
Effect of PVA Fiber on the Mechanical Properties of Seawater Coral Sand Engineered Cementitious Composites


Abstract
:1. Introduction
2. Materials and Methods
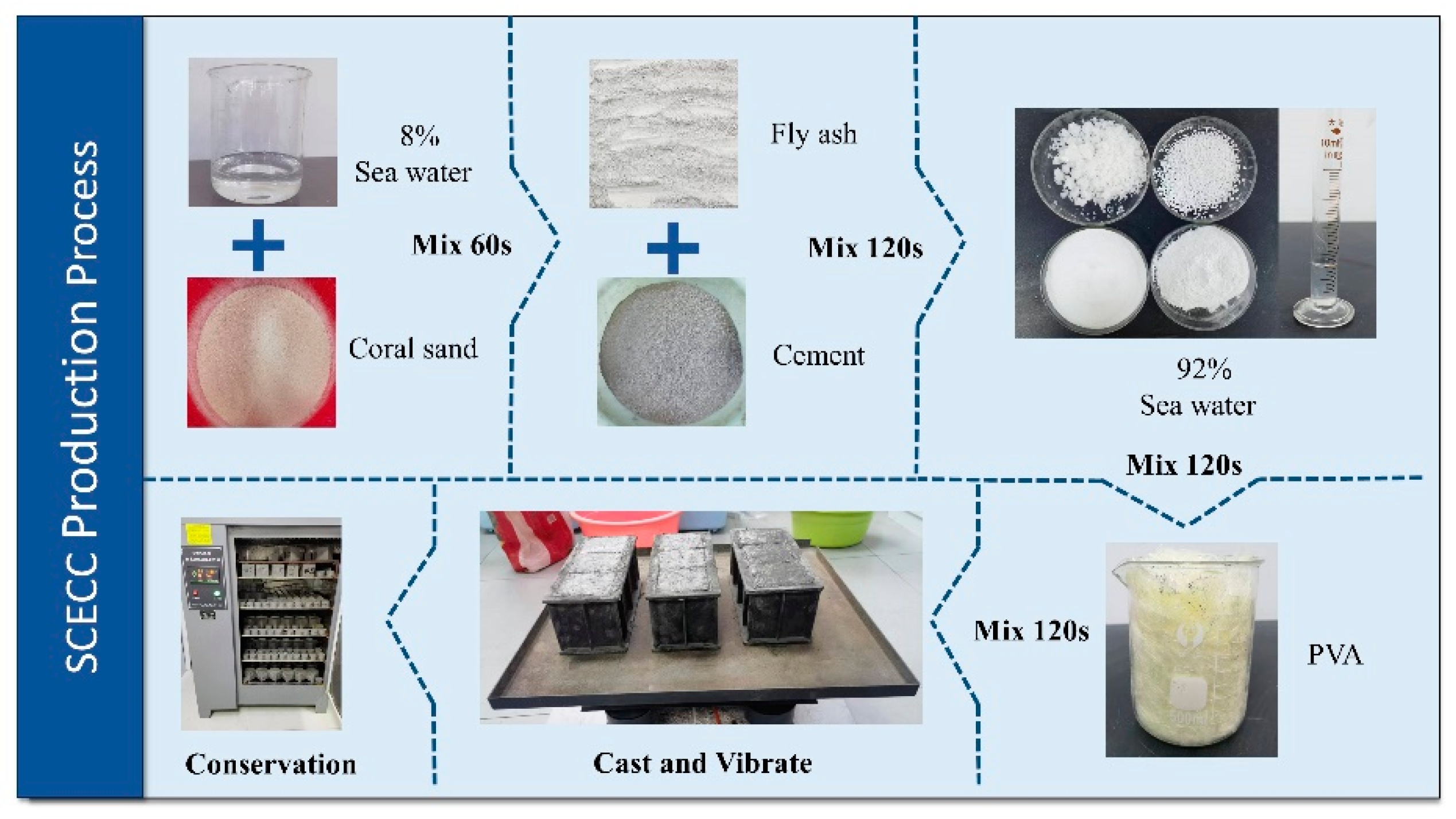
2.1. Materials and Preparation of SCECC
2.2. Test-Scheme Design
2.2.1. Uniaxial Compression Test
