
Cutting Force and Surface Roughness during Straight-Tooth Milling of Walnut Wood

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Testing Equipment
2.2. Materials and Testing Equipment
3. Results and Discussion
3.1. Subsection
3.2. Analysis of Variance for Resultant Force
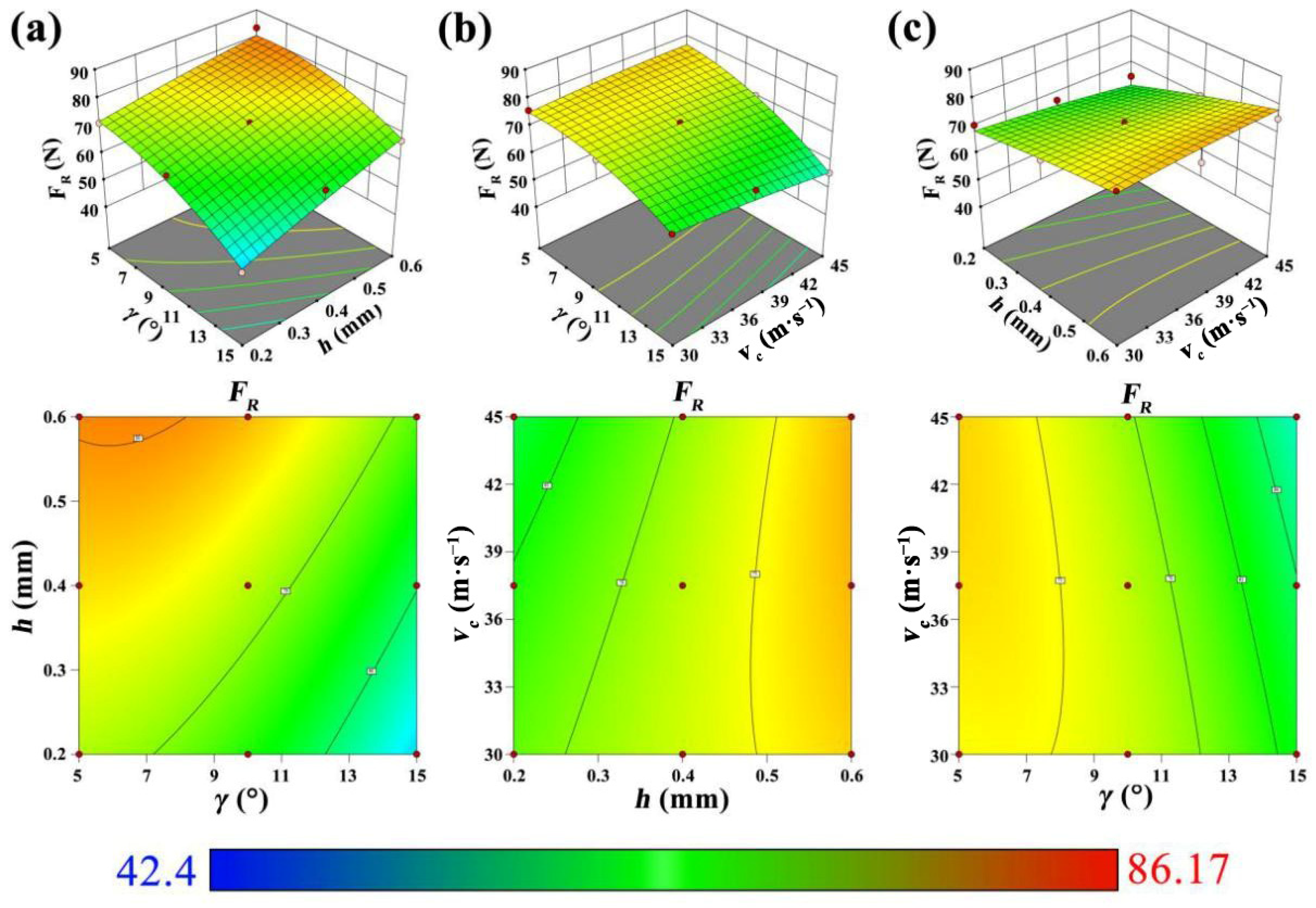
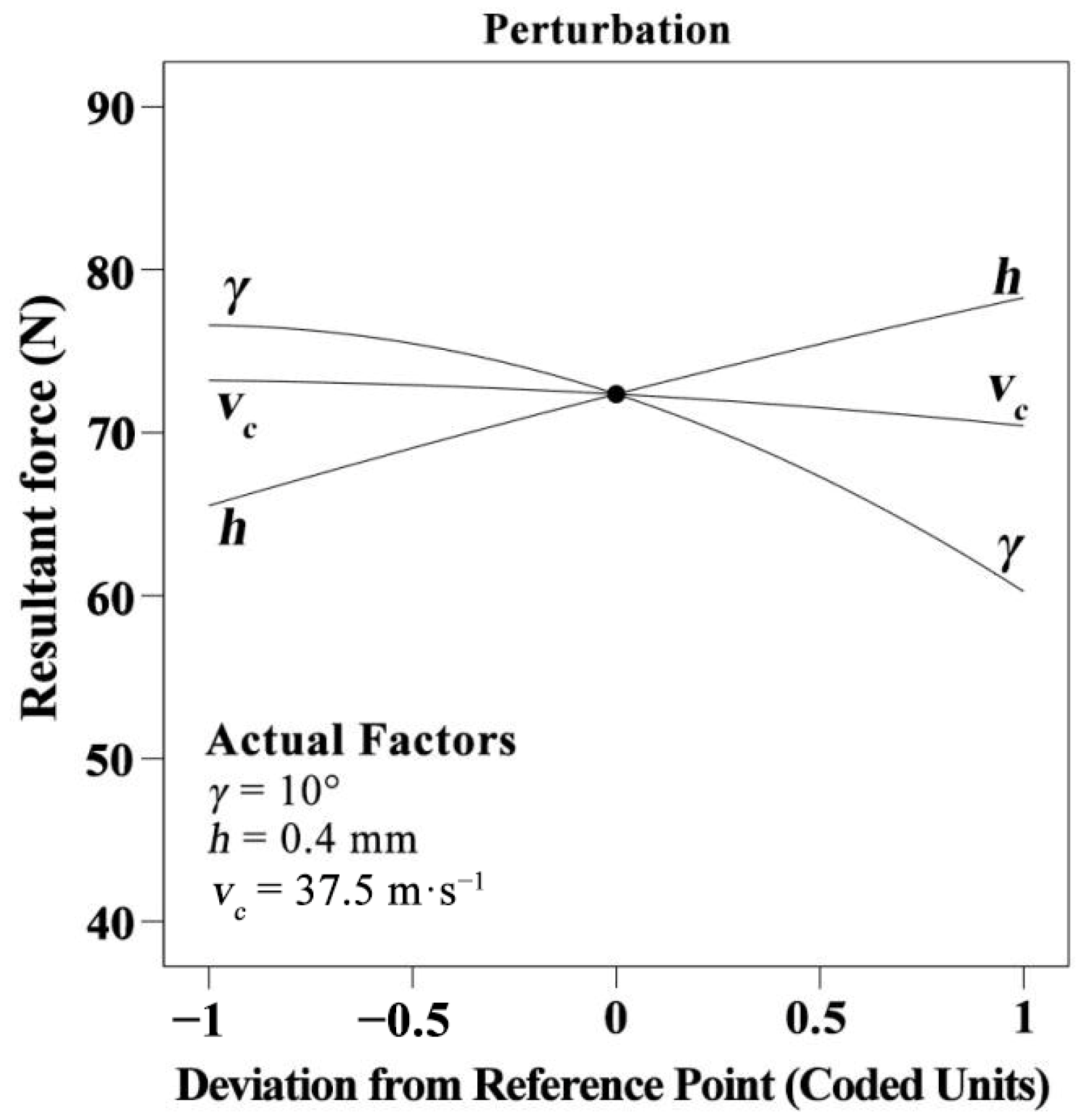
3.3. Influence of Cutting Variables on the Resultant Force
3.4. Regression Model of Surface Roughness
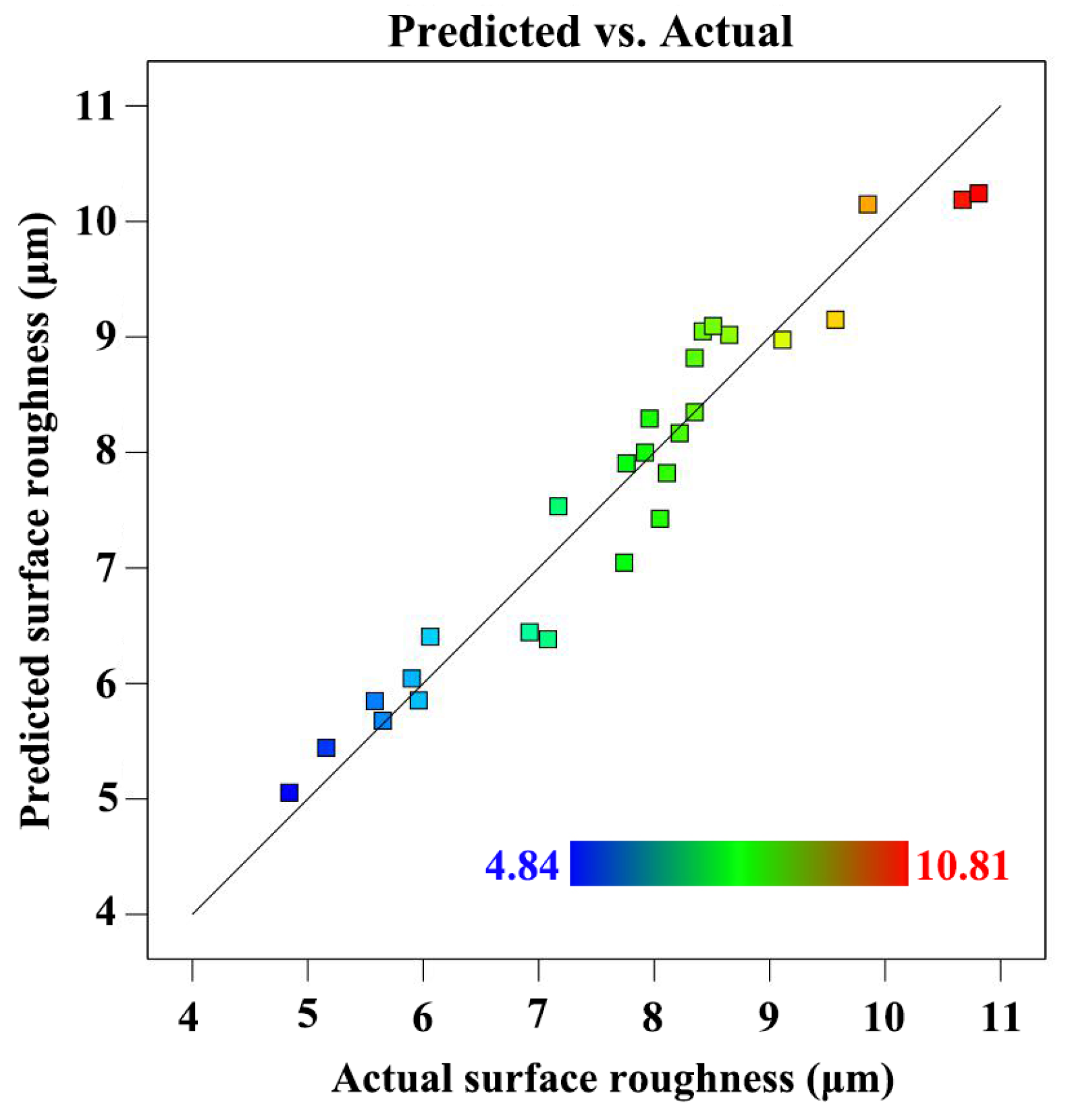
