Preparation of Wood-Based Panel Composites with Poplar Veneer as the Surface Layer Modified by In-Situ Polymerization of Active Monomers

 and
and 
Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Experimental Materials
2.2. Experimental Methods
2.2.1. Sample Preparation Methods
2.2.2. Characterization and Property Evaluation of the Composites
- (1)
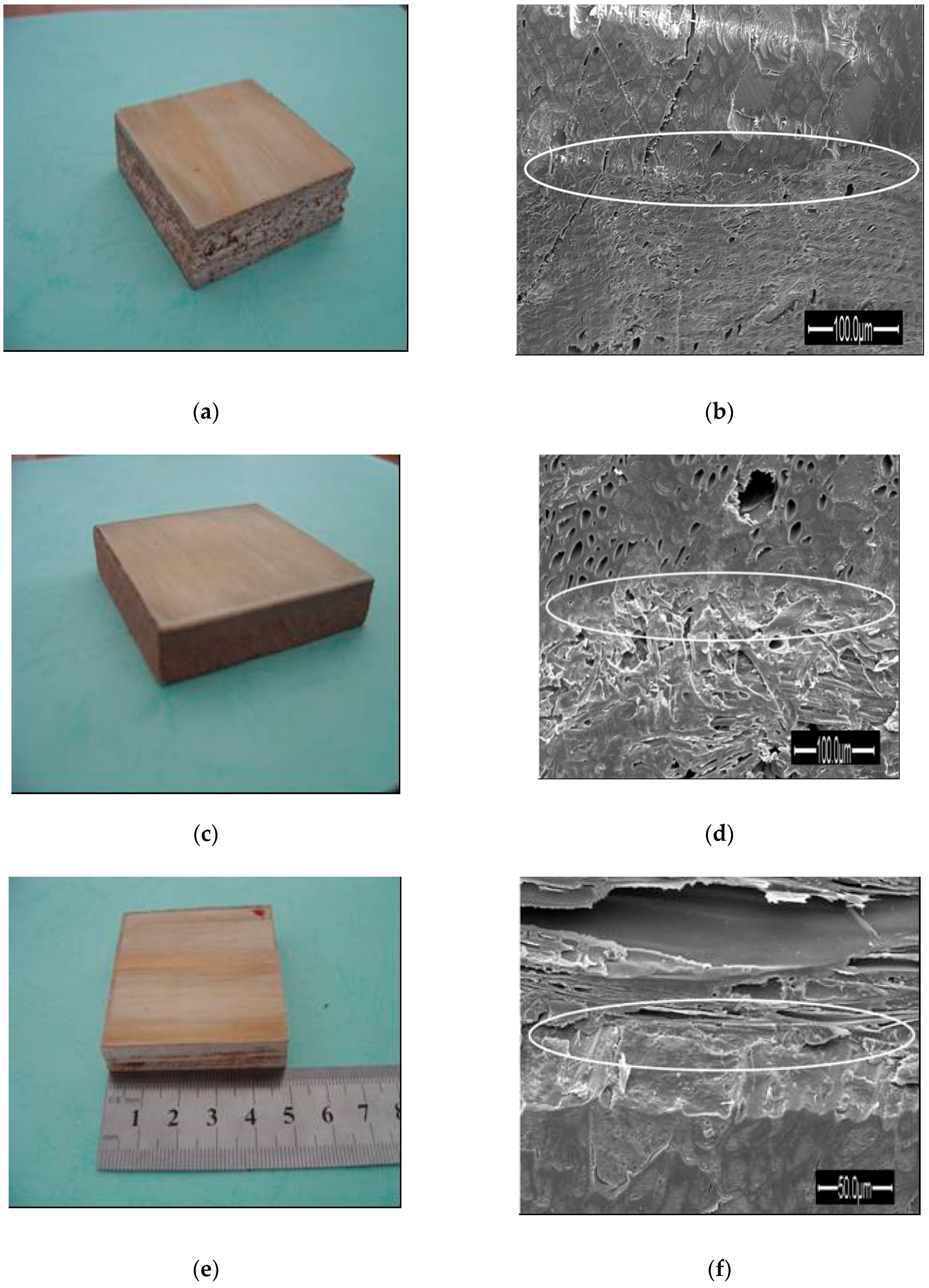
- SEM characterization: Slice samples with a size of 0.3 cm × 0.6 cm × 0.3 cm (R × T × L) were cut from the profile side of the composites using a blade, and then fixed onto the loading platform with adhesive tape, sprayed by vacuum-gold-sputtering instrument; and the bonding interface between the veneer and the panel were further observed by the scanning electron microscope (ESEM, QUANTA2000, FEI Inc., Hillsboro, OR, USA), under conditions of high vacuum mode, a working voltage of 12.5 kV, and a beam spot of 5.0.
