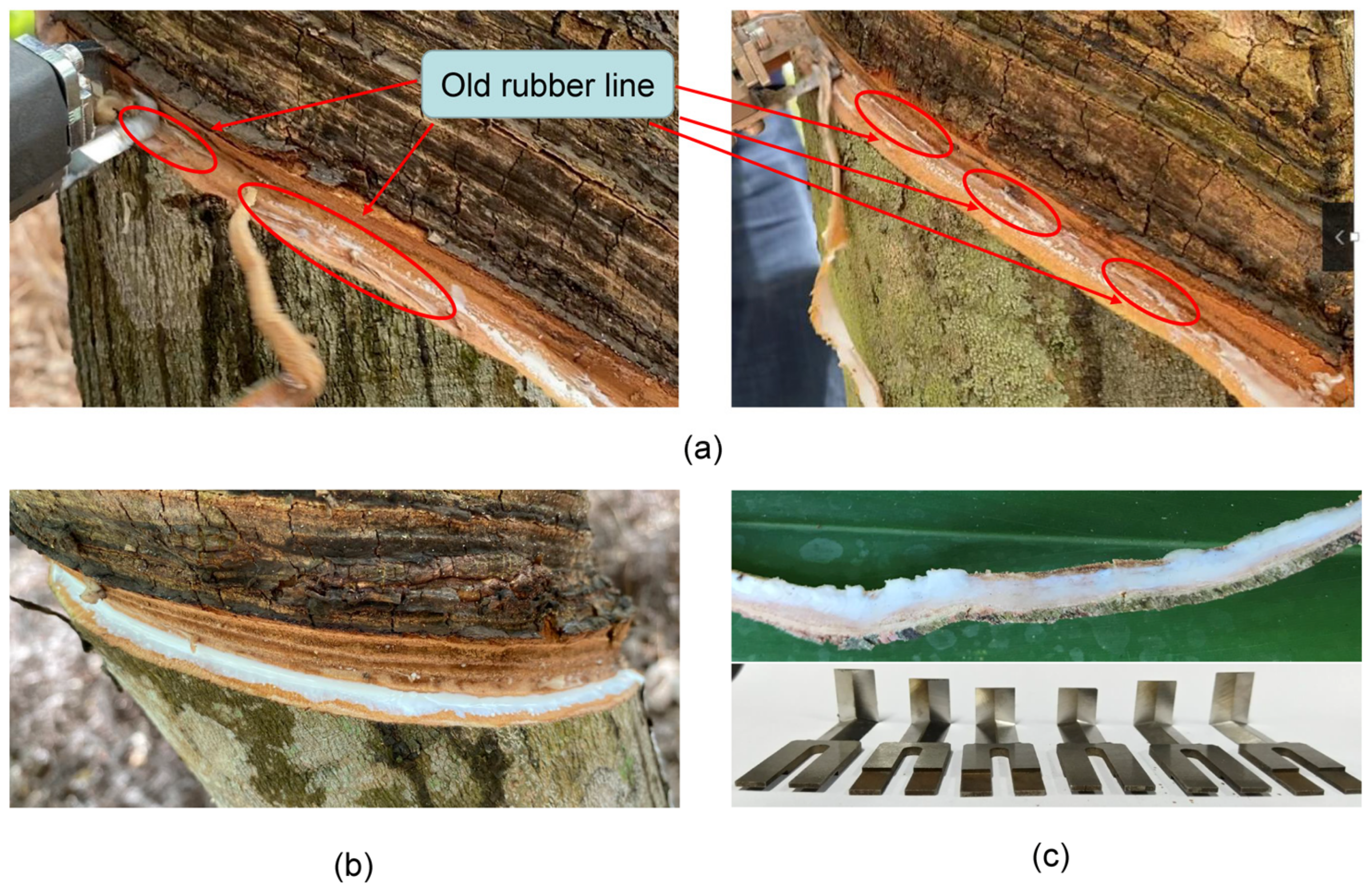
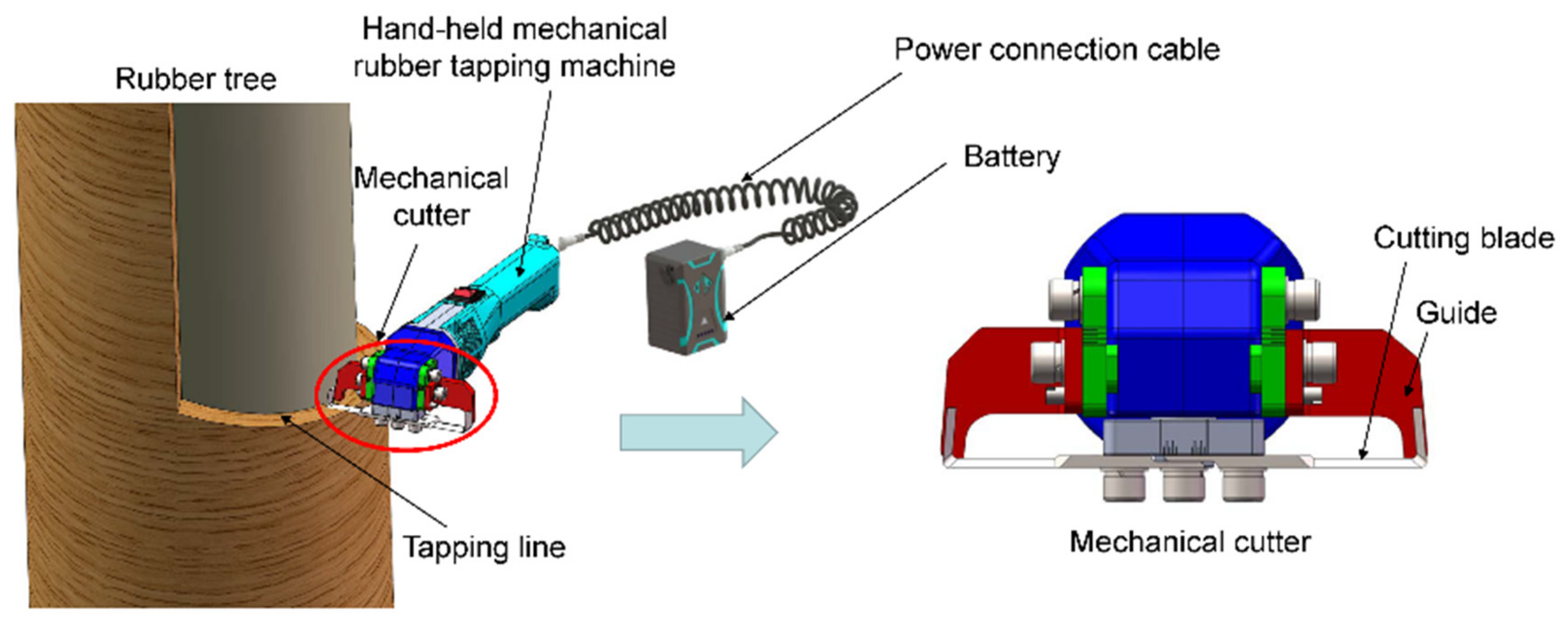
- A mechanical rubber tapping mechanism with a vertical blade and an adjustable guide was first proposed. The mechanism involved with a 10 mm vertical blade height could excise old rubber lines easily and improve quality and was first applied in the field of rubber tree harvesting.