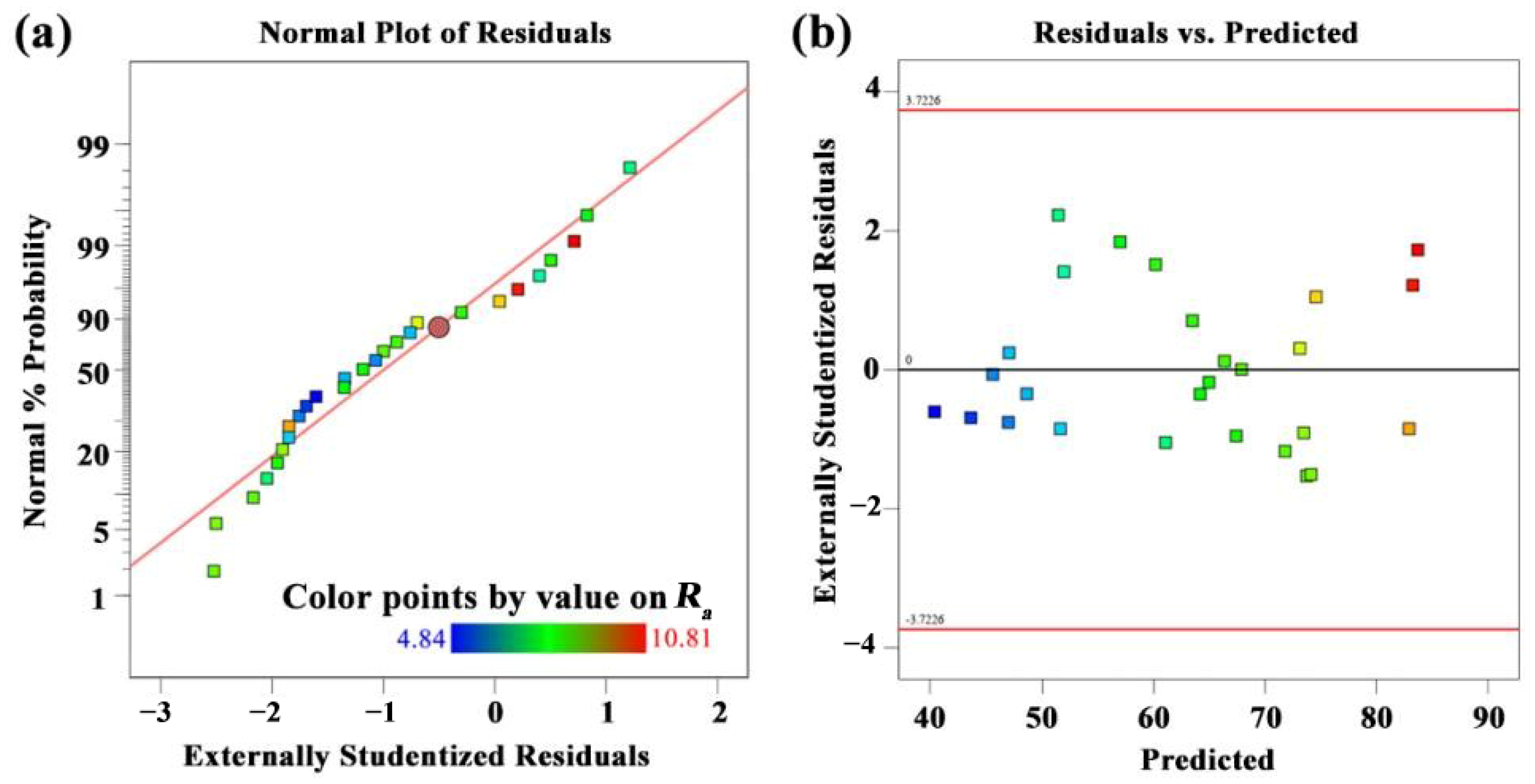
3.5. Regression Model of Surface Roughness
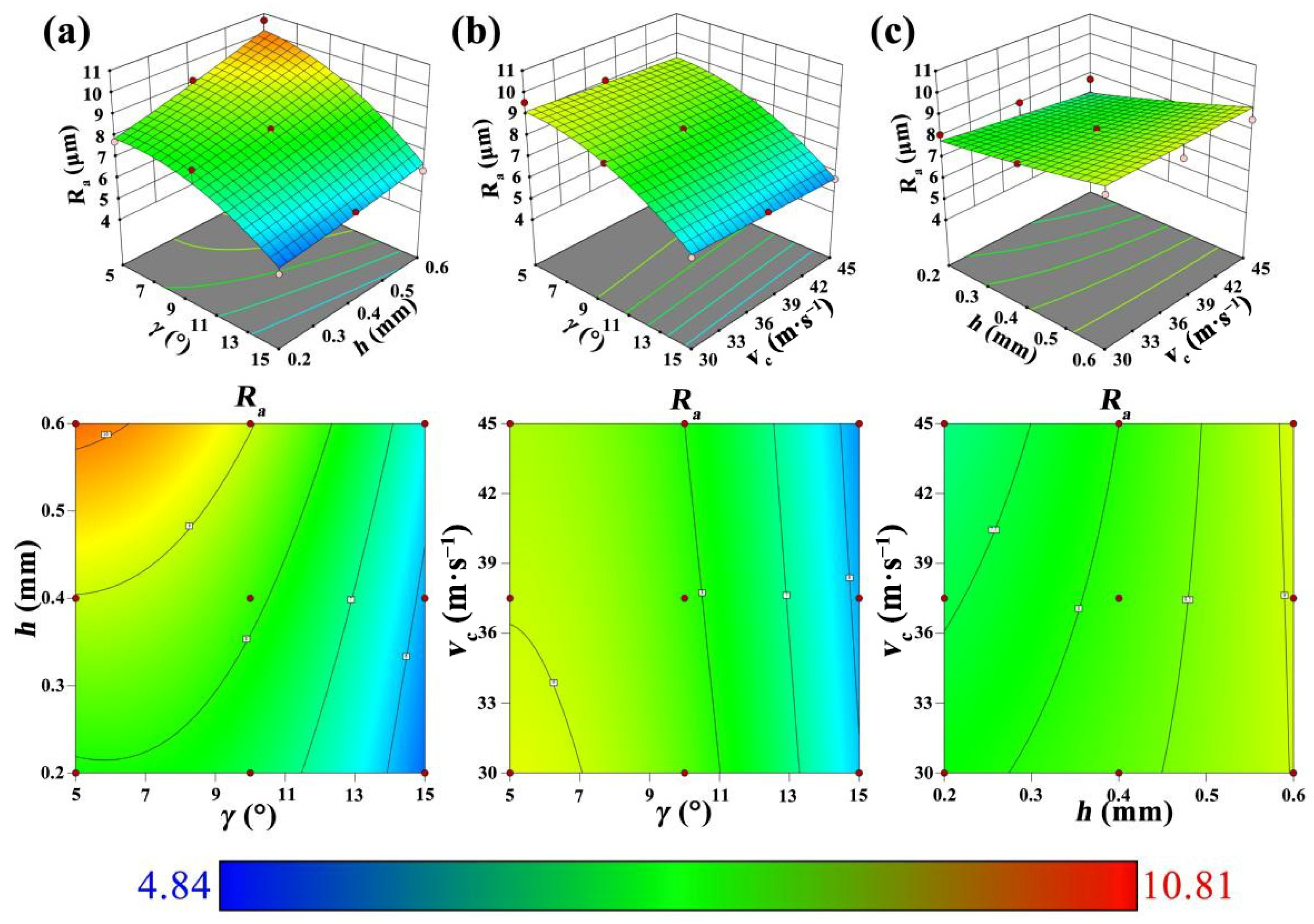
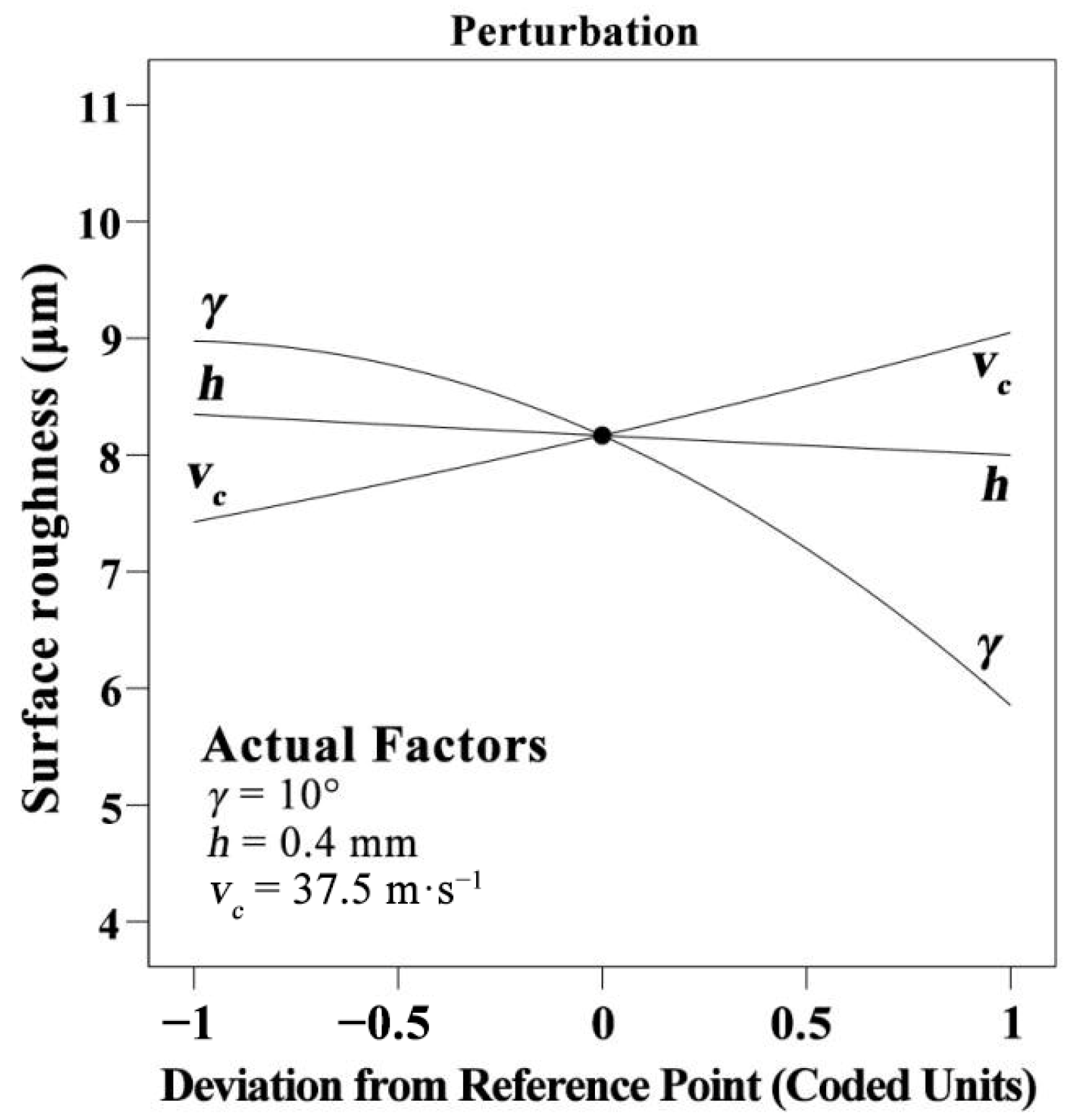
3.6. Influence of Cutting Variables on Surface Roughness
3.7. Optimization of Cutting Conditions and Verification
4. Conclusions
- (1)
- Both the resultant force and the surface roughness have similar tendencies at different milling conditions. They were all positively related to the depth of cut and negatively correlated with the cutting speed and the tool rake angle.