- (2)
- The bonding strength of the composites was evaluated according to the standard of “Surface Decorated Wood-Based Panels” (GB/T 15104-2006). The surfaces of the samples, with a profile size of 50 mm × 50 mm, were glued by thermoplastic adhesive onto two steel plates, and the bonding strength between the veneer and the wood-based panel was measured by the universal testing machine (AG-10TA, Shimadzu Corporation, Japan). Three parallel tests were conducted to evaluate the bonding strength.
- (3)
- The hardness, abrasion resistance, modulus of rupture (MOR), and modulus of elasticity (MOE) were determined by the standard of “Test Methods of Evaluating the Properties of Wood-based Panels and Surface Decorated Wood-Based Panels” (GB/T 17657-2013). The samples for hardness evaluation were cut into a size of 50 mm × 50 mm × 20 mm (R × T × L). The samples for abrasion resistance evaluation were cut into a size of 100 mm × 100 mm × 20 mm (R × T × L). The samples for MOR and MOE evaluation were cut into a size of 20 mm × 20 mm × 300 mm (R × T × L). Three parallel tests were conducted to evaluate each of the above property.
3. Experimental Results and Discussion
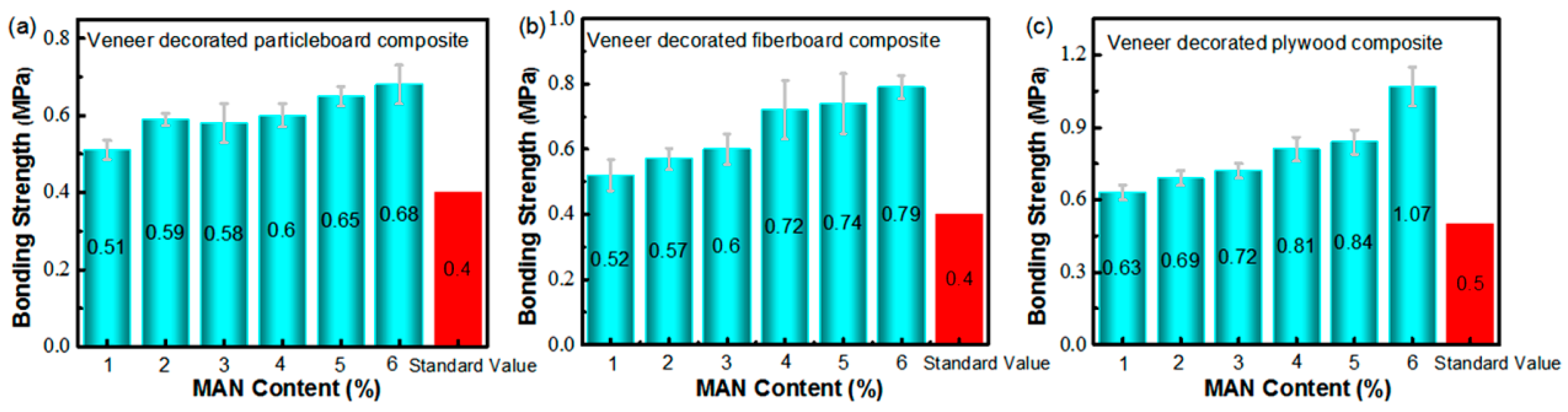
3.1. Optimization of the Active Monomer System Based on the Bonding Strength
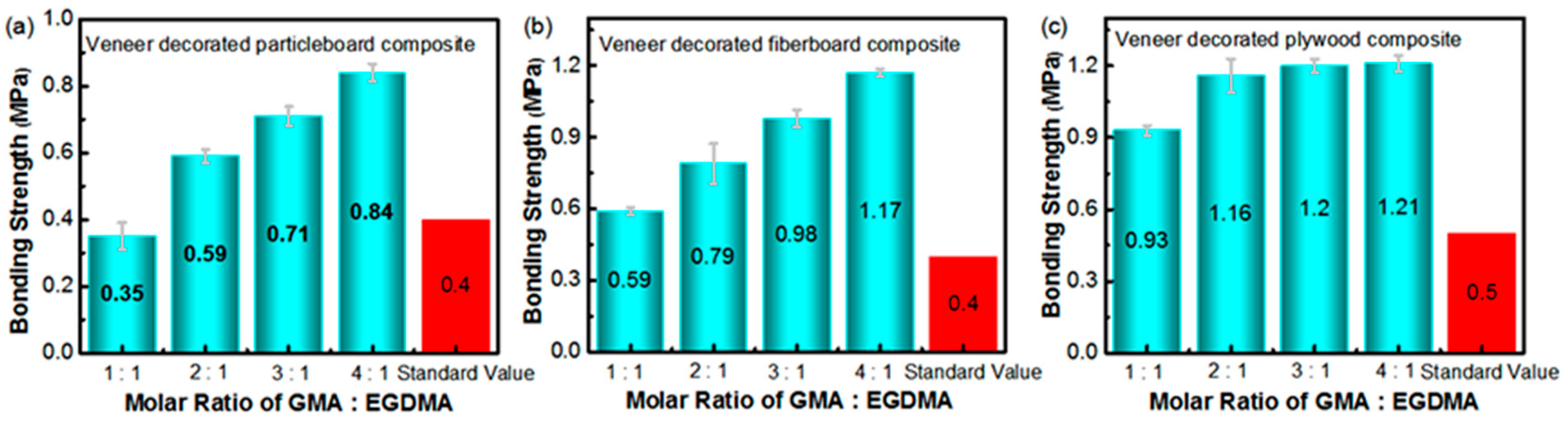
3.1.1. Optimization of the Monomers Ratio of GMA and EGDMA
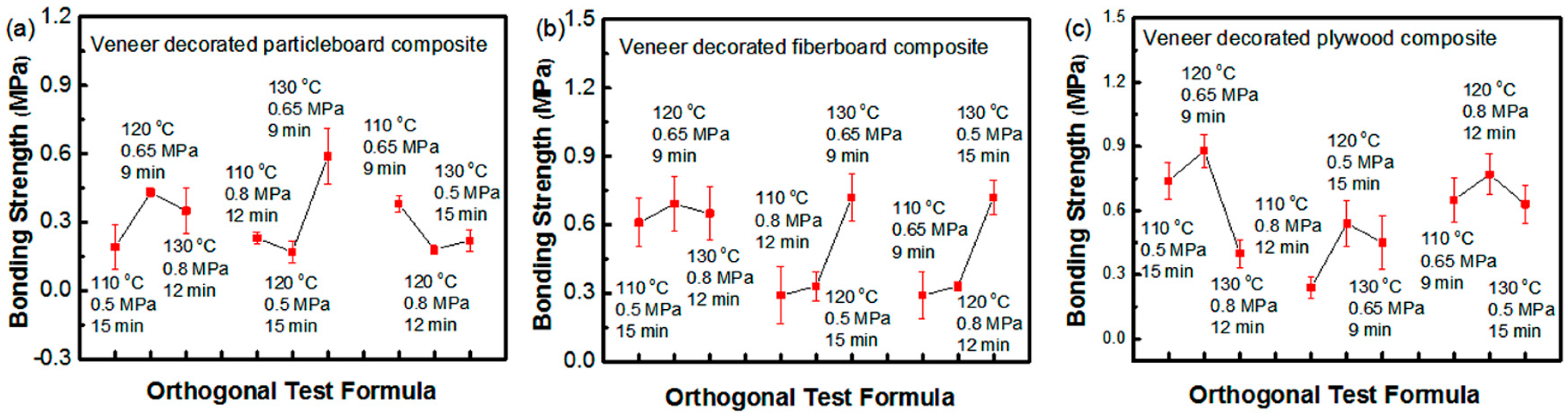
3.1.2. Optimization of the Hot Pressing Conditions of the Three Kinds of Composites
3.2. Properties Evaluation and SEM Characterization of the Optimized Composites
3.2.1. Properties Evaluation of the Optimized Composites
3.2.2. SEM Characterization of the Optimized Composites
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Michael, H.; Ramage, H.B.; Marta, B.; George, F.; Oren, S. The wood from the trees: The use of timber in construction. Renew. Sustain. Energy Rev. 2017, 68, 333–359. [Google Scholar]
- Zang, D.K. Cerasus laoshanensis (Rosaceae), a new species from Shandong, China. Ann. Bot. Fenn. 2017, 54, 135–137. [Google Scholar] [CrossRef]