- (2)
- Based on the single-factor results, the response surface method (RSM) and the center combined rotation design (CCRD) optimization method were adopted to explore the influence of three influencing factors on the tapping effect. The influencing sequence of three factors on the four response values of Y1, Y2, Y3, and Y4 was as follows: A > B > C, B > C > A, A > C > B, and B > A > C, respectively. Under optimal conditions, the influencing factors of A, B, and C were 10.24 mm, 51.67 N, and 24.77°, respectively, when the evaluation index values of Y1, Y2, Y3, and Y4 were 98%, 8.65 mL/5 min, 9.00 s, and 1.16 A.
- (3)
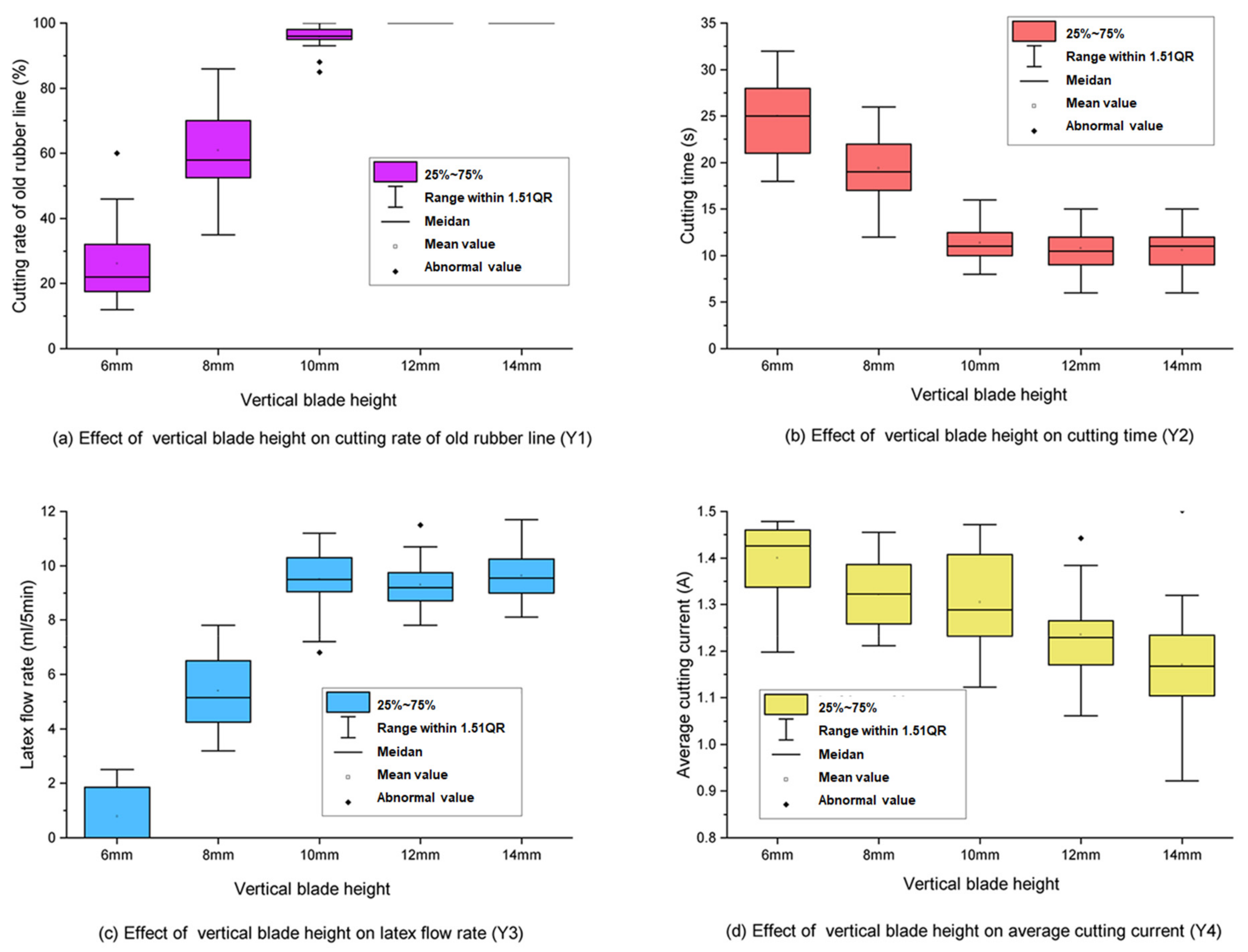
- Using a blade with a height of more than 10 mm was not necessary to manually tear the old rubber lines prior to rubber tapping. The old rubber line might be removed using a blade with a height of 10 mm and a cutting rate of more than 95%. However, a thorough analysis based on the two factors of processing expense and technical challenge revealed that blades with a height of 10 mm demonstrated superior cost-effectiveness and were taken into consideration for selection in rubber tapping.