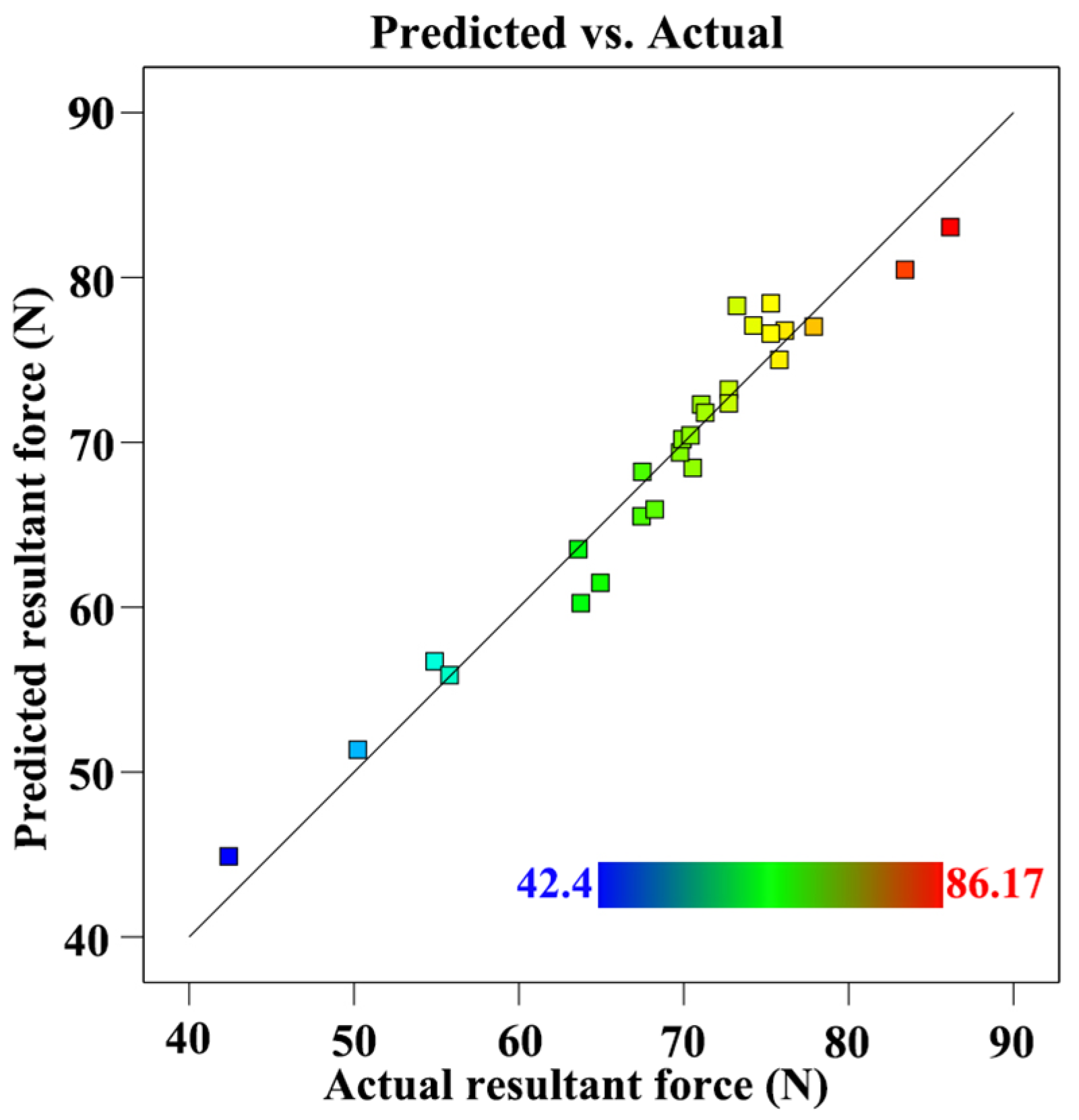
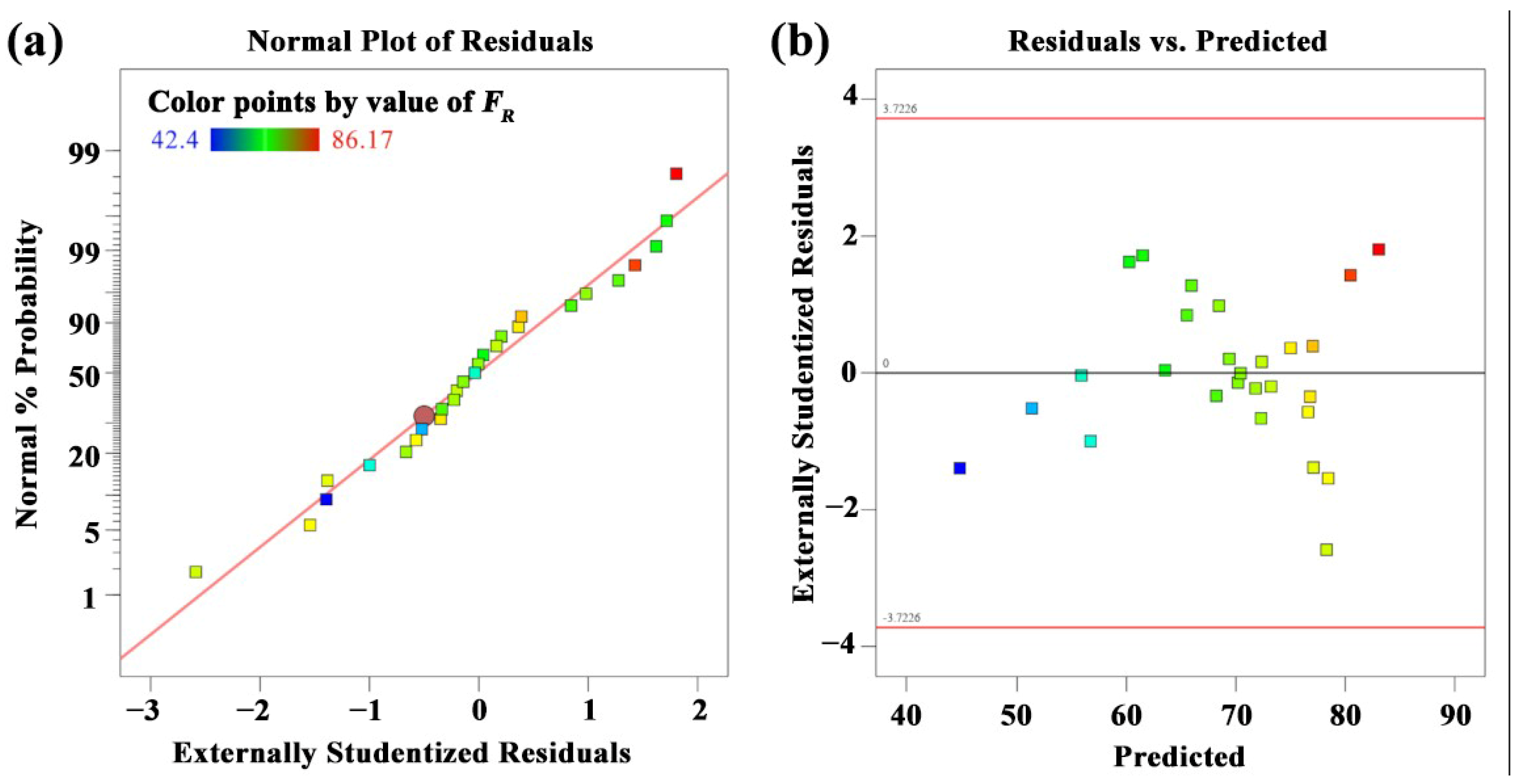
- (2)
- Two regression models with high accuracy were developed, which can be used for the prediction of the resultant force and the surface roughness, and for the optimization of the cutting conditions.
- (3)
- Both the cutting tool rake angle and the depth of cut had significant effects on the resultant force and surface roughness, while the cutting speed only made a significant contribution to the resultant force. Meanwhile, the rake angle of the cutting tool made the greatest contribution to both the resultant force and the surface roughness, followed by the depth of cut and the cutting speed.
- (4)
- The optimal condition, with minimum resultant force, minimum surface roughness, and the highest machining efficiency, was determined to be a rake angle of 15°, cutting speed of 45 m/s, and depth of cut of 0.2 mm. These parameters are suggested for the industrial manufacturing of walnut, for maximum product quality and enterprise benefits.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Voulgaridis, V.; Vassilios, V.G. The walnut wood and its utilisation to high value products. Acta Hortic. 2004, 705, 69–81. [Google Scholar] [CrossRef]
- Zhang, X.; Yu, J.; Zhao, J.; Fang, L. Overlaying performance and bonding mechanism of wood-based panels decorated by EVA film reinforced decorative wood veneer. Wood Mater. Sci. Eng. 2022, 1–9. [Google Scholar] [CrossRef]
- Zhou, C.; Huang, T.; Luo, X.; Kaner, J.; Fu, X. Cluster analysis of kitchen cabinet operation posture based on OpenPose technology. Int. J. Ind. Ergon. 2022, 91, 103352. [Google Scholar] [CrossRef]
- Stevens, M.E.; Pijut, P.M. Rapid in vitro shoot multiplication of the recalcitrant species Juglans nigra L. Vitr. Cell. Dev. Biol. Plant 2005, 54, 309–317. [Google Scholar] [CrossRef]
- Chen, B.; Yu, X.; Hu, W. Experimental and numerical studies on the cantilevered leg joint and its reinforced version commonly used in modern wood furniture. BioResources 2022, 17, 3952. [Google Scholar] [CrossRef]
- Jafarian, H.; Demers, C.M.; Blanchet, P.; Laundry, V. Effects of interior wood finishes on the lighting ambiance and materiality of architectural spaces. Indoor Built Environ. 2018, 27, 786–804. [Google Scholar] [CrossRef]
- Wu, S.; Xu, W. Effects of Low-Energy-Density Microwave Treatment on Graphene/Polyvinyl Alcohol-Modified Poplar Veneer. Forests 2022, 13, 210. [Google Scholar] [CrossRef]
- Çakıroğlu, E.O.; Demir, A.; Aydın, İ.; Büyüksarı, Ü. Prediction of Optimum CNC Cutting Conditions Using Artificial Neural Network Models for the Best Wood Surface Quality, Low Energy Consumption, and Time Savings. Bioresource 2022, 17, 2501–2524. [Google Scholar] [CrossRef]