2.2.2. Three-Point Bending Test
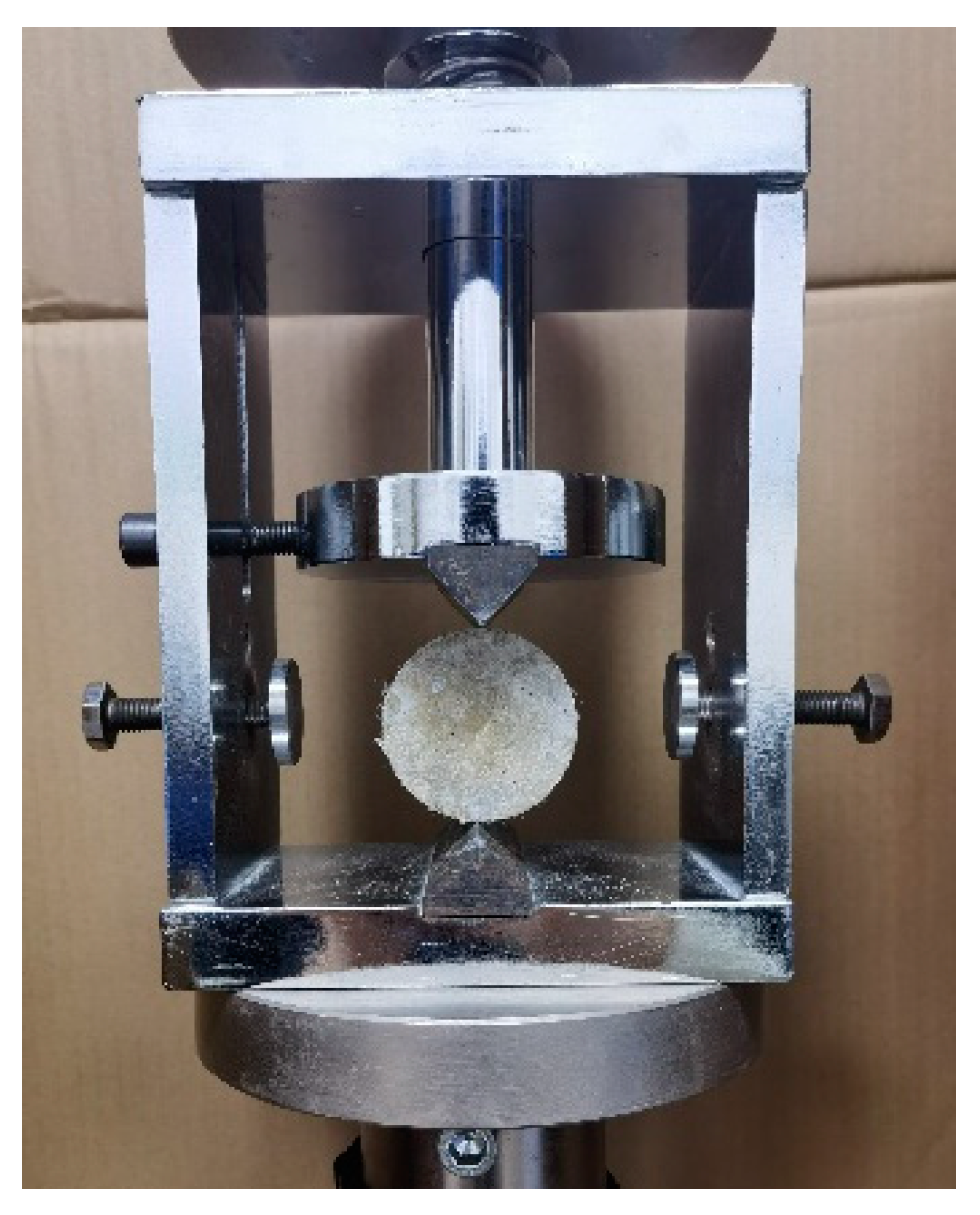
2.2.3. Splitting Tensile Test
3. Results and Discussion
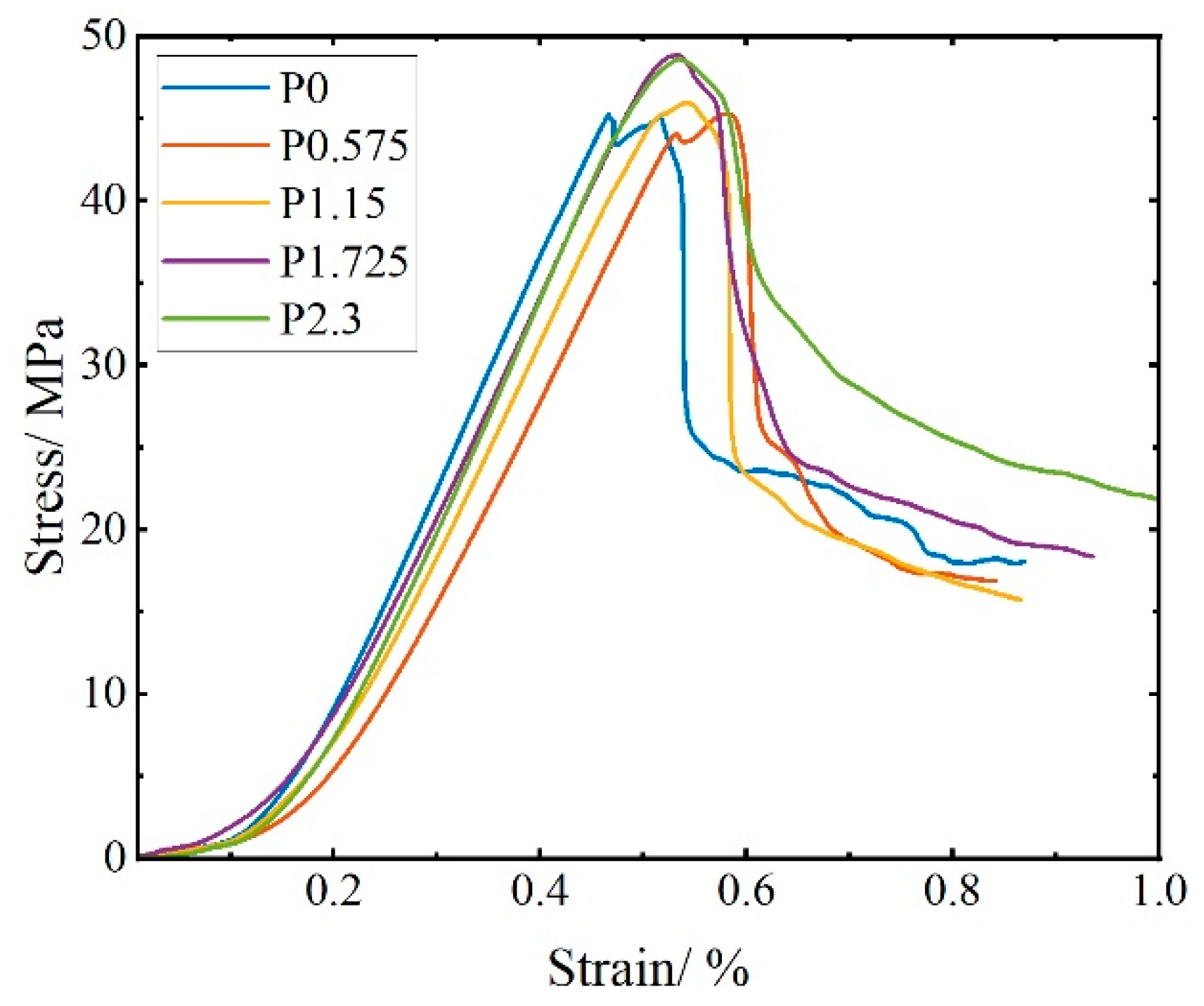
3.1. Uniaxial Compressive Results Analysis
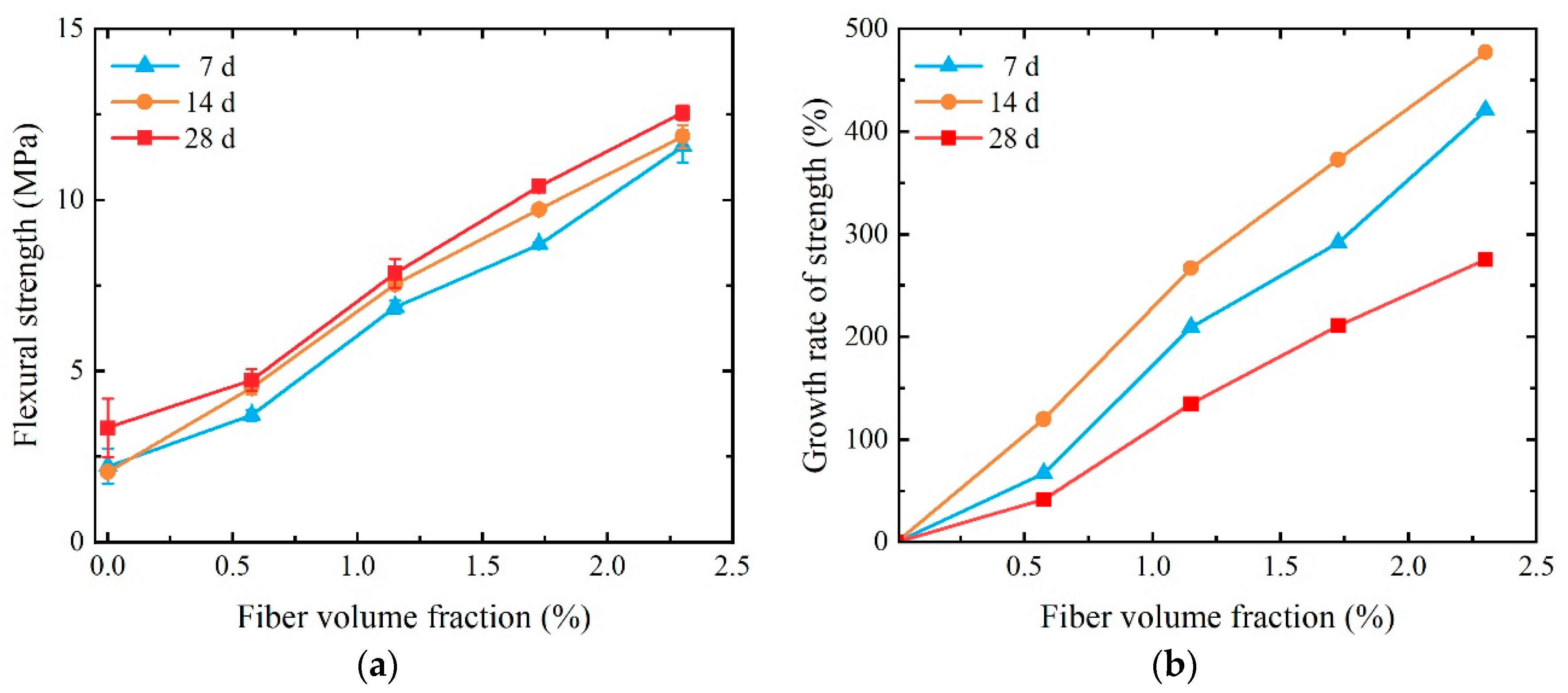