- (4)
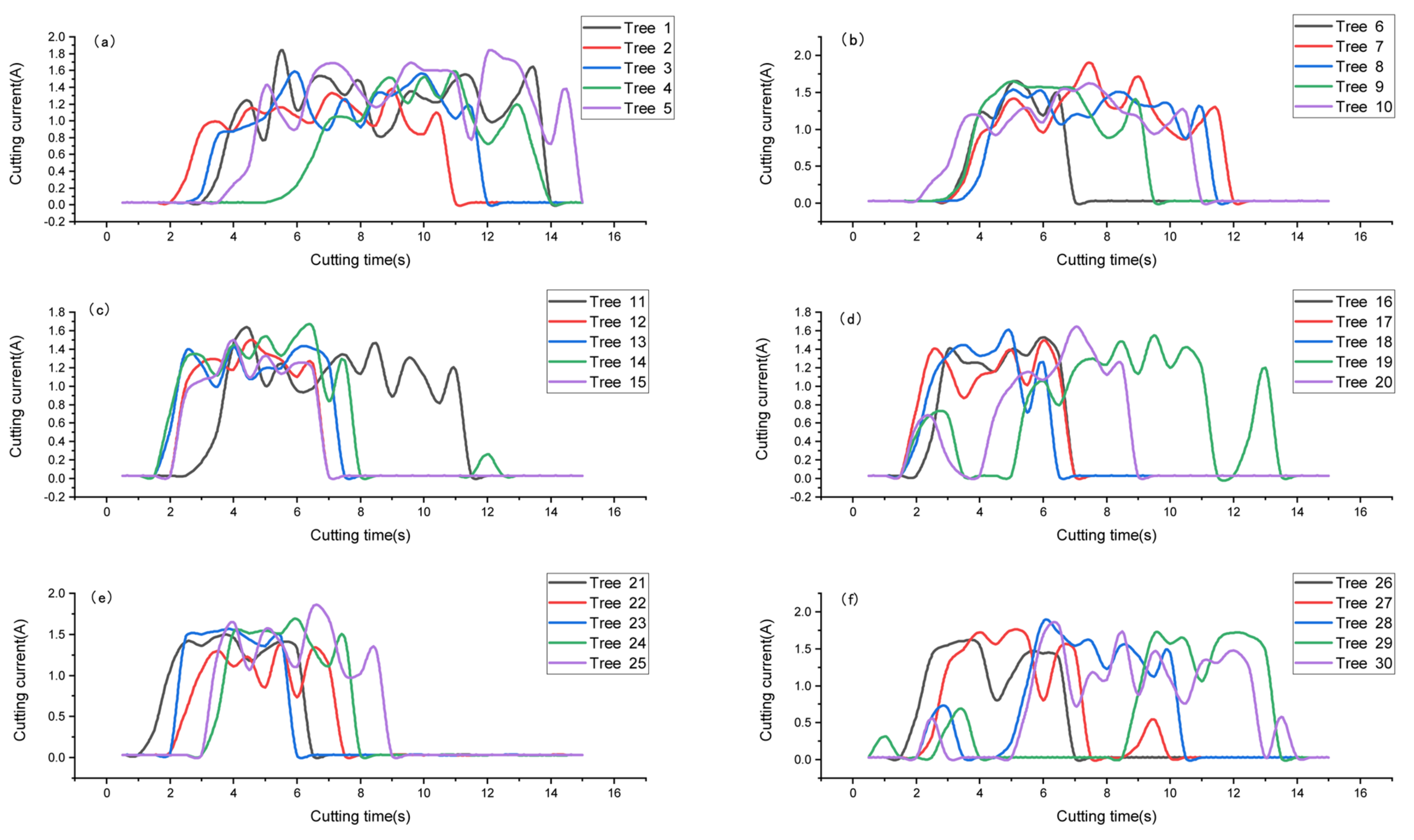
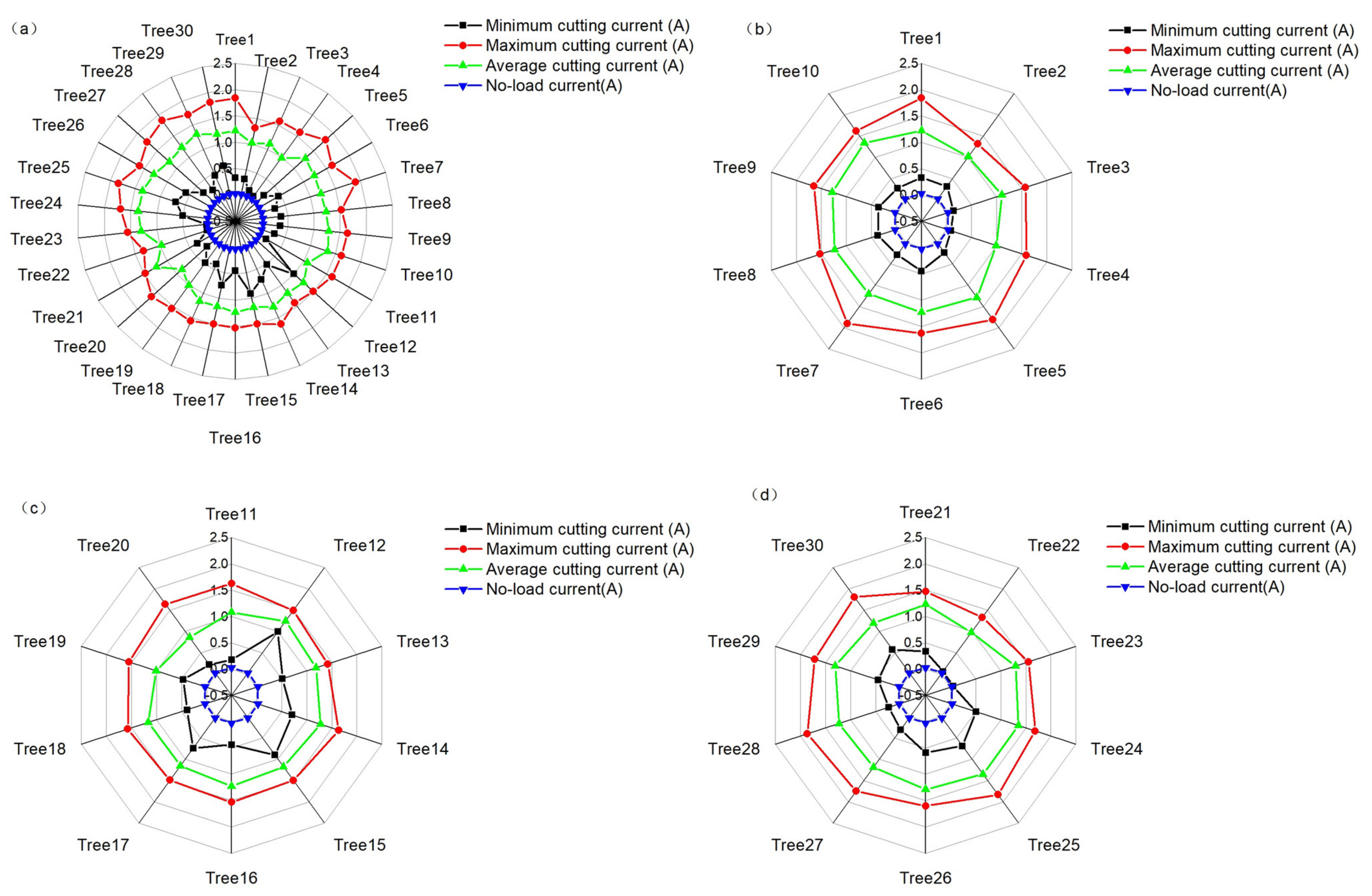
- In a comparison test between two tapping tools, there was no significant difference between hand and mechanical methods, except ash content (p < 0.05) and cutting time (p < 0.01), suggesting a potential reduction in tree damage and cutting faster in single rubber tree tapping. The no-load current was stable at 0.029 A, the average cutting current was stable between 1.0 and 1.5 A, and the maximum cutting current was less than 2.0 A, close to 1.5 A.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

Appendix B
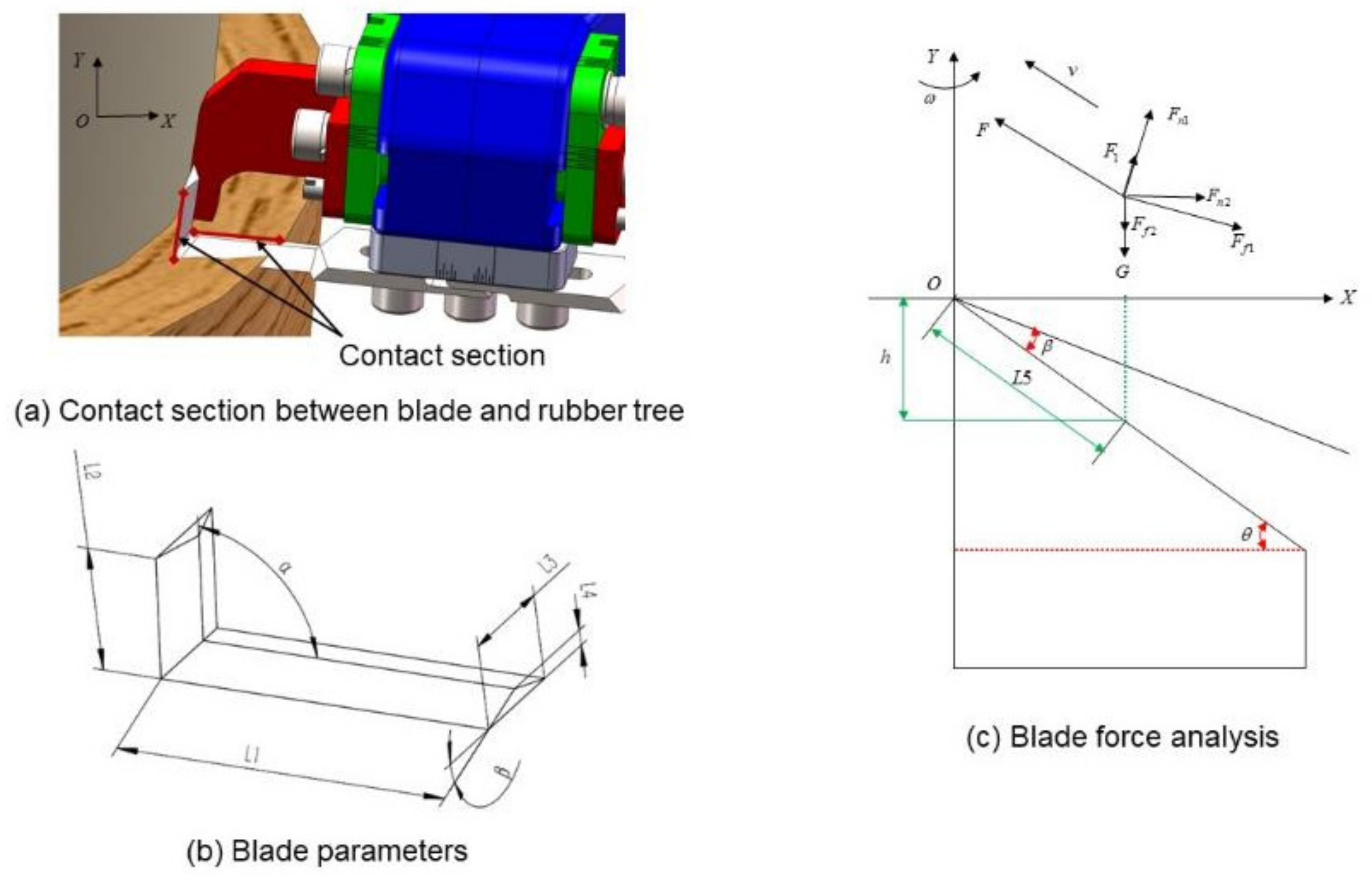
- F—cutting force, expressed in N;
- F1—rotational centrifugal force generated by blade motion, expressed in N;
- Fn1—reaction on the horizontal blade, expressed in N;
- Fn2—reaction on the vertical blade, expressed in N;
- G—blade gravity, expressed in N;
- Ff1—friction force on the horizontal blade, expressed in N;
- Ff2—friction force on the vertical blade, expressed in N;
- m—blade mass, expressed in g;
- v—blade cutting speed in rubber tapping, expressed in m/s;
- β—angle of the blade edge, expressed in degree (°);
- δ—friction angle between the blade and rubber trunk, expressed in degree (°);
- μ—friction factor between the blade and rubber trunk.

- L1—length of the horizontal blade, expressed in mm;
- L2—height of the vertical blade, expressed in mm;
- L3—blade width, expressed in mm;
- L4—blade thickness, expressed in mm;
- L5—blade contact length in rubber tapping, expressed in mm;
- h—blade contact height in rubber tapping, expressed in mm;
- α—the angle between the horizontal and vertical blade, expressed in degree (°).