- Lučić, R.B.; Čavlović, A.; Ištvanić, J.; Ðukić, I.; Mihulja, G. Power requirements during wood planing and surface quality of planed elements. In Proceedings of the 2nd International Scientific Conference on Woodworking Technique, Zalesina, Croatia, 11–15 September 2007. [Google Scholar]
- Doumbia, B.S.; Yang, C.; Ma, Y.; Jiang, T.; Li, X.; Yu, W.J. Analysis of Neodymium-Doped Yttrium-Aluminum-Garnet Laser and Experimental Prospects for Cutting Micro-Thin Black Walnut Veneers in Industry. Bioresource 2021, 16, 2416–2432. [Google Scholar] [CrossRef]
- Azemović, E.; Horman, I.; Busuladžić, I. Impact of planing treatment regime on solid fir wood surface. Procedia Eng. 2014, 69, 1490–1498. [Google Scholar] [CrossRef]
- Zerti, A.; Yallese, M.A.; Meddour, I.; Belhadi, S.; Haddad, A.; Mabrouki, T. Modeling and multi-objective optimization for minimizing surface roughness, cutting force, and power, and maximizing productivity for tempered stainless steel AISI 420 in turning operations. Int. J. Adv. Manuf. Tech. 2019, 102, 135–157. [Google Scholar] [CrossRef]
- Liu, Y.; Zhou, J.; Fu, W.; Zhang, B.; Chang, F.H.; Jiang, P.F. The effect of bamboo surface roughness of cutting parameters on the bamboo milling. Bioresources 2020, 15, 8323–8338. [Google Scholar] [CrossRef]
- Kıvak, T. Optimization of surface roughness and flank wear using the Taguchi method in milling of Hadfield steel with PVD and CVD coated inserts. Measurement 2014, 50, 19–28. [Google Scholar] [CrossRef]
- Zhu, Z.L.; Buck, D.; Guo, X.L.; Xiong, X.Q.; Xu, W.; Cao, P.X. Energy Efficiency Optimization for Machining of Wood Plastic Composite. Machines 2022, 10, 104. [Google Scholar] [CrossRef]
- Li, R.R.; He, C.J.; Xu, W.; Wang, X.D. Modeling and optimizing the specific cutting energy of medium density fiberboard during the helical up-milling process. Wood Mater. Sci. Eng. 2022, 1–8. [Google Scholar] [CrossRef]
- Cao, P.X.; Zhu, Z.L.; Guo, X.L.; Wang, X.D.; Fu, C.C.; Zhang, C. Cutting force and cutting quality during tapered milling of glass magnesium board. Appl. Sci. 2019, 9, 2533. [Google Scholar] [CrossRef] [Green Version]
- Li, R.R.; He, C.J.; Xu, W.; Wang, X.D. Prediction of surface roughness of CO2 laser modified poplar wood via response surface methodology. Maderas-Cienc. Tecnol. 2022, 24, 1–12. [Google Scholar] [CrossRef]
- Li, R.R.; Yang, F.; Wang, X.D. Modeling and Predicting the Machined Surface Roughness and Milling Power in Scot’s Pine Helical Milling Process. Machines 2022, 10, 331. [Google Scholar] [CrossRef]
- Li, R.R.; Yao, Q.; Xu, W.; Li, J.; Wang, X. Study of cutting power and power efficiency during straight-tooth cylindrical milling process of particle boards. Materials 2021, 15, 879. [Google Scholar] [CrossRef]
- Yang, Y.; Xu, W.; Liu, X.; Wang, X. Study on permeability of cunninghamia lanceolata based on steam treatment and freeze treatment. Wood Res.-Slovak. 2021, 66, 721–731. [Google Scholar] [CrossRef]
