
Microstructure and Mechanical Properties of AA1050/AA6061 Laminated Composites Fabricated through Three-Cycle Accumulative Roll Bonding and Subsequent Cryorolling



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
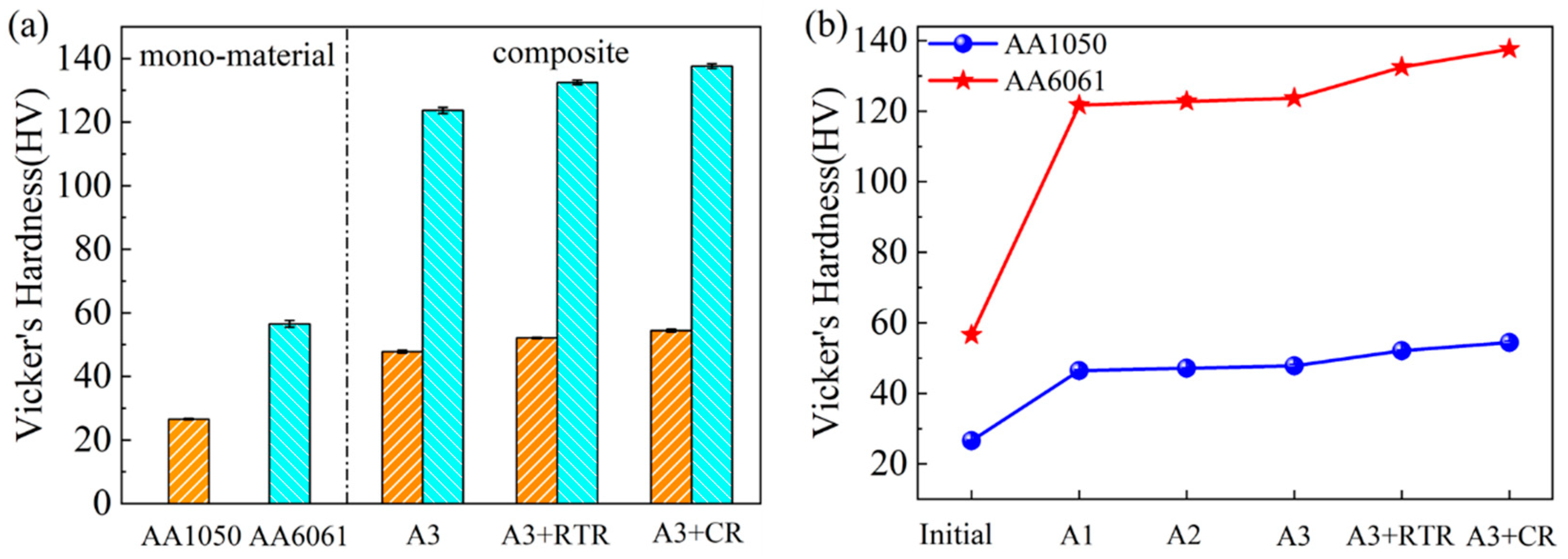
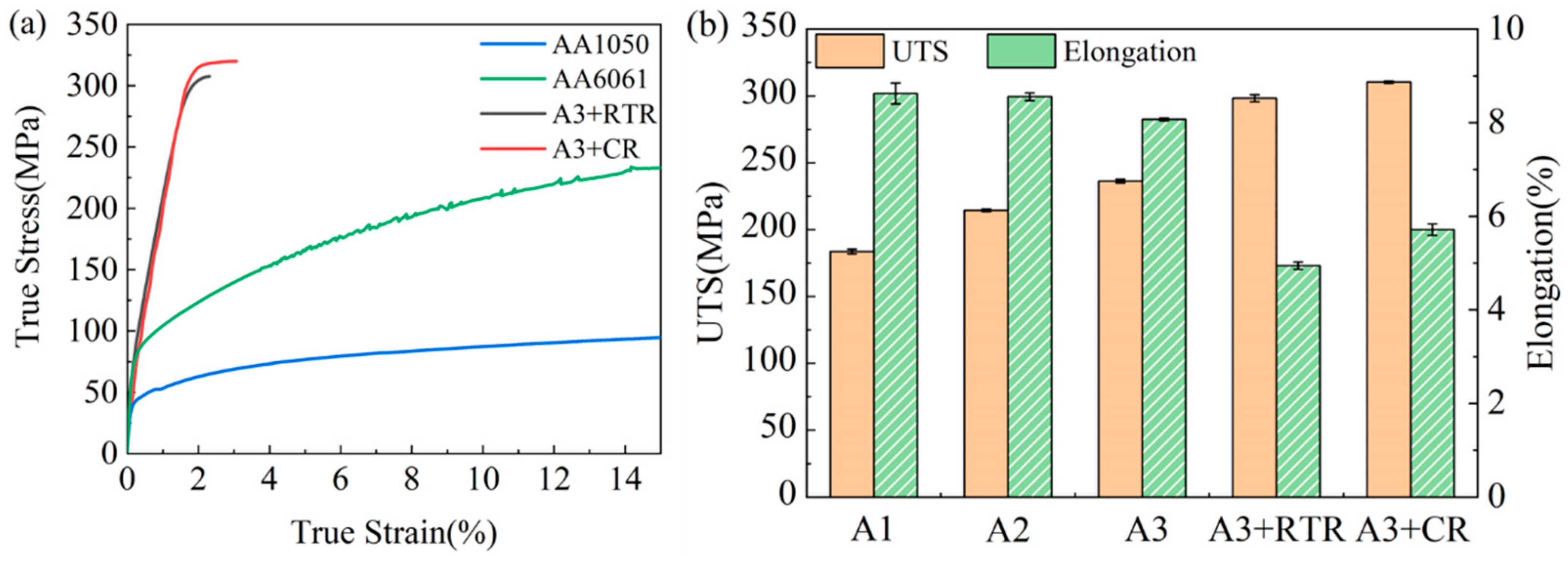
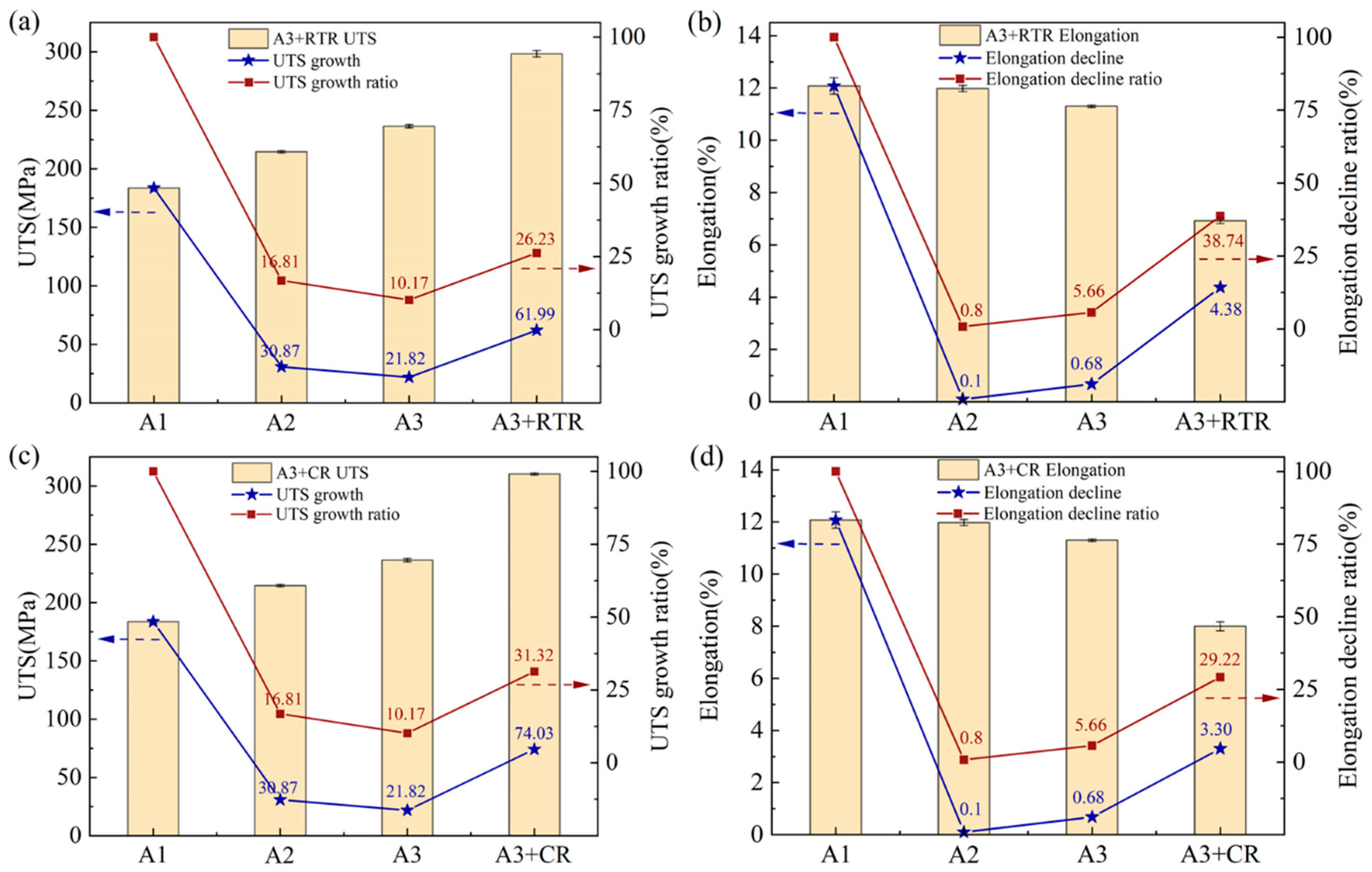
3.1. Mechanical Properties of AA1050/AA6061 Laminated Composites
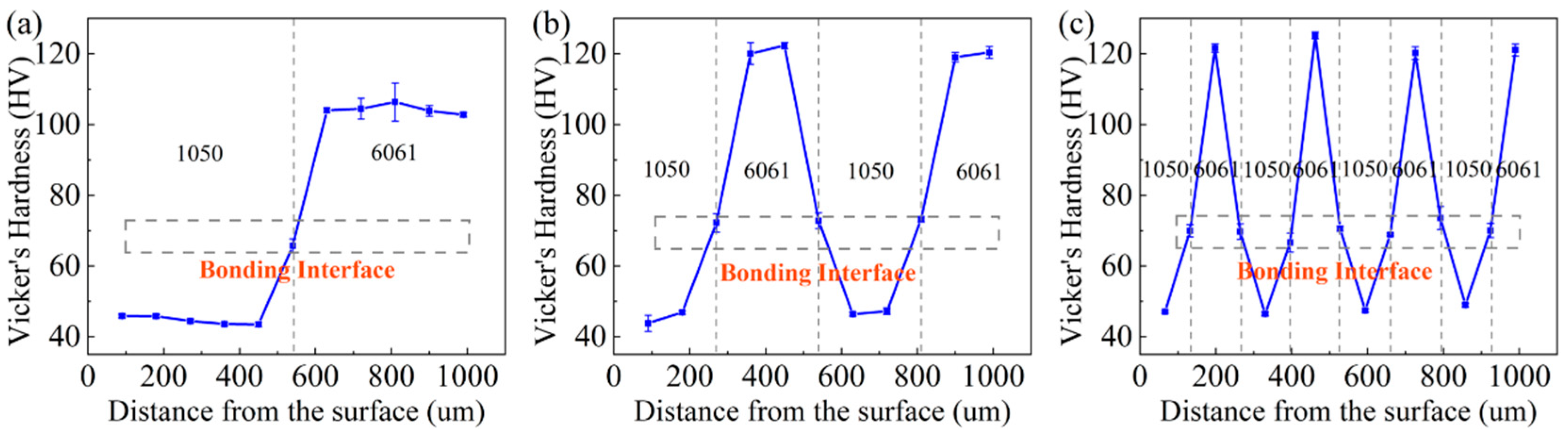
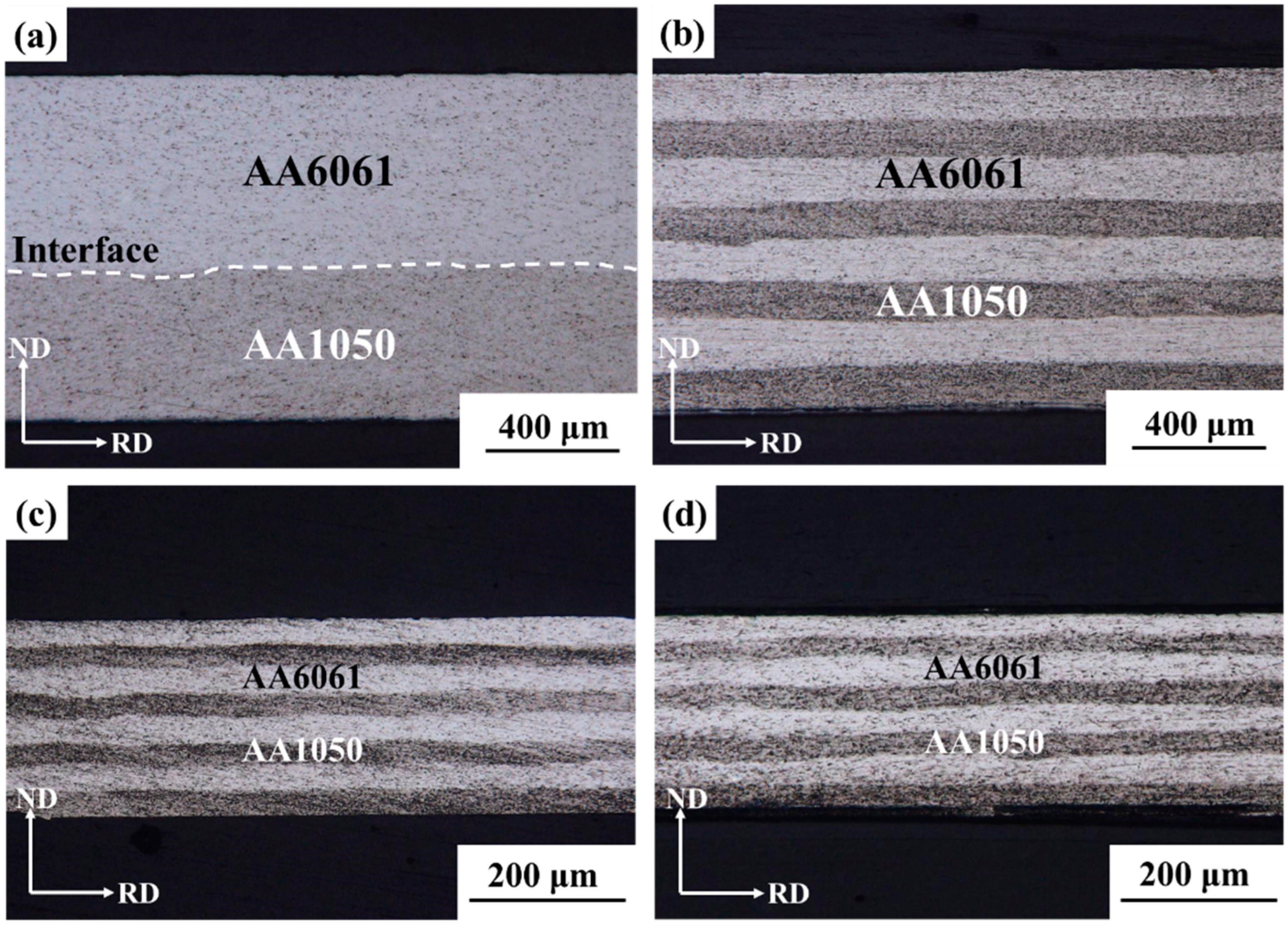
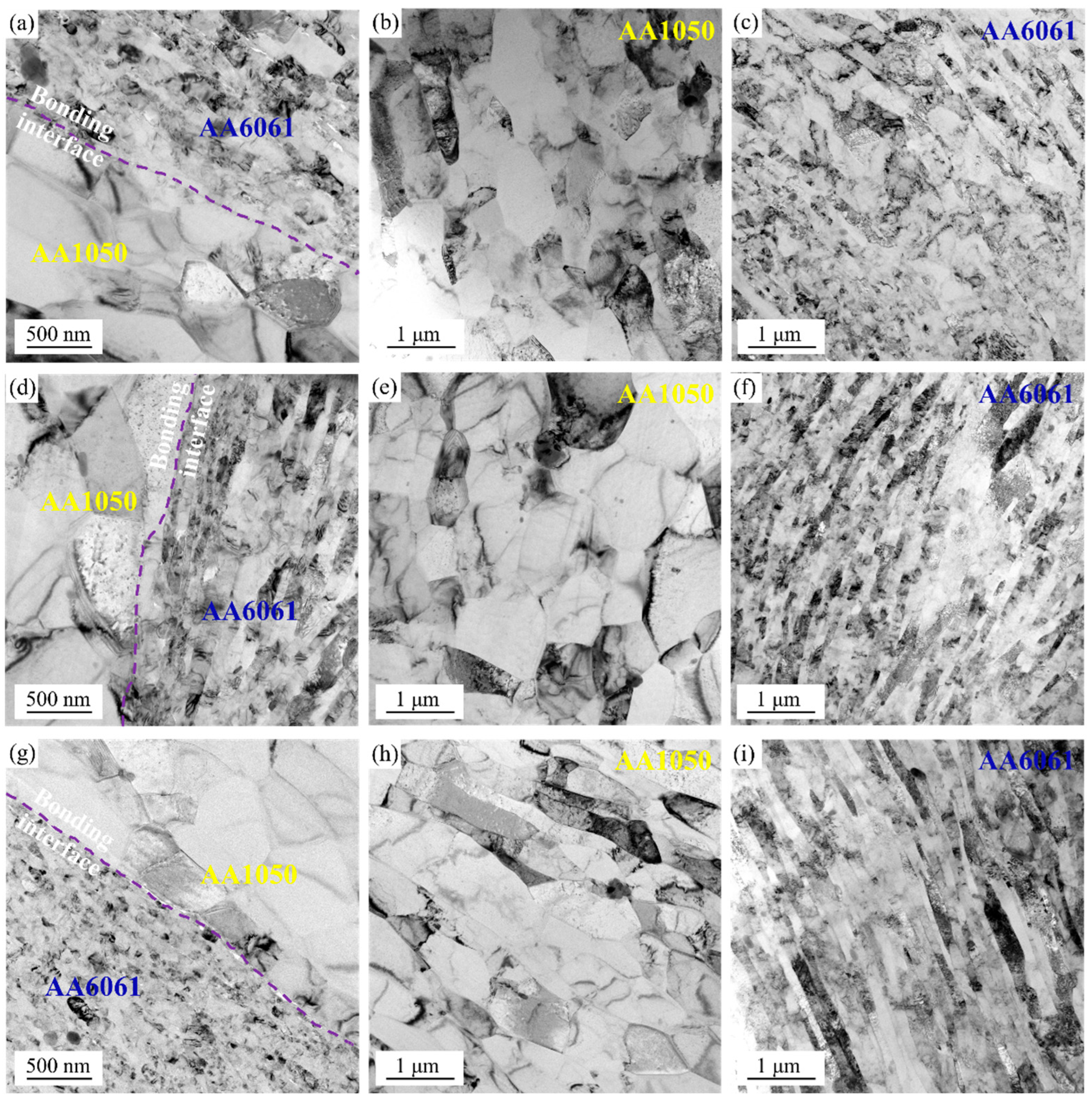
3.2. Microstructure Analysis of AA1050/AA6061 Laminated Composites
4. Conclusions
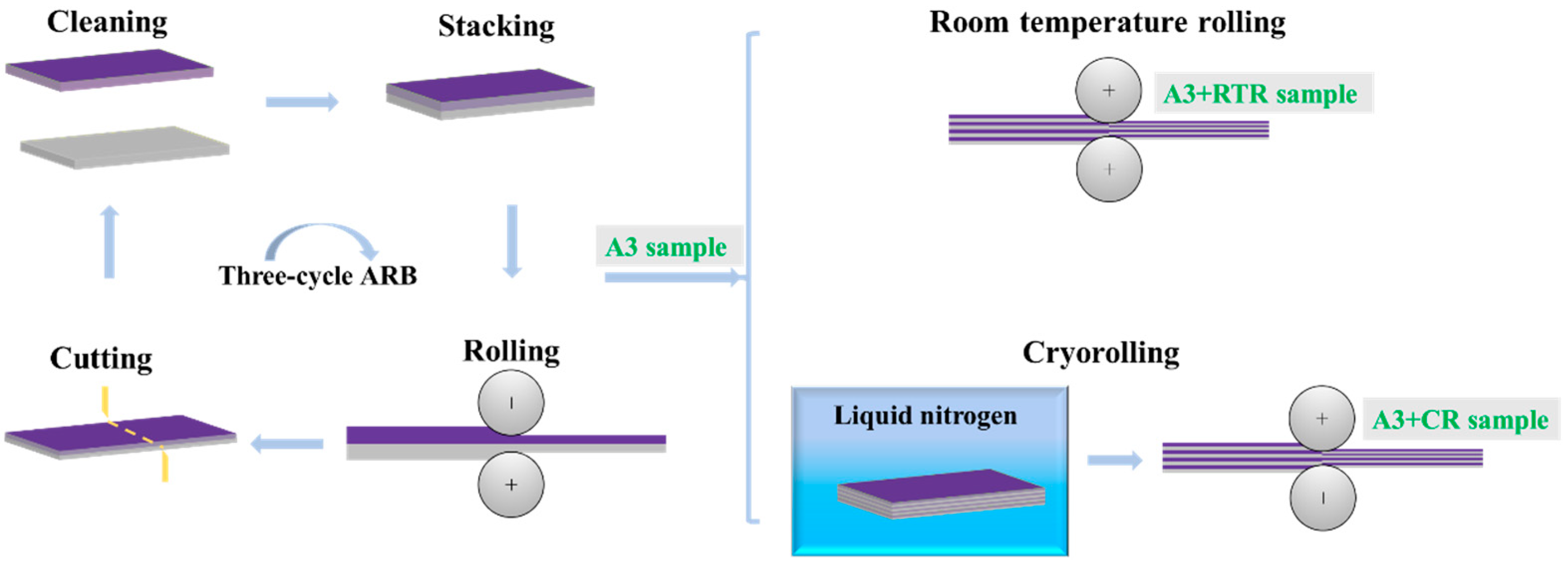
- The AA1050/AA6061 laminated composites were successfully processed by three-cycle ARB with the UTS of 236 MPa. After subsequent rolling, the UTS of A3 + RTR and A3 + CR samples increased to 298 MPa and 310 MPa, respectively. Therefore, the mechanical properties of AA1050/AA6061 laminated composites can be obviously enhanced by CR;
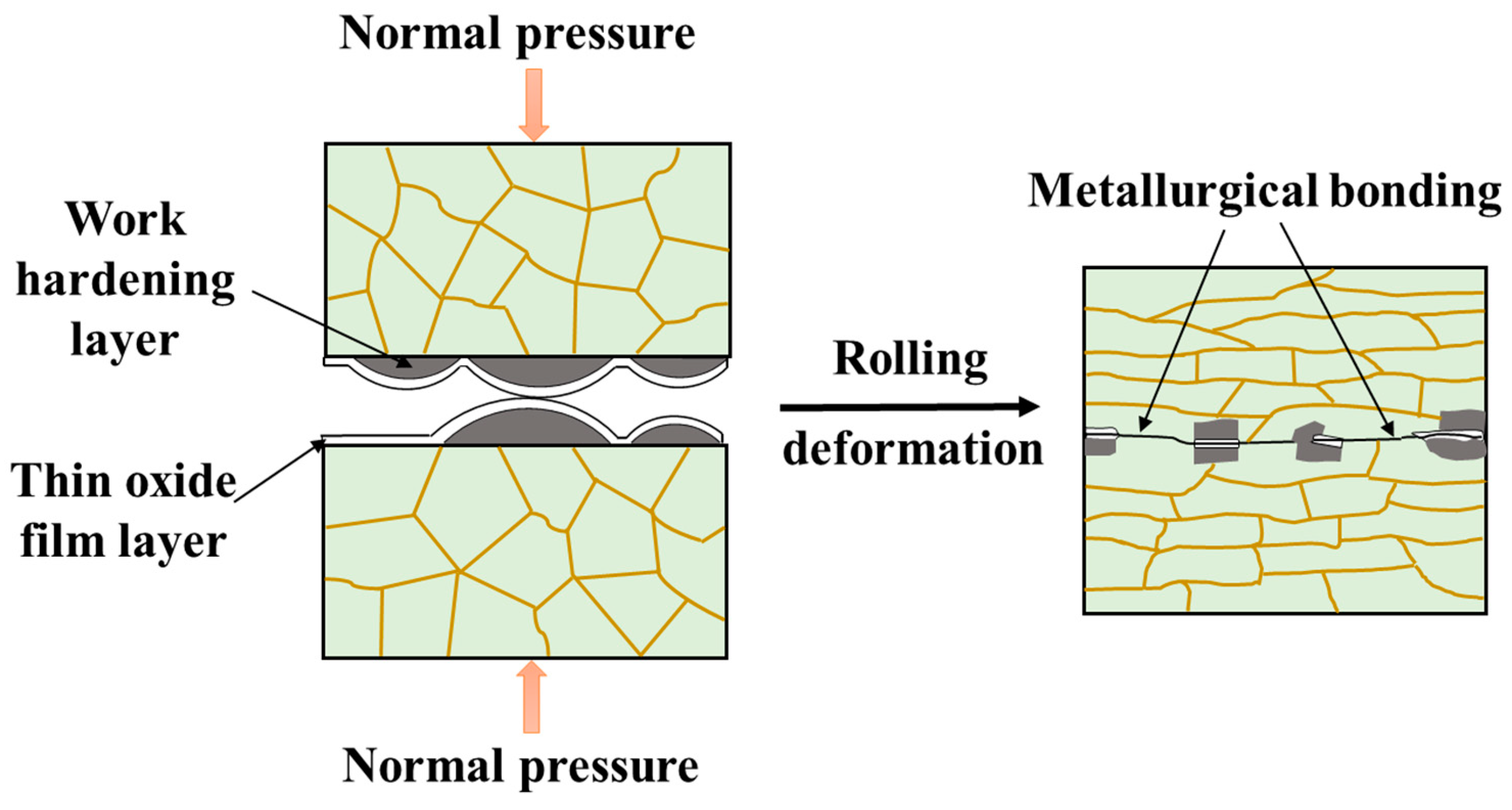
- Analyzing the evolution of the microstructure, compared with RTR, CR can improve the interface structure morphology, inhibit dynamic recovery, accumulate higher dislocation density, and further refine grain size. These factors highly contribute to the mechanical improvement of AA1050/AA6061 laminated composites;
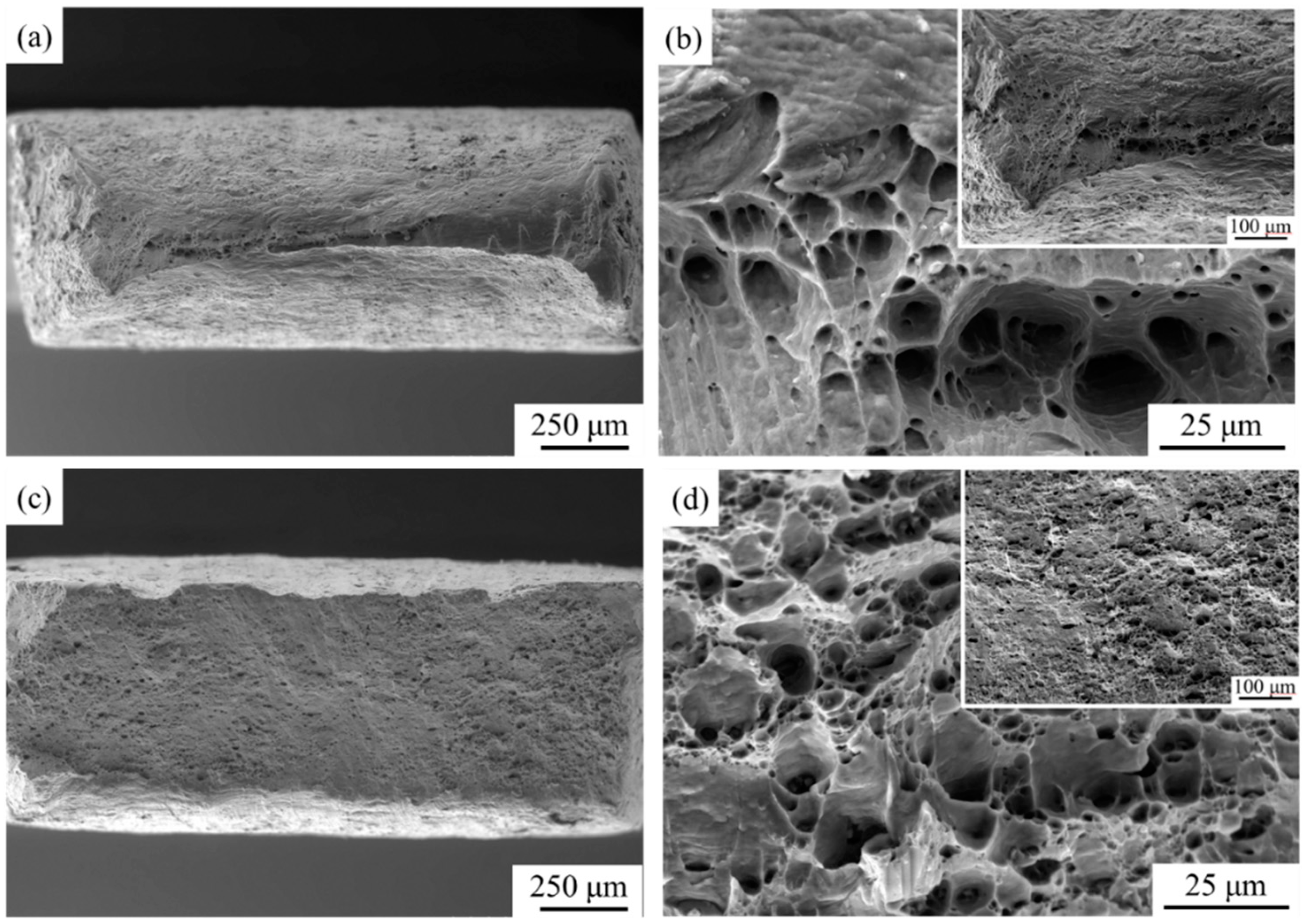
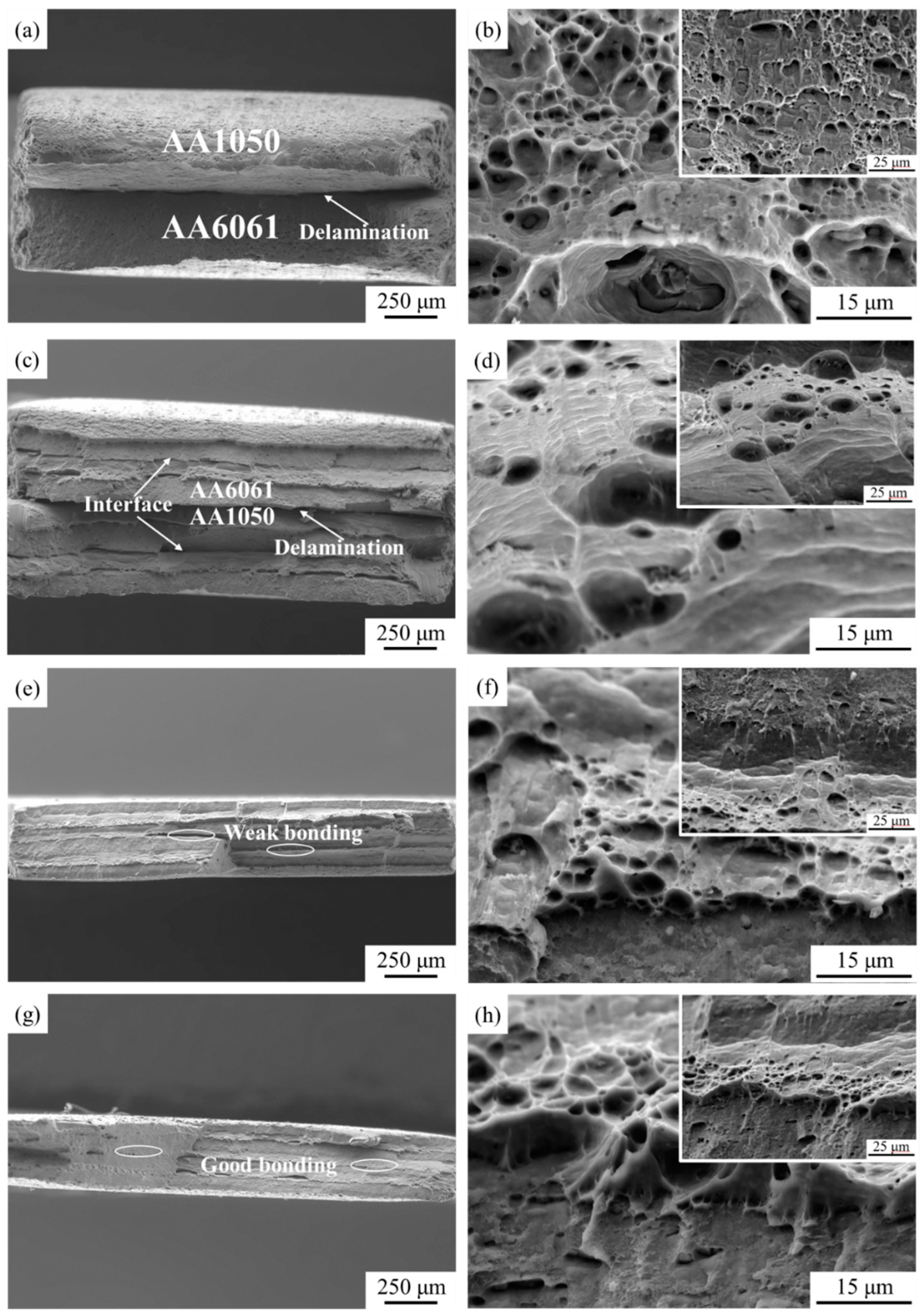