References
- Dakin, M.J.; Yentis, S.M. Latex allergy: A strategy for management. Anaesthesia 1998, 53, 774–781. [Google Scholar] [CrossRef] [PubMed]
- She, F.; Zhu, D.; Kong, L.; Wang, J.; An, F.; Lin, W. Ultrasound-assisted tapping of latex from Para rubber tree Hevea brasiliensis. Ind. Crops Prod. 2013, 50, 803–808. [Google Scholar] [CrossRef]
- Chambon, B.; Duangta, K.; Promkhambut, A.; Lesturgez, G. Field latex production in Southern Thailand: A study on farmers’ and traders’ practices that may affect the quality of natural rubber latex delivered to the factories. J. Rubber Res. 2020, 23, 125–137. [Google Scholar] [CrossRef]
- Men, X.; Wang, F.; Chen, G.-Q.; Zhang, H.-B.; Xian, M. Biosynthesis of natural rubber: Current state and perspectives. Int. J. Mol. Sci. 2019, 20, 50. [Google Scholar] [CrossRef] [PubMed]
- Stankevitz, K.; Schoenfisch, A.; de Silva, V.; Tharindra, H.; Stroo, M.; Ostbye, T. Prevalence and risk factors of musculoskeletal disorders among Sri Lankan rubber tappers. Int. J. Occup. Environ. Health 2016, 22, 91–98. [Google Scholar] [CrossRef]
- Stankevitz, K.; Staton, C.; Schoenfisch, A.; de Silva, V.; Tharindra, H.; Stroo, M.; Ostbye, T. Prevalence of occupational injury and its contributing factors among rubber tappers in Galle, Sri Lanka. Int. J. Occup. Environ. Health 2016, 22, 333–340. [Google Scholar] [CrossRef] [PubMed]
- Deng, X.; Guo, D.; Yang, S.; Shi, M.; Chao, J.; Li, H.; Peng, S.; Tian, W. Jasmonate signalling in the regulation of rubber biosynthesis in laticifer cells of rubber tree, Hevea brasiliensis. J. Exp. Bot. 2018, 69, 3559–3571. [Google Scholar] [CrossRef]
- Michels, T.; Eschbach, J.-M.; Lacote, R.; Benneveau, A.; Papy, F. Tapping panel diagnosis, an innovative on-farm decision support system for rubber tree tapping. Agron. Sustain. Dev. 2012, 32, 791–801. [Google Scholar] [CrossRef]
- Lima Gouvea, L.R.; Teixeira de Moraes, M.L.; Piffer Goncalves, E.C.; de Moraes, M.A.; Goncalves, P. Genetic variability of traits of the laticiferous system and association with rubber yield in juvenile and adult rubber tree progenies. Ind. Crops Prod. 2022, 186, 115225. [Google Scholar] [CrossRef]
- Qin, Y.; Wang, J.; Fang, Y.; Lu, J.; Shi, X.; Yang, J.; Xiao, X.; Luo, X.; Long, X. Anaerobic metabolism in Hevea brasiliensis laticifers is relevant to rubber synthesis when tapping is initiated. Ind. Crops Prod. 2022, 178, 114663. [Google Scholar] [CrossRef]
- Wongtanawijit, R.; Khaorapapong, T. Nighttime rubber tapping line detection in near-range images near-range tapping line shadow acquisition technique with tapping line detection algorithm for automatic rubber tapping robot in nighttime. Multimed. Tools Appl. 2021, 80, 29401–29422. [Google Scholar] [CrossRef]
- Pramchoo, W.; Geater, A.F.; Tangtrakulwanich, B. Physical ergonomic risk factors of carpal tunnel syndrome among rubber tappers. Arch. Environ. Occup. Health 2020, 75, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Yong, L.; Chen, Y.; Zhang, S.; Ge, L.; Wang, S.; Li, W. A rubber-tapping robot forest navigation and information collection system based on 2D LiDAR and a gyroscope. Sensors 2019, 19, 2136. [Google Scholar] [CrossRef]
- Munasinghe, E.S.; Rodrigo, V.H.L. Lifespan of rubber cultivation can be shorted for high returns: A financial assessment on simulated conditions in Sri Lankan. Exp. Agric. 2018, 54, 323–335. [Google Scholar] [CrossRef]
- Zhang, S.-X.; Wu, S.-H.; Chao, J.-Q.; Yang, S.-G.; Bao, J.; Tian, W.-M. Genome-wide identification and expression analysis of MYC transcription factor family genes in rubber tree (Hevea brasiliensis Muell. Arg.). Forests 2022, 13, 531. [Google Scholar] [CrossRef]
- Ali, M.F.; Akber, M.A.; Smith, C.; Aziz, A.A. The dynamics of rubber production in Malaysia: Potential impacts, challenges and proposed interventions. For. Policy Econ. 2021, 127, 102449. [Google Scholar] [CrossRef]
- Rodrigo, V.H.L.; Kudaligama, K.V.V.S.; Fernando, K.M.E.P.; Yapa, P.A.J. Replacing traditional half spiral cut by a quarter cut with Ethephon; a simple approach to solve current issues related to latex harvesting in rubber industry. J. Natl. Sci. Found. Sri. 2012, 40, 283–291. [Google Scholar] [CrossRef]
- Rukkhun, R.; Iamsaard, K.; Sdoodee, S.; Mawan, N.; Khongdee, N. Effect of high-frequency tapping system on latex yield, tapping panel dryness, and biochemistry of young hillside tapping rubber. Not. Bot. Horti Agrobot. 2020, 48, 2359–2367. [Google Scholar] [CrossRef]
- Yang, H.; Sun, Z.; Liu, J.; Zhang, Z.; Zhang, X. The development of rubber tapping machines in intelligent agriculture: A review. Appl. Sci. 2022, 12, 9304. [Google Scholar] [CrossRef]
- Li, J.; Chen, Z.; Shi, H.; Yu, J.; Huang, G.; Huang, H. Ultrasound-assisted extraction and properties of polysaccharide from Ginkgo biloba leaves. Ultrason. Sonochem. 2023, 93, 106295. [Google Scholar] [CrossRef]
- Feng, L.-Y.; Liu, J.; Gao, C.-W.; Wu, H.-B.; Li, G.-H.; Gao, L.-Z. Higher genomic variation in wild than cultivated rubber trees, Hevea brasiliensis, revealed by comparative analyses of chloroplast genomes. Front. Ecol. Evol. 2020, 8, 237. [Google Scholar] [CrossRef]
- Zhou, H.; Zhang, S.; Zhang, J.; Zhang, C.; Wang, S.; Zhai, Y.; Li, W. Design, development, and field evaluation of a rubber tapping robot. J. Field Rob. 2022, 39, 28–54. [Google Scholar] [CrossRef]
