
Management of Forest Residues as a Raw Material for the Production of Particleboards

 ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
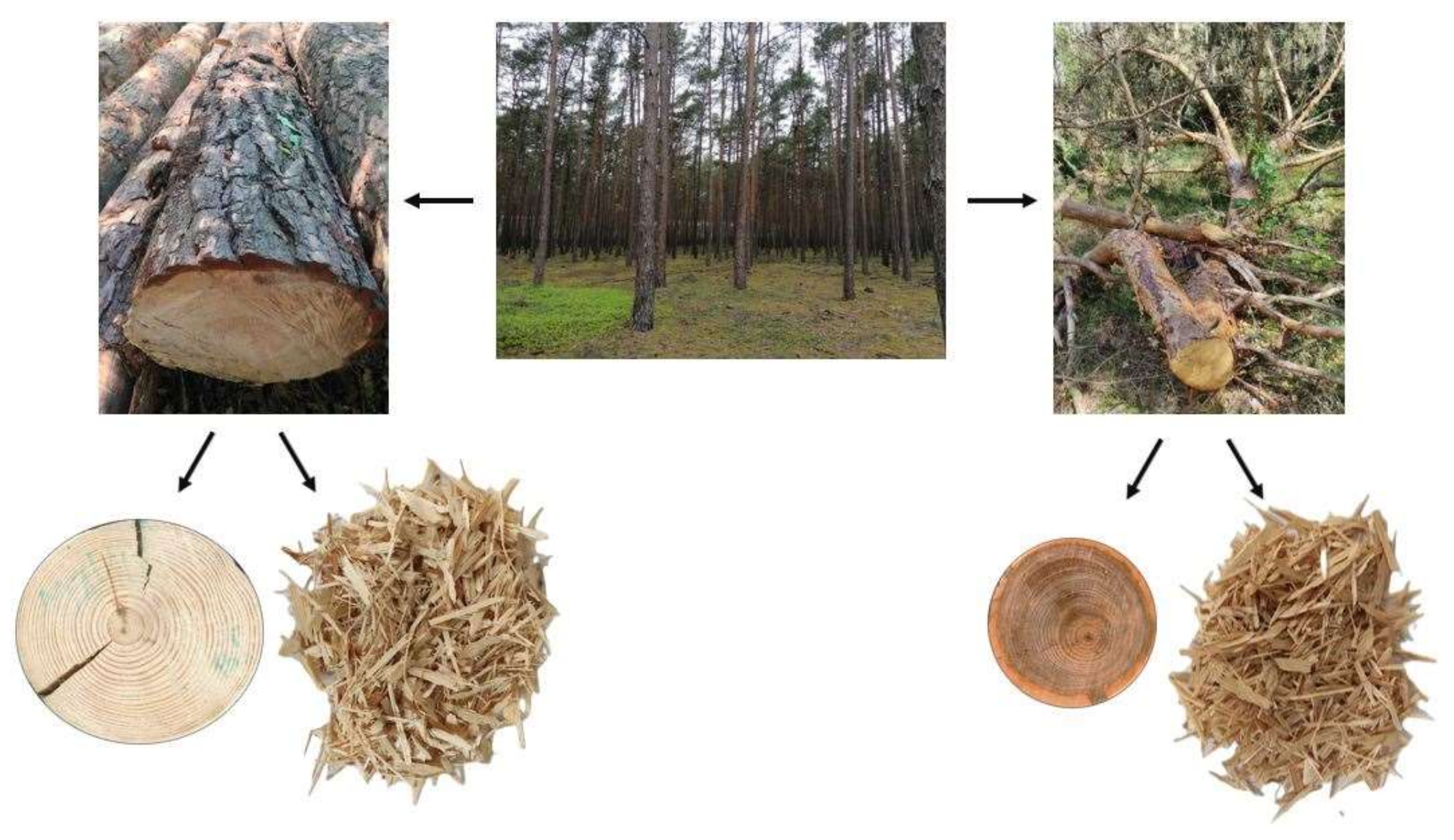
2.1. Raw Wood Material
2.2. Adhesives
2.3. Particleboard Production
2.4. Statistical Analysis
3. Results
3.1. Characteristics of Raw Material
3.2. Properties of Particleboards Depending on Raw Wood Material
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- FAO Global Forest Resources Assessment 2020 (FRA 2020); Food and Agricultural Organization of the United Nations: Rome, Italy, 2020.
