
Effects of Compression Ratio and Phenolic Resin Concentration on the Properties of Laminated Compreg Inner Oil Palm and Sesenduk Wood Composites

 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Preparation
2.2. Treatability and Dimensional Stability of Compreg Treated Oil Palm Inner Wood
2.3. Weight Percent Gain (WPG) and Density Evaluation
2.4. Dimensional Stability Evaluation
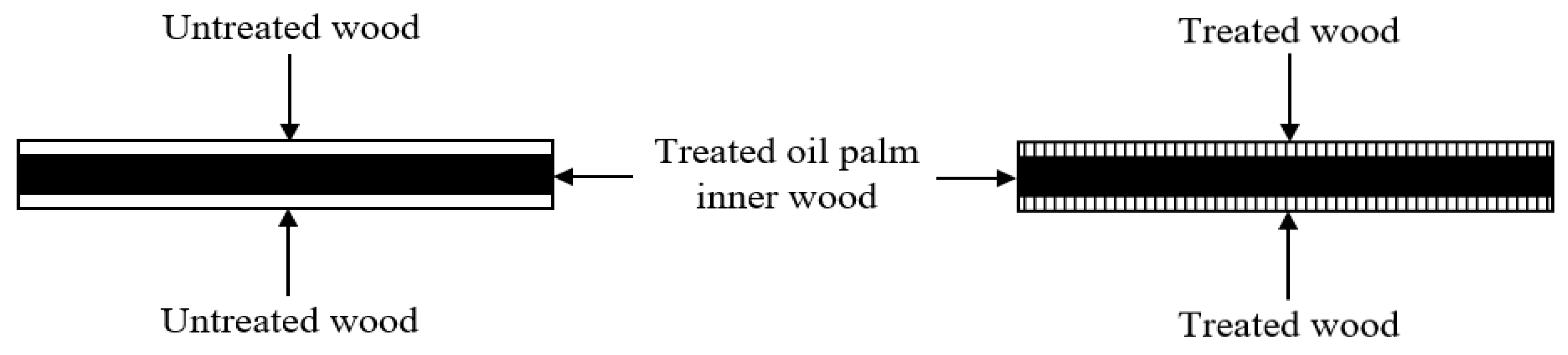
2.5. Production of Laminated Compreg Composite Products
2.6. Mechanical Properties Evaluation
2.7. Statistical Analysis
3. Results
3.1. Treatability of Compreg OPW
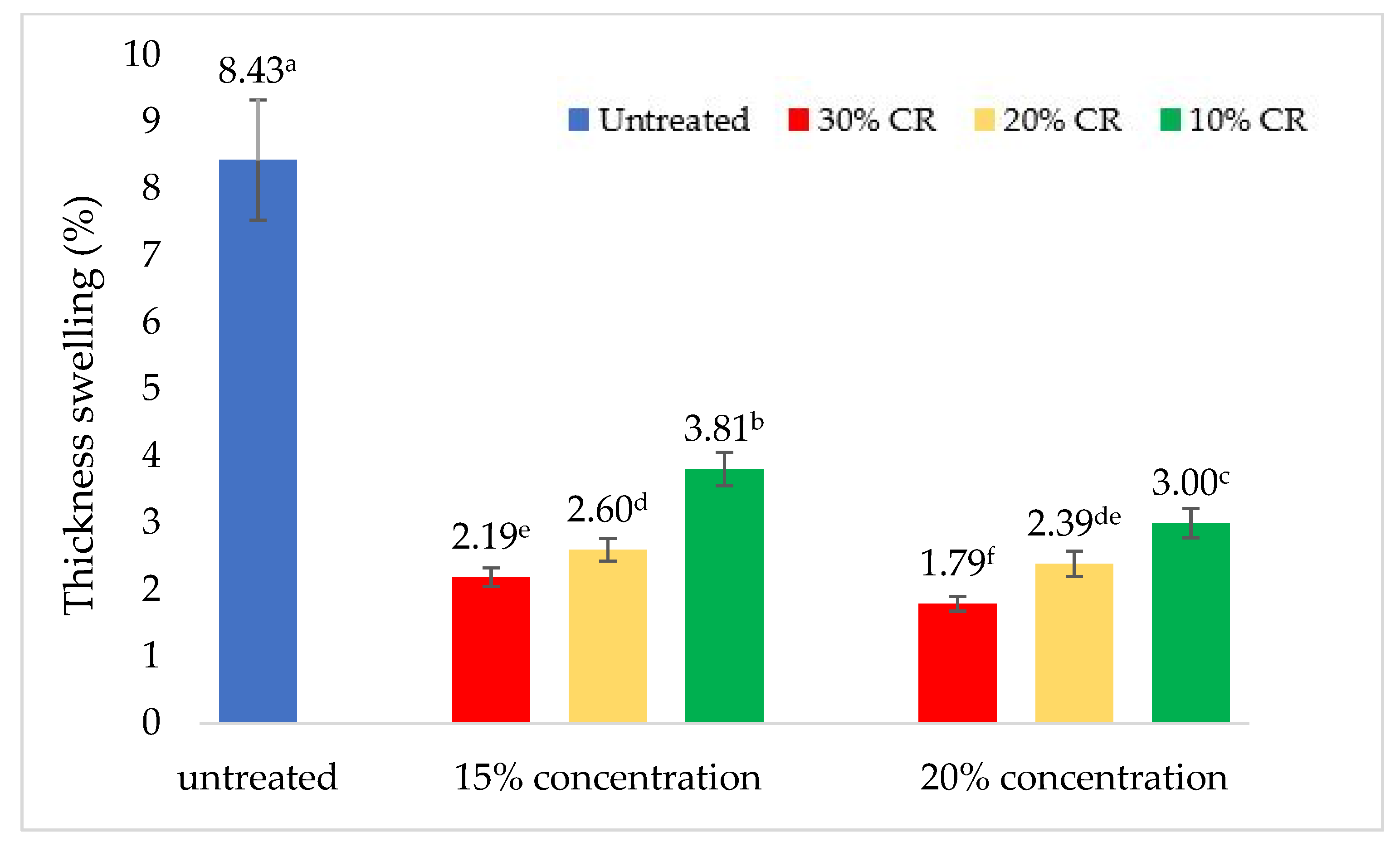
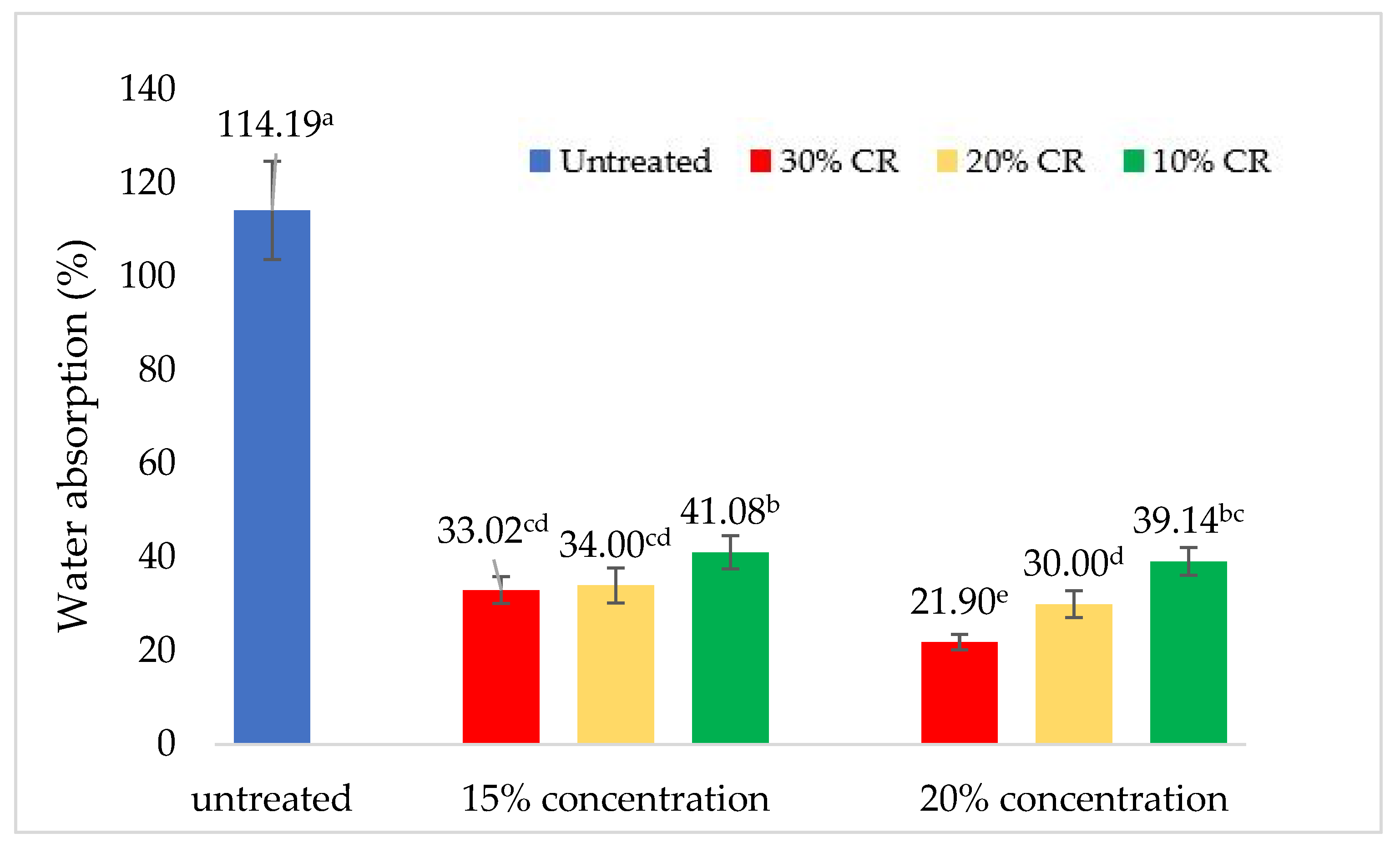
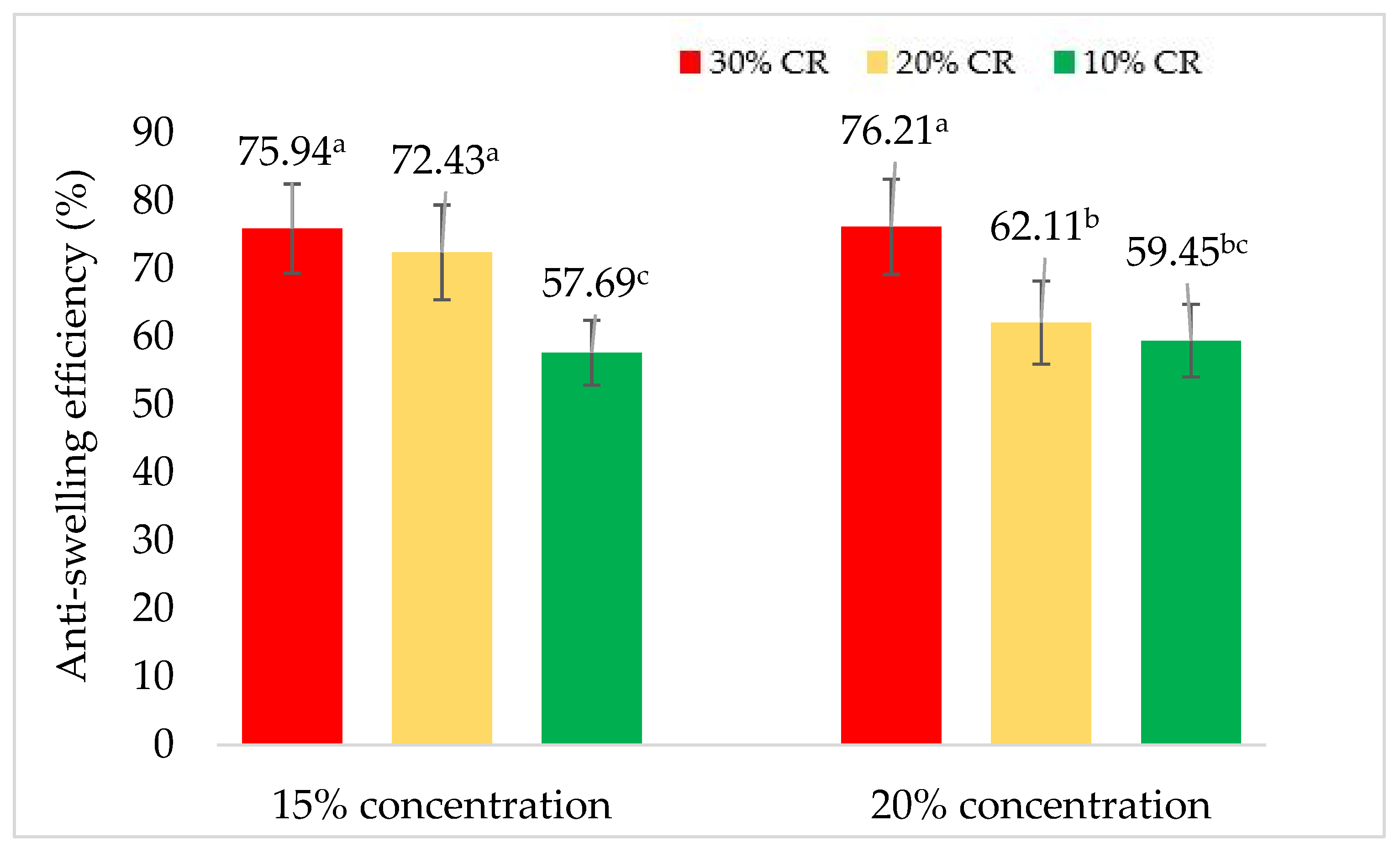
3.2. Dimensional Stability of Compreg OPW
3.3. Performance of Compreg Composites Laminated with Sesenduk
3.4. Properties of Laminated Compreg Composites
3.5. Physical and Mechanical Properties of Laminated Compreg Composites
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Department of Statistics Malaysia (DOSM). Selected Agricultural Indicators, Malaysia. 2020. Available online: https://www.dosm.gov.my/v1/index.php?r=column/cthemeByCat&cat=72&bul_id=RXVKUVJ5TitHM0cwYWxlOHcxU3dKdz09&menu_id=Z0VTZGU1UHBUT1VJMFlpaXRRR0xpdz09 (accessed on 16 September 2022).
- Malaysian Palm Oil Board (MPOB). Oil Palm Planted Area 2021. Available online: https://bepi.mpob.gov.my/images/area/2021/Area_summary2021.pdf (accessed on 16 September 2022).
- Kabashi, N.A.; Alam, Z.; Ainuddin, M. Bio-Composting Process Development by SSF for Utilization Agro-Industrial Wastes. In Proceedings of the 3rd Kuala Lumpur International Conference on Biomedical Engineering 2006, Kuala Lumpur, Malaysia, 11–14 December; Springer: Berlin/Heidelberg, Germany, 2007; pp. 464–468. [Google Scholar]