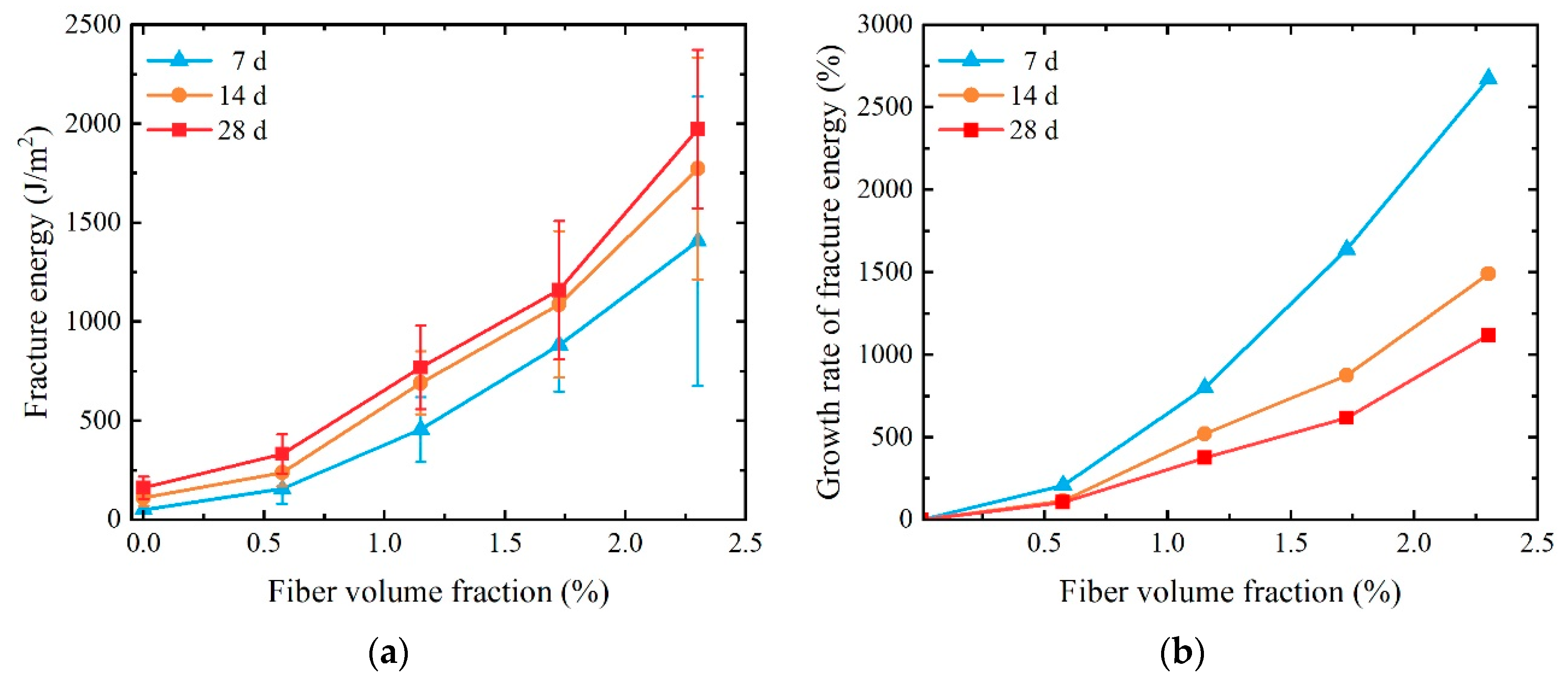
3.2. Three-Point Bending Test Results Analysis
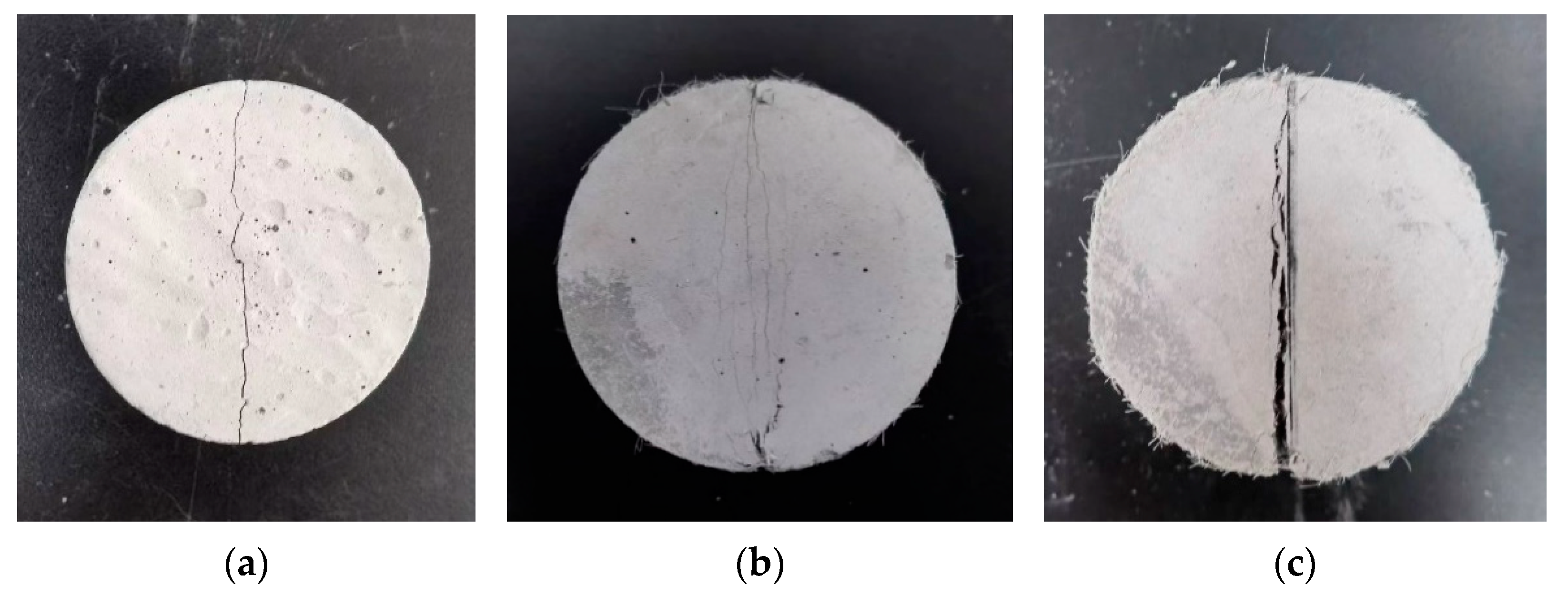
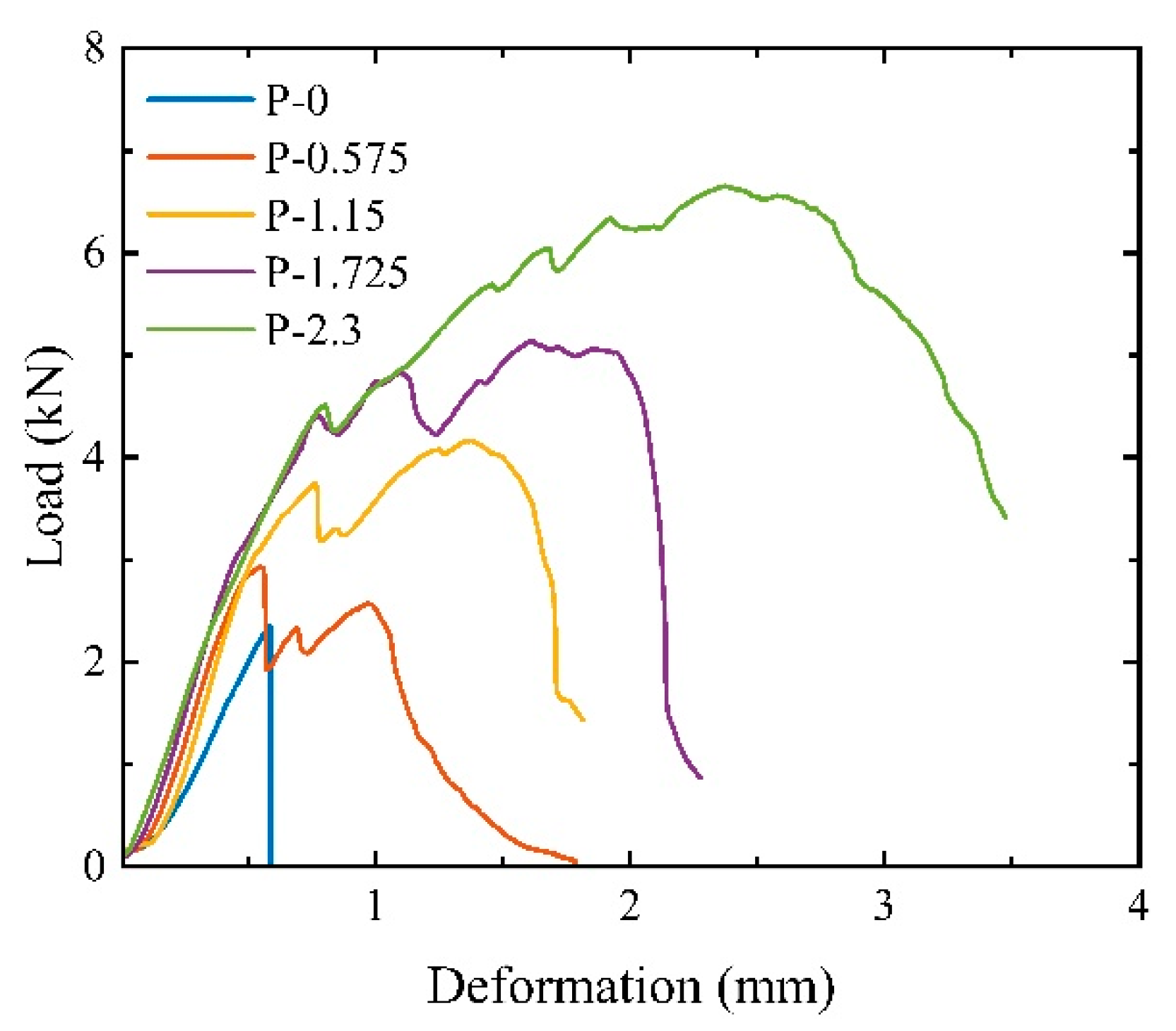
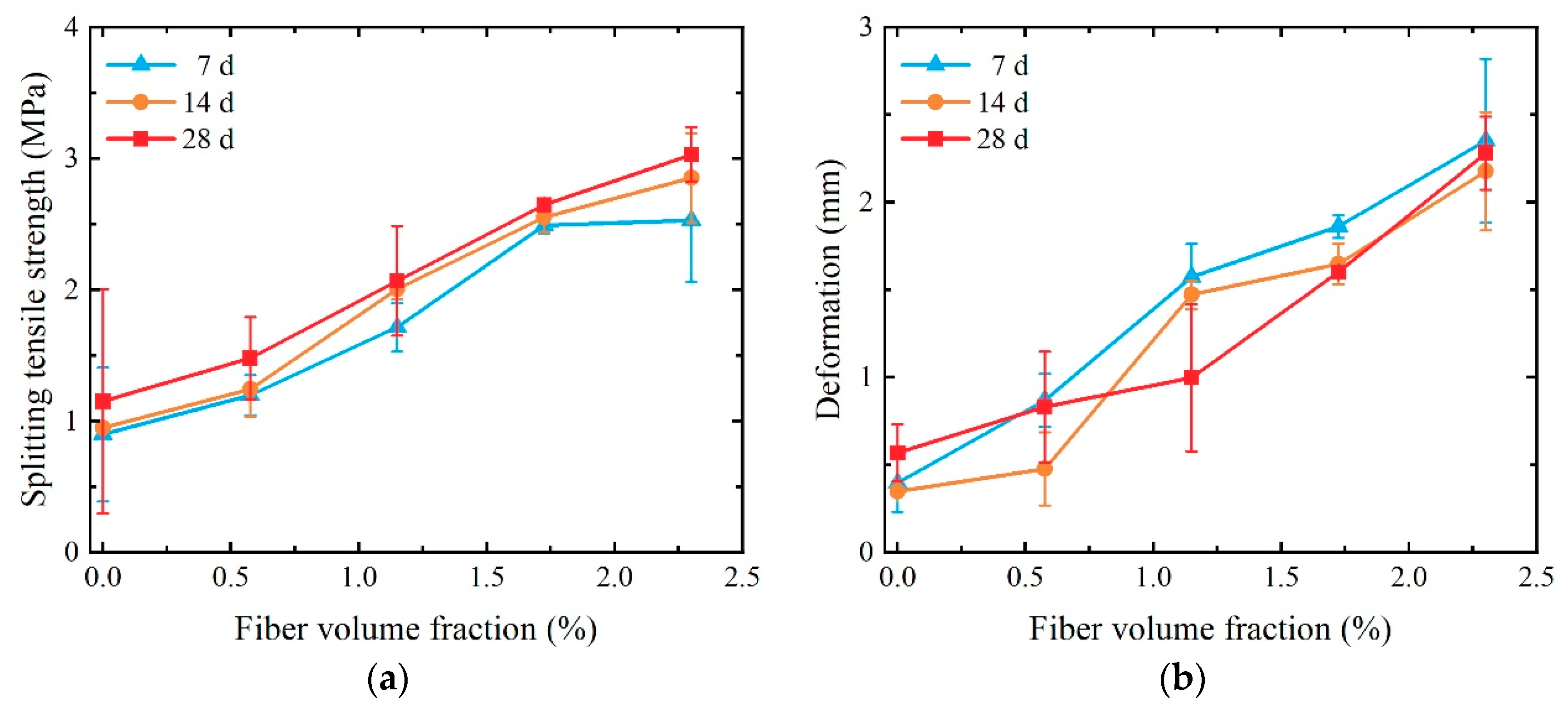
3.3. Splitting Tensile Test Results Analysis
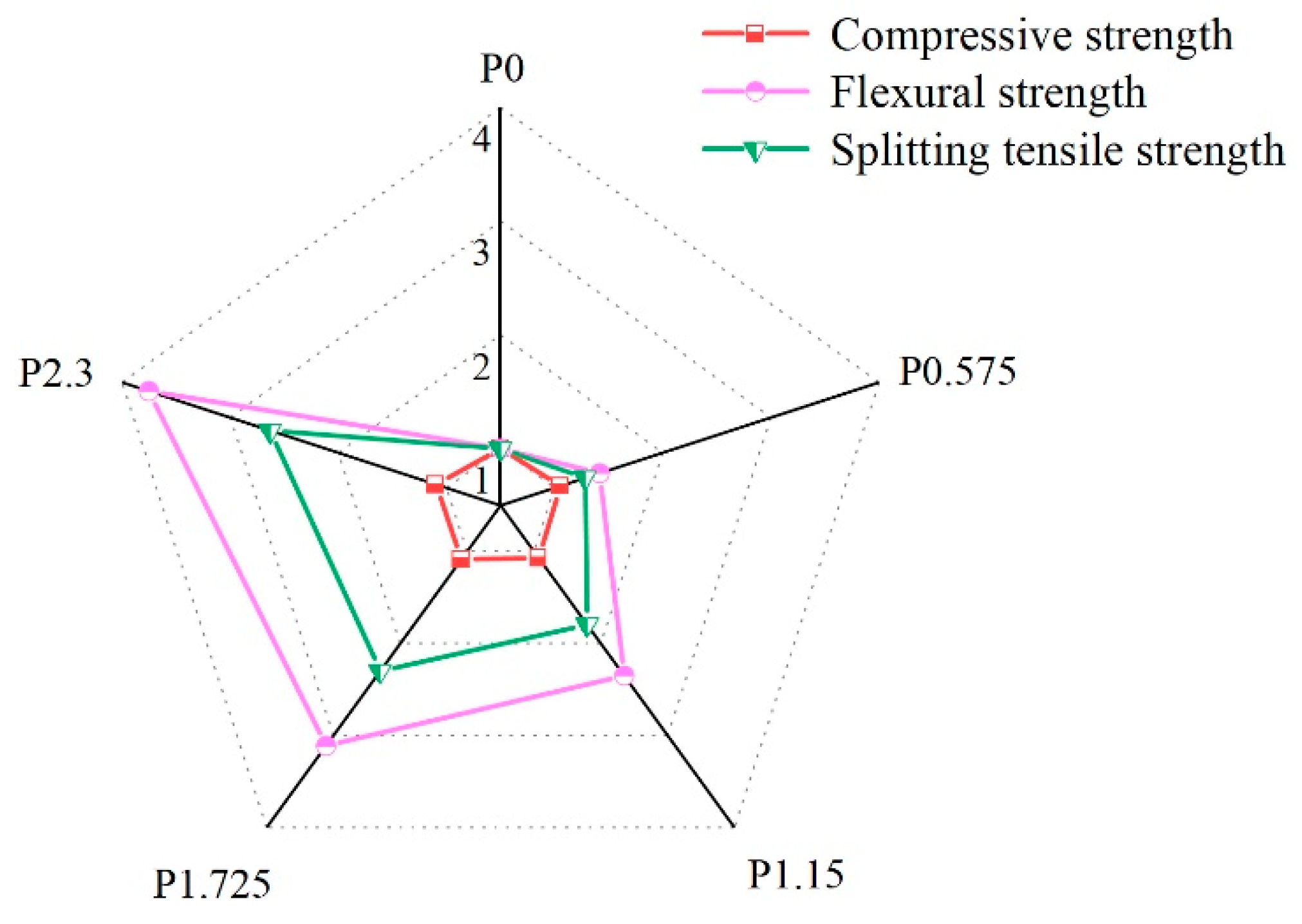