- FAO Global Forest Resources Assessment 2000 (FRA 2000); Food and Agricultural Organization of the United Nations: Rome, Italy, 2000.
- Stampfer, K.; Kanzian, C. Current State and Development Possibilities of Wood Chip Supply Chains in Austria. Croat. J. For. Eng. J. Theory Appl. For. Eng. 2006, 27, 135–145. [Google Scholar]
- Eker, M. Assessment of Procurement Systems for Unutilized Logging Residues for Brutian Pine Forest of Turkey. Afr. J. Biotechnol. 2011, 10, 2455–2468. [Google Scholar]
- Moskalik, T.; Gendek, A. Production of Chips from Logging Residues and Their Quality for Energy: A Review of European Literature. Forests 2019, 10, 262. [Google Scholar] [CrossRef] [Green Version]
- Gendek, A.; Wezyk, P.; Moskalik, T. Share and Accuracy of Estimation of Logging Residues in the Total Volume of Harvested Timber. Sylwan 2018, 162, 679–687. [Google Scholar]
- Giuntoli, J.; Caserini, S.; Marelli, L.; Baxter, D.; Agostini, A. Domestic Heating from Forest Logging Residues: Environmental Risks and Benefits. J. Clean. Prod. 2015, 99, 206–216. [Google Scholar] [CrossRef]
- Nurek, T.; Gendek, A.; Roman, K. Forest Residues as a Renewable Source of Energy: Elemental Composition and Physical Properties. Bioresources 2019, 14, 6–20. [Google Scholar] [CrossRef]
- Janeiro, L.; Patel, M.K. Choosing Sustainable Technologies. Implications of the Underlying Sustainability Paradigm in the Decision-Making Process. J. Clean. Prod. 2015, 105, 438–446. [Google Scholar] [CrossRef]
- Płotkowski, L. Forest Biomass Balance, Current Status and Medium- and Long-Term Projection. In Biomass for Electric Power and Heating. Opportunities and Problems; Wieś jutra: Warszawa, Poland, 2007. [Google Scholar]
- Gornowicz, R.; Gałązka, S.; Kuźmiński, R.; Kwaśna, H.; Łabędzki, A.; Łakomy, P.; Pilarek, Z.; Polowy, K.; Sierota, Z. Forest Biomass as a Source of Bioenergy and an Important Component of the Forest Ecosystem. In Challenges and Opportunities of 21st Century Forestry; Sierota, Z., Ed.; Instytut Badawczy Leśnictwa: Sękocin Stary, Poland, 2015; pp. 61–67. [Google Scholar]
- Gałęzia, T. Economic Methods for the Utilisation of Logging Residues. For. Res. Pap. 2016, 77, 50–55. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.; Hou, Y.; Liu, W.; Yang, M.; Yan, Y.; Peng, C.; Yu, Z. Global Estimation of the Climate Change Impact of Logging Residue Utilization for Biofuels. For. Ecol. Manag. 2020, 462, 118000. [Google Scholar] [CrossRef]
- Kanzian, C.; Holzleitner, F.; Stampfer, K.; Ashton, S. Regional Energy Wood Logistics-Optimizing Local Fuel Supply. Silva Fenn. 2009, 43, 113–128. [Google Scholar] [CrossRef] [Green Version]
- Roman, K.; Roman, M.; Wojcieszak-Zbierska, M.; Roman, M. Obtaining Forest Biomass for Energy Purposes as an Enterprise Development Factor in Rural Areas. Appl. Sci. 2021, 11, 5753. [Google Scholar] [CrossRef]
- Walker, J.F.C. Wood Panels: Particleboards and Fiberboards. In Primary Wood Processing Principle and Practices; Chapman & Hall: London, UK, 1993. [Google Scholar]
