Impact of Number of Operators and Distance to Branch Piles on Woodchipper Operation


Abstract
:1. Introduction
2. Materials and Methods
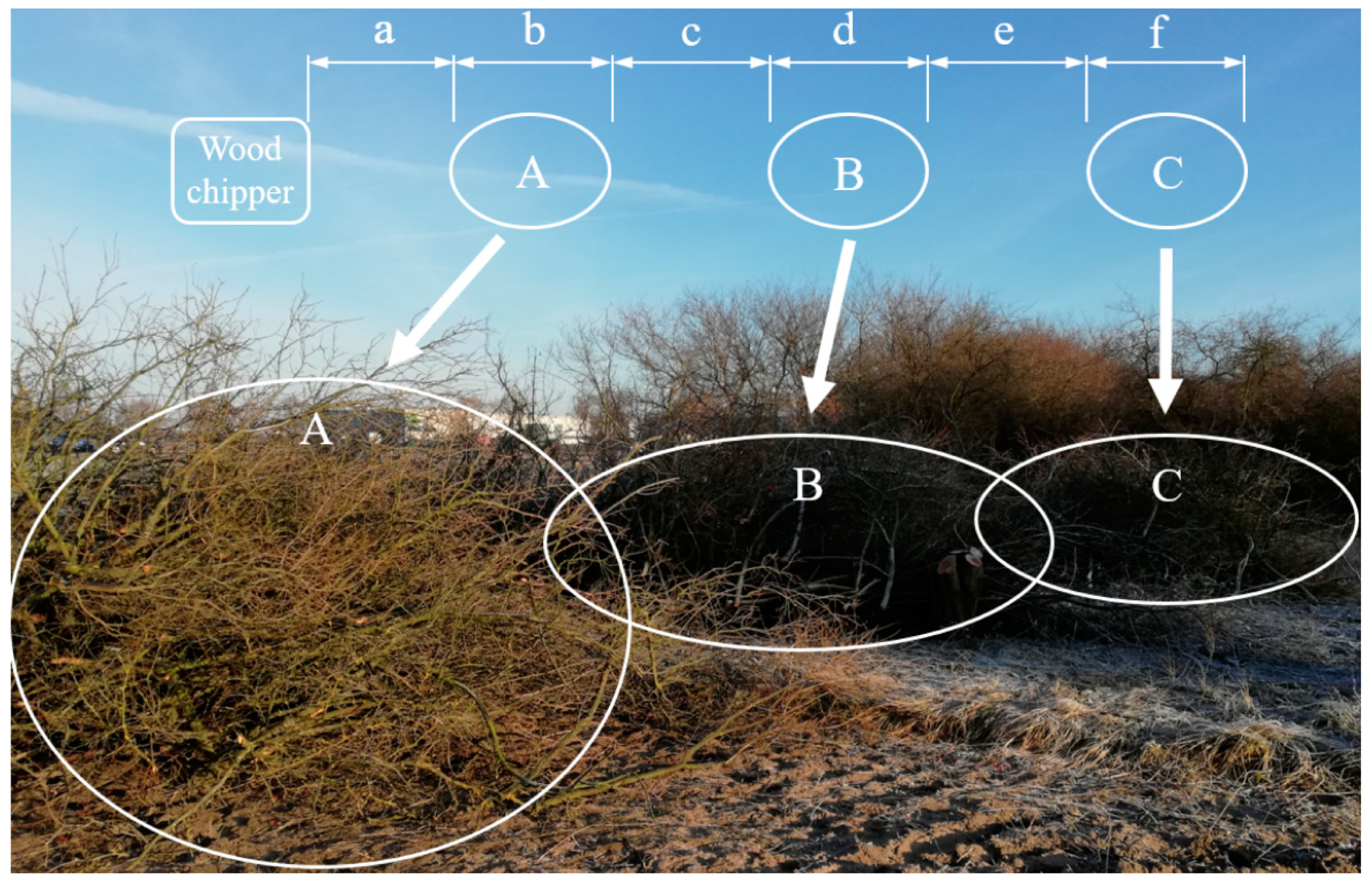
2.1. Raw Material and Subject of Testing
2.2. Operating Conditions of Chipper
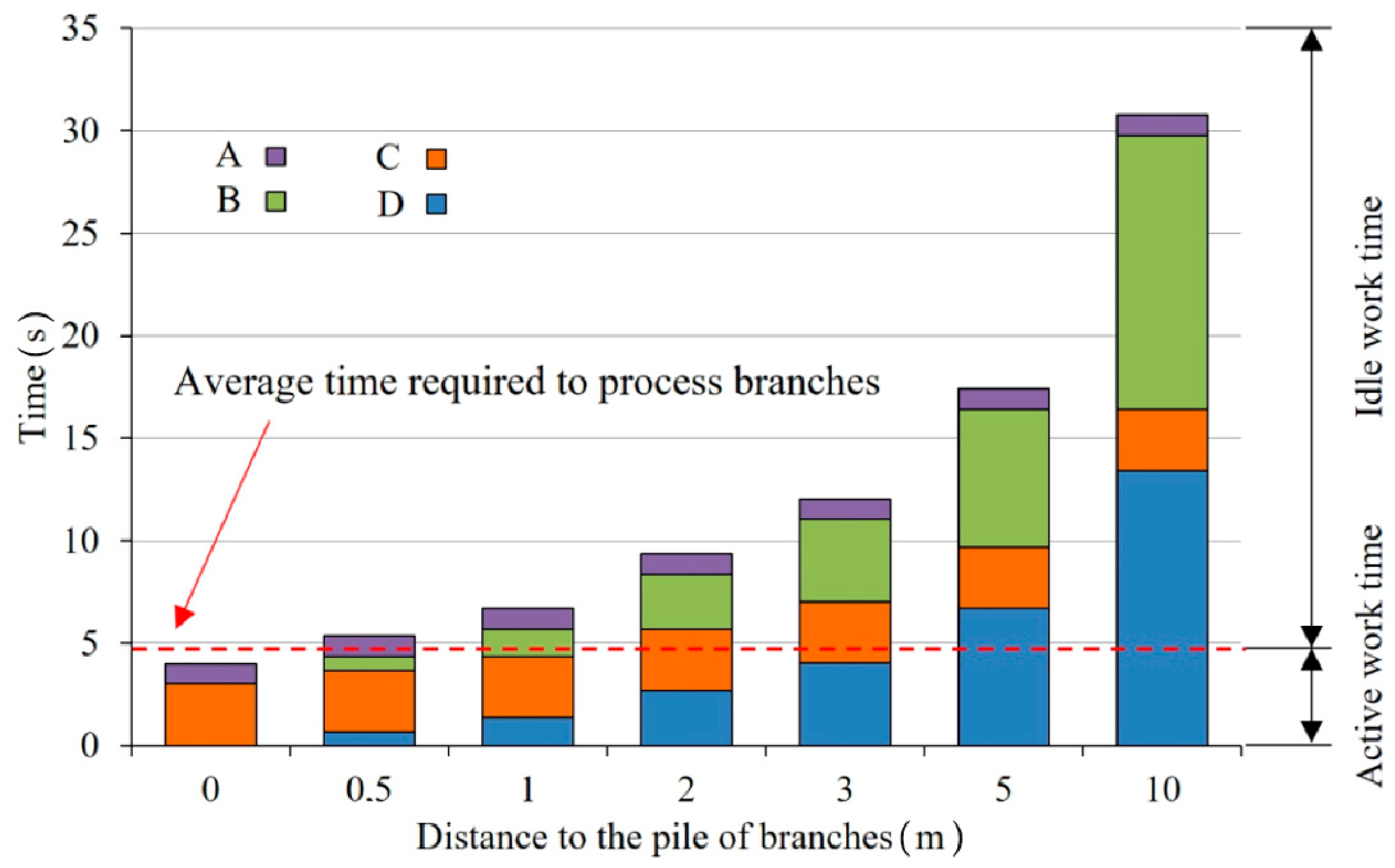
2.3. Productivity of Chipper Operation
3. Results
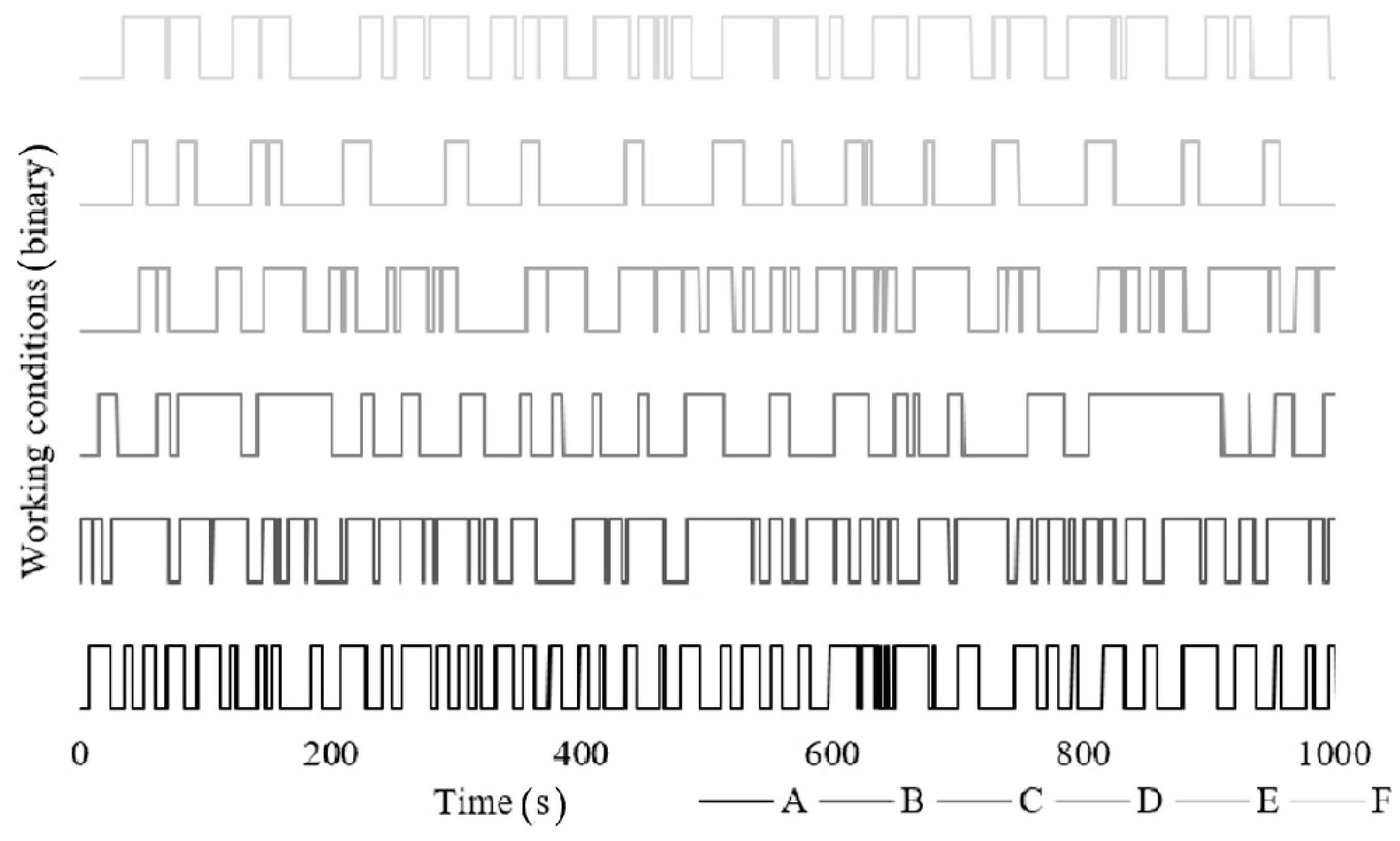
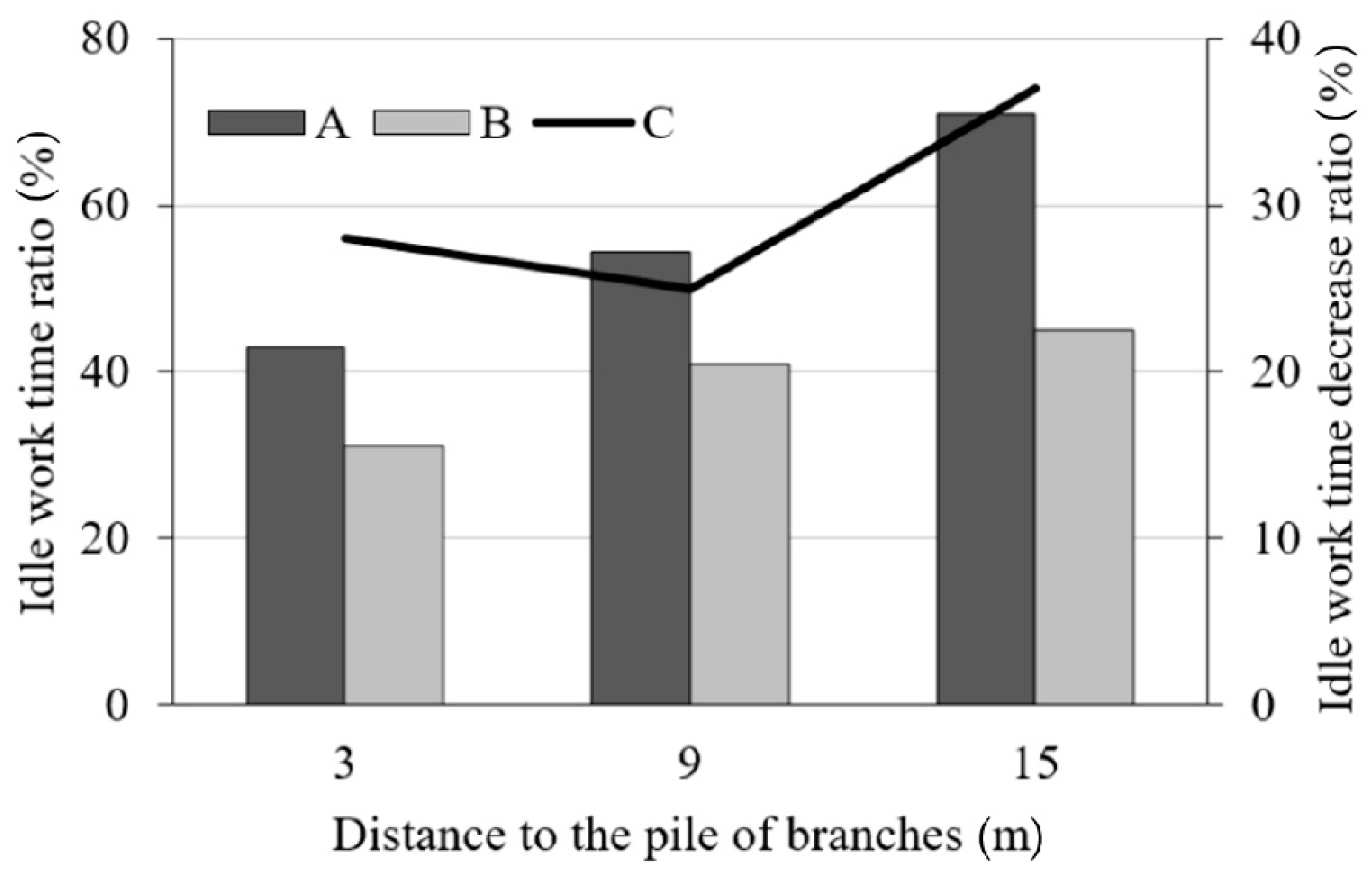
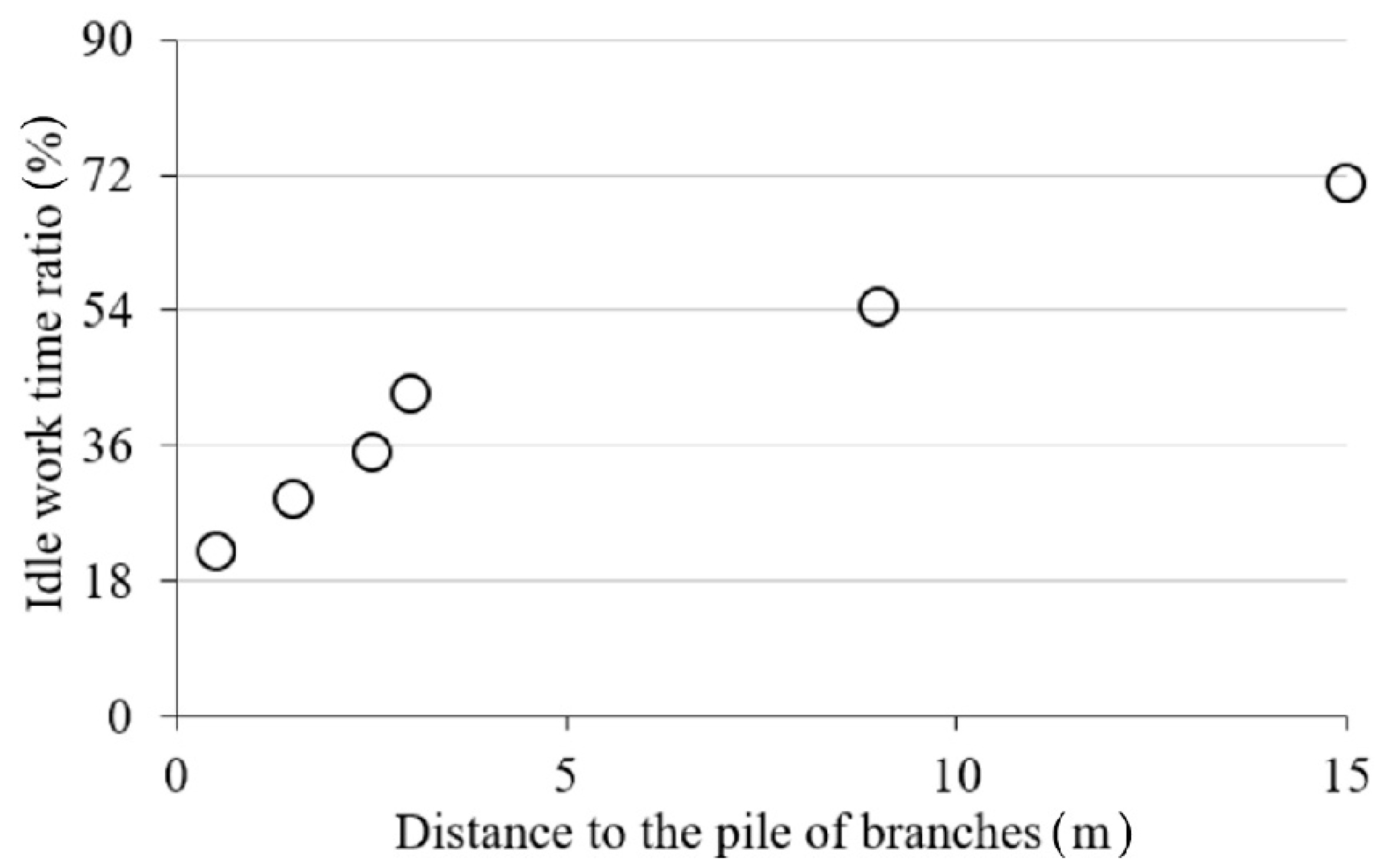
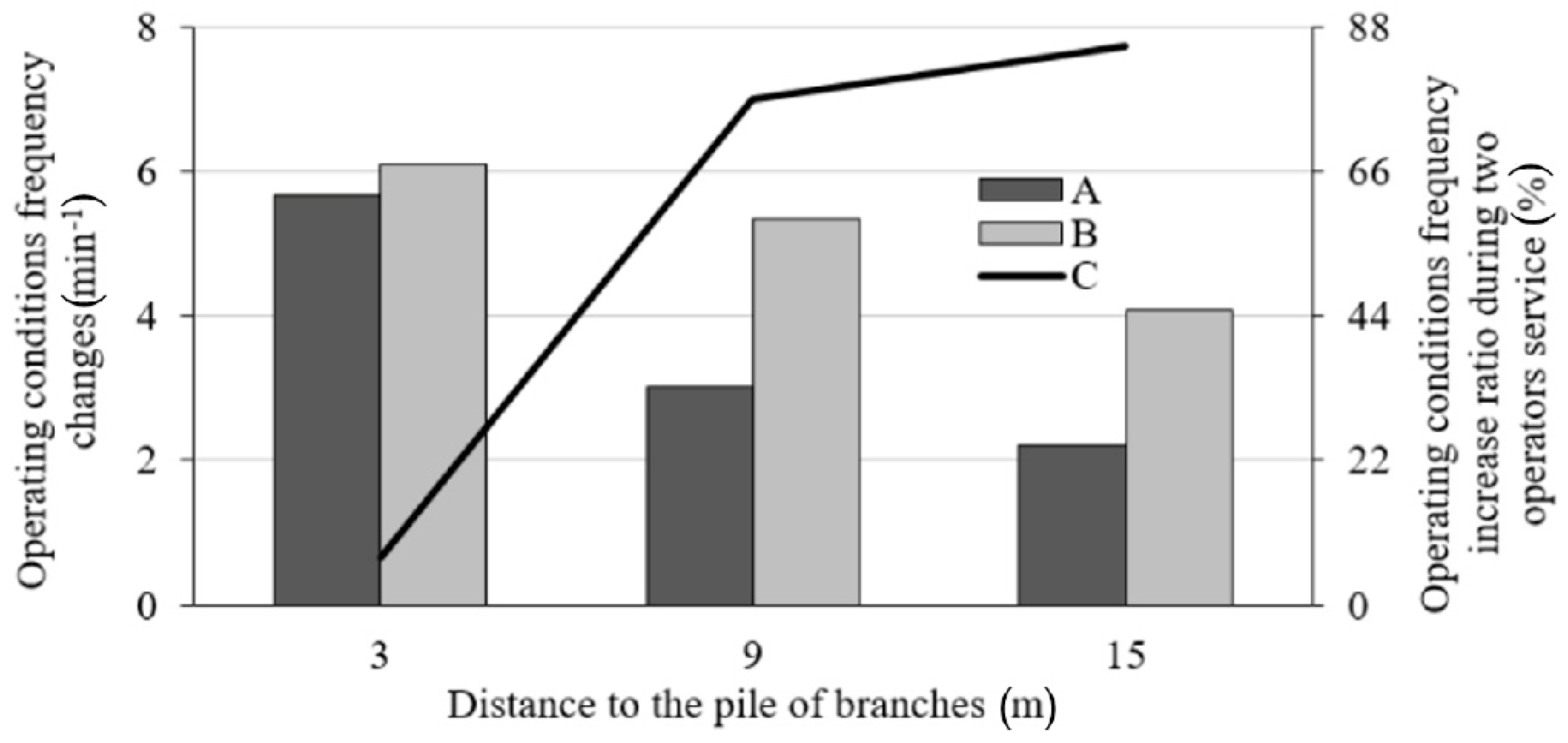
3.1. Change in Frequency of Operating Conditions
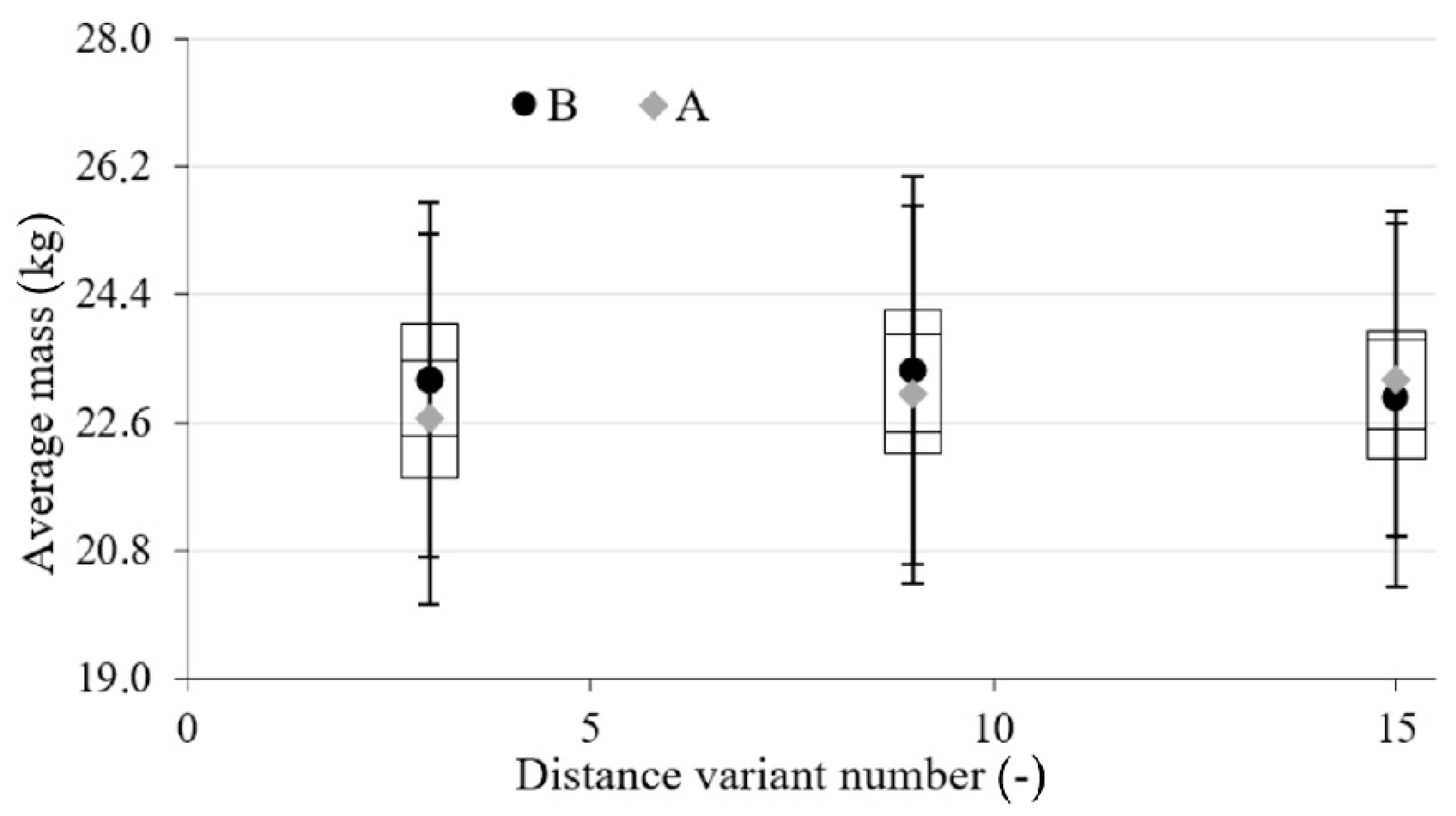
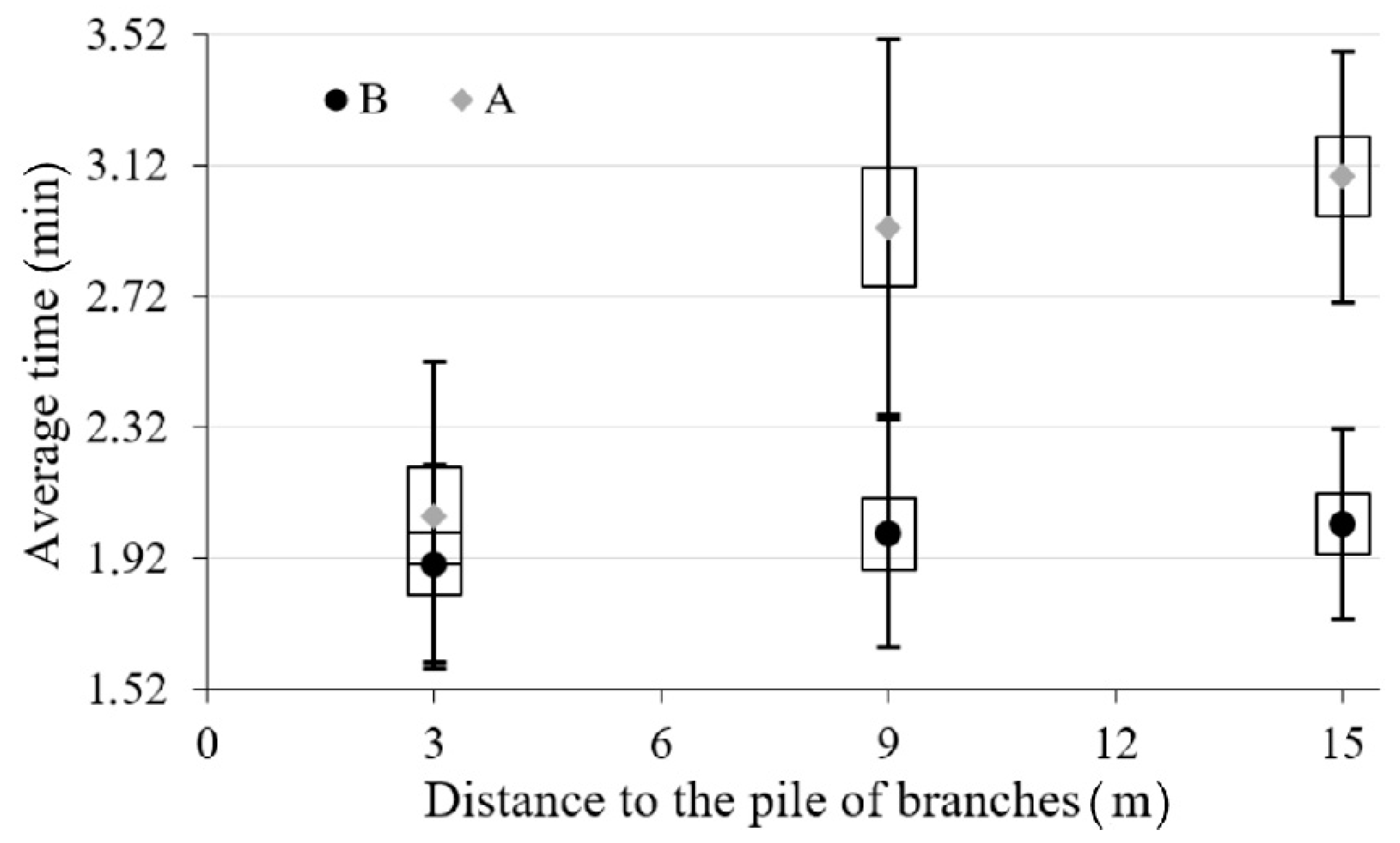
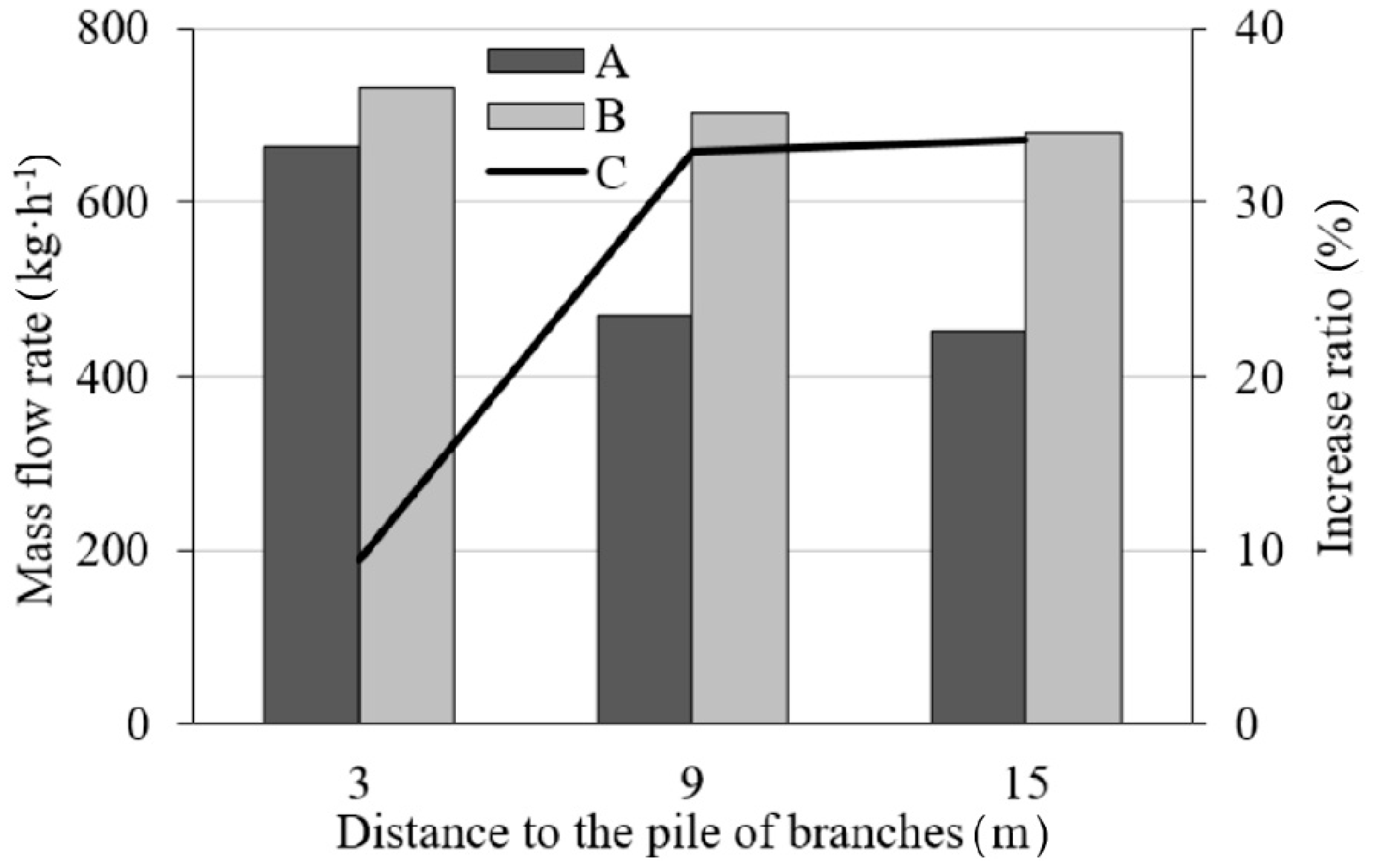
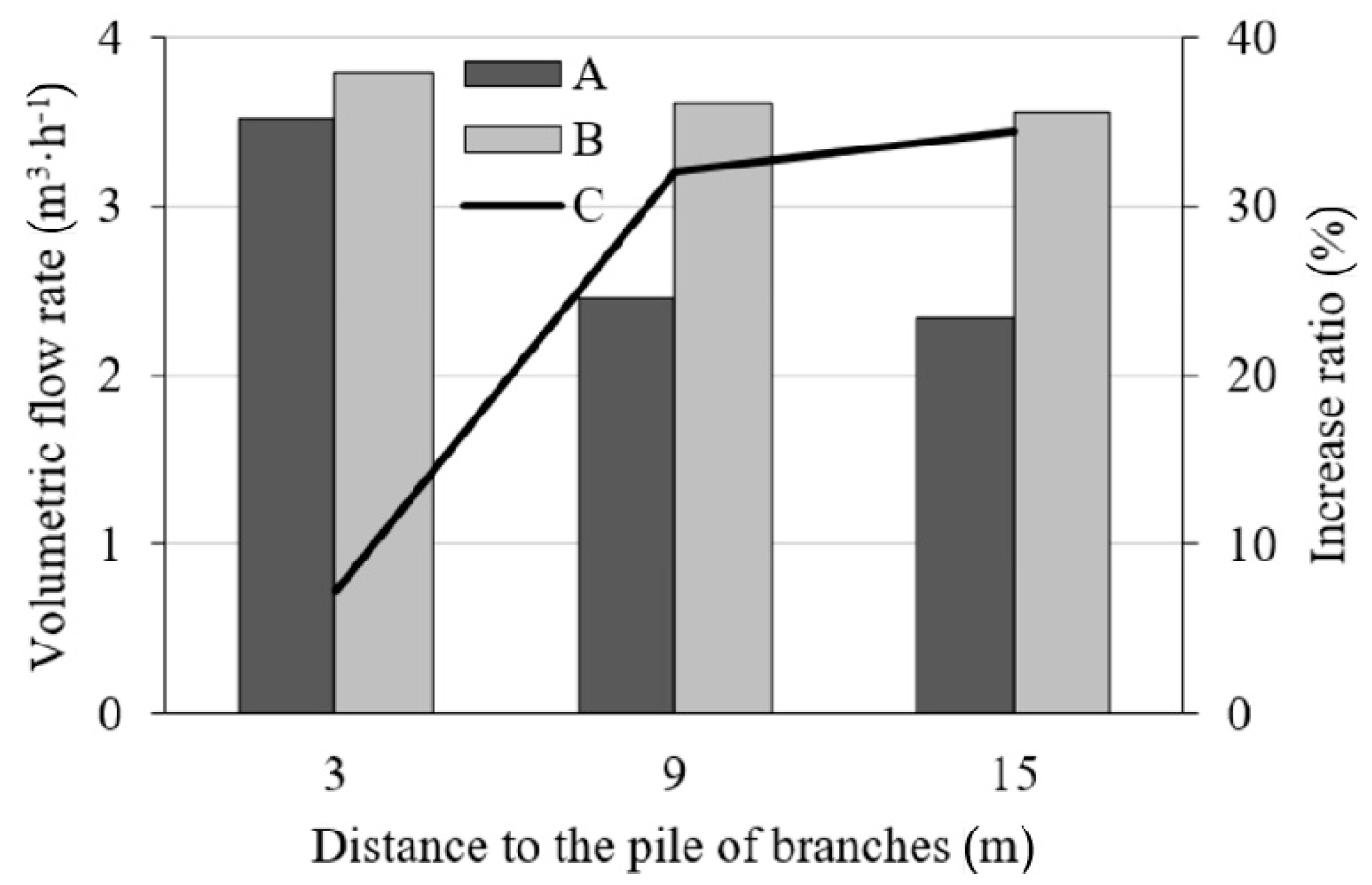
3.2. Change of Chipper Productivity
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kuptz, D.; Hartmann, H. Throughput rate and energy consumption during wood chip production in relation to raw material, chipper type and machine setting. In Proceedings of the 22nd European Biomass Conference and Exhibition, Hamburg, Germany, 23–26 June 2014; pp. 23–26. [Google Scholar]
- Spinelli, R.; Magagnotti, N.; Paletto, G.; Preti, C. Determining the impact of some wood characteristics on the performance of a mobile chipper. Silva Fenn. 2011, 45, 85–95. [Google Scholar] [CrossRef] [Green Version]
- Nati, C.; Spinelli, R.; Fabbri, P. Wood chips size distribution in relation to blade wear and screen use. Biomass Bioenergy 2010, 34, 583–587. [Google Scholar] [CrossRef]
- Nati, C.; Eliasson, L.; Spinelli, R. Effect of chipper type, biomass type and blade wear on productivity, fuel consumption and product quality. Croat. J. For. Eng. 2014, 35, 1–7. [Google Scholar]