- Liu, J.W.; Zhang, R.H.; Zhang, G.C.; Guo, J.; Dong, Z. Effects of soil drought on photosynthetic traits and antioxidant enzyme activities in Hippophae rhamnoides seedlings. J. For. Res. 2017, 28, 255–263. [Google Scholar] [CrossRef]
- Mao, A.; Xu, W.; Xi, E.; Li, Q.; Wan, H. Evaluation of phenol-formaldehyde resins modified and blended with pyrolysis bio-oil for plywood. For. Prod. J. 2018, 68, 113–119. [Google Scholar]
- Li, Q.; Li, M.; Chen, C.; Cao, G.M.; Mao, A.; Wan, H. Adhesives from polymeric methylene diphenyl diisocyanate resin and recycled polyols for plywood. For. Prod. J. 2017, 67, 275–282. [Google Scholar] [CrossRef]
- Tian, N.N.; Lu, F.D.; Joshi, O.; Poudyal, N. Segmenting landowners of Shandong, China based on their attitudes towards forest certification. Forests 2018, 9, 361. [Google Scholar] [CrossRef] [Green Version]
- Fang, H.C.; Dong, Y.H.; Yue, X.X.; Hu, J.F.; Jiang, S.H.; Xu, H.F.; Wang, Y.C.; Su, M.Y.; Zhang, J.; Zhang, Z.Y.; et al. The B-box zinc finger protein MdBBX20 integrates anthocyanin accumulation in response to ultraviolet radiation and low temperature. Plant Cell Environ. 2019, 42, 2090–2104. [Google Scholar] [CrossRef]
- Zhu, W.R.; Sang, Y.L.; Zhu, Q.L.; Duan, B.L.; Wang, Y.P. Morphology and longevity of different-order fine roots in poplar (Populus x euramericana) plantations with contrasting forest productivities. Can. J. For. Res. 2018, 48, 611–620. [Google Scholar] [CrossRef]
- Zhang, X.P.; Zhao, L.Y.; Xu, Z.D.; Yu, X.Y. Transcriptome sequencing of Paeonia suffruticosa “Shima Nishiki” to identify differentially expressed genes mediating double-color formation. Plant Physiol. Biochem. 2018, 123, 114–124. [Google Scholar] [CrossRef]
- Gai, Y.P.; Li, Y.Q.; Guo, F.Y.; Yuan, C.Z.; Mo, Y.Y.; Zhang, H.L.; Wang, H.; Ji, X.L. Analysis of phytoplasma-responsive sRNAs provide insight into the pathogenic mechanisms of mulberry yellow dwarf disease. Sci. Rep. 2014, 4, 5378. [Google Scholar] [CrossRef] [Green Version]
- Fang, L.J.; Qin, R.L.; Liu, Z.; Liu, C.R.; Gai, Y.P.; Ji, X.L. Expression and functional analysis of a PR-1 Gene, MuPR1, involved in disease resistance response in mulberry (Morus multicaulis). J. Plant Interact. 2019, 14, 376–385. [Google Scholar] [CrossRef] [Green Version]