- Sahin, H.T.; Arslan, M.B. Weathering Performance of Particleboards Manufactured from Blends of Forest Residues with Red Pine (Pinus brutia) Wood. Maderas Cienc. Y Tecnol. 2011, 13, 337–346. [Google Scholar] [CrossRef]
- Lee, S.H.; Lum, W.C.; Geng, B.J.; Kristak, L.; Antov, P.; Rogoziński, T.; Pędzik, M.; Taghiyari, H.R.; Lubis, M.A.R.; Fatriasari, W.; et al. Particleboard from Agricultural Biomass and Recycled Wood Waste: A Review. J. Mater. Res. Technol. 2022, 20, 4630–4658. [Google Scholar] [CrossRef]
- Pędzik, M.; Janiszewska, D.; Rogoziński, T. Alternative Lignocellulosic Raw Materials in Particleboard Production: A Review. Ind. Crops Prod. 2021, 174. [Google Scholar] [CrossRef]
- Iždinský, J.; Vidholdová, Z.; Reinprecht, L. Particleboards from Recycled Wood. Forests 2020, 11, 1166. [Google Scholar] [CrossRef]
- Iždinský, J.; Reinprecht, L.; Vidholdová, Z. Particleboards from Recycled Pallets. Forests 2021, 12, 1597. [Google Scholar] [CrossRef]
- Simal Alves, L.; da Silva, S.A.M.; dos Anjos Azambuja, M.; Varanda, L.D.; Christofóro, A.L.; Lahr, F.A.R. Particleboard Produced with Sawmill Waste of Different Wood Species. Adv. Mat. Res. 2014, 884–885, 689–693. [Google Scholar] [CrossRef]
- Yano, B.B.R.; Silva, S.A.M.; Almeida, D.H.; Aquino, V.B.M.; Christoforo, A.L.; Rodrigues, E.F.C.; Carvalho Junior, A.N.; Silva, A.P.; Lahr, F.A.R. Use of Sugarcane Bagasse and Industrial Timber Residue in Particleboard Production. Bioresources 2020, 15, 4753–4762. [Google Scholar] [CrossRef]
- Gößwald, J.; Barbu, M.C.; Petutschnigg, A.; Krišťák, Ľ.; Tudor, E.M. Oversized Planer Shavings for the Core Layer of Lightweight Particleboard. Polymers 2021, 13, 1125. [Google Scholar] [CrossRef]
- Sandak, A.; Sandak, J.; Janiszewska, D.; Hiziroglu, S.; Petrillo, M.; Grossi, P. Prototype of the Near-Infrared Spectroscopy Expert System for Particleboard Identification. J. Spectrosc. 2018, 1–11. [Google Scholar] [CrossRef]
- Tudor, E.M.; Dettendorfer, A.; Kain, G.; Barbu, M.C.; Réh, R.; Krišťák, Ľ. Sound-Absorption Coefficient of Bark-Based Insulation Panels. Polymers 2020, 12, 1012. [Google Scholar] [CrossRef] [PubMed]
- Tudor, E.M.; Scheriau, C.; Barbu, M.C.; Réh, R.; Krišťák, Ľ.; Schnabel, T. Enhanced Resistance to Fire of the Bark-Based Panels Bonded with Clay. Appl. Sci. 2020, 10, 5594. [Google Scholar] [CrossRef]
- Janiszewska, D.; Żurek, G.; Martyniak, D.; Bałęczny, W. Lignocellulosic Biomass of C3 and C4 Perennial Grasses as a Valuable Feedstock for Particleboard Manufacture. Materials 2022, 15, 6384. [Google Scholar] [CrossRef] [PubMed]
- Hýsková, P.; Hýsek, Š.; Schönfelder, O.; Šedivka, P.; Lexa, M.; Jarský, V. Utilization of Agricultural Rests: Straw-Based Composite Panels Made from Enzymatic Modified Wheat and Rapeseed Straw. Ind. Crops Prod. 2020, 144, 112067. [Google Scholar] [CrossRef]
- Kariuki, S.W.; Wachira, J.; Kawira, M.; Murithi, G. Crop Residues Used as Lignocellulose Materials for Particleboards Formulation. Heliyon 2020, 6, e05025. [Google Scholar] [CrossRef]
- Gűler, C.; Ibrahim Sahin, H.; Yeniay, S. The Potential for Using Corn Stalks as a Raw Material for Production Particleboard with Industrial Wood Chips. Wood Res. 2016, 61, 299–306. [Google Scholar]