- Pochi, D.; Civitarese, V.; Fanigliulo, R.; Spinelli, R.; Pari, L. Effect of poplar fuel wood storage on chipping performance. Fuel Process. Technol. 2015, 134, 116–121. [Google Scholar] [CrossRef]
- Magagnotti, N.; Spinelli, R. Determining the effect of feedstock type and chipping productivity, fuel consumption and quality output. In Proceedings of the Formec 2011 Conference Pushing the Boundaries with Research and Innovation in Forest Engineering, Graz, Austria, 9–13 October 2011; pp. 1–8. [Google Scholar]
- Assirelli, A.; Civitarese, V.; Fanigliulo, R.; Pari, L.; Pochi, D.; Santangelo, E.; Spinelli, R. Effect of piece size and tree part on chipper performance. Biomass Bioenergy 2013, 54, 77–82. [Google Scholar] [CrossRef]
- Manzone, M.; Balsari, P. Productivity and woodchip quality of different chippers during poplar plantation harvesting. Biomass Bioenergy 2015, 83, 278–283. [Google Scholar] [CrossRef] [Green Version]
- Shahid, L.A.; Amjad, N.; Siddhu, M.A.H. Adaptation and performance evaluation of a tractor operated wood chipper shredder. Pak. J. Agric. Res. 2019, 32, 197–204. [Google Scholar] [CrossRef]
- Manzone, M. Energy consumption and CO2 analysis of different types of chippers used in wood biomass plantations. Appl. Energy 2015, 156, 686–692. [Google Scholar] [CrossRef] [Green Version]
- Spinelli, R.; Magagnotti, N. Performance of a small-scale chipper for professional rural contractors. For. Sci. Pract. 2013, 15, 206–213. [Google Scholar] [CrossRef]
- Spinelli, R.; Eliasson, L.; Magagnotti, N. Increasing wood fuel processing efficiency by fine-tuning chipper settings. Fuel Process. Technol. 2016, 151, 126–130. [Google Scholar] [CrossRef]