- Aljuboori, A. Oil palm biomass residue in Malaysia: Availability and sustainability. Int. J. Biomass Renew. 2013, 2, 13–18. [Google Scholar]
- Mantanis, G.; Athanassiadou, E.; Nakos, P.; Coutinho, A. A new process for recycling waste fiberboards. In Proceedings of the 38th International Wood Composites Symposium, Washington, DC, USA, 6–8 April 2004; pp. 119–122. [Google Scholar]
- Iswanto, A.H.; Madyaratri, E.W.; Hutabarat, N.S.; Zunaedi, E.R.; Darwis, A.; Hidayat, W.; Susilowati, A.; Adi, D.S.; Lubis, M.A.R.; Sucipto, T.; et al. Chemical, physical, and mechanical properties of belangke bamboo (Gigantochloa pruriens) and its application as a reinforcing material in particleboard manufacturing. Polymers 2022, 14, 3111. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.H.; Lum, W.C.; Boon, J.G.; Kristak, L.; Antov, P.; Pędzik, M.; Rogoziński, T.; Taghiyari, H.R.; Lubis, M.A.R.; Fatriasari, W.; et al. Particleboard from agricultural biomass and recycled wood waste: A review. J. Mater. Res. Technol. 2022, 20, 4630–4658. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V. Possibilities for manufacturing eco-friendly medium density fibreboards from recycled fibres—A review. In Proceedings of the 30th International Conference on Wood Science and Technology—ICWST 2019 “IMPLEMENTATION OF WOOD SCIENCE IN WOODWORKING SECTOR” & 70th Anniversary of Drvna industrija Journal, Zagreb, Croatia, 12–13 December 2019; pp. 18–24. [Google Scholar]
- Rizal, S.; Fizree, H.M.; Saurabh, C.; Gopakumar, D.; Aprilia, N.; Hermawan, D.; Banerjee, A.; Fazita, M.R.M.; Haafiz, M.K.M.; Abdul Khalil, H.P.S. Value-Added Utilization of Agro-Waste Derived Oil Palm Ash in Epoxy Composites. J. Renew. Mater. 2019, 7, 1269–1278. [Google Scholar] [CrossRef] [Green Version]
- Yusof, N.S.B.; Sapuan, S.M.; Sultan, M.T.H.; Jawaid, M. Manufacturing Process Selection of “Green” Oil Palm Natural Fiber Reinforced Polyurethane Composites Using Hybrid TEA Criteria Requirement and AHP Method for Automotive Crash Box. J. Renew. Mater. 2020, 8, 647–660. [Google Scholar] [CrossRef]