3.4. Evaluation of the Mechanical Properties in Different Groups of SCECC
4. Conclusions and Future Prospective
- (1)
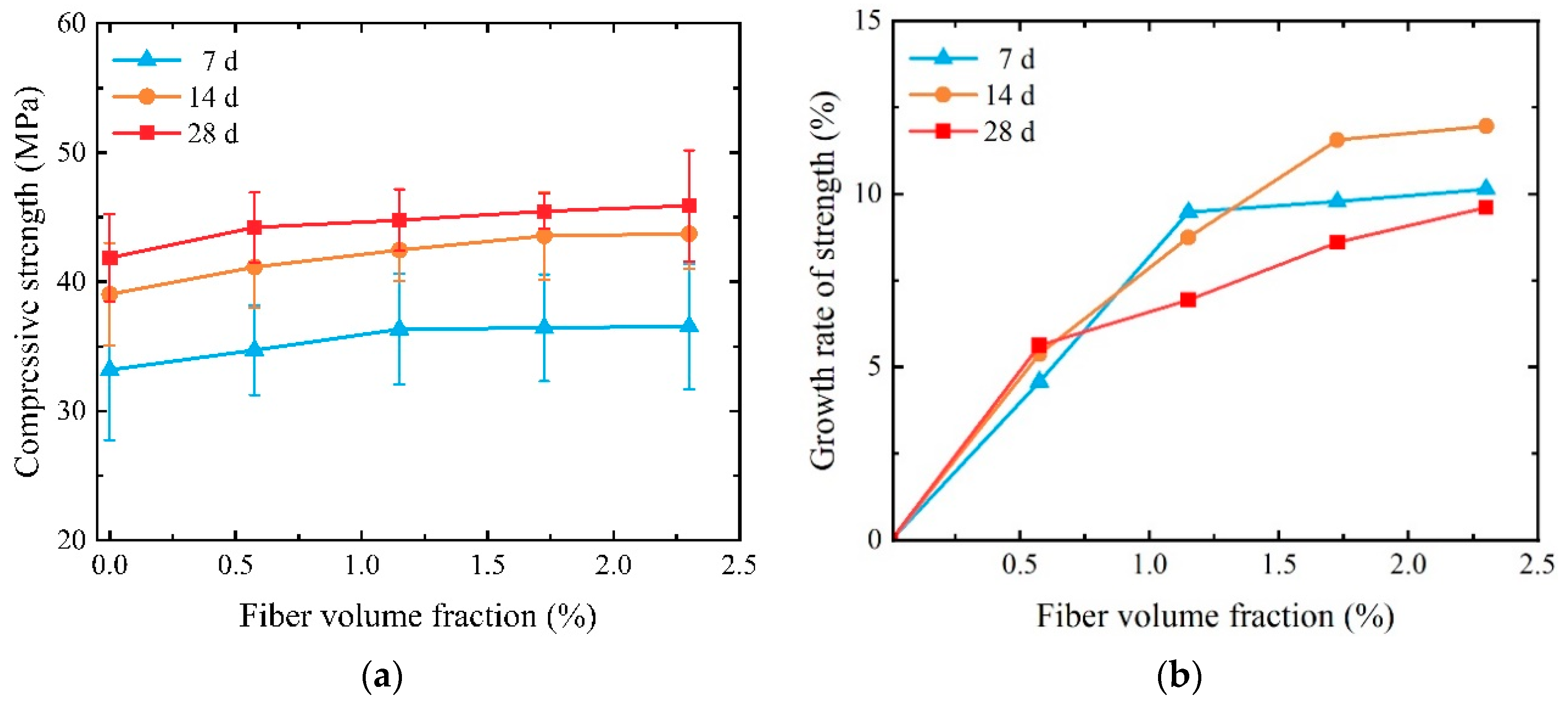
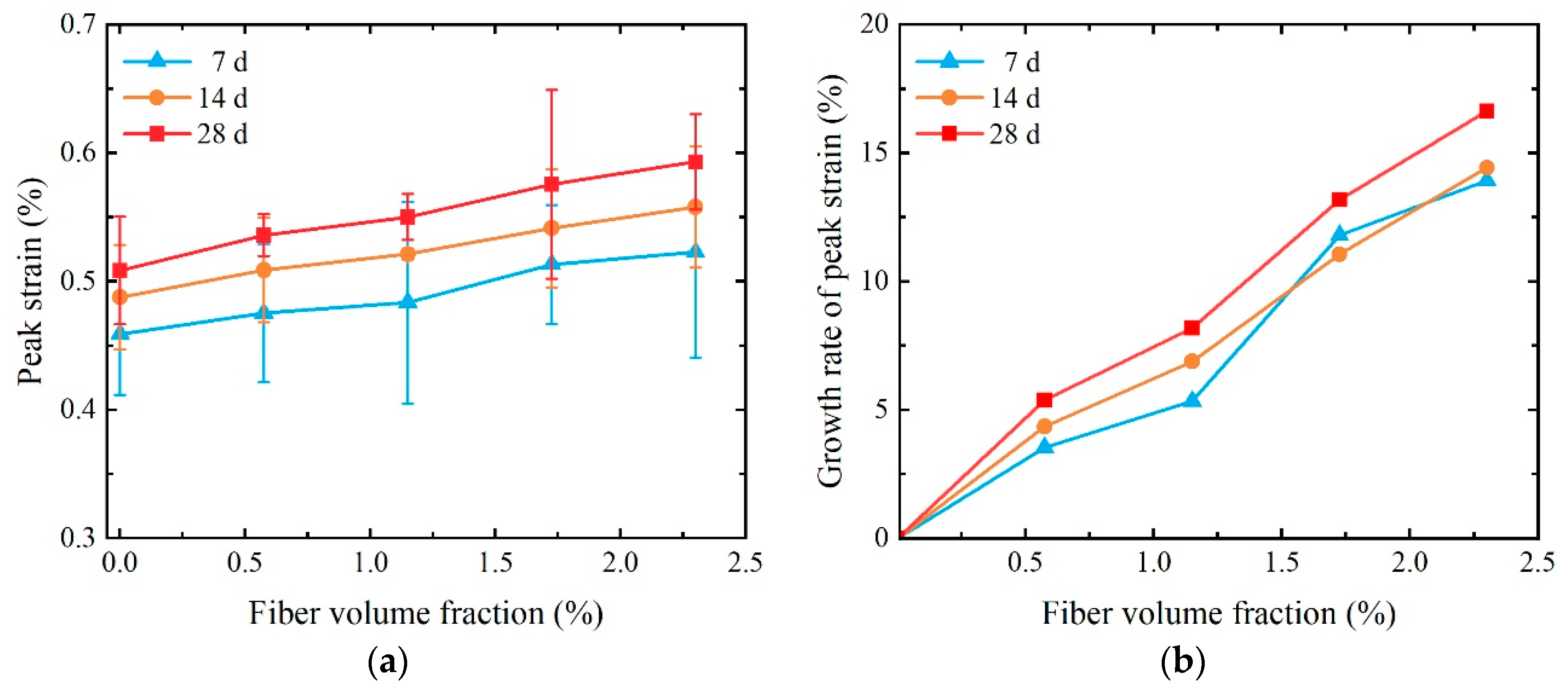
- SCECC exhibits a pronounced early strength. The compressive strength of the 7-day specimen can achieve more than 78.50% of that observed in the 28-day specimen. Furthermore, an increase in the fiber volume fraction corresponds to an elevated specimen load-carrying capacity and compression deformation; however, this growth rate decreases with an increasing fiber volume fraction.