- Nati, C.; Spinelli, R. How blade wear of chippers can affect fuel consumption and wood chip size distribution. In Proceedings of the Forest Engeneering: Meeting the Needs of the Society and the Environment, Formec 2010, Padova, Italia, 11–14 July 2010; pp. 1–7. [Google Scholar]
- Facello, A.; Cavallo, E.; Magagnotti, N.; Paletto, G.; Spinelli, R. The effect of chipper cut length on wood fuel processing performance. Fuel Process. Technol. 2013, 116, 228–233. [Google Scholar] [CrossRef]
- Manzone, M.; Spinelli, R. Wood chipping performance of a modified forager. Biomass Bioenergy 2013, 55, 101–106. [Google Scholar] [CrossRef]
- Han, S.K.; Han, H.S.; Bisson, J.A. Effects of grate size on grinding productivity, fuel consumption, and particle size distribution. For. Prod. J. 2015, 65, 209–216. [Google Scholar] [CrossRef]
- Spinelli, R.; Cavallo, E.; Eliasson, L.; Facello, A.; Magagnotti, N. The effect of drum design on chipper performance. Renew. Energy 2015, 81, 57–61. [Google Scholar] [CrossRef]
- Nati, C.; Eliasson, L.; Spinelli, R. Fuel consumption and productivity for two tractor-mounted chippers in relation to knife wear and raw material. In Proceedings of the Formec 2011 Conference Pushing the Boundaries with Research and Innovation in Forest Engineering, Graz, Austria, 9–13 October 2011; pp. 1–8. [Google Scholar]
- Irdla, M.; Padari, A.; Kurvits, V.; Muiste, P. The chipping cost of wood raw material for fuel in Estonian conditions. For. Stud. 2017, 66, 65–74. [Google Scholar] [CrossRef] [Green Version]
