1. Introduction
Engineered wood-based panels (EWBPs) are widely used in mass furniture production and building materials for interior spaces. Increasing consumer demands for ready-to-assemble and flat-pack DIY furniture shape efforts to reduce the weight of furniture components [
1]. Benefits of low-density EWBPs for manufacturers, designers and consumers include easier handling, better strength-to-weight ratio (enhanced designs), lower costs for raw materials and transportation, and better resource efficiency [
2,
3]. The decline of sustainable timber resources and rising demand for wood fibre has raised concerns about supply deficits and disruptions to the global timber trade [
4,
5,
6]. A fast-growing wood energy sector [
3,
7,
8] and increasing awareness of the adverse effects of forest degradation and deforestation [
9,
10] exacerbate competition over declining resources. The challenge to meet future demands motivates the investigation of agricultural and vegetal by-products as alternative sources of lignocellulosic fibre. The stalks of many crop plants are often considered as residual biomass with no purpose after the harvest. However, long bast fibre bundles from the outer part of the stalk (phloem) and even the softer inner tissue (parenchyma, xylem) provide material rich in cellulose and lignin. Including unused biomass in the development of novel composites and lightweight EWBPs is a key component of the circular economy concept and an important strategy towards the sustainable use of finite natural resources [
11]. The apparent resource scarcity is also reflected by the continual increase of wood raw materials costs. Together with adhesives, wood chips now contribute significantly towards the total production costs of EWBPs [
12]. Increasing the use of post-consumer wood and sourcing non-wood raw materials such as hemp to produce EWPBs therefore constitute not only real actions against climate change but might offer manufacturers a viable economic alternative in the future.
Choices for the successful cultivation of large-scale agricultural monocrops are often governed by socio-economic considerations with fewer concerns given to environmental compatibility. Montford and Small [