- Oner, U.; Nami, K.S.; Zeki, C.; Rachel, A.A.; Frederick, G. Decay and termite resistance, water absorption and swelling of thermally compressed wood panels. Int. Biodeterior. Biodegrad. 2009, 63, 548–552. [Google Scholar]
- Przemysław, M.; Miłosz, W.; Adam, W.; Edward, R.; Waldemar, M. Hardness of Densified Wood in Relation to Changed Chemical Composition. Forests 2020, 11, 506. [Google Scholar] [CrossRef]
- Chiniforush, A.A.; Akbarnezhad, A.; Valipour, H.; Malekmohammadi, S. Moisture and temperature induced swelling/shrinkage of softwood and hardwood glulam and LVL: An experimental study. Constr. Build. Mater. 2019, 207, 70–83. [Google Scholar] [CrossRef]
- Mao, A.; Shi, S.Q.; Steele, P. Flakeboard bonded with polymeric diphenylmethane diisocyanate/bio-oil adhesive systems. For. Prod. J. 2011, 61, 240–245. [Google Scholar] [CrossRef]
- Liu, J.G.; Han, X.; Yang, T.; Cui, W.H.; Wu, A.M.; Fu, C.X.; Wang, B.C.; Liu, L.J. Genome-wide transcriptional adaptation to salt stress in Populus. BMC Plant Biol. 2019, 19, 367. [Google Scholar] [CrossRef]
- Liu, X.M.; Zhu, H.; Wang, L.; Bi, S.S.; Zhang, Z.H.; Meng, S.Y.; Zhang, Y.; Wang, H.T.; Song, C.D.; Ma, F.Y. The effects of magnetic treatment on nitrogen absorption and distribution in seedlings of Populus x euramericana “Neva” under NaCl stress. Sci. Rep. 2019, 9, 10025. [Google Scholar] [CrossRef]
- Mao, P.L.; Guo, L.M.; Gao, Y.X.; Qi, L.; Cao, B.H. Effects of seed size and sand burial on germination and early growth of seedlings for coastal Pinus thunbergii Parl. in the northern Shandong peninsula, China. Forests 2019, 10, 281. [Google Scholar] [CrossRef] [Green Version]
- Mao, A.; Shi, S.Q. Dynamic mechanical properties of polymeric diphenylmethane diisocyanate/bio-oil adhesive system. For. Prod. J. 2012, 62, 201–206. [Google Scholar] [CrossRef]
- Xu, Y.Q.; Wang, H.; Qin, R.L.; Fang, L.J.; Liu, Z.; Yuan, S.S.; Gai, Y.P.; Ji, X.L. Characterization of NPR1 and NPR4 genes from mulberry (Morus multicaulis) and their roles in development and stress resistance. Physiol. Plant. 2019, 167, 302–316. [Google Scholar] [CrossRef]