- Laitila, J.; Routa, J. Performance of a small and medium sized professional chippers and the impact of storage time on Scots pine (Pinus sylvestris) stem wood chips characteristics. Silva Fenn. 2015, 49, 1–19. [Google Scholar] [CrossRef] [Green Version]
- Spinelli, R.; Magagnotti, N. Determining long-term chipper usage, productivity and fuel consumption. Biomass Bioenergy 2014, 66, 442–449. [Google Scholar] [CrossRef]
- Spinelli, R.; Glushkov, S.; Markov, I. Managing chipper knife wear to increase chip quality and reduce chipping cost. Biomass Bioenergy 2014, 62, 117–122. [Google Scholar] [CrossRef]
- Spinelli, R.; Nati, C.; Sozzi, L.; Magagnotti, N.; Picchi, G. Physical characterization of commercial woodchips on the Italian energy market. Fuel 2011, 90, 2198–2202. [Google Scholar] [CrossRef]
- Eliasson, L.; von Hofsten, H.; Johannesson, T.; Spinelli, R.; Thierfelder, T. Effects of sieve size on chipper productivity, fuel consumption and chip size distribution for open drum chippers. Croat. J. For. Eng. 2015, 36, 11–17. [Google Scholar]
- McEwan, A.; Brink, M.; Spinelli, R. Efficiency of Different Machine Layouts for Chain Flail Delimbing, Debarking and Chipping. Forests 2019, 10, 126. [Google Scholar] [CrossRef] [Green Version]
- Choi, Y.S.; Cho, M.J.; Paik, S.H.; Mun, H.S.; Kim, D.H.; Han, S.K.; Oh, J.H. Factors Affecting the Chipping Operation Based on the Screen Size of the Drum Chipper. Forests 2019, 10, 1029. [Google Scholar] [CrossRef] [Green Version]
- Ghaffariyan, M.R.; Sessions, J.; Brown, M. Evaluating productivity, cost, chip quality and biomass recovery for a mobile chipper in Australian roadside chipping operations. J. For. Sci. 2012, 58, 530–535. [Google Scholar] [CrossRef] [Green Version]