13] developed a set of criteria for the evaluation of comparative biodiversity-friendliness between two hemp varieties (oilseed and fibre) and major monocrops (e.g., cereal grains, sugar cane, potato, sunflower, cotton, rapeseed, soybean, tobacco). Acknowledging the complexity of such an assessment, they suggested that oilseed and fibre hemp were superior to most monocrops in limiting damage to biodiversity. A study by the European Environment Agency identified hemp as a high-ranking crop measured against environmental indicators such as nutrition depletion, pesticides requirements, soil compaction and agro-biodiversity [
14]. In Australia, changes to the Food Standards Code recently legalised the sale of industrial hemp seeds and oil in food products for human consumption [
15]. According to Gordon and Broderick [
16] this ruling increased the total seed crop area in Australia from less than 400 ha in 2017 to over 2500 ha in 2018. At present, the Australian fibre hemp industry remains small, scattered, and lacks coherent post-harvest and downstream processing infrastructures. However, the explicit focus on the dietary and nutraceutical aspects of hemp, ignores the potential for valorisation of residual biomass from the stalk and pure fibre cultivation. Less than 10% fibre varieties were grown in Victoria in 2021 [
17] and no post-processing of seed stalks was yet reported despite an estimated biomass of 3–5 t/ha [
16]. Despite its current absenteeism, hemp bast fibres remain in high esteem as a highly versatile material. Their broad application in the textile, fabrics and cordage industries prior to synthetics is well documented. Excellent tensile strength and stiffness properties have gained hemp bast fibres more attention recently as an environmentally friendly alternative to petroleum-based equivalents in fibre reinforced composites [
18,
19]. The ligneous inner core (hurd) comprises the largest fraction of the hemp stem with 40 to 60% by mass [
20]. Historically, hemp hurd has been derived as a by-product of the bast fibre industry and applied as animal bedding, spill absorbent, and soil amendment. Hemp hurd has lately become a sought-after constituent in the development of ‘hempcrete’, a sustainable lightweight alternative to cementitious binders and wall renders [
21,
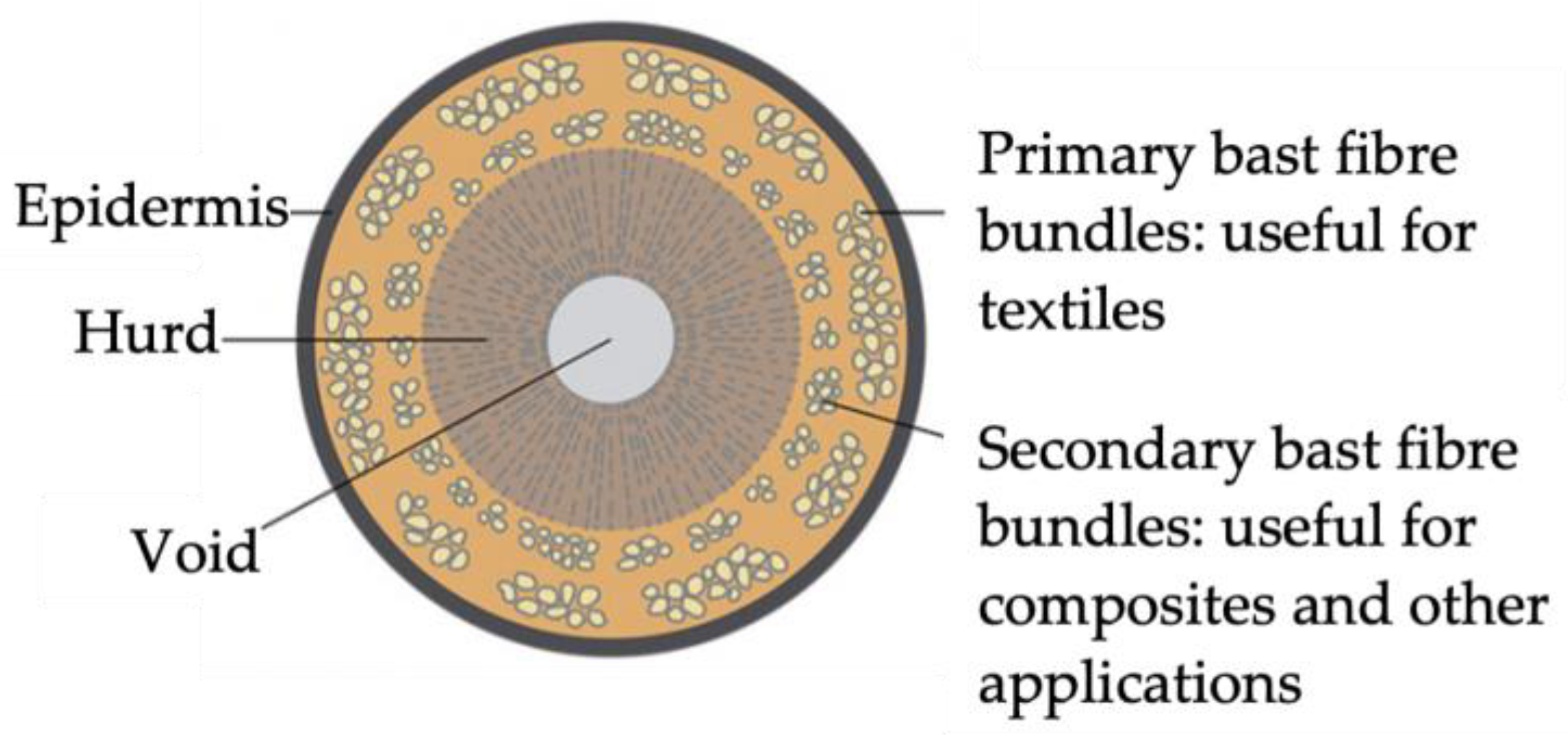
22]. The chemical resemblance to softwood, low relative density, and short fibre length have also encouraged various studies into hemp hurd as a constituent in lightweight composite panels. The essential primary components of a hemp stalk are depicted in
Figure 1.