- An, F.; Cahill, D.; Rookes, J.; Lin, W.; Kong, L. Real-time measurement of phloem turgor pressure in Hevea brasiliensis with a modified cell pressure probe. Bot. Stud. 2014, 55, 19. [Google Scholar] [CrossRef] [PubMed]
- An, F.; Cai, X.; Rookes, J.; Xie, G.; Zou, Z.; Cahill, D.; Kong, L. Latex dilution reaction during the tapping flow course of Hevea brasiliensis and the effect of Ethrel stimulation. Braz. J. Bot. 2015, 38, 211–221. [Google Scholar] [CrossRef]
- An, F.; Lin, W.; Cahill, D.; Rookes, J.; Kong, L. Variation of phloem turgor pressure in Hevea brasiliensis: An implication for latex yield and tapping system optimization. Ind. Crops Prod. 2014, 58, 182–187. [Google Scholar] [CrossRef]
- Devkota, R.; Pant, L.P.; Gartaula, H.N.; Patel, K.; Gauchan, D.; Hambly-Odame, H.; Thapa, B.; Raizada, M.N. Responsible agricultural mechanization innovation for the sustainable development of Nepal’s hillside farming system. Sustainability 2020, 12, 374. [Google Scholar] [CrossRef]
- Hui, X.H.; Sun, Y.H.; Yin, F.; Dun, W.T. Trend prediction of agricultural machinery power in China coastal areas based on grey relational analysis. J. Coast. Res. 2020, 103, 299–304. [Google Scholar] [CrossRef]
- Belwal, T.; Dhyani, P.; Bhatt, I.D.; Rawal, R.S.; Pande, V. Optimization extraction conditions for improving phenolic content and antioxidant activity in Berberis asiatica fruits using response surface methodology (RSM). Food Chem. 2016, 207, 115–124. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, H.; Liu, J.; Zhang, Z.; Zhang, X. Tapped area detection and new tapping line location for natural rubber trees based on improved mask region convolutional neural network. Front. Plant Sci. 2023, 13, 1038000. [Google Scholar] [CrossRef]
- Danmaliki, G.I.; Saleh, T.A.; Shamsuddeen, A.A. Response surface methodology optimization of adsorptive desulfurization on nickel/activated carbon. Chem. Eng. J. 2017, 313, 993–1003. [Google Scholar] [CrossRef]
- Gadekar, M.R.; Ahammed, M.M. Modelling dye removal by adsorption onto water treatment residuals using combined response surface methodology-artificial neural network approach. J. Environ. Manag. 2019, 231, 241–248. [Google Scholar] [CrossRef] [PubMed]
- Karimifard, S.; Moghaddam, M.R.A. Application of response surface methodology in physicochemical removal of dyes from wastewater: A critical review. Sci. Total Environ. 2018, 640, 772–797. [Google Scholar] [CrossRef] [PubMed]
- Kumar, M.; Dahuja, A.; Tiwari, S.; Punia, S.; Tak, Y.; Amarowicz, R.; Bhoite, A.G.; Singh, S.; Joshi, S.; Panesar, P.S.; et al. Recent trends in extraction of plant bioactives using green technologies: A review. Food Chem. 2021, 353, 129431. [Google Scholar] [CrossRef] [PubMed]
- Makela, M. Experimental design and response surface methodology in energy applications: A tutorial review. Energy Convers. Manag. 2017, 151, 630–640. [Google Scholar] [CrossRef]
- Milano, J.; Ong, H.C.; Masjuki, H.H.; Silitonga, A.S.; Chen, W.-H.; Kusumo, F.; Dharma, S.; Sebayang, A.H. Optimization of biodiesel production by microwave irradiation-assisted transesterification for waste cooking oil-Calophyllum inophyllum oil via response surface methodology. Energy Convers. Manag. 2018, 158, 400–415. [Google Scholar] [CrossRef]
- Muhammad, G.; Ngtcha, A.D.P.; Lv, Y.; Xiong, W.; El-Badry, Y.A.; Asmatulu, E.; Xu, J.; Alam, M.A. Enhanced biodiesel production from wet microalgae biomass optimized via response surface methodology and artificial neural network. Renew. Energy 2022, 184, 753–764. [Google Scholar] [CrossRef]
- Pinto, D.; Vieira, E.F.; Peixoto, A.F.; Freire, C.; Freitas, V.; Costa, P.; Delerue-Matos, C.; Rodrigues, F. Optimizing the extraction of phenolic antioxidants from chestnut shells by subcritical water extraction using response surface methodology. Food Chem. 2021, 334, 127521. [Google Scholar] [CrossRef]
- Sharma, P. Prediction-optimization of the effects of Di-Tert butyl peroxide-biodiesel blends on engine performance and emissions using multi-objective response surface methodology. J. Energy Resour. Technol. 2022, 144, 072301. [Google Scholar] [CrossRef]
- Chen, H.; Wang, M.; Zhao, X. A multi-strategy enhanced sine cosine algorithm for global optimization and constrained practical engineering problems. Appl. Math. Comput. 2020, 369, 124872. [Google Scholar] [CrossRef]
- Mirjalili, S.; Jangir, P.; Saremi, S. Multi-objective ant lion optimizer: A multi-objective optimization algorithm for solving engineering problems. Appl. Intell. 2017, 46, 79–95. [Google Scholar] [CrossRef]
- Van Dijk, N.P.; Maute, K.; Langelaar, M.; van Keulen, F. Level-set methods for structural topology optimization: A review. Struct. Multidiscip. Optim. 2013, 48, 437–472. [Google Scholar] [CrossRef]
- Wang, C.-N.; Yang, F.-C.; Nguyen, V.T.T.; Vo, N.T.M. CFD analysis and optimum design for a centrifugal pump using an effectively artificial intelligent algorithm. Micromachines 2022, 13, 1208. [Google Scholar] [CrossRef] [PubMed]
- Yildiz, A.R.; Abderazek, H.; Mirjalili, S. A comparative study of recent non-traditional methods for mechanical design optimization. Arch. Comput. Methods Eng. 2020, 27, 1031–1048. [Google Scholar] [CrossRef]
- Yildiz, B.S.; Kumar, S.; Pholdee, N.; Bureerat, S.; Sait, S.M.; Yildiz, A.R. A new chaotic Levy flight distribution optimization algorithm for solving constrained engineering problems. Expert Syst. 2022, 39, e12992. [Google Scholar] [CrossRef]