- The fracture analysis results reveal that the interfacial delamination existed at the tensile fracture surface of AA1050/AA6061 laminated composites that underwent ARB, and weak bonding positions were also found in the room-temperature rolled sample. In contrast, good bonding between the constituent layers was observed in the fracture morphology of the cryorolled sample, indicating that CR can effectively improve the interfacial bonding quality.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lei, J.Y.; Ma, L.F.; Cai, Z.H.; Jia, W.T.; Zhi, C.C.; Yuan, Y.; Pan, H.C.; Xie, H.B. Interfacial fracture characteristics of Mg/Al composite plates with different thickness ratios by asymmetrical rolling with differential temperature rolls. Mater. Sci. Eng. A 2023, 869, 144764. [Google Scholar] [CrossRef]
- Lyu, S.N.; Zheng, L.; Chang, D.X.; Yu, B.Y. Improving the stamping formability of rolled titanium/iron composite sheets by annealing. Mater. Sci. Eng. A 2022, 845, 143241. [Google Scholar] [CrossRef]
- Okonkwo, B.O.; Ming, H.L.; Wang, J.Q.; Han, E.H.; Rahimi, E.; Davoodi, A.; Hosseinpour, S. A new method to determine the synergistic effects of area ratio and microstructure on the galvanic corrosion of LAS A508/309 L/308 L SS dissimilar metals weld. J. Mater. Sci. Technol. 2021, 78, 38–50. [Google Scholar] [CrossRef]
- Krishna, S.A.; Saleh, R.B.; Manivannan, S. Microstructural mechanical and corrosion properties of SS304/HEA surface layer produced by Friction Stir Processing. J. Alloys Compd. 2023, 953, 170153. [Google Scholar] [CrossRef]
- Kim, Y.K.; Pouraliakbar, H.; Hong, S.J. Effect of interfacial intermetallic compounds evolution on the mechanical response and fracture of layered Ti/Cu/Ti clad materials. Mater. Sci. Eng. A 2020, 772, 138802. [Google Scholar] [CrossRef]