- Valarmathi, T.N.; Palanikumar, K.; Latha, B. Measurement and analysis of thrust force in drilling of particle board (PB) composite panels. Measurement 2013, 46, 1220–1230. [Google Scholar] [CrossRef]
- Bao, X.; Ying, J.; Cheng, F.; Zhang, J.; Luo, B.; Li, L.; Liu, H. Research on neural network model of surface roughness in belt sanding process for Pinus koraiensis. Measurement 2018, 115, 11–18. [Google Scholar] [CrossRef]
- Zhou, C.; Shi, Z.; Kaner, J. Life Cycle Analysis for Reconstituted Decorative Lumber from an Ecological Perspective: A Review. BioResources 2022, 17, 3912–3928. [Google Scholar] [CrossRef]
- Karpat, Y.; Özel, T. Multi-objective optimization for turning processes using neural network modeling and dynamic-neighborhood particle swarm optimization. Int. J. Adv. Manuf. Technol. 2007, 35, 234–247. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density | Moisture Content | Modulus of Elasticity | Modulus of Rupture |
|---|---|---|---|
| 0.72 g/cm3 | 10.5% | 12.11 GPa | 104.24 MPa |
| No. | Tool Geometry | Material Properties | ||||
|---|---|---|---|---|---|---|
| Rake Angle | Wedge Angle | Clearance Angle | Coefficient of Thermal Expansion | Thermal Conductivity | Hardness | |
| 1 | 5° | 72° | 13° | 1.18 × 10−6 K−1 | 560 W·m−1K−1 | 8000 HV |
| 2 | 10° | 72° | 8° | |||
| 3 | 15° | 72° | 3° | |||
| Experimental Factors | Factor Level | Experimental Responses | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| Rake angle (°) γ | 5 | 10 | 15 | Resultant force (N) Surface roughness (μm) |
| Depth of cut (mm) h | 0.2 | 0.4 | 0.6 | |
| Cutting speed (m/s) vc | 30 | 37.5 | 45 | |
| No. | γ (°) | h (mm) | vc (m·s−1) | FR (N) | Ra (μm) |
|---|---|---|---|---|---|
| 1 | 5 | 0.2 | 30 | 52.89 | 11.4 |
| 2 | 10 | 0.2 | 30 | 66.75 | 8.12 |
| 3 | 15 | 0.2 | 30 | 86.17 | 6 |
| 4 | 5 | 0.4 | 30 | 71.06 | 7.4 |
| 5 | 10 | 0.4 | 30 | 75.28 | 10.91 |
| 6 | 15 | 0.4 | 30 | 75.8 | 5.75 |
| 7 | 5 | 0.6 | 30 | 73.88 | 5.94 |
| 8 | 10 | 0.6 | 30 | 73.28 | 7.02 |
| 9 | 15 | 0.6 | 30 | 72.74 | 7.32 |
| 10 | 5 | 0.2 | 37.5 | 49.23 | 5.32 |
| 11 | 10 | 0.2 | 37.5 | 63.61 | 6.72 |
| 12 | 15 | 0.2 | 37.5 | 83.42 | 5.35 |
| 13 | 5 | 0.4 | 37.5 | 70.41 | 7.66 |
| 14 | 10 | 0.4 | 37.5 | 72.74 | 4.95 |
| 15 | 15 | 0.4 | 37.5 | 73.23 | 7.67 |
| 16 | 5 | 0.6 | 37.5 | 73.22 | 4.42 |
| 17 | 10 | 0.6 | 37.5 | 72.44 | 5.56 |
| 18 | 15 | 0.6 | 37.5 | 72.54 | 6.26 |
| 19 | 5 | 0.2 | 45 | 42.4 | 8.93 |
| 20 | 10 | 0.2 | 45 | 55.8 | 6.88 |
| 21 | 15 | 0.2 | 45 | 76.13 | 10.74 |
| 22 | 5 | 0.4 | 45 | 67.48 | 4.35 |
| 23 | 10 | 0.4 | 45 | 69.64 | 6.3 |
| 24 | 15 | 0.4 | 45 | 69.78 | 9.52 |
| 25 | 5 | 0.6 | 45 | 70.3 | 4.26 |
| 26 | 10 | 0.6 | 45 | 69.92 | 5.36 |
| 27 | 15 | 0.6 | 45 | 69.94 | 9.26 |
