
Analysis of Hot Tensile Fracture and Flow Behaviors of Inconel 625 Superalloy
Abstract
:1. Introduction
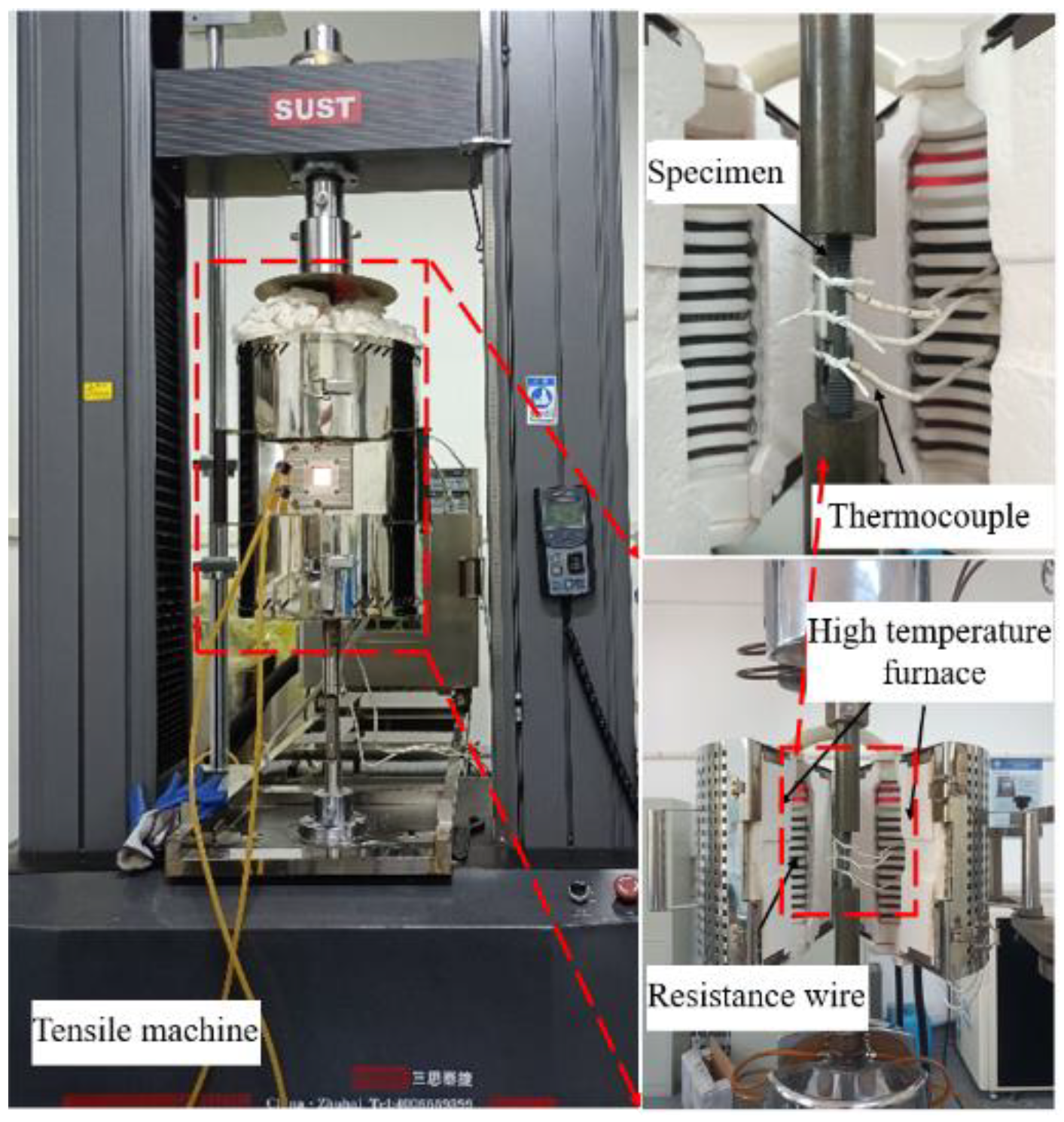
2. Experimental Methodologies
3. Results and Discussion
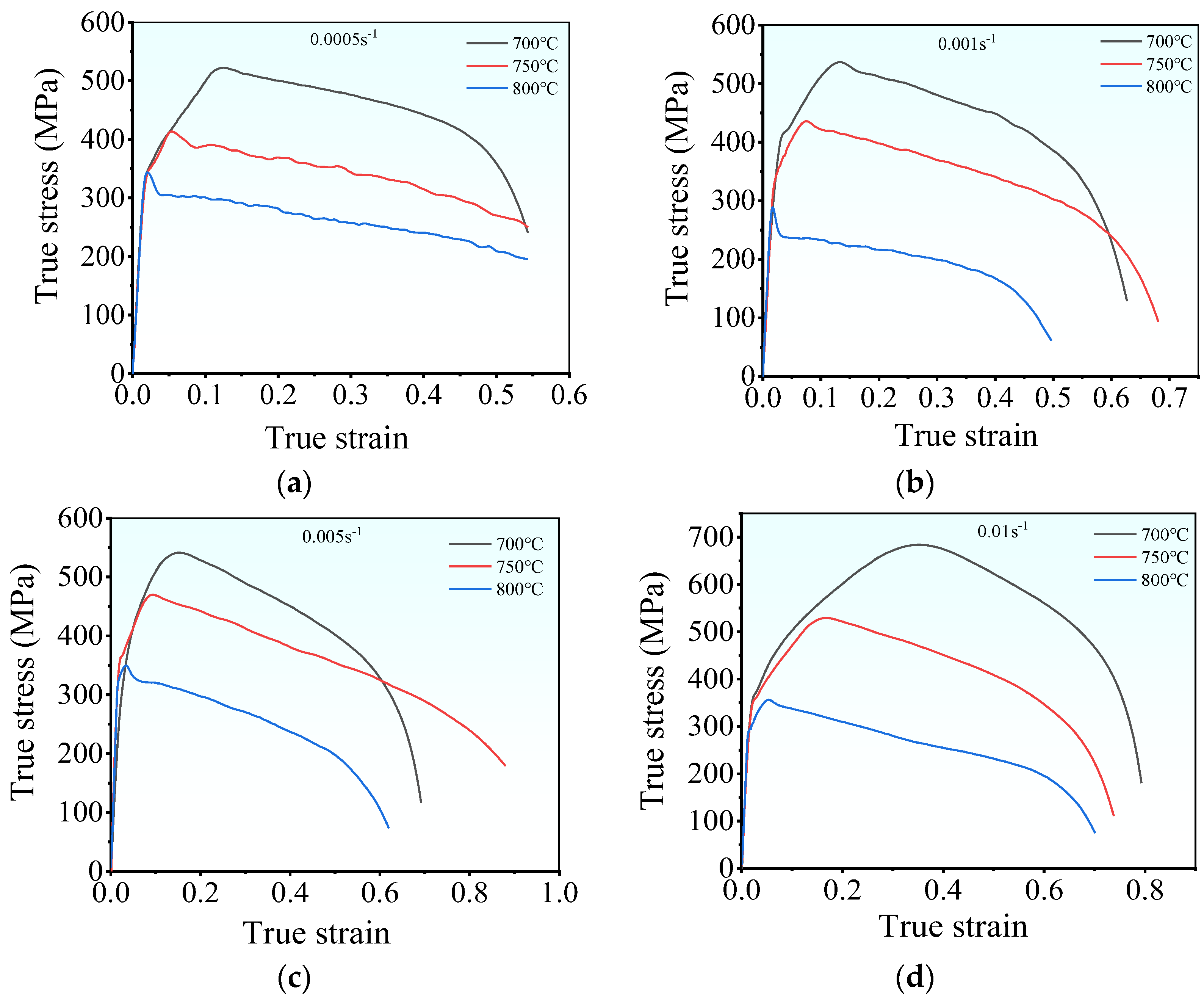