- Hashim, R.; Sarmin, S.N.; Sulaiman, O.; Yusof, L.H.M. Effects of cold setting adhesives on properties of laminated veneer lumber from oil palm trunks in comparison with rubberwood. Eur. J. Wood Wood Prod. 2011, 69, 53–61. [Google Scholar] [CrossRef]
- Komariah, R.N.; Miyamoto, T.; Tanaka, S.; Prasetiyo, K.W.; Syamani, F.A.; Subyakto; Umezawa, T.; Kanayama, K.; Umemura, K. High-performance binderless particleboard from the inner part of oil palm trunk by addition of ammonium dihydrogen phosphate. Ind. Crops Prod. 2019, 141, 111761. [Google Scholar] [CrossRef]
- Yusof, M.; Lamaming, J.; Hashim, R.; Yhaya, M.F.; Sulaiman, O.; Selamat, M.E. Flame retardancy of particleboards made from oil palm trunk-poly(vinyl) alcohol with citric acid and calcium carbonate as additives. Constr. Build. Mater. 2020, 263, 120906. [Google Scholar] [CrossRef]
- Saari, N.; Lamaming, J.; Hashim, R.; Sulaiman, O.; Sato, M.; Arai, T.; Kosugi, A.; Wan Nadhari, W.N.A. Optimization of binderless compressed veneer panel manufacturing process from oil palm trunk using response surface methodology. J. Clean. Prod. 2020, 265, 121757. [Google Scholar] [CrossRef]
- Nuryawan, A.; Sutiawan, J.; Rahmawaty; Masruchin, N.; Bekhta, P. Panel products made of oil palm trunk: A review of potency, environmental aspect, and comparison with wood-based composites. Polymers 2022, 14, 1758. [Google Scholar] [CrossRef]
- Hamzah, N.; Bakar, E.S.; Zaidon, A.; Lee, S.H. Assessment of oil palm wood quality improvement through integrated treatment process as function of sawing pattern and slab thickness. J. Oil Palm Res. 2017, 29, 366–372. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Amouzgar, P.; Jawaid, M.; Hassan, A.; Ahmad, F.; Hadiyana, A.; Rudi, D. New approach to oil palm trunk core lumber material properties enhancement via resin impregnation. J. Biobased Mater. Bioenergy 2012, 6, 299–308. [Google Scholar] [CrossRef]