- Lader, S.K.; Baruah, M.; Ballav, R. Significance of underwater friction stir welding on the weld integrity of thin sheets of aluminum (AA1050-O) and brass (CuZn34) joints. Mater. Sci. Eng. A 2023, 865, 144627. [Google Scholar] [CrossRef]
- Li, H.L.; Guo, A.H.; Kong, C.; Yu, H.L. Microstructure evolution and mechanical properties of Al/Mg-Li/Al laminate metallic composites via hot roll bonding and subsequent cryorolling. Mater. Sci. Eng. A 2024, 891, 146007. [Google Scholar] [CrossRef]
- Kim, E.Y.; Cho, J.H.; Kim, H.W.; Choi, S.H. Evolution of deformation texture in Al/Al–Mg/Al composite sheets during cold-roll cladding. Mater. Sci. Eng. A 2011, 530, 244–252. [Google Scholar] [CrossRef]
- Lei, G.; Xing, J.R.; Gao, H.T.; Cui, X.H.; Yu, H.L. Effect of temperature on near-surface microstructure evolution in nanocrystalline metal under shear stress. J. Cent. South Univ. 2023, 30, 3173–3186. [Google Scholar] [CrossRef]
- Mansouri Arani, M.; Meyruey, G.; Parson, N.C.; Poole, W.J. The effect of Mn containing dispersoids on the distribution of slip and fracture mode in Al-Mg-Si-Mn alloys. Scr. Mater. 2023, 228, 115343. [Google Scholar] [CrossRef]
- Roy, S.; Nataraj, B.R.; Suwas, S.; Kumar, S.; Chattopadhyay, K. Accumulative roll bonding of aluminum alloys 2219/5086 laminates: Microstructural evolution and tensile properties. Mater. Des. 2012, 36, 529–539. [Google Scholar] [CrossRef]