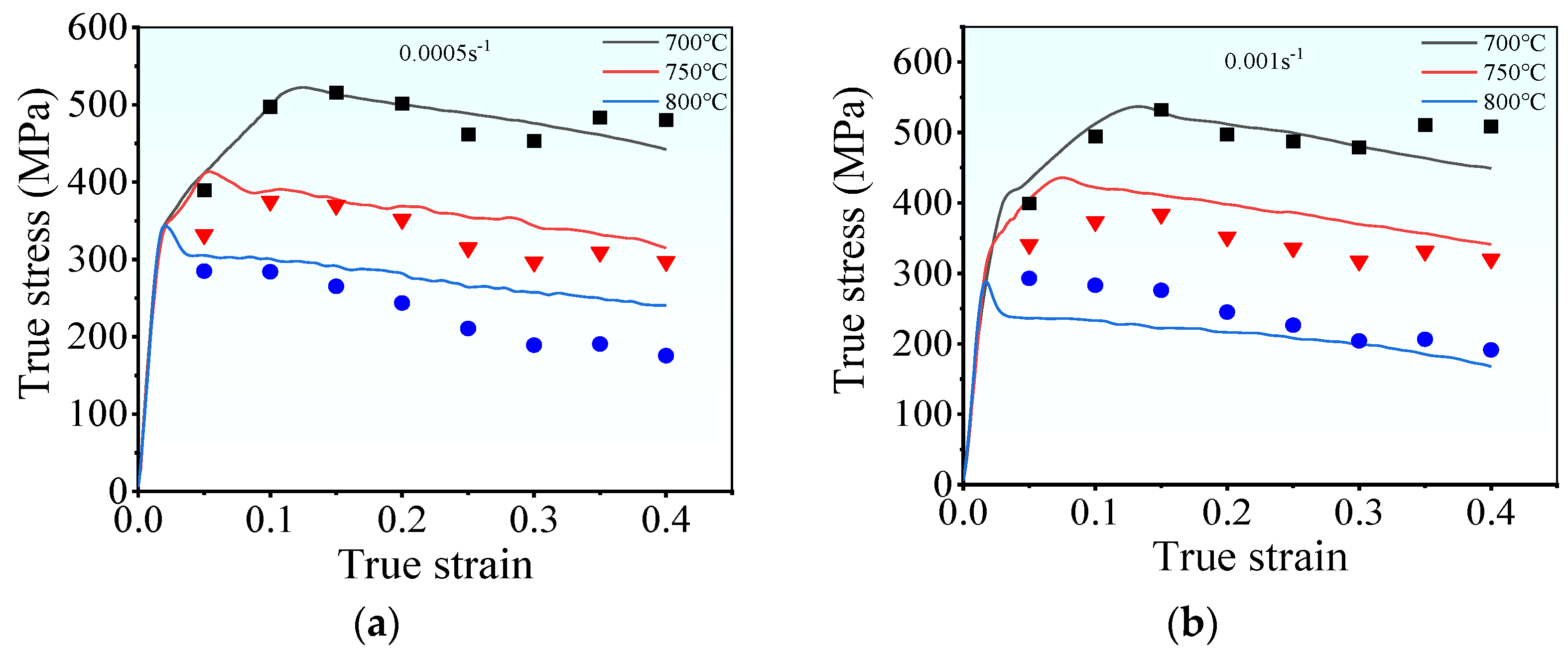
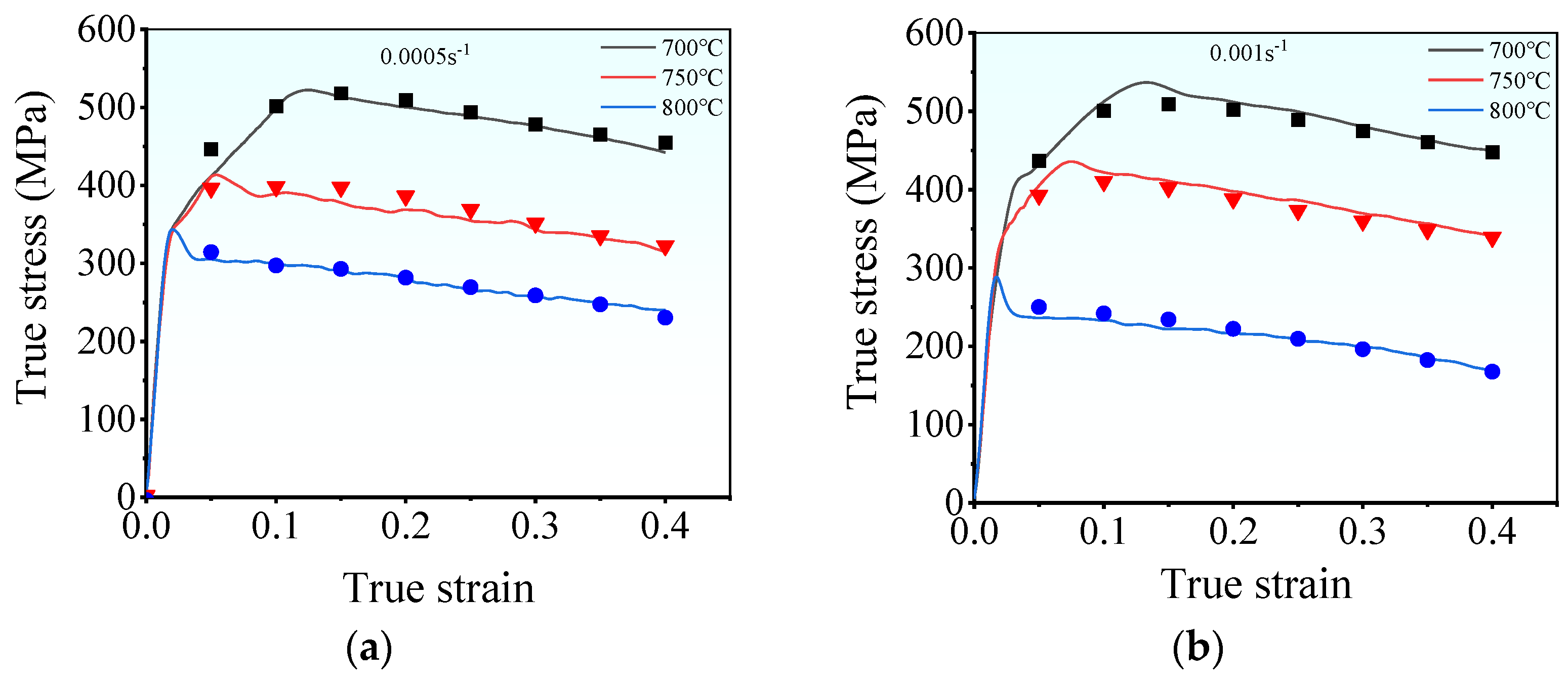
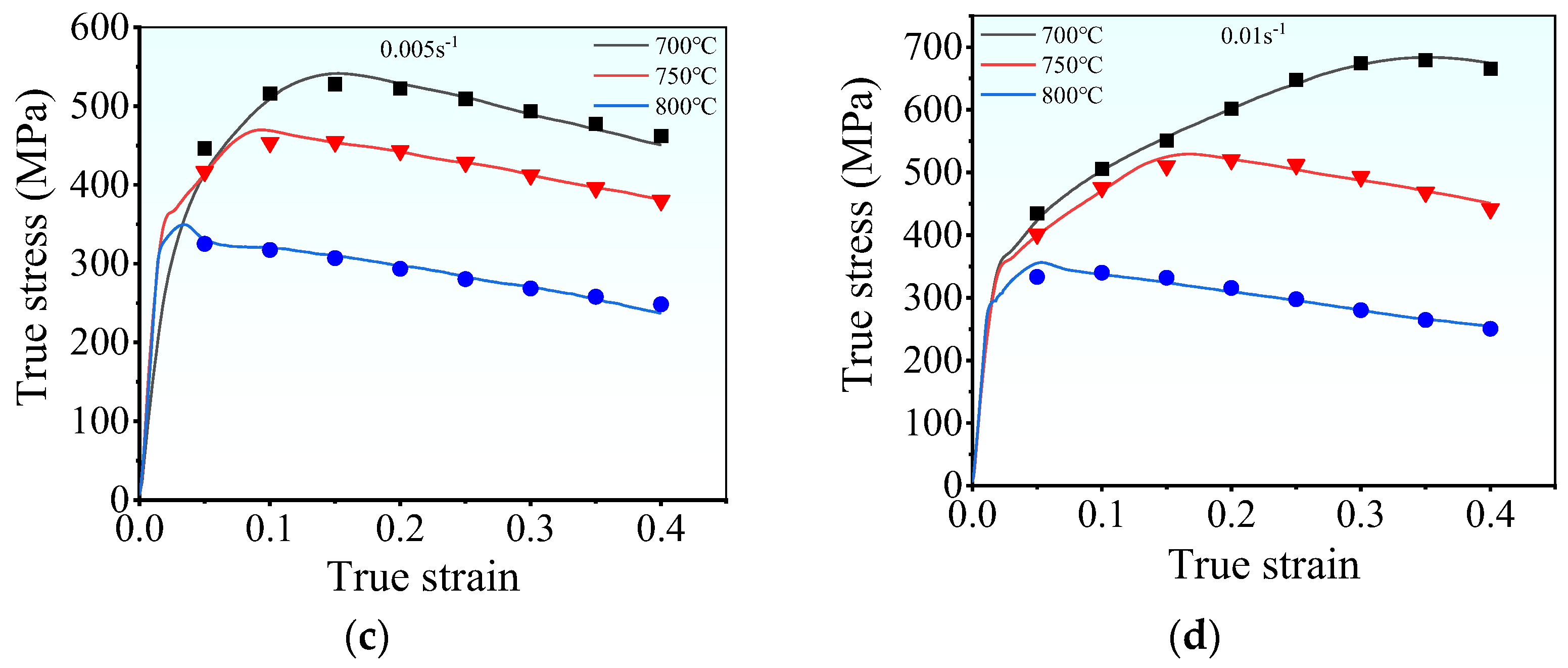
3.1. Hot Tensile Flow Curves
3.2. Fracture Characteristics
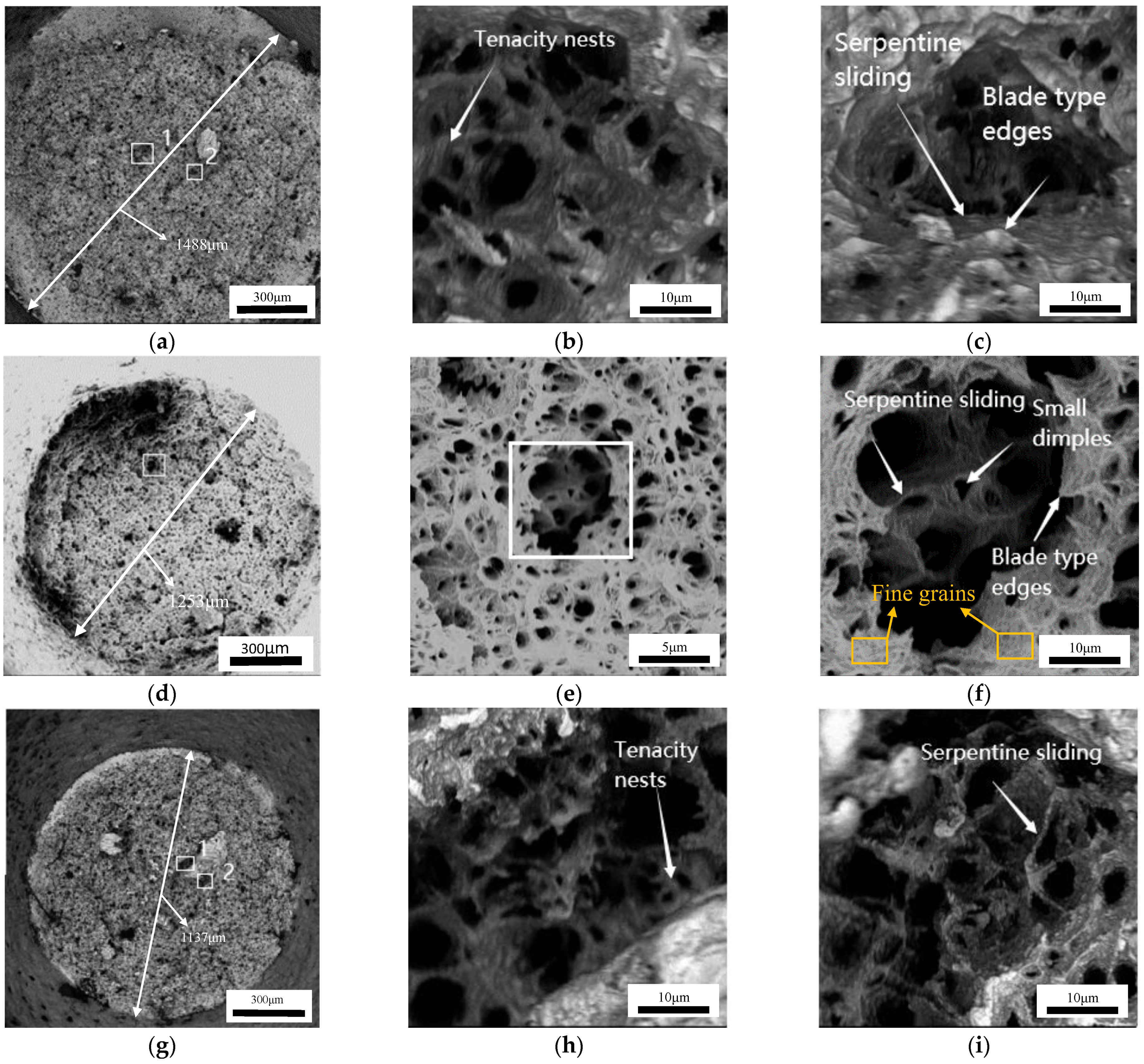