- Kucuktuvek, M.; Kasal, A.; Kuskun, T.; Ziya Erdil, Y. Utilizing Poppy Husk-Based Particleboards as an Alternative Material in Case Furniture Construction. Bioresources 2017, 12, 839–852. [Google Scholar]
- Borysiuk, P.; Auriga, R.; Bujak, M. Sunflower Hulls as Raw Material for Particleboard Production. Biul. Inf. OB-RPPD 2020, 1–2, 32–44. [Google Scholar]
- Auriga, R.; Borysiuk, P.; Misiura, Z. Evaluation of the Physical and Mechanical Properties of Particle Boards Manufactured Containing Plum Pruning Waste. Biul. Inf. OB-RPPD 2021, 1–2, 5–11. [Google Scholar]
- Pędzik, M.; Auriga, R.; Kristak, L.; Antov, P.; Rogoziński, T. Physical and Mechanical Properties of Particleboard Produced with Addition of Walnut (Juglans regia L.) Wood Residues. Materials 2022, 15, 1280. [Google Scholar] [CrossRef]
- Dukarska, D.; Pędzik, M.; Rogozińska, W.; Rogoziński, T.; Czarnecki, R. Characteristics of Straw Particles of Selected Grain Species Purposed for the Production of Lignocellulose Particleboards. Part. Sci. Technol. 2021, 39, 213–222. [Google Scholar] [CrossRef]
- Hafezi, S.M.; Enayati, A.; Hosseini, K.D.; Tarmian, A.; Mirshokraii, S.A. Use of Amino Silane Coupling Agent to Improve Physical and Mechanical Properties of UF-Bonded Wheat Straw (Triticum aestivum L.) Poplar Wood Particleboard. J. For. Res. 2016, 27, 427–431. [Google Scholar] [CrossRef]
- Iwakiri, S.; Trianoski, R.; Chies, D.; Tavares, E.L.; França, M.C.; Lau, P.C.; Iwakiri, V.T. Use of Residues of Forestry Exploration of Pinus taeda for Particleboard. Rev. Árvore 2017, 41, e410304. [Google Scholar] [CrossRef]
- Wronka, A.; Kowaluk, G. Upcycling Different Particle Sizes and Contents of Pine Branches into Particleboard. Polymers 2022, 14, 4559. [Google Scholar] [CrossRef] [PubMed]
- Rahman, K.; Shaikh, A.A.; Rahman, M.; Alam, N.; Alam, R. The Potential for Using Stem and Branch of Bhadi (Lannea coromandelica) as a Lignocellulosic Raw Material for Particleboard. Int. Res. J. Biol. Sci. 2013, 2, 8–12. [Google Scholar]
- Maraghi, M.M.R.; Tabei, A.; Madanipoor, M. Effect of Board Density, Resin Percentage and Pressing Temperature on Particleboard Properties Made from Mixing Poplar Wood Slab, Citrus Branches and Twigs of Beech. Wood Res. J. 2018, 63, 669–682. [Google Scholar]
- Nemli, G.; Hiziroglu, S.; Usta, M.; Serin, Z.; Ozdemir, T.; Kalaycioglu, H. Effect of Residue Type and Tannin Content on Properties of Particleboard Manufactured from Black Locust. For. Prod. J. 2004, 54, 36–40. [Google Scholar]
- Braghiroli, F.L.; Passarini, L. Valorization of Biomass Residues from Forest Operations and Wood Manufacturing Presents a Wide Range of Sustainable and Innovative Possibilities. Curr. For. Rep. 2020, 6, 172–183. [Google Scholar] [CrossRef]
- Pérez-Harguindeguy, N.; Díaz, S.; Garnier, E.; Lavorel, S.; Poorter, H.; Jaureguiberry, P.; Bret-Harte, M.S.; Cornwell, W.K.; Craine, J.M.; Gurvich, D.E.; et al. New Handbook for Standardised Measurement of Plant Functional Traits Worldwide. Aust. J. Bot. 2013, 61, 167. [Google Scholar] [CrossRef]
- EN 312; Particleboards–Specifications. European Commission for Standardization: Brussels, Belgium, 2010.