- Acarer, M.; Demir, B.; Dikici, B.; Salu, E. Microstructure, mechanical properties, and corrosion resistance of an explosively welded Mg–Al composite. J. Magnes. Alloys 2022, 10, 1086–1095. [Google Scholar] [CrossRef]
- Liu, W.S.; Long, L.P.; Ma, Y.Z.; Wu, L. Microstructure evolution and mechanical properties of Mg/Al diffusion bonded joints. J. Alloys Compd. 2015, 643, 34–39. [Google Scholar] [CrossRef]
- Zhang, W.; Hu, H.J.; Hu, G.; Sun, Z.W.; Yuan, T.; Ou, Z.W. A direct extrusion-shear deformation composite process that significantly improved the metallurgical bonding and texture regulation grain refinement and mechanical properties of hot-extruded AZ31/AA6063 composite tubes. Mater. Sci. Eng. A 2023, 880, 145090. [Google Scholar] [CrossRef]
- Tayyebi, M.; Alizadeh, M. A novel two-step method for producing Al/Cu functionally graded metal matrix composite. J. Alloys Compd. 2022, 911, 165078. [Google Scholar] [CrossRef]
- Valeh, T.; Mohammad, Y.; Ehsan, B.; Ehsan, G. Numercial investigation of friction stir welding parameters on microstructure, thermal and mechanical properties of ultrafine-grained Al-0.2 wt% Sc alloy sheet. J. Cent. South Univ. 2023, 30, 61–73. [Google Scholar]
- Wang, L.; Du, Q.L.; Li, C.; Cui, X.H.; Zhao, X.; Yu, H.L. Enhanced mechanical properties in lamellar Cu/Al composites processed via high-temperature accumulative roll bonding. Trans. Nonfer. Met. Soc. China 2019, 29, 1621–1630. [Google Scholar] [CrossRef]
- Degnera, J.; Böhm, W.; Herrmann, J.; Köhler, M.; Merklein, M. Manufacturing and Characterization of Multilayered 7000-Series Aluminum with Improved Corrosion Behavior Processed via Accumulative Roll Bonding. Mater. Today Proc. 2019, 10, 368–375. [Google Scholar] [CrossRef]