3.2.1. Influences of Deformation Temperature
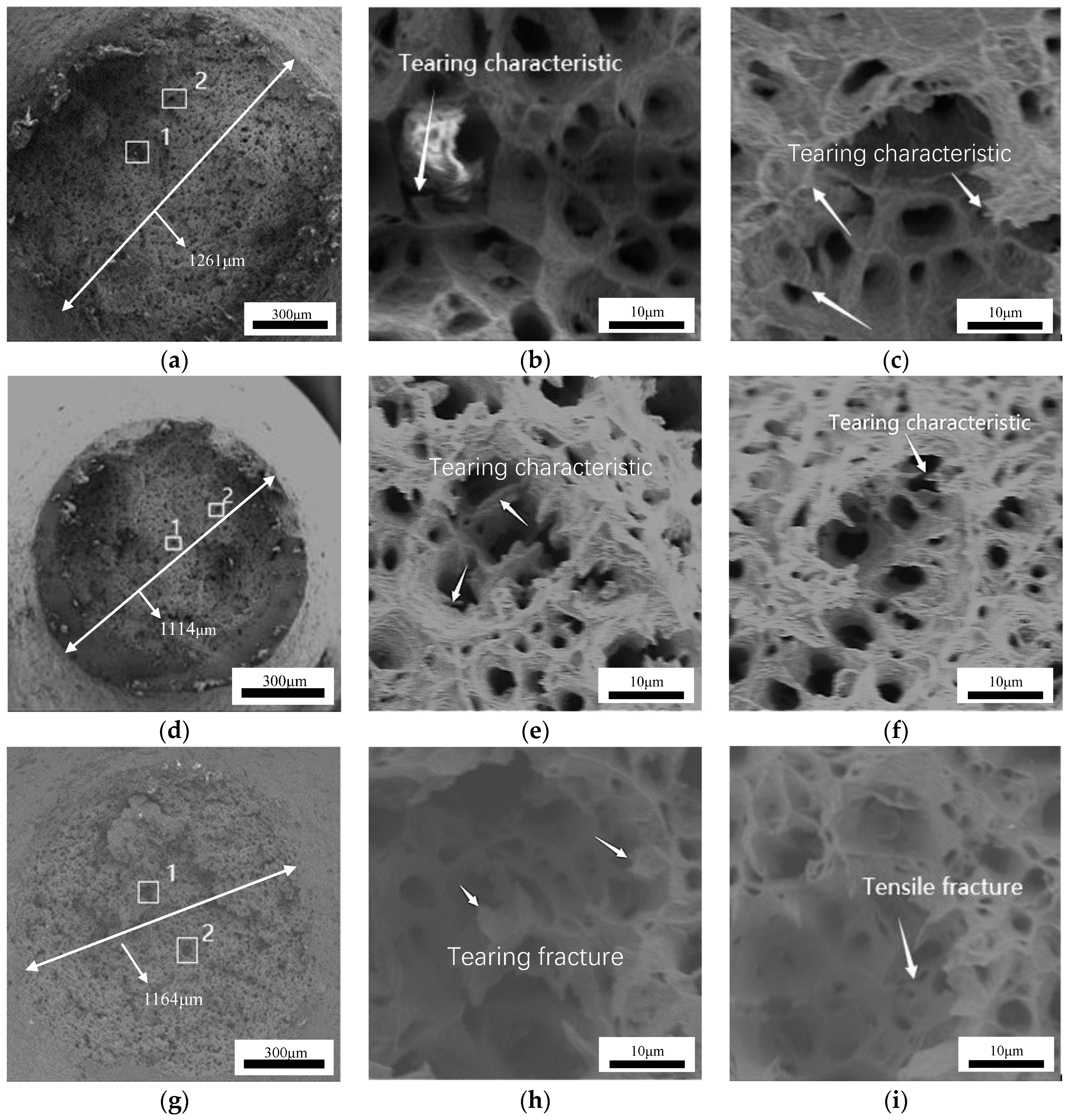
3.2.2. Influences of Strain Rate
3.3. Constitutive Model of Hot Tensile Behavior
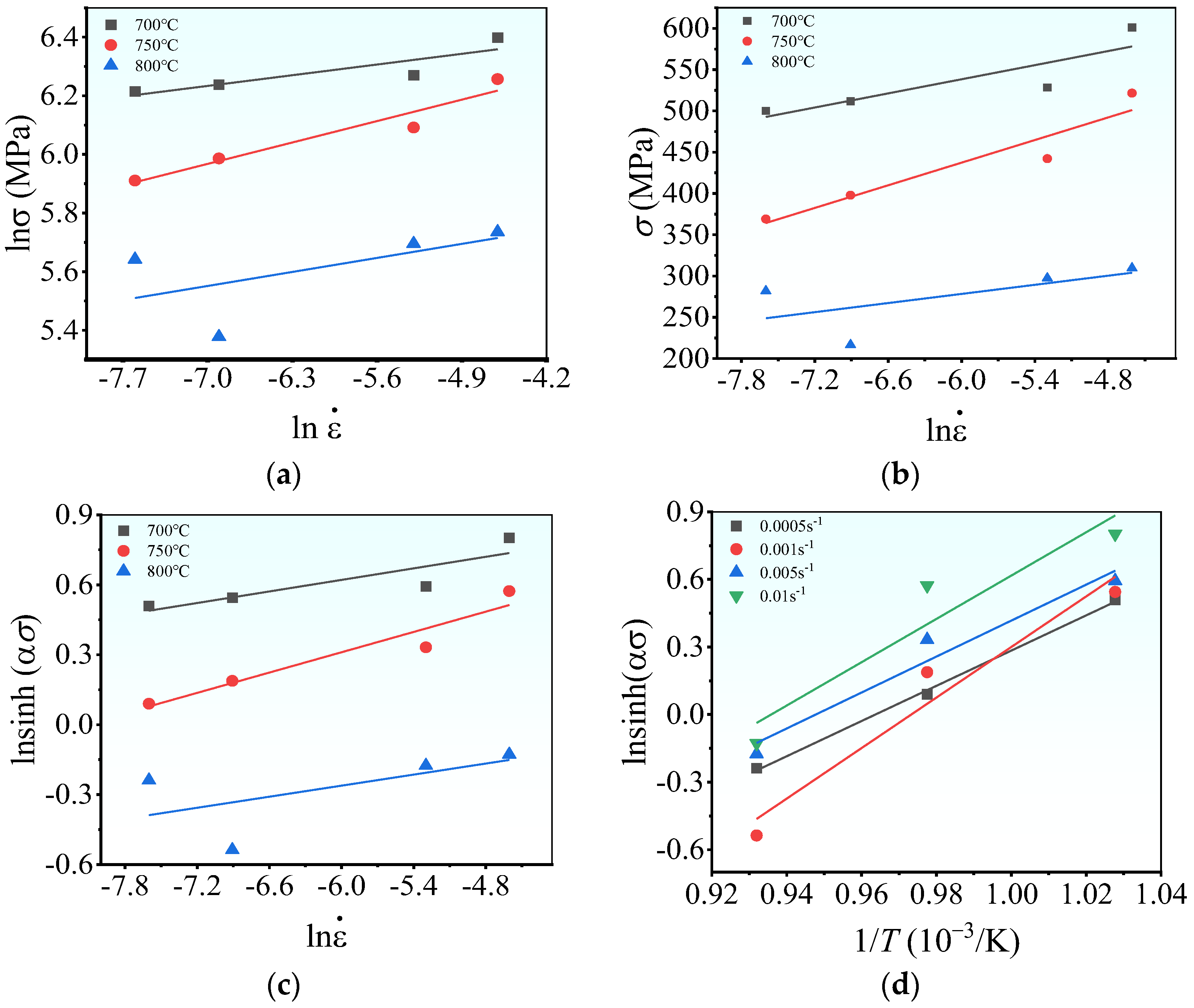