Flax shive and hemp hurd were characterised and used by Sam-Brew and Smith [
24] to produce 3-layer lightweight particleboard (500–620 kg/m
3) with 2.5 % and 5% polymeric diphenyl methane diisocyanate (pMDI) adhesive, respectively. The authors found lower bulk densities and higher aspect ratios of both materials compared with commercial wood (spruce, fir and pine). Longer and narrower flax and hemp particles resulted in 60% higher modulus of elasticity (MOE) and bending strength (MOR) results. All panels with 2.5% pMDI exceeded the minimum IB requirement of 0.45 MPa for medium density PB stipulated by the American National Standards Institute (ANSI). Using hemp hurd resulted in significantly higher IB results compared to the flax and wood equivalents. The use of 5% pMDI generated the highest IB values in the wood PB. The authors concluded that shorter and finer wood particles created better packing efficiency (particle contact) and consequently greater IB strength. Balducci et al. [
8] examined agricultural plants, i.e., hemp (
Cannabis sativa L.), sunflower (
Helianthus annuus L.), topinambur (
Helianthus tuberosus L.), maize (
Zea mays L.), and miscanthus (
Miscanthus sinensis 'Giganteus') as possible constituents for lightweight PB (400 kg/m
3) intended for the furniture industry. Details of pressing parameters, initial moisture content (MC) of the raw material and particle geometries were not reported. However, the authors referred to the ‘chip-like’ and ‘cubical’ hemp particle geometry and commented on its low-density. Most single-layer PB failed to meet the EN 312 requirements for type P2 PB (0.35 MPa) except for topinambur (0.36 MPa). Schöpper et al. [
7] manufactured 3-layer PB with densities of 450 kg/m
3 and 550 kg/m
3 from hemp particles (hurd and leaves) and 10% UF resin. The boards comprised fine particles in the surface layers (20% of total particle amount) and coarse particles in the core layer (60% of total particle amount). However, the particle sizes were not specified. Integrated woven hemp fabrics increased IB strength and allowed meeting EN requirements for both panel densities. The authors acknowledged the essential contribution of particle configuration and suggested optimising the particle sizing and milling process for improved mechanical properties of hemp PB with reduced density. The effect of homogeneity and particle geometries on the properties of kenaf (
Hibiscus cannabinus L.) and rubberwood (
Hevea brasiliensis Müll.Arg) PB was assessed by Juliana et al. [
25]. Particles were blended with 10% UF resin targeting a density of 700 kg/m
3. A particle geometry analysis was performed on two-particle size categories (0.5–1 mm and 1–2 mm), each with 100 particles to identify aspect ratios and particle shape classes. The authors concluded that the greater density of rubberwood and slender particle shapes led to superior IB results. Low IB results, they suggested, were caused by greater hydrophilicity of kenaf core (uneven resin distribution) and poor resin penetration of kenaf bast particles (waxy cuticle layer). Li et al. [
26] examined the influence of particle size categories and adhesive type on the properties of PB from rice straw (
Oryza sativa L.). Panels targeting 700 kg/m
3 were prepared from different particle sizes (sieve openings of 1.59, 3.18, 6.35, 12.70, 19.05 and 25.40 mm) with UF and pMDI adhesive, respectively. The authors observed significantly higher results in pMDI PB and an IB increase with decreasing particles size previously observed by Pizzi [
27]. They suggested that unsplit rice particles found in smaller particle sizes categories enhanced inter-particle bonding (lack of inorganic substances). Conversely, PB manufactured from the smallest particle size group produced lower IB results. The authors contributed the smaller particles’ greater specific surface to weaker bonding as less resin per unit area was available. They concluded further that pMDI was more successful in the wetting and penetration of the hydrophobic straw particle surfaces compared to water based UF resin. Kawai and Sasaki [
28] compared PB (100–900 kg/m
3) with uniform particle dimensions from timber species with various densities (200–700 kg/m
3) at different compression ratios (
CR; board density divided by raw material density). IB of mixed species PB they concluded, was essentially governed by the tensile strength of the low-density species once sufficient adhesive strength was achieved. They recommended a minimum
CR of 0.7 to 0.8 as the lower practical limit for PB manufacture. In low-density PB (400 kg/m
3) from controlled particle geometries of Lauan (
Shorea spp.) they observed greater IB values with increasing particle thickness and decreasing particle length and width. Assuming that adhesive content per unit area increases significantly with greater particle thickness, they confirmed a proportional relationship between IB strength and particle thickness. The comparison of isocyanate resin content on Lauan PB (400 kg/m
3 and 600 kg/m
3) showed greater IB strength for all PB with greater adhesive content. However, the effect was greater in the high-density variants, confirming the authors suggestion that more adhesive needed to be supported by sufficient contact area between particles to significantly increase IB strength.