- EN 310; Wood-Based Panels–Determination of Modulus of Elasticity in Bending and of Bending Strength. European Commission for Standardization: Brussels, Belgium, 1993.
- EN 717-1; Wood-Based Panels–Determination of Formaldehyde Release–Part 1: Formaldehyde Emission by the Chamber Method. European Commission for Standardization: Brussels, Belgium, 2006.
- EN 319; Particleboards and Fibreboards–Determination of Tensile Strength Perpendicular to the Plane of the Board. European Commission for Standardization: Brussels, Belgium, 1999.
- EN 323; Wood-Based Panels–Determination of Density. European Committee for Standardization. European Commission for Standardization: Brussels, Belgium, 1993.
- Tomczak, K.; Tomczak, A.; Jelonek, T. Effect of Natural Drying Methods on Moisture Content and Mass Change of Scots Pine Roundwood. Forests 2020, 11, 668. [Google Scholar] [CrossRef]
- Tomczak, A.; Jakubowski, M.; Jelonek, T.; Wąsik, R.; Grzywiński, W. Mass and Density of Pine Pulpwood Harvested in Selected Stands from the Forest Experimental Station in Murowana Goślina. Acta Sci. Pol. Silvarum Colendarum Ratio Ind. Lignaria 2016, 15, 105–112. [Google Scholar] [CrossRef] [Green Version]
- Dadzie, P.K.; Amoah, M.; Ebanyenle, E.; Frimpong-Mensah, K. Characterization of Density and Selected Anatomical Features of Stemwood and Branchwood of E. cylindricum, E. angolense and K. ivorensis from Natural Forests in Ghana. Eur. J. Wood Wood Prod. 2018, 76, 655–667. [Google Scholar] [CrossRef]
- Shirai, T.; Yamamoto, H.; Yoshida, M.; Inatsugu, M.; Ko, C.; Fukushima, K.; Matsushita, Y.; Yagami, S.; Lahjie, A.M.; Sawada, M.; et al. Eccentric Growth and Growth Stress in Inclined Stems of Gnetum Gnemon. IAWA J. 2015, 36, 365–377. [Google Scholar] [CrossRef]
- Jourez, B.; Riboux, A.; Leclercq, A. Comparison of Basic Density and Longitudinal Shrinkage in Tension Wood and Opposite Wood in Young Stems of Populus euramericana Cv. Ghoy When Subjected to a Gravitational Stimulus. Can. J. For. Res. 2001, 31, 1676–1683. [Google Scholar] [CrossRef]
- Dadzie, P.K.; Amoah, M. Density, Some Anatomical Properties and Natural Durability of Stem and Branch Wood of Two Tropical Hardwood Species for Ground Applications. Eur. J. Wood Wood Prod. 2015, 73, 759–773. [Google Scholar] [CrossRef]
- Dadzie, P.K.; Amoah, M.; Frimpong-Mensah, K.; Oheneba-Kwarteng, F. Some Physical, Mechanical and Anatomical Characteristics of Stemwood and Branchwood of Two Hardwood Species Used for Structural Applications. Mater. Struct. 2016, 49, 4947–4958. [Google Scholar] [CrossRef]
- Moreira, L.d.S.; Andrade, F.W.C.; Balboni, B.M.; Moutinho, V.H.P. Wood from Forest Residues: Technological Properties and Potential Uses of Branches of Three Species from Brazilian Amazon. Sustainability 2022, 14, 11176. [Google Scholar] [CrossRef]
- Dibdiakova, J.; Vadla, K. Basic Density and Moisture Content of Coniferous Branches and Wood in Northern Norway. EPJ Web. Conf. 2012, 33, 02005. [Google Scholar] [CrossRef] [Green Version]
- Gryc, V.; Horacek, P.; Slezingerova, J.; Vavrcik, H. Basic Density of Spruce Wood, Wood with Bark, and Bark of Branches in Locations in the Czech Republic. Wood Res. 2011, 56, 23–32. [Google Scholar]
- Alamsyah, E.M.; Sutrisno; Sumardi, I.; Darwis, A.; Suhaya, Y.; Hidayat, Y. The Possible Use of Surian Tree (Toona sinensis Roem) Branches as an Alternative Raw Material in the Production of Composite Boards. J. Wood Sci. 2020, 66, 25. [Google Scholar] [CrossRef] [Green Version]
- Jahan-Latibari, A.; Roohnia, M. Potential of Utilization of the Residues from Poplar Plantation for Particleboard Production in Iran. J. For. Res. 2010, 21, 503–508. [Google Scholar] [CrossRef]
- Kowaluk, G.; Szymanowski, K.; Kozlowski, P.; Kukula, W.; Sala, C.; Robles, E.; Czarniak, P. Functional Assessment of Particleboards Made of Apple and Plum Orchard Pruning. Waste Biomass Valorization 2020, 11, 2877–2886. [Google Scholar] [CrossRef] [Green Version]
- Statistics Poland Statistical Yearbook of Forestry in Poland; Statistics Poland: Warsaw, Poland, 2021.