- Haslett, A.N. Suitability Of Oil Palm Trunk For Timber Uses. J. Trop. For. Sci. 1990, 2, 243–251. [Google Scholar]
- Hill, C. Wood Modification—Chemical, Thermal and Other Processes; Wiley and Sons: Chichester, UK, 2006. [Google Scholar]
- Hu, W.G.; Wan, H. Comparative study on weathering durability property of phenol formaldehyde resin modified sweetgum and southern pine specimens. Maderas. Cienc. Y Tecnol. 2022, 24, 1–14. [Google Scholar] [CrossRef]
- Lee, S.H.; Ashaari, Z. Durability of phenolic-resin-treated sesenduk (Endospermum diadenum) and jelutong (Dyera costulata) wood against white rot fungus. Eur. J. Wood Wood Prod. 2015, 73, 553–555. [Google Scholar] [CrossRef]
- Ashaari, Z.; Lee, S.H.; Mustamel, M.N.; Salleh, N.F.M. Strength improvement of jelutong (Dyera costulata) wood via phenolic resin treatments. J. Indian Acad. Wood Sci. 2015, 12, 132–136. [Google Scholar] [CrossRef]
- Ghani, A.; Ashaari, Z.; Lee, S.H.; Bakar, E.; Bawon, P. A comparison between the properties of low and medium molecular weight phenol formaldehyde resin-treated laminated compreg oil palm wood. Int. For. Rev. 2017, 19, 2017–2018. [Google Scholar] [CrossRef]
- Manik, T.; Nuki, S.; Fauziyah, N.; Mashuri, M.; Zainuri, M.; Darminto, D. Structure, Dynamic-Mechanical and Acoustic Properties of Oil Palm Trunk Modified by Melamine Formaldehyde. J. Renew. Mater. 2021, 9, 1647–1660. [Google Scholar] [CrossRef]
- Sandberg, D.; Kutnar, A.; Mantanis, G. Wood modification technologies—A review. Iforest Biogeosci. For. 2017, 10, 895–908. [Google Scholar] [CrossRef] [Green Version]