- Zhang, C.; Sheng, X.; Zhang, S.; Gao, J.; Yuan, T.; Zhang, J.; Li, W. Experiment of influence factors on sawing power consumption for natural rubber mechanical tapping. Trans. Chin. Soc. Agric. Eng. 2018, 34, 32–37. (In Chinese) [Google Scholar] [CrossRef]
- Zhou, H.; Zhang, S.; Zhai, Y.; Wang, S.; Zhang, C.; Zhang, J.; Li, W. Vision servo control method and tapping experiment of natural rubber tapping robot. Smart Agric. 2020, 2, 56–64. (In Chinese) [Google Scholar] [CrossRef]
- Liu, X.J.; Li, X.B. The Influence of agricultural production mechanization on grain production capacity and efficiency. Processes 2023, 11, 487. [Google Scholar] [CrossRef]
- Sayed, H.A.A.; Ding, Q.S.; Abdelhamid, M.A.; Alele, J.O.; Alkhaled, A.Y.; Refai, M. Application of machine learning to study the agricultural mechanization of wheat farms in Egypt. Agriculture 2023, 13, 70. [Google Scholar] [CrossRef]
- Wang, S.; Hu, Z.; Chen, Y.; Wu, H.; Wang, Y.; Wu, F.; Gu, F. Integration of agricultural machinery and agronomy for mechanised peanut production using the vine for animal feed. Biosyst. Eng. 2022, 219, 135–152. [Google Scholar] [CrossRef]
- Fan, Y.; Huang, G. Preparation and Analysis of Pueraria lobata Polysaccharides. ACS Biomater. Sci. Eng. 2023, 9, 2329–2334. [Google Scholar] [CrossRef]
- Li, H.B.; Chen, L.W.; Zhang, Z.Y. A study on the utilization rate and influencing factors of small agricultural machinery: Evidence from 10 hilly and mountainous provinces in China. Agriculture 2023, 13, 51. [Google Scholar] [CrossRef]
- Li, J.; Shi, H.; Yu, J.; Lei, Y.; Huang, G.; Huang, H. Extraction and properties of Ginkgo biloba leaf polysaccharide and its phosphorylated derivative. Ind. Crops Prod. 2022, 189, 115822. [Google Scholar] [CrossRef]
- Song, Z.; Xiong, X.; Huang, G. Ultrasound-assisted extraction and characteristics of maize polysaccharides from different sites. Ultrason. Sonochem. 2023, 95, 106416. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Xiong, X.; Huang, G. Ultrasound-assisted extraction and analysis of maidenhairtree polysaccharides. Ultrason. Sonochem. 2023, 95, 106395. [Google Scholar] [CrossRef] [PubMed]
- Xiong, X.; Yang, W.; Huang, G.; Huang, H. Ultrasonic-assisted extraction, characteristics and activity of Ipomoea batatas polysaccharide. Ultrason. Sonochem. 2023, 96, 106420. [Google Scholar] [CrossRef] [PubMed]
- Gonalves, P.D.S.; Silva, M.; Gouvêa, L.; Junior, E. Genetic variability for girth growth and rubber yield in Hevea brasiliensis. Sci. Agric. 2006, 63, 246–254. [Google Scholar] [CrossRef]
- Gouvea, L.R.L.; Silva, G.A.P.; Verardi, C.K.J.Q.; Scaloppi, E.J.; Goncalves, P.D.S. Temporal stability of vigor in rubber tree genotypes in the pre- and post-tapping phases using different methods. Euphytica 2012, 186, 625–634. [Google Scholar] [CrossRef]
- Sun, Z.; Yang, H.; Zhang, Z.; Liu, J.; Zhang, X. An improved YOLOv5-based tapping trajectory detection method for natural rubber trees. Agriculture 2022, 12, 1309. [Google Scholar] [CrossRef]
- Wongtanawijit, R.; Khaorapapong, T. Rubber tapping line detection in near-range images via customized YOLO and U-Net branches with parallel aggregation heads convolutional neural network. Neural Comput. Appl. 2022, 34, 20611–20627. [Google Scholar] [CrossRef]
- Pramchoo, W.; Geater, A.F.; Harris-Adamson, C.; Tangtrakulwanich, B. Ergonomic rubber tapping knife relieves symptoms of carpal tunnel syndrome among rubber tappers. Int. J. Ind. Ergon. 2018, 68, 65–72. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable Factor | Variable Level | Test Condition |
|---|---|---|
| Vertical blade height (A) L2/mm | 6, 8, 10, 12, 14 | Trunk diameter of more than 600 mm with the old rubber line and healthy trees. |
| Cutting force (B) F/N | 30, 40, 50, 60, 70 |
| Level Code | Variable Level | Test Condition | |
|---|---|---|---|
| Vertical Blade Height (A) L2/mm | Cutting Force (B) F/N | Spiral Angle (C) /° | |
| −1 | 8.00 | 40.00 | 20.00 |
| 0 | 10.00 | 50.00 | 25.00 |
| 1 | 12.00 | 60.00 | 30.00 |
| Test Number | Level Code | Cutting Rate of Old Rubber Line (Y1)/% | Cutting Time (Y2)/s | Latex Flow Rate (Y3)/mL/5 min | Average Cutting Current (Y4)/A | ||
|---|---|---|---|---|---|---|---|
| A (Vertical Blade Height) | B (Cutting Force) | C (Spiral Angle) | |||||
| 1 | −1 | −1 | −1 | 35 | 23 | 2.1 | 1.22 |
| 2 | 1 | −1 | −1 | 100 | 25 | 7.3 | 0.98 |
| 3 | −1 | 1 | −1 | 76 | 10 | 7.3 | 1.28 |
| 4 | 1 | 1 | −1 | 100 | 9 | 9.4 | 1.23 |
| 5 | −1 | −1 | 1 | 64 | 23 | 4.1 | 1.21 |
| 6 | 1 | −1 | 1 | 100 | 26 | 11.1 | 1 |
| 7 | −1 | 1 | 1 | 75 | 8 | 7 | 1.11 |
| 8 | 1 | 1 | 1 | 100 | 12 | 9.2 | 1.35 |
| 9 | −1.682 | 0 | 0 | 27 | 14 | 2.5 | 1.34 |
| 10 | 1.682 | 0 | 0 | 100 | 12 | 10.8 | 1.19 |
| 11 | 0 | −1.682 | 0 | 92 | 32 | 8.8 | 0.86 |
| 12 | 0 | 1.682 | 0 | 94 | 8 | 9.1 | 1.29 |
| 13 | 0 | 0 | −1.682 | 100 | 11 | 6.2 | 1.23 |
| 14 | 0 | 0 | 1.682 | 98 | 15 | 9.8 | 1.54 |
| 15 | 0 | 0 | 0 | 95 | 13 | 8.2 | 1.28 |
| 16 | 0 | 0 | 0 | 100 | 16 | 7.8 | 1.02 |
| 17 | 0 | 0 | 0 | 96 | 12 | 8.9 | 0.99 |
| 18 | 0 | 0 | 0 | 85 | 10 | 8.6 | 1.19 |
| 19 | 0 | 0 | 0 | 95 | 15 | 9.1 | 1.11 |
| 20 | 0 | 0 | 0 | 100 | 13 | 7.3 | 1.28 |
| Rubber Tapping Sequence | Tapping Method | Results | Rubber Tapping Evaluation Indexes |
|---|---|---|---|
| 1 | Mechanical | Mechanical 1 | Bark thickness, bark excision, latex flow time, cutting time, ash content, and cutting depth |