- Yuan, M.F.; Deng, Y.L.; Lin, S.; Guo, X.B.; Xie, Y.K. Effect of the Cross Accumulative Roll Bonding on the Corrosion Behaviour of AA6082/AA7204 Composite Sheets. Met. Mater. Int. 2021, 27, 3709–3719. [Google Scholar] [CrossRef]
- Kümmel, F.; Höppel, H.W.; Göken, M. Layer architecture and fatigue life of ultrafine-grained laminated metal composites consisting of different aluminum alloys. Mater. Sci. Eng. A 2017, 702, 406–413. [Google Scholar] [CrossRef]
- Camilo Magalhães, D.C.; Cintho, O.M.; Rubert, J.B.; Sordi, V.L.; Kliauga, A.M. The role of shear strain during Accumulative Roll-Bonding of multilayered composite sheets: Pattern formation, microstructure and texture evolution. Mater. Sci. Eng. A 2020, 796, 140055. [Google Scholar] [CrossRef]
- Lee, S.H.; Lee, S.R. Microstructure and Mechanical Properties of Nanostructured 1050/6061 Aluminum Alloy Fabricated by Four-Layer Stack Accumulative Roll-Bonding. J. Nanosci. Nanotechnol. 2015, 15, 5020–5023. [Google Scholar] [CrossRef] [PubMed]
- Nageswara Rao, P.; Singh, D.; Jayaganthan, R. Effect of Post Cryorolling Treatments on Microstructural and Mechanical Behaviour of Ultrafine Grained Al-Mg-Si Alloy. J. Mater. Sci. Technol. 2014, 30, 998–1005. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Pahlavani, M.; Gholami, M.D.; Marzbanrad, J.; Hashemi, R. Production of Al/Mg-Li composite by the accumulative roll bonding process. J. Mater. Res. Technol. 2020, 9, 7880–7886. [Google Scholar] [CrossRef]