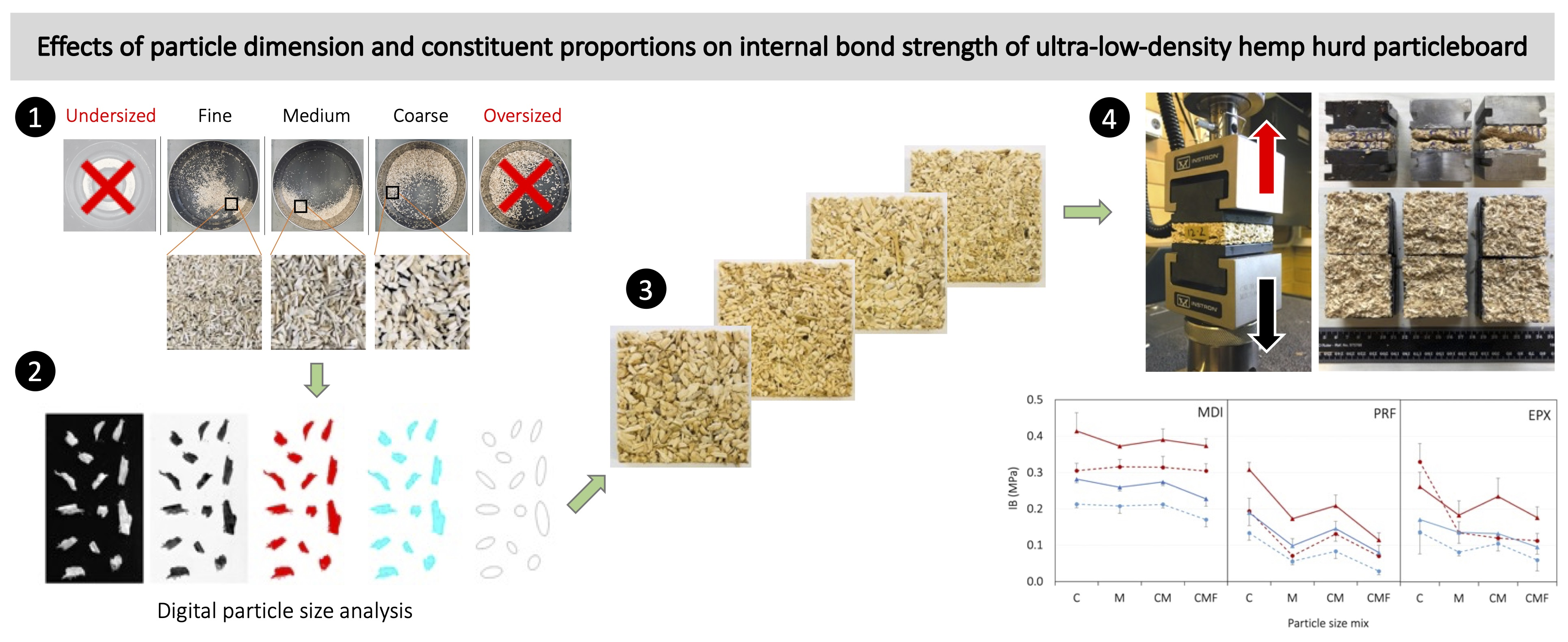
The literature cited illustrates the complex interactions of processing variables and their effects across various bio-aggregate composite panels. Compression ratio and particle dimension are critical for sufficient particle contact and glue utilisation and, consequently, the formation of effective bonds. Most research on granulometry has either been conducted using wood-based materials, small sample sizes, or neglected altogether. The impact of granulometry of agricultural by-products such as hemp hurd for composite panels is therefore not comprehensively investigated. Such data would be essential in properly evaluating and optimising the performance of agri-fibres for composite panels as the resource can be drastically different from wood. The characterisation of panel constituents and processing variables is therefore a fundamental step in assessing the potential of low-density hemp hurd particleboard (ULHPB) as, e.g., core layers in lightweight composite panels for ready-to-assemble furniture and cabinetry, furnishing components (e.g., particle core doors) and non-load bearing decorative or acoustic wall and ceiling panels. This study investigated the effects of particle dimension and constituent proportions on the IB performance of single layer ULHPB manufactured with Australian hemp hurd. The results provided a first understanding of permissible adhesive ratios, favourable particle size combinations and compression ratios related to performance characteristics.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