- Guo, J.; Wang, F.; Zhang, X.S. Knockdown expression of the B-type cyclin gene Orysa; CycB1; 1 leads to triploid rice. J. Plant Biol. 2014, 57, 43–47. [Google Scholar] [CrossRef]
- Gai, Y.P.; Han, X.J.; Li, Y.Q.; Yuan, C.Z.; Mo, Y.Y.; Guo, F.Y.; Liu, Q.X.; Ji, X.L. Metabolomic analysis reveals the potential metabolites and pathogenesis involved in mulberry yellow dwarf disease. Plant Cell Environ. 2014, 37, 1474–1490. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.Y.; Dong, Y.F.; Xu, T.; Wang, Y.P.; Wang, H.T.; Duan, B.L. Root order-dependent seasonal dynamics in the carbon and nitrogen chemistry of poplar fine roots. New For. 2017, 48, 587–607. [Google Scholar] [CrossRef]
- Zhai, W.Y.; Zhao, Y.Z.; Lian, X.R.; Yang, M.M.; Lu, F.D. Management planning of fast-growing plantations based on a bi-level programming model. For. Policy Econ. 2014, 38, 173–177. [Google Scholar] [CrossRef]
- Wu, J.R.; Yin, K.; Li, M.; Wu, Z.P.; Xiao, S.; Wang, H.; Duan, J.A.; He, J. Under-oil self-driven and directional transport of water on a femtosecond laser-processed superhydrophilic geometry-gradient structure. Nanoscale 2020, 12, 4077–4084. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, X.; Qi, W.; Xie, H.; Yin, K.; Tong, Y.; He, J.; Gong, S.; Li, Z. Ultrafast fabrication of Cu oxide micro/nano-structures via laser ablation to promote oxygen evolution reaction. Chem. Eng. J. 2020, 383, 123086. [Google Scholar] [CrossRef]
- Ding, W.D.; Koubaa, A.; Chaala, A. Dimensional stability of methyl methacrylate hardened hybrid poplar wood. BioResources 2012, 7, 504–520. [Google Scholar]
- Yap, M.G.S.; Chia, L.H.L.; Teoh, S.H. Wood-polymer composites from tropical hardwoods I. WPC properties. J. Wood Chem. Technol. 1990, 10, 1–19. [Google Scholar] [CrossRef]
- Li, Y.F.; Wu, Q.L.; Li, J.; Liu, Y.X.; Wang, X.M.; Liu, Z.B. Improvement of dimensional stability of wood via combination treatment: Swelling with maleic anhydride and grafting with glycidyl methacrylate and methyl methacrylate. Holzforschung 2012, 66, 59–66. [Google Scholar] [CrossRef]