- Habila, W.; Azzeddine, H.; Mehdia, B.; Tirsatine, K.; Baudin, T.; Helbert, A.L.; Brisset, F.; Gautrotd, S.; Mathon, M.H.; Bradai, D. Investigation of microstructure and texture evolution of a Mg/Al laminated composite elaborated by accumulative roll bonding. Mater. Charact. 2019, 147, 242–252. [Google Scholar] [CrossRef]
- Xu, R.R.; Liang, N.N.; Zhuang, L.M.; Wei, D.J.; Zhao, Y.H. Microstructure and mechanical behaviors of Al/Cu laminated composites fabricated by accumulative roll bonding and intermediate annealing. Mater. Sci. Eng. A 2022, 832, 142510. [Google Scholar] [CrossRef]
- Gao, H.T.; Liu, S.L.; Song, L.L.; Kong, C.; Yu, H.L. Enhanced strength-ductility synergy in heterostructured copper/brass laminates via introducing cryorolling. Mater. Sci. Eng. A 2023, 878, 145239. [Google Scholar] [CrossRef]
- Miyajima, Y.; Yamada, T.; Fujii, T. Plastic instability criterion based on new necking parameters for Cu–Al, Cu–A5052, and Cu–A5083 roll-bonded laminated metal composites fabricated without post-annealing. J. Mater. Process. Technol. 2022, 306, 117634. [Google Scholar] [CrossRef]
- Vigneshwaran, S.; Krishna, K.S.V.B.R.; Chandra Sekhar, K.; Sivaprasad, K.; Venkateswarlu, K.; Narayanasamy, R. A study on the work hardening and the effect of triaxiality on the fracture behaviour of some cryorolled aluminium alloys. Mater. Sci. Eng. A 2016, 678, 165–177. [Google Scholar] [CrossRef]
- Kumar, V.; Kumar, D. Investigation of tensile behaviour of cryorolled and room temperature rolled 6082 Al alloy. Mater. Sci. Eng. A 2017, 691, 211–217. [Google Scholar] [CrossRef]