- (2)
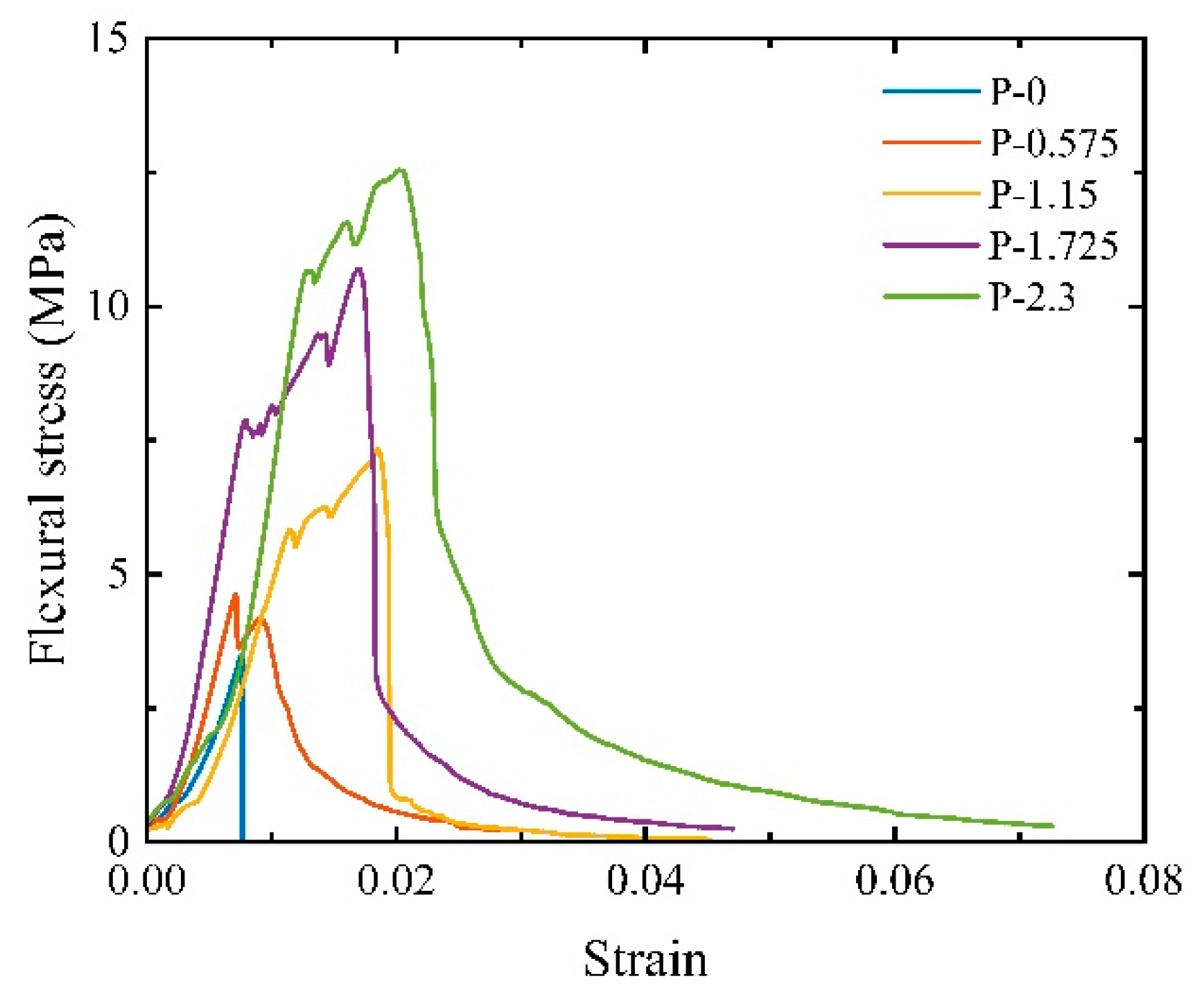
- The damage mode of SCECC changed from brittle to ductile with the addition of a certain volume fraction of PVA. The stress–strain curve and fracture energy obtained from the three-point bending test demonstrate the high toughness of SCECC. As the fiber volume fraction increases, the flexural strength and fracture energy of the material tend to rise significantly, and the maximum flexural strength and fracture energy of the 28-day specimen could reach 13.43 MPa and 1973.70 J/m2, respectively.
- (3)
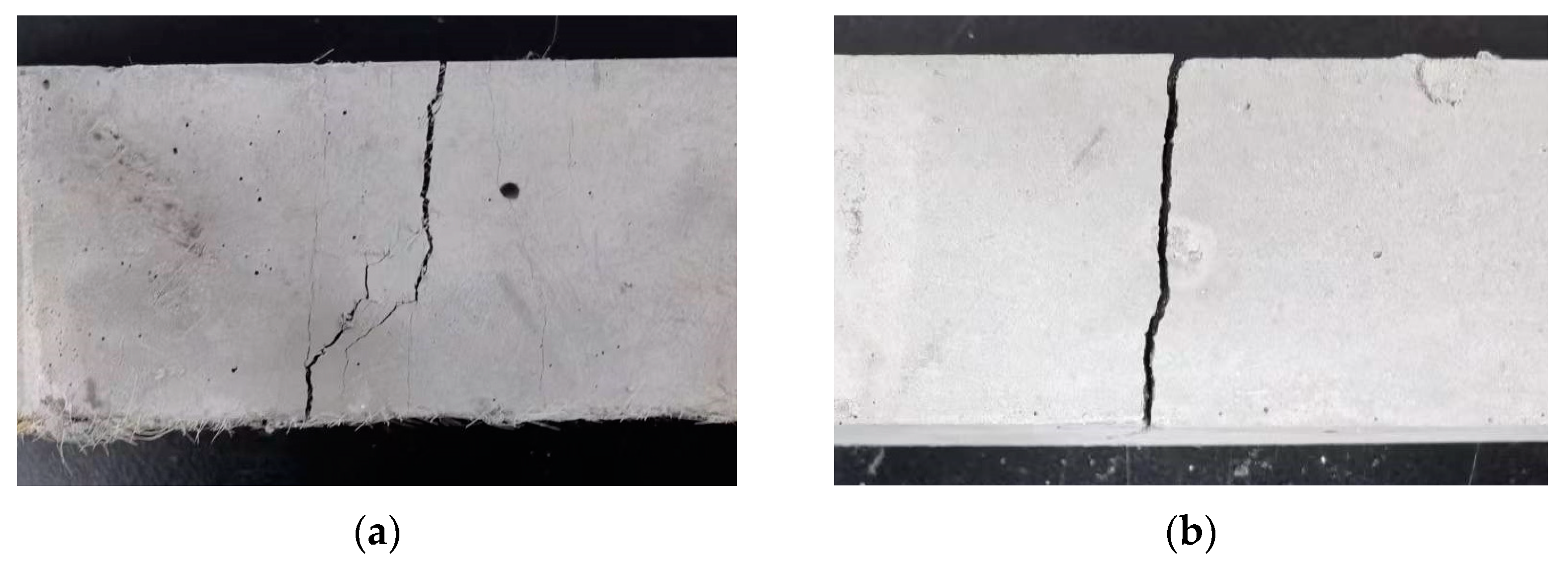
- The properties of the fibers, which include delaying microcrack formation and preventing crack propagation, contribute significantly to the increased deformability of the material. The inhibition of cracks by fiber became more pronounced after the volume fraction of PVA fiber exceeded 1.150%. At the splitting tensile test, the PVA fibers spanning the cracks persist in carrying and transmitting tensile forces through a robust bridging action, imparting a notable strain-hardening characteristic to the specimen during the split tensile test.