- Mihelič, M.; Spinelli, R.; Magagnotti, N.; Poje, A. Performance of a new industrial chipper for rural contractors. Biomass Bioenergy 2015, 83, 152–158. [Google Scholar] [CrossRef]
- Prada, M.; Martínez-Alonso, C.; Sánchez-García, S.; Canga, E. Analysis of three forest chippers: Productivity, costs and GHG emissions in Northern Spain. J. Clean. Prod. 2015, 101, 238–244. [Google Scholar] [CrossRef]
- Pari, L.; Suardi, A.; Del Giudice, A.; Scarfone, A.; Santangelo, E. Influence of chipping system on chipper performance and wood chip particle size obtained from peach prunings. Biomass Bioenergy 2018, 112, 121–127. [Google Scholar] [CrossRef]
- Spinelli, R.; Magagnotti, N. The effect of raw material, cut length, and chip discharge on the performance of an industrial chipper. For. Prod. J. 2012, 62, 584–589. [Google Scholar] [CrossRef]
- Warguła, Ł.; Waluś, J.K.; Krawiec, P. Determination of working conditions of mobile chipping wood machines in the aspect of innovative drive control systems. Sylwan 2019, 163, 765–772. [Google Scholar] [CrossRef]
- Mihelič, M.; Spinelli, R.; Poje, A. Production of Wood Chips from Logging Residue under Space-Constrained Conditions. Croat. J. For. Eng. 2018, 39, 223–232. [Google Scholar]
- Bishop, J.; Nedungadi, A.; Ostrowski, G.; Surampudi, B.; Armiroli, P.; Taspinar, E. An engine start/stop system for improved fuel economy. SAE Techn. Pap. 2007, 1–8. [Google Scholar] [CrossRef]
- Regulation (EU). On Requirements for Emission Limit Values of Gaseous and Particulate Pollutants and Type-approval with Respect to Internal Combustion Engines for Mobile Machines Non-road, Amending Regulations (EU) No 1024/2012 and (EU) No 167/2013 and Amending and Repealing Directive 97/68/WE. No 2016/1628 of the European Parliament and of the Council of 14 September 2016. Off. J. Eur. Union. 2016, 252, 53–117. [Google Scholar]