- Bao, M.; Huang, X.; Zhang, Y.; Yu, W.; Yu, Y. Effect of density on the hygroscopicity and surface characteristics of hybrid poplar compreg. J. Wood Sci. 2016, 62, 441–451. [Google Scholar] [CrossRef] [Green Version]
- BS 373:1957; Methods of Testing Small Clear Specimens of Timber. CEN: Brussels, Belgium, 1957.
- Wang, X.; Chen, X.; Xie, X.; Yuan, Z.; Cai, S.; Li, Y. Effect of Phenol Formaldehyde Resin Penetration on the Quasi-Static and Dynamic Mechanics of Wood Cell Walls Using Nanoindentation. Nanomaterials 2019, 9, 1409. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Aizat, A.G.; Zaidon, A.; Nabil, F.L.; Bakar, E.S.; Rasmina, H. Effects of diffusion process and compression on polymer loading of laminated compreg oil palm (Elaeis guineensis) wood and its relation to properties. J. Biobased Mater. Bioenergy 2014, 8, 519–527. [Google Scholar] [CrossRef]
- Collins, P. Current research activities on wood adhesives at CSIRO. In Proceedings of the 25th Forest Research Conference, Victoria, Australia, 18–21 November 1996. [Google Scholar]
- Hon, D. Analysis of adhesives. In Handbook of Adhesives Technology, Pizzi, A., Mittal, K.L., Eds.; Marcel Dekker Inc: New York, NY, USA, 2003. [Google Scholar]
- Fadhlia, F.; Paridah, M.T.; Anwar, U.M.K.; Juliana, A.H.; Zaidon, A. Enhancing mechanical properties and dimensional stability of phenolic resin-treated plybamboo. J. Trop. For. Sci. 2017, 29, 19–29. [Google Scholar]
- Ul Haq Bhat, I.; Abdullah, C.K.; Abdul Khalil, H.P.S.; Hakimi Ibrahim, M.; Nurul Fazita, M.R. Properties enhancement of resin impregnated agro waste: Oil palm trunk lumber. J. Reinf. Plast. Compos. 2010, 29, 3301–3308. [Google Scholar] [CrossRef]
- Haque, M.N. Analysis of heat and mass transfer during high-temperature drying of pinus radiata. Dry. Technol. 2007, 25, 379–389. [Google Scholar] [CrossRef]