- (1)
- In the follow-up research, the influence of different coral sand aggregate gradation and freshwater mixing on SCECC will be further analyzed theoretically and experimentally to provide a theoretical basis for SCECC design.
- (2)
- SCECC can meet general engineering needs, but its compressive and tensile strengths still need to be improved. In future research, consideration should be given to improving the defects of SCECC in these two aspects by changing the mixing ratio.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, X.; Wu, Q.; Akbar, M.; Yin, R.; Ma, S.; Zhi, Y. Effects of marine shellfish on mechanical properties and microstructure of coral concrete. Buildings 2023, 13, 2193. [Google Scholar] [CrossRef]
- Wang, A.; Lyu, B.; Zhang, Z.; Liu, K.; Xu, H.; Sun, D. The development of coral concretes and their upgrading technologies: A critical review. Constr. Build. Mater. 2018, 187, 1004–1019. [Google Scholar] [CrossRef]
- Qi, J.; Jiang, L.; Zhu, M.; Mu, C.; Li, R. Experimental study on the effect of limestone powder content on the dynamic and static mechanical properties of seawater coral aggregate concrete (SCAC). Materials 2023, 16, 3381. [Google Scholar] [CrossRef] [PubMed]
- Shi, H.; Mo, L.; Pan, M.; Liu, L.; Chen, Z. Experimental study on triaxial compressive mechanical properties of polypropylene fiber coral seawater concrete. Materials 2022, 15, 4234. [Google Scholar] [CrossRef] [PubMed]
- Al-Fakih, A.; Al-Shugaa, M.A.; Al-Osta, M.A.; Thomas, B.S. Mechanical, environmental, and economic performance of engineered cementitious composite incorporated limestone calcined clay cement: A review. J. Build. Eng. 2023, 79, 107901. [Google Scholar] [CrossRef]
- Alabduljabbar, H.; Khan, K.; Awan, H.H.; Alyousef, R.; Mohamed, A.M.; Eldin, S.M. Modeling the capacity of engineered cementitious composites for self-healing using AI-based ensemble techniques. Case Stud. Constr. Mater. 2023, 18, e01805. [Google Scholar] [CrossRef]
- Khan, M.B.; Khan, M.I.; Shafiq, N.; Abbas, Y.M.; Imran, M.; Fares, G.; Khatib, J.M. Enhancing the mechanical and environmental performance of engineered cementitious composite with metakaolin, silica fume, and graphene nanoplatelets. Constr. Build. Mater. 2023, 404, 133187. [Google Scholar] [CrossRef]
- Li, V.C.; Leung, C.K.Y. Steady-state and multiple cracking of short random fiber composites. J. Eng. Mech. 1992, 118, 2246–2264. [Google Scholar] [CrossRef]
- Leung, C.K.Y. Design criteria for pseudoductile fiber-reinforced composites. J. Eng. Mech. 1996, 122, 10–18. [Google Scholar] [CrossRef]
- Li, V.C. On engineered cementitious composites (ECC) a review of the material and its applications. J. Adv. Concr. Technol. 2003, 1, 215–230. [Google Scholar] [CrossRef]
- Herbert, E.N.; Li, V.C. Self-healing of microcracks in engineered cementitious composites (ECC) under a natural environment. Materials 2013, 6, 2831–2845. [Google Scholar] [CrossRef] [PubMed]
- Mechtcherine, V.; Millon, O.; Butler, M.; Thoma, K. Mechanical behaviour of strain hardening cement-based composites under impact loading. Cement Concrete Comp. 2011, 33, 1–11. [Google Scholar] [CrossRef]
- Singh, M.; Saini, B.; Chalak, H.D. Performance and composition analysis of engineered cementitious composite (ECC)–A review. J. Build. Eng. 2019, 26, 100851. [Google Scholar] [CrossRef]
- Sahmaran, M.; Li, M.; Li, V.C. Transport properties of engineered cementitious composites under chloride exposure. ACI Mater. J. 2007, 104, 604–611. [Google Scholar] [CrossRef]
- Maalej, M.; Li, V.C. Flexural strength of fiber cementitious composites. J. Mater. Civ. Eng. 1994, 6, 390–406. [Google Scholar] [CrossRef]
- Li, V.C.; Wu, C.; Wang, S.; Ogawa, A.; Saito, T. Interface tailoring for strain hardening polyvinyl alcohol-engineered cementitious composite (PVA-ECC). ACI Mater. J. 2002, 99, 463–472. [Google Scholar] [CrossRef]
- Li, H.; Xu, S.; Leung, C.K.Y. Tensile and flexural properties of ultra high toughness cemontious composite. J. Wuhan Univ. Technol. 2009, 24, 677–683. [Google Scholar] [CrossRef]
- Tawfek, A.M.; Ge, Z.; Yuan, H.; Zhang, N.; Zhang, H.; Ling, Y.; Guan, Y.; Šavija, B. Influence of fiber orientation on the mechanical responses of engineering cementitious composite (ECC) under various loading conditions. J. Build. Eng. 2023, 63, 105518. [Google Scholar] [CrossRef]
- Şahmaran, M.; Li, V.C. Engineered cementitious composites: Can composites be accepted as crack-free concrete? Transport Res. Rec. 2010, 2164, 1–8. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, Q. Matrix tailoring of engineered cementitious composites (ECC) with non-oil-coated, low tensile strength PVA fiber. Constr. Build. Mater. 2018, 161, 420–431. [Google Scholar] [CrossRef]
- Sánchez Berriel, S.; Favier, A.; Rosa Domínguez, E.; Sánchez MacHado, I.R.; Heierli, U.; Scrivener, K.; Martirena Hernández, F.; Habert, G. Assessing the environmental and economic potential of Limestone Calcined Clay Cement in Cuba. J. Clean. Prod. 2016, 124, 361–369. [Google Scholar] [CrossRef]
- Nateghi, A.F.; Ahmadi, M.H.; Dehghani, A. Experimental study on improved engineered cementitious composite using local material. Mater. Sci. Appl. 2018, 9, 315–329. [Google Scholar] [CrossRef]
- Morandeau, A.; Thiéry, M.; Dangla, P. Impact of accelerated carbonation on OPC cement paste blended with fly ash. Cement Concrete Res. 2015, 67, 226–236. [Google Scholar] [CrossRef]
- Andrew, R.M. Global CO2 emissions from cement production. Earth Syst. Sci. Data 2018, 10, 195–217. [Google Scholar] [CrossRef]
- Şahmaran, M.; Lachemi, M.; Hossain, K.M.A.; Ranade, R.; Li, V.C. Influence of aggregate type and size on ductility and mechanical properties of engineered cementitious composites. ACI Mater. J. 2009, 106, 308–316. [Google Scholar] [CrossRef]
- Bunyamin, B.; Kurniasari, F.D.; Munirwan, R.P.; Jaya, R.P. Effect of coral aggregates of blended cement concrete subjected to different water immersion condition. Adv. Civ. Eng. 2022, 2022, 2919167. [Google Scholar] [CrossRef]