- Li, Y.F.; Liu, Y.X.; Wang, X.M.; Wu, Q.L.; Yu, H.P.; Li, J. Wood-polymer composites prepared by the in-situ polymerization of monomers within wood. J. Appl. Polym. Sci. 2011, 119, 3207–3216. [Google Scholar] [CrossRef]
- He, M.M.; Xu, D.D.; Li, C.G.; Ma, Y.Z.; Dai, X.H.; Pan, X.Y.; Fan, J.L.; He, Z.X.; Gui, S.H.; Dong, X.Y.; et al. Cell wall bulking by maleic anhydride for wood durability improvement. Forests 2020, 11, 367. [Google Scholar] [CrossRef] [Green Version]
- Dong, X.Y.; Zhuo, X.; Wei, J.; Zhang, G.; Li, Y.F. Wood-based nanocomposite derived by in-situ formation of organic-inorganic hybrid polymer within wood via a sol-gel method. ACS Appl. Mater. Inter. 2017, 9, 9070–9078. [Google Scholar] [CrossRef] [PubMed]
- Rozman, H.D.; Kumar, R.N.; Abdul Khalil, H.P.S.; Abusamah, A.; Lim, P.P.; Ismail, H. Preparation and properties of oil palm frond composite based on mechacrylic silane and glycidyl methacrylate. Eur. Polym. J. 1997, 33, 225–230. [Google Scholar] [CrossRef]
- Rozman, H.D.; Kumar, R.N.; Aldul Khalil, H.P.S.; Abusamah, A.; Abu, R. Fiber activation with glycidyl methacrylate and subsequent copolymerization with diallyl phthalate. Eur. Polym. J. 1997, 33, 1213–1218. [Google Scholar] [CrossRef]
- Li, R.K.; Ma, Y.M.; Dong, Y.X.; Zhao, Z.J.; You, C.Q.; Huang, S.L.; Li, X.; Wang, F.; Zhang, Y. Novel paclitaxel-loaded nanoparticles based on human H chain ferritin for tumor-targeted delivery. ACS Biomater. Sci. Eng. 2019, 5, 6645–6654. [Google Scholar] [CrossRef]
- Zhang, Y.; Dong, Y.X.; Li, X.; Wang, F. Proanthocyanidin encapsulated in ferritin enhances its cellular absorption and antioxidant activity. J. Agric. Food Chem. 2019, 67, 11498–11507. [Google Scholar] [CrossRef]
- Zhang, Y.; Dong, Y.X.; Zhou, J.H.; Hu, Y.A.; Li, X.; Wang, F. Peptide-mediated immobilization on magnetoferritin for enzyme recycling. Nanomaterials 2019, 9, 1558. [Google Scholar] [CrossRef] [Green Version]