- Bakar, E.; Tahir, P.; Sahri, M.; Yap, H. Oil palm wood treated with PF resin by the compreg method: Influence of solution concentration and impregnation period. In Proceedings of the The International Symposium on Wood Sciences and Technology, Tokyo, Japan, 15–17 March 2005. [Google Scholar]
- Rabi’atol Adawiah, M.A.; Zaidon, A.; Nur Izreen, F.A.; Bakar, E.S.; Mohd Hamami, S.; Paridah, M.T. Addition of urea as formaldehyde scavenger for low molecular weight phenol formaldehyde-treated compreg wood. J. Trop. For. Sci. 2012, 24, 348–357. [Google Scholar]
- Ang, A.F.; Zaidon, A.; Bakar, E.S.; Hamami, S.M.; Anwar, U.M.K.; Jawaid, M. Possibility of improving the properties of mahang wood (Macaranga sp.) through phenolic compreg technique. Sains Malays. 2014, 43, 219–225. [Google Scholar]
- Nemli, G.; Ozturk, I.; Aydin, I. Some of the parameters influencing surface roughness of particleboard. Build. Environ. 2005, 40, 1337–1340. [Google Scholar] [CrossRef]
- Gindl, W. Tensile shear strength of UF and MUF-bonded veneer related to data of adhesives and cell walls measured by nanoindentation. Holzforschung 2010, 64, 337–342. [Google Scholar]
- Kultikova, E. Structure and Properties Relationship of Densified Wood. Master’s Thesis, Virginia Tech, Blacksburg, VA, USA, 1999. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic | Liquid |
|---|---|
| Specific gravity | 1.24 |
| pH | 9 |
| Boiling point (°C) | ~100 |
| Solid content (%) | 45 |
| Molecular weight (Mw) | 600 |
| Viscosity (poise) | 0.213 |
| Label | Compression Ratio (%) | Face Layer | Core Layer | Back Layer |
|---|---|---|---|---|
| P1 | 20 | Untreated wood | 15% PF treated OPT | Untreated wood |
| P2 | 20 | 15% PF-treated wood | 15% PF treated OPT | 15% PF-treated wood |
| P3 | 20 | Untreated wood | 20% PF-treated OPT | Untreated wood |
| P4 | 20 | 20% PF-treated wood | 20% PF-treated OPT | 20% PF-treated wood |
| P5 | 10 | Untreated wood | 15% PF-treated OPT | Untreated wood |