- Waluś, K.J.; Warguła, Ł.; Krawiec, P.; Adamiec, J.M. Legal regulations of restrictions of air pollution made by non-road mobile machinery—The case study for Europe: A review. Environ. Sci. Pollut. Res. 2018, 25, 3243–3259. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Warguła, Ł.; Wojtkowiak, D.; Waluś, K.J.; Krawiec, P.; Wieczorek, B. The analysis of the efficiency of the control system of Wood chipper’s driver with spark-ignition engine based on Skoda combustion engine 1.4 59kW. In Proceedings of the Transport Means 2017: 21st International Scientific Conference, Juodkrante, Lithuania, 20–22 September 2017; Part 2. Kaunas University of Technology: Juodkrante, Lithuania, 2017; pp. 452–458. [Google Scholar]
- Warguła, Ł.; Krawiec, P.; Waluś, K.J.; Kukla, M. Fuel Consumption Test Results for a Self-Adaptive, Maintenance-Free Wood Chipper Drive Control System. Appl. Sci. 2020, 10, 2727. [Google Scholar] [CrossRef] [Green Version]
- Warguła, Ł.; Waluś, K.J.; Krawiec, P.; Polasik, J. Electronic control injection-ignition systems in propulsion of non-road mobile machinery. J. Mech. Trans. Eng. 2018, 70, 61–78. [Google Scholar] [CrossRef]
- Warguła, Ł.; Waluś, K.J.; Krawiec, P. Small engines spark ignited (SI) for non-road mobile machinery—Review. In Proceedings of the Transport Means 2018: 22nd International Scientific Conference, Trakai, Lithuania, 3–5 October 2018; Kaunas University of Technology: Trakai, Lithuania, 2018; Volume 2, pp. 585–591. [Google Scholar]