| 2 | Hand | Hand 1 | |
| 3 | Mechanical | Mechanical 2 | |
| 4 | Hand | Hand 2 | |
| 5 | Mechanical | Mechanical 3 | |
| 6 | hand | Hand 3 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Level of Significance |
|---|---|---|---|---|---|---|
| Model | 8356.46 | 9 | 928.5 | 18.63 | <0.0001 | *** |
| A (vertical blade height) | 5448.1 | 1 | 5448.1 | 109.32 | <0.0001 | *** |
| B (cutting force) | 224.44 | 1 | 224.44 | 4.5 | 0.0598 | - |
| C (spiral angle) | 44.44 | 1 | 44.44 | 0.8918 | 0.3672 | - |
| AB | 338 | 1 | 338 | 6.78 | 0.0263 | * |
| AC | 98 | 1 | 98 | 1.97 | 0.1911 | - |
| BC | 112.5 | 1 | 112.5 | 2.26 | 0.1639 | - |
| A2 | 2038.85 | 1 | 2038.85 | 40.91 | <0.0001 | *** |
| B2 | 30.91 | 1 | 30.91 | 0.6203 | 0.4492 | - |
| C2 | 6.22 | 1 | 6.22 | 0.1247 | 0.7313 | - |
| Residual | 498.34 | 10 | 49.83 | |||
| Lack of fit | 347.51 | 5 | 69.5 | 2.3 | 0.1905 | - |
| Pure error | 150.83 | 5 | 30.17 | |||
| Cor Total | 8854.8 | 19 | R2 = 0.94; R2adj = 0.89; R2pre = 0.66 | |||
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Level of Significance |
|---|---|---|---|---|---|---|
| Model | 828.8 | 9 | 92.09 | 21.05 | <0.0001 | *** |
| A (vertical blade height) | 1.57 | 1 | 1.57 | 0.3598 | 0.562 | - |
| B (cutting force) | 708.46 | 1 | 708.46 | 161.92 | <0.0001 | *** |
| C (spiral angle) | 5.58 | 1 | 5.58 | 1.27 | 0.2853 | - |
| AB | 0.5 | 1 | 0.5 | 0.1143 | 0.7423 | - |
| AC | 4.5 | 1 | 4.5 | 1.03 | 0.3344 | - |
| BC | 0 | 1 | 0 | 0 | 1 | - |
| A2 | 1.01 | 1 | 1.01 | 0.2314 | 0.6409 | - |
| B2 | 108.19 | 1 | 108.19 | 24.73 | 0.0006 | *** |
| C2 | 1.01 | 1 | 1.01 | 0.2314 | 0.6409 | - |
| Residual | 43.75 | 10 | 4.38 | |||
| Lack of fit | 20.92 | 5 | 4.18 | 0.9162 | 0.5371 | - |
| Pure error | 22.83 | 5 | 4.57 | |||
| Cor total | 872.55 | 19 | R2 = 0.95; R2adj = 0.90; R2pre = 0.78 | |||
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Level of Significance |
|---|---|---|---|---|---|---|
| Model | 104.78 | 9 | 11.64 | 14.3 | 0.0001 | *** |
| A (vertical blade height) | 67.93 | 1 | 67.93 | 83.44 | <0.0001 | *** |
| B (cutting force) | 5.68 | 1 | 5.68 | 6.97 | 0.0247 | * |
| C (spiral angle) | 9.44 | 1 | 9.44 | 11.6 | 0.0067 | ** |
| AB | 7.8 | 1 | 7.8 | 9.58 | 0.0113 | * |
| AC | 0.4513 | 1 | 0.4513 | 0.5543 | 0.4737 | - |
| BC | 4.96 | 1 | 4.96 | 6.09 | 0.0332 | * |
| A2 | 7.61 | 1 | 7.61 | 9.35 | 0.0121 | * |
| B2 | 0.1075 | 1 | 0.1075 | 0.132 | 0.7239 | - |
| C2 | 0.8972 | 1 | 0.8972 | 1.1 | 0.3185 | - |
| Residual | 8.14 | 10 | 0.8142 | |||
| Lack of fit | 5.79 | 5 | 1.16 | 2.47 | 0.1721 | - |
| Pure error | 2.35 | 5 | 0.4697 | |||
| Cor total | 112.92 | 19 | R2 = 0.93; R2adj = 0.86; R2pre = 0.58 | |||
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Level of Significance |
|---|---|---|---|---|---|---|
| Model | 0.3311 | 9 | 0.0368 | 2.47 | 0.0872 | - |
| A (vertical blade height) | 0.0192 | 1 | 0.0192 | 1.29 | 0.282 | - |
| B (cutting force) | 0.1206 | 1 | 0.1206 | 8.11 | 0.0173 | * |
| C (spiral angle) | 0.017 | 1 | 0.017 | 1.14 | 0.3105 | - |
| AB | 0.0512 | 1 | 0.0512 | 3.44 | 0.0931 | - |
| AC | 0.0128 | 1 | 0.0128 | 0.8612 | 0.3753 | - |
| BC | 0.0005 | 1 | 0.0005 | 0.0303 | 0.8653 | - |
| A2 | 0.0102 | 1 | 0.0102 | 0.6857 | 0.427 | - |
| B2 | 0.0237 | 1 | 0.0237 | 1.6 | 0.235 | - |
| C2 | 0.0687 | 1 | 0.0687 | 4.62 | 0.0571 | - |
| Residual | 0.1486 | 10 | 0.0149 | |||
| Lack of fit | 0.0693 | 5 | 0.0139 | 0.8731 | 0.5574 | - |
| Pure error | 0.0793 | 5 | 0.0159 | |||
| Cor total | 0.4797 | 19 | R2 = 0.69; R2adj = 0.41; R2pre = −0.36 | |||
| Test Number | Cutting Rate of the Old Rubber Line (%) | Relative Error/% | Latex Flow Rate (mL/5 min) | Relative Error/% | Cutting Time (s) | Relative Error/% | Average Cutting Current (A) | Relative Error/% |
|---|---|---|---|---|---|---|---|---|
| 1 | 100 | 2.04 | 9.10 | 5.20 | 10.00 | 11.11 | 1.19 | 2.59 |
| 2 | 96 | −2.04 | 8.80 | 1.73 | 8.00 | −11.11 | 1.24 | 6.45 |
| 3 | 95 | −3.06 | 9.40 | 8.67 | 10.00 | 11.11 | 1.23 | 6.03 |
| Predicted value | 98 | - | 8.65 | - | 9.00 | - | 1.16 | - |
| Source | Mean Value 1 | Mean Value 2 | Mean Standard Error 1 | Mean Standard Error 2 | df | t-Value | p-Value | Level of Significance |
|---|---|---|---|---|---|---|---|---|
| Bark thickness | 2.16 | 2.19 | 0.072 | 0.090 | 58 | 0.262 | 0.795 | - |
| Bark excision | 7.43 | 7.70 | 0.23 | 0.22 | 58 | −0.843 | 0.403 | - |
| Latex flow time | 6.97 | 6.39 | 0.40 | 0.39 | 58 | 1.028 | 0.308 | - |
| Cutting time | 13.33 | 16.10 | 0.62 | 0.62 | 58 | −3.154 | 0.003 | ** |
| Ash content | 3.08 | 3.28 | 0.33 | 0.42 | 58 | −0.373 | 0.710 | - |
| Cutting depth | 1.40 | 1.37 | <0.01 | 0.01 | 58 | −2.298 | 0.025 | * |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Huang, C.; Li, T.; Cao, J.; Zheng, Y.; Huang, J. An Optimization Study on a Novel Mechanical Rubber Tree Tapping Mechanism and Technology. Forests 2023, 14, 2421. https://doi.org/10.3390/f14122421
Wang L, Huang C, Li T, Cao J, Zheng Y, Huang J. An Optimization Study on a Novel Mechanical Rubber Tree Tapping Mechanism and Technology. Forests. 2023; 14(12):2421. https://doi.org/10.3390/f14122421
Chicago/Turabian StyleWang, Lingling, Chang Huang, Tuyu Li, Jianhua Cao, Yong Zheng, and Jiajian Huang. 2023. "An Optimization Study on a Novel Mechanical Rubber Tree Tapping Mechanism and Technology" Forests 14, no. 12: 2421. https://doi.org/10.3390/f14122421