- Qian, Y.H.; Dong, F.H.; Guo, L.Z.; Guo, J.W.; Shaghaleh, H.; Wang, Y.Q.; Xu, X.; Wang, S.F.; Liu, S.W. Preparation and properties of room temperature vulcanized silicone rubber using triethoxy(2-(4-methylcyclohex-3-en-1-yl)propyl)silane as a novel cross-linking agent. Polym. Degrad. Stabil. 2020, 173, 109068. [Google Scholar] [CrossRef]
- Guo, L.Z.; Yang, X.X.; Dong, F.H.; Qian, Y.H.; Guo, J.W.; Lin, X.Y.; Shaghaleh, H.; Liu, W.Q.; Xu, X.; Wang, S.F.; et al. A pinene-based silane crosslinker for improved mechanical strength/transparency of room-temperature vulcanizing silicone rubber. Mater. Chem. Phys. 2020, 247, 122868. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wood-Based Panels Properties | Particleboard Composite | Fiberboard Composite | Plywood Composite | |||
|---|---|---|---|---|---|---|
| Unmodified Veneer | Modified Veneer | Unmodified Veneer | Modified Veneer | Unmodified Veneer | Modified Veneer | |
| Hardness (N) | 833 | 1125 | 833 | 1185 | 833 | 1262 |
| Abrasion Resistance (mm) | 1.25 | 0.89 | 1.25 | 0.98 | 1.25 | 0.91 |
| Bonding Strength (MPa) | — | 0.73 (Standard Value ≥ 0.4) | — | 0.81 (Standard Value ≥ 0.4) | — | 1.09 (Standard Value ≥ 0.5) |
| Modulus of Rupture (MPa) | 11.51 | 13.52 | 14 | 16.76 | — | — |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, X.; Xu, D.; Sun, Y.; Geng, Y.; Fan, J.; Dai, X.; He, Z.; Dong, X.; Dong, Y.; Li, Y. Preparation of Wood-Based Panel Composites with Poplar Veneer as the Surface Layer Modified by In-Situ Polymerization of Active Monomers. Forests 2020, 11, 893. https://doi.org/10.3390/f11080893
Yu X, Xu D, Sun Y, Geng Y, Fan J, Dai X, He Z, Dong X, Dong Y, Li Y. Preparation of Wood-Based Panel Composites with Poplar Veneer as the Surface Layer Modified by In-Situ Polymerization of Active Monomers. Forests. 2020; 11(8):893. https://doi.org/10.3390/f11080893
Chicago/Turabian StyleYu, Xiaoyan, Dandan Xu, Yan Sun, Yuran Geng, Jilong Fan, Xiaohan Dai, Zaixin He, Xiaoying Dong, Yufeng Dong, and Yongfeng Li. 2020. "Preparation of Wood-Based Panel Composites with Poplar Veneer as the Surface Layer Modified by In-Situ Polymerization of Active Monomers" Forests 11, no. 8: 893. https://doi.org/10.3390/f11080893