- Zajączkowski, S. Forecasts of Timber Harvest in Poland in the 20-Year Perspective and the Possibility of Using Them to Estimate Timber Resources for Energy Purposes. In Forest Biomass for Energy Purposes; Gołos, P., Kaliszewski, A., Eds.; Instytut Badawczy Leśnictwa: Śękocin Stary, Poland, 2013; pp. 21–32. [Google Scholar]
- Zarządzenie Dyrektora Generalnego Lasów Państwowych Nr 57, z Dnia 22 Września 2021 r., Ws. Zasad Sprzedaży Drewna w Państwowym Gospodarstwie Leśnym Lasy Państwowe Na Lata 2022–2023. (Ordinance of the Director General of the State Forests Rules for the Sale of Wood in the State Forests for 2022–2023.). Available online: https://drewno.zilp.lasy.gov.pl/drewno/file.2021-09-24.2553304359 (accessed on 1 September 2022).
- Pędzik, M.; Kwidziński, Z.; Rogoziński, T. Particles from Residue Wood-Based Materials from Door Production as an Alternative Raw Material for Production of Particleboard. Drv. Ind. 2022, 73, 351–357. [Google Scholar] [CrossRef]
- Kibet, T.; Tuigong, D.R.; Maube, O.; Mwasiagi, J.I. Mechanical Properties of Particleboard Made from Leather Shavings and Waste Papers. Cogent Eng. 2022, 9, 2076350. [Google Scholar] [CrossRef]
- Oliveira, R.C.d.; Bispo, R.A.; Trevisan, M.F.; Gilio, C.G.; Rodrigues, F.R.; Silva, S.A.M.d. Influence of Leather Fiber on Modulus of Elasticity in Bending Test and of Bend Strength of Particleboards. Mater. Res. 2021, 24, e20210287. [Google Scholar] [CrossRef]
- Bekhta, P.; Lyutyy, P.; Hiziroglu, S.; Ortynska, G. Properties of Composite Panels Made from Tetra-Pak and Polyethylene Waste Material. J. Polym. Environ. 2016, 24, 159–165. [Google Scholar] [CrossRef]
- Auriga, R.; Borysiuk, P.; Auriga, A. An Attempt to Use „Tetra Pak” Waste Material in Particleboard Technology. Ann. WULS For. Wood Technol. 2021, 114, 70–75. [Google Scholar] [CrossRef]
- Oriire, L.T.; Aina, K.S.; Olajide, O.B.; Aguda, L.O.; Adiji, A.O. Evaluation of Durability Performance of Rice Husk-Cement Bonded Particleboards. J. Agric. For. Soc. Sci. 2022, 18, 50–58. [Google Scholar] [CrossRef]
- Nazerian, M.; Nanaii, H.A.; Gargarii, R.M. Silica (SiO2) Content on Mechanical Properties of Cement-Bonded Particleboard Manufactured from Lignocellulosic Materials. Drv. Ind. 2018, 69, 317–328. [Google Scholar] [CrossRef]
- Başboğa, İ.H. Particleboard Manufacturing with Low Formaldehyde Content for Indoor Applications. Wood Mater. Sci. Eng. 2022, 1–7. [Google Scholar] [CrossRef]
- Nitu, I.P.; Rahman, S.; Islam, M.d.N.; Ashaduzzaman, M.d.; Shams, M.d.I. Preparation and Properties of Jute Stick Particleboard Using Citric Acid–Glycerol Mixture as a Natural Binder. J. Wood Sci. 2022, 68, 30. [Google Scholar] [CrossRef]