| Model | R2 | Adjusted R2 | Predicted R2 | Standard Deviation | Coefficient of Variation | Adeq. Precision |
|---|---|---|---|---|---|---|
| Cutting force | 95% | 92% | 0.87 | 2.62 | 3.80 | 23.91 |
| Source | Sum of Squares | % Cont | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Model | 2145.67 | 95.04 | 9 | 248.95 | 36.18 | <0.0001 * |
| γ | 658.60 | 51.01 | 1 | 1202.46 | 174.77 | <0.0001 * |
| h | 286.88 | 31.11 | 1 | 733.32 | 106.58 | <0.0001 * |
| vc | 177.10 | 1.48 | 1 | 34.86 | 5.07 | 0.0379 * |
| γ × h | 890.62 | 2.13 | 1 | 50.18 | 7.29 | 0.0152 * |
| γ × vc | 0.1220 | 3.01 | 1 | 70.86 | 10.30 | 0.0051 * |
| h × vc | 39.39 | 2.23 | 1 | 52.63 | 7.65 | 0.0132 * |
| γ2 | 2.54 | 3.95 | 1 | 93.14 | 13.54 | 0.0019 * |
| h2 | 81.11 | 0.06 | 1 | 1.30 | 0.1886 | 0.6696 |
| vc2 | 9.33 | 0.08 | 1 | 1.83 | 0.2654 | 0.6131 |
| Residual | 201.18 | 4.96 | 17 | 6.88 | \ | \ |
| Total | 2357.54 | 100 | 26 | \ | \ | \ |
| Model | R2 | Adjusted R2 | Predicted R2 | Standard Deviation | Coefficient of Variation | Adeq. Precision |
|---|---|---|---|---|---|---|
| Surface roughness | 94% | 90% | 0.82 | 0.50 | 6.46 | 17.11 |
| Source | Sum of Squares | % Cont | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Model | 61.54 | 93.58 | 9 | 6.84 | 27.55 | <0.0001 * |
| γ | 43.87 | 66.71 | 1 | 43.87 | 176.77 | <0.0001 * |
| h | 11.84 | 18.01 | 1 | 11.84 | 47.72 | <0.0001 * |
| vc | 0.5478 | 0.83 | 1 | 0.5478 | 2.21 | 0.1557 |
| γ × h | 1.31 | 1.99 | 1 | 1.31 | 5.27 | 0.0347 * |
| γ × vc | 0.0008 | 0.001 | 1 | 0.0008 | 0.0034 | 0.9545 |
| h × vc | 0.5461 | 0.83 | 1 | 0.5461 | 2.20 | 0.1563 |
| γ2 | 3.40 | 5.17 | 1 | 3.40 | 13.68 | 0.0018 * |
| h2 | 0.0303 | 0.05 | 1 | 0.0303 | 0.1223 | 0.7309 |
| vc2 | 0.0004 | 0.001 | 1 | 0.0004 | 0.0015 | 0.9699 |
| Residual | 4.22 | 6.42 | 17 | 0.2482 | \ | \ |
| Total | 65.76 | 100 | 26 | \ | \ | \ |
| Tests | γ (°) | h (mm) | vc (m·s−1) | FR (N) | Ra (μm) |
|---|---|---|---|---|---|
| Prediction | 15 | 0.2 | 45 | 42.4 | 4.84 |
| Verification | 15 | 0.2 | 42 | 44.6 | 5.11 |
| Error | / | / | / | 5.2% | 5.6% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, S.; Buck, D.; Tang, Q.; Guan, J.; Wu, Z.; Guo, X.; Zhu, Z.; Wang, X. Cutting Force and Surface Roughness during Straight-Tooth Milling of Walnut Wood. Forests 2022, 13, 2126. https://doi.org/10.3390/f13122126
Jiang S, Buck D, Tang Q, Guan J, Wu Z, Guo X, Zhu Z, Wang X. Cutting Force and Surface Roughness during Straight-Tooth Milling of Walnut Wood. Forests. 2022; 13(12):2126. https://doi.org/10.3390/f13122126
Chicago/Turabian StyleJiang, Shangsong, Dietrich Buck, Qi Tang, Jun Guan, Zhanwen Wu, Xiaolei Guo, Zhaolong Zhu, and Xiaodong Wang. 2022. "Cutting Force and Surface Roughness during Straight-Tooth Milling of Walnut Wood" Forests 13, no. 12: 2126. https://doi.org/10.3390/f13122126