- Cieślik, W.; Pielecha, I.; Borowski, P. Effects of start–stop system on the operation of drive system in urban traffic conditions. J. Mech. Trans. Eng. 2015, 67, 15–26. [Google Scholar]
- Warguła, Ł.; Kaczmarzyk, P.; Dziechciarz, A. The assessment of fire risk of non-road mobile wood chopping machines. J. Res. Appl. Agric. Eng. 2019, 64, 58–64. [Google Scholar]
- Bektas, I.; Alma, M.H.; As, N. Determination of the relationships between Brinell and Janka hardness of eastern beech (Fagus orientalis Lipsky). For. Prod. J. 2001, 51, 84. [Google Scholar]
- Green, D.W.; Begel, M.; Nelson, W. Janka Hardness Using Nonstandard Specimens; US Department of Agriculture, Forest Service, Forest Product Laboratory: Washington, DC, USA, 2006; p. 303. [Google Scholar]
- Bosina, E.; Weidmann, U. Estimating pedestrian speed using aggregated literature data. Phys. A Stat. Mech. Appl. 2017, 468, 1–29. [Google Scholar] [CrossRef]
- Spinelli, R.; Visser, R.J. Analyzing and estimating delays in wood chipping operations. Biomass Bioenergy 2009, 33, 429–433. [Google Scholar] [CrossRef]
- Fouladvand, M.E.; Nematollahi, M. Optimization of green-times at an isolated urban crossroads. Eur. Phys. J. B Condens. Matter Complex Syst. 2001, 22, 395–401. [Google Scholar] [CrossRef] [Green Version]
- Rouphail, N.M.; Frey, H.C.; Colyar, J.D.; Unal, A. Vehicle emissions and traffic measures: Exploratory analysis of field observations at signalized arterials. In Proceedings of the 80th Annual Meeting of the Transportation Research Board, Washington, DC, USA, 7–11 January 2001. [Google Scholar]