- Liu, B.X.; Huang, L.J.; Kaveendran, B.; Geng, L.; Cui, X.P.; Wei, S.L.; Yin, F.X. Tensile and bending behaviors and characteristics of laminated Ti-(TiBw/Ti) composites with different interface status. Compos. Part B Eng. 2017, 108, 377–385. [Google Scholar] [CrossRef]
- Gao, L.; Zhang, L.X.; Gu, J.; Ou, X.Q.; Ni, S.; Li, K.; Du, Y.; Song, M. Transformation of fracture mode of an Al-Mg-Si-Cu alloy subject to aging treatment. Mater. Sci. Eng. A 2018, 735, 201–207. [Google Scholar] [CrossRef]
- Hassanpour, H.; Jamaati, R.; Hosseinipour, S.J. A novel technique to form gradient microstructure in AA5052 alloy. Mater. Sci. Eng. A 2020, 777, 139075. [Google Scholar] [CrossRef]
- Sadeghinia, H.; Jafarian, H.R.; Salehi, M.T.; Eivani, A.R. Comprehensive investigation on wear and microstructure development in Al/ti ultrafine grained multi-layered composite produced by Accumulative Roll Bonding (ARB). Mater. Res. Express 2019, 6, 116572. [Google Scholar] [CrossRef]
- Kim, Y.; Gu, G.H.; Kim, R.E.; Seo, M.H.; Kim, H.S. Deformation behavior of lightweight clad sheet: Experiment and modeling. Mater. Sci. Eng. A 2022, 852, 143666. [Google Scholar] [CrossRef]
- Zhang, B.Y.; Liu, B.X.; He, J.N.; Fang, W.; Zhang, F.Y.; Zhang, X.; Chen, C.X.; Yin, F.X. Microstructure and mechanical properties of SUS304/Q235 multilayer steels fabricated by roll bonding and annealing. Mater. Sci. Eng. A 2019, 740–741, 92–107. [Google Scholar] [CrossRef]