- Wang, F.; Hua, J.; Xue, X.; Wang, N.; Yan, F.; Feng, D. Effect of superfine cement modification on properties of coral aggregate concrete. Materials 2023, 16, 1103. [Google Scholar] [CrossRef] [PubMed]
- Lv, Z.; Han, Y.; Han, G.; Ge, X.; Wang, H. Experimental study on toughness of engineered cementitious composites with desert sand. Materials 2023, 16, 697. [Google Scholar] [CrossRef]
- Sikandar, A.; Ali, M. Composition of engineered cementitious composite with local materials, composite properties and its utilization for structures in developing countries. Eng. Proc. 2023, 53, 16. [Google Scholar] [CrossRef]
- Li, P.; Huang, D.; Li, R.; Li, R.; Yuan, F. Effect of aggregate size on the axial compressive behavior of FRP-confined coral aggregate concrete. Polymers 2022, 14, 3877. [Google Scholar] [CrossRef]
- Arumugam, R.A.; Ramamurthy, K. Study of compressive strength characteristics of coral aggregate concrete. Mag. Concrete Res. 1996, 48, 141–148. [Google Scholar] [CrossRef]
- Chen, C.; Ji, T.; Zhuang, Y.; Lin, X. Workability, mechanical properties and affinity of artificial reef concrete. Constr. Build. Mater. 2015, 98, 227–236. [Google Scholar] [CrossRef]
- Yu, H.; Da, B.; Ma, H.; Zhu, H.; Yu, Q.; Ye, H.; Ye, H.; Jing, X. Durability of concrete structures in tropical atoll environment. Ocean Eng. 2017, 135, 1–10. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, S.; Niu, D.; Su, L.; Luo, D. Strength and chloride ion distribution brought by aggregate of basalt fiber reinforced coral aggregate concrete. Constr. Build. Mater. 2020, 234, 117390. [Google Scholar] [CrossRef]
- Wang, Z.; Hao, R.; Li, P.; Han, Y.; Sun, P. Mechanical properties and crack width control of seawater coral sand ECC. Acta Materiae Compositae Sin. 2023, 40, 2261–2272. (In Chinese) [Google Scholar] [CrossRef]
- Ranade, R.; Li, V.C.; Stults, M.D.; Heard, W.F.; Rushing, T.S. Composite properties of high-strength, high-ductility concrete. ACI Mater. J. 2013, 110, 413–422. [Google Scholar] [CrossRef]
- Nguyen, H.; Carvelli, V.; Fujii, T.; Okubo, K. Cement mortar reinforced with reclaimed carbon fibres, CFRP waste or prepreg carbon waste. Constr. Build. Mater. 2016, 126, 321–331. [Google Scholar] [CrossRef]
- Hossain, K.M.A.; Sood, D. The strength and fracture characteristics of one-part strain-hardening green alkali-activated engineered composites. Materials 2023, 16, 5077. [Google Scholar] [CrossRef]
- Yu, Y.; Zhang, J.; Zhang, J. A modified Brazilian disk tension test. Int. J. Rock Mech. Min. 2009, 46, 421–425. [Google Scholar] [CrossRef]
- Ma, L.; Li, Z.; Liu, J.; Duan, L.; Wu, J. Mechanical properties of coral concrete subjected to uniaxial dynamic compression. Constr. Build. Mater. 2019, 199, 244–255. [Google Scholar] [CrossRef]
- Etxeberria, M.; Fernandez, J.M.; Limeira, J. Secondary aggregates and seawater employment for sustainable concrete dyke blocks production: Case study. Constr. Build. Mater. 2016, 113, 586–595. [Google Scholar] [CrossRef]
- Wang, L.; Zhao, Y. The comparison of coral concrete and other light weight aggregate concrete on mechanics performance. Adv. Mater. Res. 2012, 446–449, 3369–3372. [Google Scholar] [CrossRef]
- Da, B.; Yu, H.; Ma, H.; Tan, Y.; Mi, R.; Dou, X. Experimental investigation of whole stress-strain curves of coral concrete. Constr. Build. Mater. 2016, 122, 81–89. [Google Scholar] [CrossRef]
- Yu, K.; Wang, Y.; Yu, J.; Xu, S. A strain-hardening cementitious composites with the tensile capacity up to 8%. Constr. Build. Mater. 2017, 137, 410–419. [Google Scholar] [CrossRef]
- Özkan, Ş.; Demir, F. The hybrid effects of PVA fiber and basalt fiber on mechanical performance of cost effective hybrid cementitious composites. Constr. Build. Mater. 2020, 263, 120564. [Google Scholar] [CrossRef]
- Sahmaran, M.; Yaman, I.O. Hybrid fiber reinforced self-compacting concrete with a high-volume coarse fly ash. Constr. Build. Mater. 2007, 21, 150–156. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cement | Fly Ash | Coral Sand | Seawater | SP | PVA Fiber | |
|---|---|---|---|---|---|---|
| P-2.300 | 1 | 0.43 | 0.5 | 0.5 | 0.00123 | Vf = 2.300% |
| P-1.725 | 1 | 0.43 | 0.5 | 0.5 | 0.00123 | Vf = 1.725% |
| P-1.150 | 1 | 0.43 | 0.5 | 0.5 | 0.00123 | Vf = 1.150% |
| P-0.575 | 1 | 0.43 | 0.5 | 0.5 | 0.00123 | Vf = 0.575% |
| P-0 | 1 | 0.43 | 0.5 | 0.5 | 0.00123 | Vf = 0% |
| Component | Na2O | MgO | Al2O3 | SiO2 | SO3 | K2O | CaO | TiO2 | Fe2O3 | SrO |
|---|---|---|---|---|---|---|---|---|---|---|
| Mass fraction/wt% | 0.46 | 0.5 | 2.43 | 6.06 | 0.43 | 0.35 | 85.25 | 0.29 | 2.07 | 1.91 |
| 1.25–2.5 mm | 0.63–1.25 mm | 0.315–0.63 mm | 0.16–0.315 mm | Fineness Modulus |
|---|---|---|---|---|
| 5 | 15 | 65 | 15 | 2.1 (fine sand) |
| Component | NaCl | CaCl2 | MgSO4 | MgCl2 |
|---|---|---|---|---|
| Content (mmol·L−1) | 445.20 | 17.22 | 51.68 | 64.82 |
| Density (g·cm−3) | Tensile Strength (MPa) | Elastic Modulus (GPa) | Diameter (mm) | Length (mm) |
|---|---|---|---|---|
| 1.2 | 1620 | 42.8 | 0.039 | 12 |
| First Cracking Strength (MPa) | First Cracking Deformation (mm) | Splitting Tensile Strength (MPa) | Compressive Deformation (mm) | |
|---|---|---|---|---|
| P-2.300 | 1.50 | 0.49 | 3.03 | 2.28 |
| P-1.725 | 1.48 | 0.47 | 2.65 | 1.60 |
| P-1.150 | 1.38 | 0.47 | 2.07 | 1.00 |
| P-0.575 | 1.33 | 0.58 | 1.48 | 0.83 |
| P-0 | 1.15 | 0.57 | 1.15 | 0.57 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, H.; Gao, G.; Li, Y.; Hou, D.; Han, Y. Effect of PVA Fiber on the Mechanical Properties of Seawater Coral Sand Engineered Cementitious Composites. Materials 2024, 17, 1446. https://doi.org/10.3390/ma17061446
Han H, Gao G, Li Y, Hou D, Han Y. Effect of PVA Fiber on the Mechanical Properties of Seawater Coral Sand Engineered Cementitious Composites. Materials. 2024; 17(6):1446. https://doi.org/10.3390/ma17061446
Chicago/Turabian StyleHan, Hongwei, Gongwen Gao, Yu Li, Dongxu Hou, and Yudong Han. 2024. "Effect of PVA Fiber on the Mechanical Properties of Seawater Coral Sand Engineered Cementitious Composites" Materials 17, no. 6: 1446. https://doi.org/10.3390/ma17061446