- Wu, L.; Ci, Y.; Chu, J.; Zhang, H. The influence of intersections on fuel consumption in urban arterial road traffic: A single vehicle test in Harbin, China. PLoS ONE 2015, 10. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Title | Distance | |||||
|---|---|---|---|---|---|---|
| 3 m | 9 m | 15 m | ||||
| Number of Operators | ||||||
| 1 | 2 | 1 | 2 | 1 | 2 | |
| Percentage of Idle Run Time (%) | ||||||
| 42.80 | 30.90 | 55.10 | 41.00 | 70.80 | 45.20 | |
| 44.00 | 30.50 | 55.00 | 40.50 | 70.00 | 45.00 | |
| 3.79 | 2.55 | 3.59 | 2.68 | 6.06 | 3.79 | |
| Frequency of Operating Condition Changes (min−1) | ||||||
| 5.71 | 6.08 | 2.97 | 5.28 | 2.20 | 4.08 | |
| 5.70 | 6.00 | 2.95 | 5.25 | 2.15 | 4.10 | |
| 0.33 | 0.50 | 0.24 | 0.37 | 0.34 | 0.36 | |
| No | G | A | B | C | |||
|---|---|---|---|---|---|---|---|
| D (min) | E (kg) | D (min) | E (kg) | D (min) | E (kg) | ||
| 1 | 2.05 | 22.65 | 2.93 | 23.00 | 3.09 | 23.20 | |
| 0.47 | 2.61 | 0.58 | 2.66 | 0.39 | 2.20 | ||
| 2 | 1.90 | 23.20 | 2.10 | 23.33 | 1.94 | 22.94 | |
| 0.30 | 2.50 | 0.52 | 2.73 | 0.38 | 2.65 | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Warguła, Ł.; Kukla, M.; Krawiec, P.; Wieczorek, B. Impact of Number of Operators and Distance to Branch Piles on Woodchipper Operation. Forests 2020, 11, 598. https://doi.org/10.3390/f11050598
Warguła Ł, Kukla M, Krawiec P, Wieczorek B. Impact of Number of Operators and Distance to Branch Piles on Woodchipper Operation. Forests. 2020; 11(5):598. https://doi.org/10.3390/f11050598
Chicago/Turabian StyleWarguła, Łukasz, Mateusz Kukla, Piotr Krawiec, and Bartosz Wieczorek. 2020. "Impact of Number of Operators and Distance to Branch Piles on Woodchipper Operation" Forests 11, no. 5: 598. https://doi.org/10.3390/f11050598