3.3.1. Arrhenius Phenomenological Model
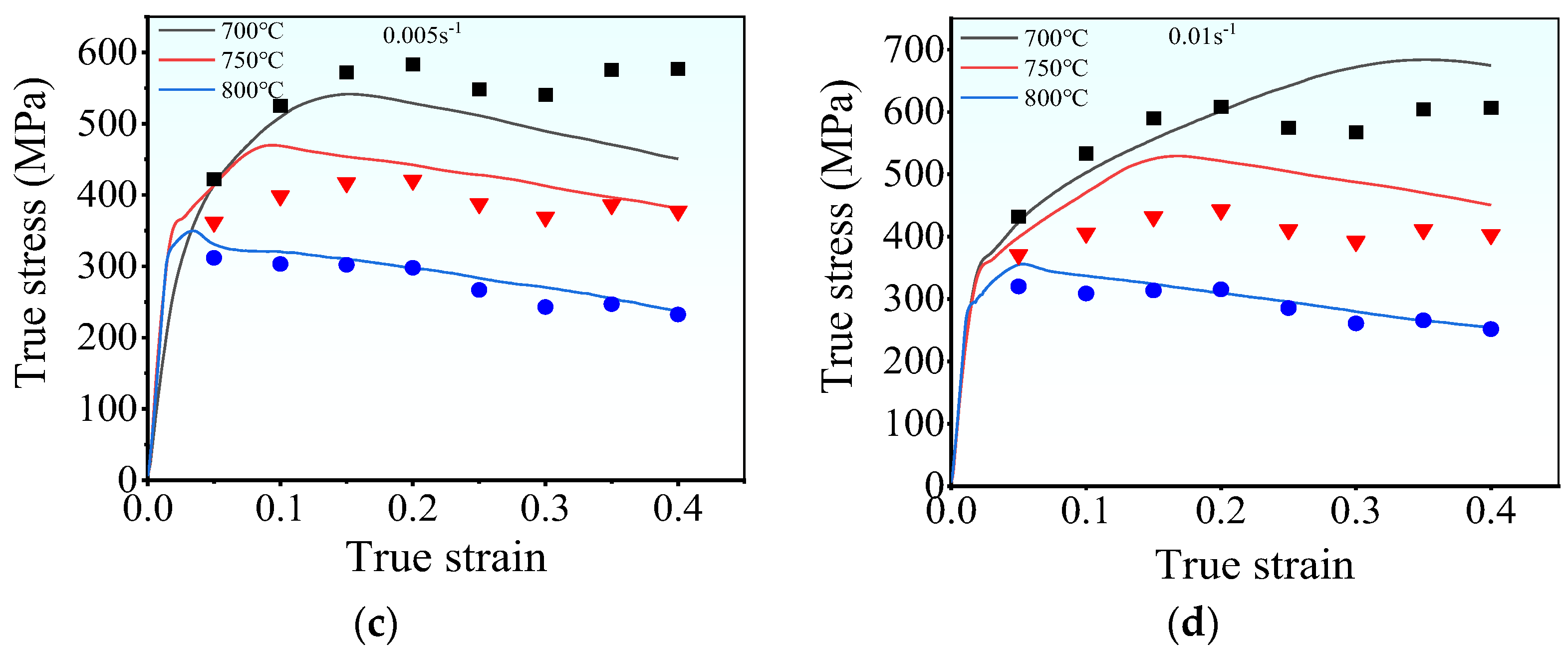
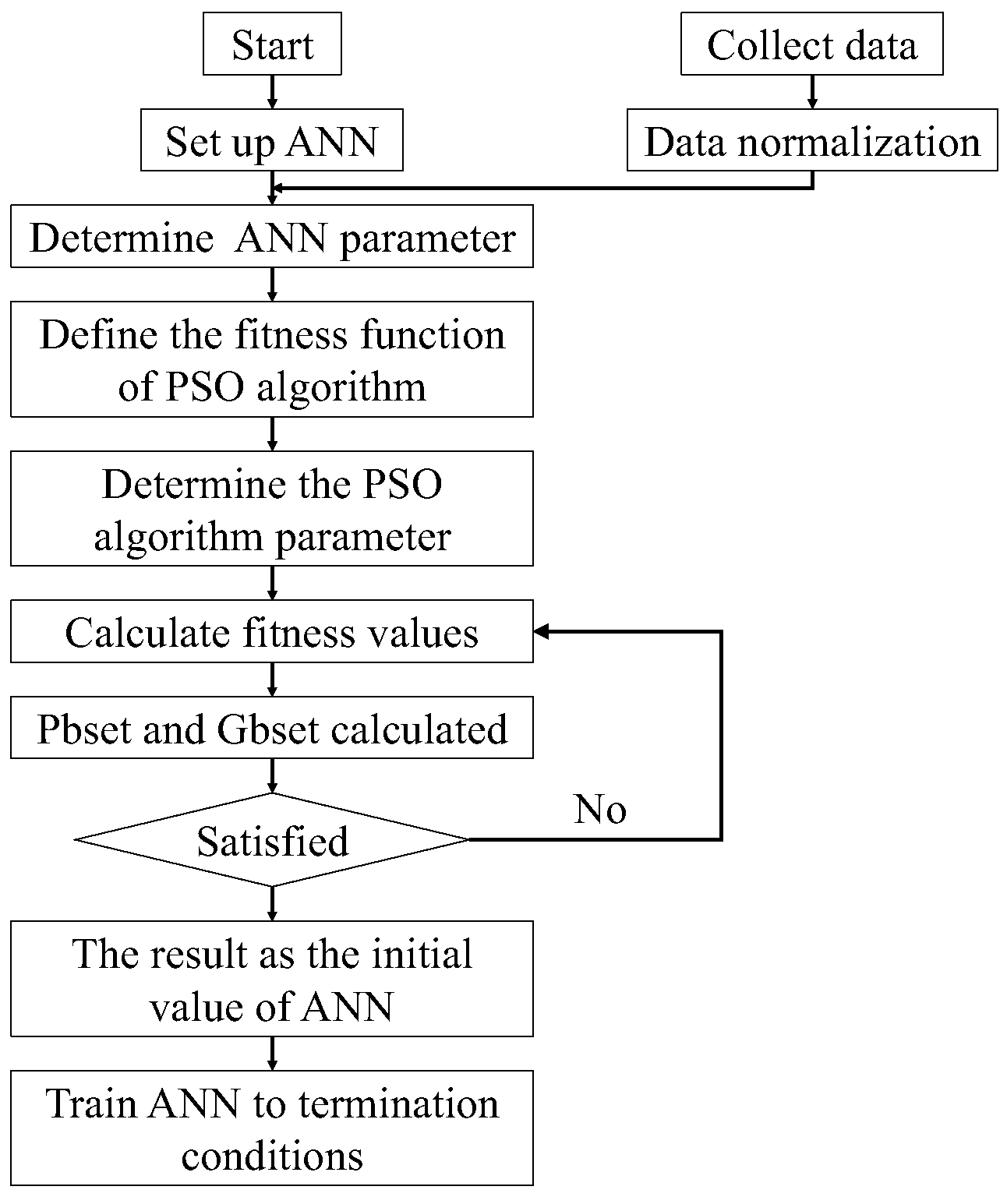
3.3.2. PSO-BP Neural Network Model
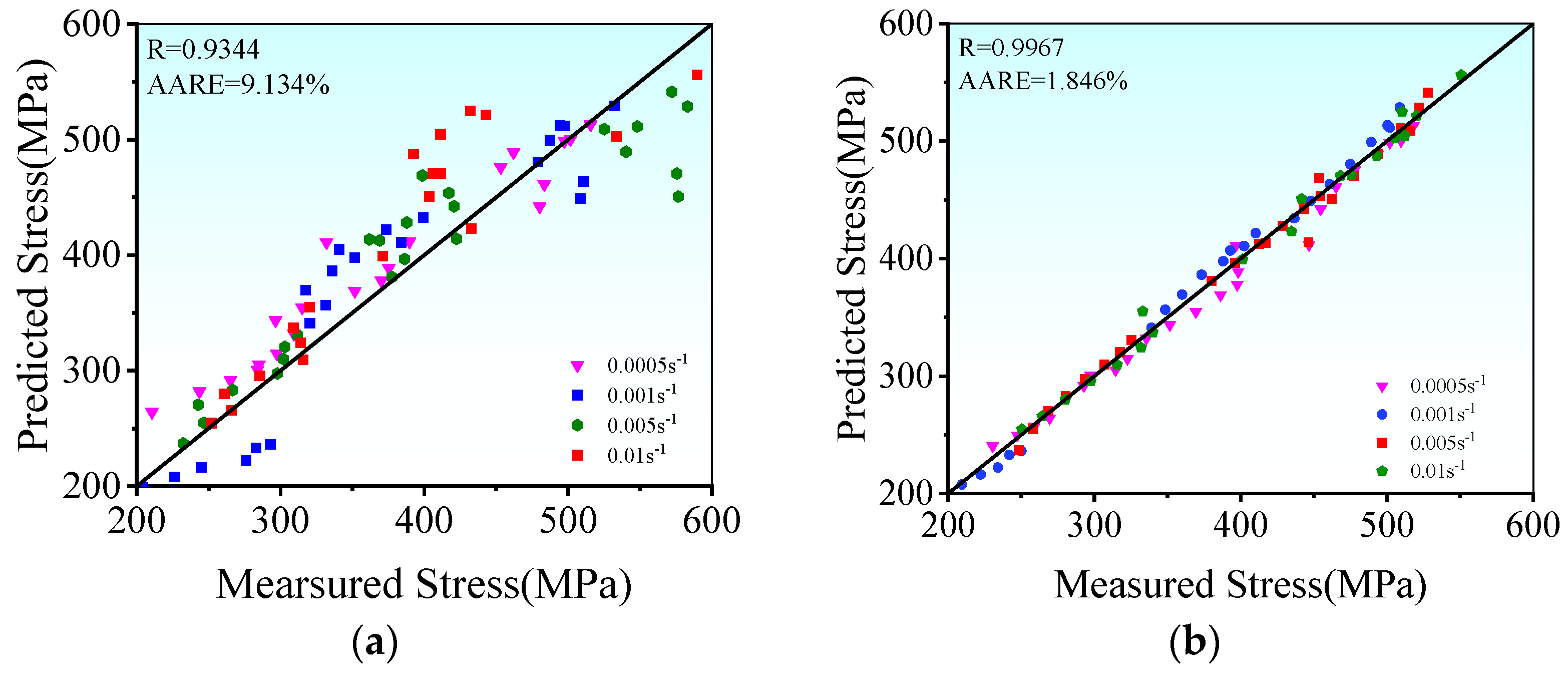
3.3.3. Accuracy Evaluation
4. Conclusions
- (1)
- The high-temperature tensile flow stress of Inconel 625 was affected by temperature and strain rate. A reduction in temperature limited the accumulation of energy storage rate during tensile deformation, consequently decelerating DRV and DRX, which increased flow stress. Conversely, the reduced strain rate prolonged the tensile deformation duration, leading to the complete loss of dislocations and causing a decline in the flow stress.