| P6 | 10 | 15% PF-treated wood | 15% PF-treated OPT | 15% PF-treated wood |
| P7 | 10 | Untreated wood | 20% PF-treated OPT | Untreated wood |
| P8 | 10 | 20% PF-treated wood | 20% PF-treated OPT | 20% PF-treated wood |
| Compression Ratio (%) | Resin Concentration (%) | Polymer Retention (%) | Weight Percent Gain (%) | Density (kg/m3) |
|---|---|---|---|---|
| 10 | 15 | 61.56 ± 18.80 b | 64.48 ± 3.53 d | 612 ± 29.58 c |
| 20 | 15 | 64.56 ± 13.59 b | 78.56 ± 2.52 c | 655 ± 53.38 c |
| 30 | 15 | 79.20 ± 14.37 ab | 94.54 ± 4.61 b | 710 ± 41.95 b |
| 10 | 20 | 68.53 ± 9.28 b | 93.09 ± 1.75 b | 641 ± 45.16 c |
| 20 | 20 | 81.51 ± 14.68 ab | 97.87 ± 2.55 b | 728 ± 27.83 b |
| 30 | 20 | 92.12 ± 19.18 a | 140.73 ± 5.26 a | 809 ± 25.82 a |
| Untreated | Untreated | - | - | 308 ± 25.28 d |
| CR (%) | Hybrid | Description | WPG (%) | Density (kg/m3) |
|---|---|---|---|---|
| 20 | P1 | U, 15%, U | 63.21 ± 3.26 d | 587 ± 5.09 d |
| P2 | 15%, 15%, 15% | 99.53 ± 0.95 ab | 704 ± 20.47 b | |
| P3 | U, 20%, U | 63.09 ± 5.13 d | 660 ± 14.80 c | |
| P4 | 20%, 20%, 20% | 105.52 ± 5.16 a | 749 ± 2.93 a | |
| 10 | P5 | U, 15%, U | 65.37 ± 4.20 d | 583 ± 24.72 d |
| P6 | 15%, 15%, 15% | 82.43 ± 2.67 c | 663 ± 8.45 c | |
| P7 | U, 20%, U | 66.17 ± 1.53 d | 649 ± 6.24 c | |
| P8 | 20%, 20%, 20% | 95.02 ± 5.28 b | 742 ± 35.20 a | |
| 20 | Untreated Wood | 412 ± 32.07 | ||
| Untreated inner OPW | 308 ± 26.82 |
| Source of Variant | WPG | Density | TS | WA | ASE | MOR | MOE |
|---|---|---|---|---|---|---|---|
| Resin concentration (RC) | 0.342 ns | 0.000 ** | 0.078 ns | 0.004 ** | 0.114 ns | 0.000 ** | 0.000 ** |
| Compression ratio (CR) | 0.271 ns | 0.317 ns | 0.297 ns | 0.115 ns | 0.303 ns | 0.536 ns | 0.797 ns |
| RC*CR | 0.710 ns | 0.654 ns | 0.439 ns | 0.786 ns | 0.715 ns | 0.921 ns | 0.832 ns |
| Sample | TS (%) | WA (%) | ASE (%) | MOR (MPa) | MOE (MPa) |