- Chen, W.H.; He, W.J.; Chen, Z.J.; Jiang, B.; Liu, Q. Extraordinary room temperature tensile ductility of laminated Ti/ Al composite: Roles of anisotropy and strain rate sensitivity. Int. J. Plast. 2020, 133, 102806. [Google Scholar] [CrossRef]
- Su, L.H.; Lu, C.; Tieu, A.K.; Deng, G.Y.; Sun, X.D. Ultrafine grained AA1050/AA6061 composite produced by accumulative roll bonding. Mater. Sci. Eng. A 2013, 559, 345–351. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| As-Rolled | AA1050 | AA1050/AA6061 | AA6061 |
|---|---|---|---|
| A1 | 44.64 ± 0.81 | 65.67 ± 1.96 | 107.14 ± 3.81 |
| A2 | 47.43 ± 2.84 | 70.77 ± 1.05 | 119.28 ± 2.35 |
| A3 | 48.05 ± 0.99 | 71.24 ± 1.51 | 122.60 ± 1.47 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, L.; Gao, H.; Wang, Z.; Cui, H.; Kong, C.; Yu, H. Microstructure and Mechanical Properties of AA1050/AA6061 Laminated Composites Fabricated through Three-Cycle Accumulative Roll Bonding and Subsequent Cryorolling. Materials 2024, 17, 577. https://doi.org/10.3390/ma17030577
Song L, Gao H, Wang Z, Cui H, Kong C, Yu H. Microstructure and Mechanical Properties of AA1050/AA6061 Laminated Composites Fabricated through Three-Cycle Accumulative Roll Bonding and Subsequent Cryorolling. Materials. 2024; 17(3):577. https://doi.org/10.3390/ma17030577
Chicago/Turabian StyleSong, Lingling, Haitao Gao, Zhengyu Wang, Huijie Cui, Charlie Kong, and Hailiang Yu. 2024. "Microstructure and Mechanical Properties of AA1050/AA6061 Laminated Composites Fabricated through Three-Cycle Accumulative Roll Bonding and Subsequent Cryorolling" Materials 17, no. 3: 577. https://doi.org/10.3390/ma17030577