- (2)
- The alloy exhibited ductile fracture (primary mode) due to the combined effects of local necking and microvoid coalescence. However, the growth of DRX at a low strain rate and a high deformation temperature induced intergranular fractures.
- (3)
- Two constitutive models, the Arrhenius and PSO-ANN models, were developed to forecast the hot tensile flow behaviors of the investigated superalloy. Findings reveal that the PSO-ANN model exhibited superior performance and predicted the hot deformation characteristics of the examined superalloy precisely.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ghavam, M.H.; Morakabati, M.; Abbasi, S.M.; Badri, H. Flow behavior modeling of IMI834 titanium alloy during hot tensile deformation. Trans. Nonferrous Met. Soc. China 2015, 25, 748–758. [Google Scholar] [CrossRef]
- Jaimin, A.; Kotkunde, N.; Singh, S.K.; Saxena, K.K. Studies on flow stress behaviour prediction of AZ31B alloy: Microstructural evolution and fracture mechanism. J. Mater. Res. Technol. 2023, 27, 5541–5558. [Google Scholar] [CrossRef]
- Chen, X.M.; Nie, L.Y.; Hu, H.W.; Lin, Y.; Zhang, J.; Zhou, X.J.; Lu, X.Z.; Chen, J.; Liu, Y.X. Investigation on the fracture mechanism and constitutive relations of a typical Ni-based superalloy. Mater. Today Commun. 2023, 35, 105612. [Google Scholar] [CrossRef]
- Liu, Y.; Li, M.; Ren, X.W.; Xiao, Z.B.; Zhang, X.Y.; Huang, Y.C. Flow stress prediction of Hastelloy C-276 alloy using modified Zerilli-Armstrong, Johnson-Cook and Arrhenius-type constitutive models. Trans. Nonferrous Met. Soc. China 2020, 30, 3031–3042. [Google Scholar] [CrossRef]
- Lin, Y.C.; Yang, H.; Chen, D.D.; He, D.G. Stacked auto-encoder network to predict tensile deformation behavior of a typical nickel-based superalloy considering portevin-le chatelier effects. Met. Mater. Int. 2021, 27, 254–261. [Google Scholar] [CrossRef]
- Wen, D.; Zhang, M.; Xiong, Y.; Wang, W.; Li, J. Constitutive modeling hot tensile behavior of Ti6Al4V alloy by considering phase transformation and damage mechanisms. Mater. Sci. Eng. A 2024, 890, 145887. [Google Scholar] [CrossRef]
- Chakraborty, P.; Singha, M.K.; Tiwari, V. Anisotropic mechanical response of AA7475-T7351 alloy at different loading rates and temperatures. Thin Walled Struct. 2023, 188, 110842. [Google Scholar] [CrossRef]
- Gairola, S.; Singh, G.; Jayaganthan, R.; Ajay, J. High temperature performance of additively manufactured Al 2024 alloy: Constitutive modelling, dynamic recrystallization evolution and kinetics. J. Mater. Res. Technol. 2023, 25, 3425–3443. [Google Scholar] [CrossRef]
- Kumar, S.S.S.; Raghu, T.; Bhattacharjee, P.P.; Appa Rao, G.; Borah, U. Evolution of microstructure and microtexture during hot deformation in an advanced P/M nickel base superalloy. Mater. Charact. 2018, 146, 217–236. [Google Scholar] [CrossRef]
- Qiao, L.; Zhu, J.C. Constitutive modeling of hot deformation behavior of AlCrFeNi multi-component alloy. Vacuum 2022, 201, 111059. [Google Scholar] [CrossRef]
- Zhu, Y.L.; Cao, Y.; Liu, C.J.; Luo, R.; Li, N.; Shu, G.; Huang, G.J.; Liu, Q. Dynamic behavior and modified artificial neural network model for predicting flow stress during hot deformation of Alloy 925. Mater. Today Commun. 2020, 25, 101329. [Google Scholar] [CrossRef]
- Gao, Y.B.; Ding, Y.T.; Chen, J.J.; Xu, J.Y.; Ma, Y.J.; Wang, X.M. Effect of twin boundaries on the microstructure and mechanical properties of Inconel 625 alloy. Mater. Sci. Eng. A 2019, 767, 138361. [Google Scholar] [CrossRef]
- Jaladurgam, N.R.; Kanjarla, A.K. Hot deformation characteristics and microstructure evolution of Hastelloy C-276. Mater. Sci. Eng. A 2018, 712, 240–254. [Google Scholar] [CrossRef]
- Moore, I.J.; Taylor, J.I.; Tracy, M.W.; Burke, M.G.; Palmiere, E.J. Grain coarsening behaviour of solution annealed Alloy 625 between 600–800 °C. Mater. Sci. Eng. A 2017, 682, 402–409. [Google Scholar] [CrossRef]
- Guillen, D.P.; Pagan, D.C.; Getto, E.M.; Wharry, J.P. In situ tensile study of PM-HIP and wrought 316 L stainless steel and Inconel 625 alloys with high energy diffraction microscopy. Mater. Sci. Eng. A 2018, 738, 380–388. [Google Scholar] [CrossRef]
- Kim, K.S.; Kang, T.H.; Kassner, M.E.; Son, K.T.; Lee, K.A. High-temperature tensile and high cycle fatigue properties of inconel 625 alloy manufactured by laser powder bed fusion. Addit. Manuf. 2020, 35, 101377. [Google Scholar] [CrossRef]