|---|---|---|---|---|---|
| Untreated iOPW | 8.43 ± 1.01 | 114.19 ± 11.94 | - | 15.58 ± 1.34 | 1034 ± 15 |
| P1 | 2.09 ± 0.67 | 32.66 ± 0.50 | 55.05 ± 0.02 | 33.91 ± 1.38 | 673 ± 28 |
| P2 | 1.58 ± 0.01 | 24.50 ± 0.63 | 71.61 ± 5.31 | 35.05 ± 2.11 | 1115 ± 78 |
| P3 | 2.28 ± 0.02 | 27.81± 0.67 | 59.12 ± 0.61 | 39.24 ± 3.95 | 854 ± 100 |
| P4 | 1.23 ± 0.04 | 23.02 ± 0.40 | 74.00 ± 6.00 | 40.67 ± 2.68 | 2534 ± 322 |
| P5 | 2.90 ± 0.07 | 36.38 ± 0.45 | 51.03 ± 0.21 | 32.82 ± 0.84 | 656 ± 27 |
| P6 | 1.69 ± 0.02 | 25.15 ± 1.20 | 68.31 ± 0.90 | 35.06 ± 2.11 | 1115 ± 78 |
| P7 | 2.80 ± 0.03 | 28.89 ± 0.62 | 58.16 ± 4.05 | 39.61 ± 3.44 | 796 ± 100 |
| P8 | 1.41 ± 0.06 | 25.03 ± 0.40 | 71.47 ± 6.95 | 39.51 ± 2.93 | 2414 ± 286 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahamad, W.N.; Salim, S.; Lee, S.H.; Abdul Ghani, M.A.; Mohd Ali, R.A.; Md Tahir, P.; Fatriasari, W.; Antov, P.; Lubis, M.A.R. Effects of Compression Ratio and Phenolic Resin Concentration on the Properties of Laminated Compreg Inner Oil Palm and Sesenduk Wood Composites. Forests 2023, 14, 83. https://doi.org/10.3390/f14010083
Ahamad WN, Salim S, Lee SH, Abdul Ghani MA, Mohd Ali RA, Md Tahir P, Fatriasari W, Antov P, Lubis MAR. Effects of Compression Ratio and Phenolic Resin Concentration on the Properties of Laminated Compreg Inner Oil Palm and Sesenduk Wood Composites. Forests. 2023; 14(1):83. https://doi.org/10.3390/f14010083
Chicago/Turabian StyleAhamad, Wan Nabilah, Sabiha Salim, Seng Hua Lee, Muhammad Aizat Abdul Ghani, Rabiatol Adawiah Mohd Ali, Paridah Md Tahir, Widya Fatriasari, Petar Antov, and Muhammad Adly Rahandi Lubis. 2023. "Effects of Compression Ratio and Phenolic Resin Concentration on the Properties of Laminated Compreg Inner Oil Palm and Sesenduk Wood Composites" Forests 14, no. 1: 83. https://doi.org/10.3390/f14010083