- Başboğa, İ.H.; Taşdemir, Ç.; Yüce, Ö.; Mengeloğlu, F. Utilization of Different Size Waste Melamine Impregnated Paper as an Adhesive in the Manufacturing of Particleboard. Int. J. Adhes. Adhes. 2022, 103275, in press. [Google Scholar] [CrossRef]
- Raydan, N.D.V.; Leroyer, L.; Charrier, B.; Robles, E. Recent Advances on the Development of Protein-Based Adhesives for Wood Composite Materials—A Review. Molecules 2021, 26, 7617. [Google Scholar] [CrossRef] [PubMed]
- Oktay, S.; Kızılcan, N.; Bengü, B. Environment-Friendly Cornstarch and Tannin-Based Wood Adhesives for Interior Particleboard Production as an Alternative to Formaldehyde-Based Wood Adhesives. Pigment Resin Technol. 2022; ahead of print. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Properties | Value |
|---|---|
| Dry mass | 67.5% |
| Relative density | 1.27 g/cm3 |
| pH | 8.4 |
| Dynamic viscosity | 326 mPa s |
| Gel time | 95 s |
| Raw Wood Material | Mean | Sd. Dev. | Minimum | Maximum | Median | U-W Test |
|---|---|---|---|---|---|---|
| Tree stem | 982.26 | 6.69 | 976.21 | 989.44 | 981.13 | Ns * |
| Tree branches | 993.20 | 40.18 | 938.75 | 1051.27 | 995.52 |
| Raw Wood Material | Mean | Sd. Dev. | Minimum | Maximum | Median | U-W Test |
|---|---|---|---|---|---|---|
| Tree stem | 555.07 | 14.02 | 545.95 | 571.22 | 548.05 | 0.03 |
| Tree branches | 395.41 | 35.54 | 340.40 | 436.53 | 393.88 |
| Raw Wood Material | MOR | MOE | IB | TS | WA |
|---|---|---|---|---|---|
| [N/mm2] | [%] | ||||
| Tree stem | 14.6 ± 1.9 | 2960 ± 190 | 0.46 ± 0.08 | 31.2 ± 1.49 | 78.4 ± 3 |
| Tree branches | 16.5 ± 0.9 | 2640 ± 120 | 0.72 ± 0.04 | 37.6 ± 2.07 | 97.7 ± 1 |
| U-W test result | Ns * | 0.0031 | 0.0009 | 0.0006 | 0.0008 |
| Raw Wood Material | Perforator Value [mg/100 g Oven Dry Board] | Formaldehyde Emission [ppm] |
|---|---|---|
| Tree stem | 1.2 | 0.025 |
| Tree branches | 1.5 | 0.021 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pędzik, M.; Tomczak, K.; Janiszewska-Latterini, D.; Tomczak, A.; Rogoziński, T. Management of Forest Residues as a Raw Material for the Production of Particleboards. Forests 2022, 13, 1933. https://doi.org/10.3390/f13111933
Pędzik M, Tomczak K, Janiszewska-Latterini D, Tomczak A, Rogoziński T. Management of Forest Residues as a Raw Material for the Production of Particleboards. Forests. 2022; 13(11):1933. https://doi.org/10.3390/f13111933
Chicago/Turabian StylePędzik, Marta, Karol Tomczak, Dominika Janiszewska-Latterini, Arkadiusz Tomczak, and Tomasz Rogoziński. 2022. "Management of Forest Residues as a Raw Material for the Production of Particleboards" Forests 13, no. 11: 1933. https://doi.org/10.3390/f13111933