- Teschke, M.; Koch, A.; Walther, F. Comparison of high-temperature compression and compression-compression fatigue behavior of magnesium alloys DieMag422 and AE42. Materials 2020, 13, 497. [Google Scholar] [CrossRef]
- Kong, R.; Meng, B.; Ma, X.; Li, Y.C.; Zheng, L.H.; Zhu, Y.; Wan, M. Hot deformation behavior and microstructure evolution of Inconel 625 superalloy sheet. J. Alloys Compd. 2022, 915, 165367. [Google Scholar] [CrossRef]
- Komarasamy, M.; Shukla, S.; Williams, S.; Kandasamy, K.; Kelly, S.; Mishra, R.S. Microstructure, fatigue, and impact toughness properties of additively manufactured nickel alloy 718. Addit. Manuf. 2019, 28, 661–675. [Google Scholar] [CrossRef]
- Liu, X.D.; Fan, J.K.; Zhang, P.Z.; Xie, J.; Chen, F.L.; Liu, D.G.; Yuan, R.H.; Tang, B.; Kou, H.C.; Li, J.S. Temperature dependence of deformation behavior, microstructure evolution and fracture mechanism of Inconel 625 superalloy. J. Alloys Compd. 2021, 869, 159342. [Google Scholar] [CrossRef]
- Liu, Y.H.; Wu, Y.; Yu, J.W.; Ju, J.; Zhang, Z.; Kang, M.D.; Wang, J.; Sun, B.D.; Ning, Y. Temperature-dependent deformation mechanisms and microstructural degradation of a polycrystalline nickel-based superalloy. J. Alloys Compd. 2019, 775, 181–192. [Google Scholar] [CrossRef]
- Zhang, H.J.; Li, C.; Guo, Q.Y.; Ma, Z.Q.; Huang, Y.; Li, H.J.; Liu, Y.C. Hot tensile behavior of cold-rolled Inconel 718 alloy at 650 °C: The role of δ it phase. Mater. Sci. Eng. A 2018, 722, 136–146. [Google Scholar] [CrossRef]
- ISO6892-2; Metallic Materials—Tensile Testing—Part 2: Method of Test at Elevated Temperature. International Organization for Standardization (ISO): Geneva, Switzerland, 2018.
- Azarbarmas, M.; Aghaie-Khafri, M.; Cabrera, J.M.; Calvo, J. Dynamic recrystallization mechanisms and twining evolution during hot deformation of Inconel 718. Mater. Sci. Eng. A 2016, 678, 137–152. [Google Scholar] [CrossRef]
- Chen, X.M.; Nie, L.Y.; Hu, H.W.; Lin, Y.; Liu, Y.X.; Wu, Z.L.; Zhou, X.J.; Zhang, J.; Lu, X.Z. High-temperature deformation characteristics and constitutive models of Inconel 625 superalloy. Mater. Today Commun. 2022, 32, 103855. [Google Scholar] [CrossRef]
- Gao, Y.; Ding, Y.; Ma, Y.; Chen, J.; Wang, X.; Xu, J. Evolution of annealing twins in Inconel 625 alloy during tensile loading. Mater. Sci. Eng. A 2022, 831, 142188. [Google Scholar] [CrossRef]
- Fan, D.; Wang, C.; Zhang, X.C.; Nie, K.B.; Deng, K.K. Hot Tensile Deformation Mechanism and Fracture Behavior of the ZW31/PMMC Laminate. Materials 2023, 16, 7446. [Google Scholar] [CrossRef] [PubMed]
- Mansoz, B.; Bortoluci Ormastroni, L.M.; Rame, J.; Schwalbe, C.; Vamsi, K.V.; Caron, P.; Cormier, J.; Pettinari-Sturmel, F. Tensile behavior of single crystal nickel-based superalloys at 650 °C. Intermetallics 2023, 161, 107976. [Google Scholar] [CrossRef]
- Rai, R.K.; Sahu, J.K.; Jena, P.S.M.; Das, S.K.; Paulose, N.; Fernando, C.D. High temperature tensile deformation of a directionally solidified nickel base superalloy: Role of micro constituents. Mater. Sci. Eng. A 2017, 705, 189–195. [Google Scholar] [CrossRef]
- Chen, X.M.; Ning, M.T.; Hu, H.W.; Lin, Y.C.; Zhou, X.J.; Zhang, J.; Lu, X.Z.; Wu, Y. Investigation on microstructural and microhardness evolution of GH4698 superalloy under transiently varying strain rates. Mater. Sci. Eng. A 2023, 892, 146014. [Google Scholar] [CrossRef]
- Kareem, S.A.; Anaele, J.U.; Aikulola, E.O.; Olanrewaju, O.F.; Omiyale, B.O.; Bodunrin, M.O.; Alaneme, K.K. Hot deformation behaviour, constitutive model description, and processing map analysis of superalloys: An overview of nascent developments. J. Mater. Res. Technol. 2023, 26, 8624–8669. [Google Scholar] [CrossRef]
- Souza, P.M.; Sivaswamy, G.; Bradley, L.; Barrow, A.; Rahimi, S. An innovative constitutive material model for predicting high temperature flow behaviour of inconel 625 alloy. J. Mater.Sci. 2022, 57, 20794–20814. [Google Scholar] [CrossRef]
- Chen, X.M.; Lu, Y.F.; Ning, M.T.; Zhou, X.J.; Chen, J. Tailoring microstructural evolution and fracture damage behavior of a Mg-Y-Zn alloy during hot tensile deformation. Mater. Sci. Eng. A 2023, 871, 144857. [Google Scholar] [CrossRef]
- Ouyang, L.X.; Luo, R.; Gui, Y.W.; Cao, Y.; Chen, L.L.; Cui, Y.J.; Bian, H.K.; Aoyagi, K.; Yamanaka, K.; Chiba, A. Hot deformation characteristics and dynamic recrystallization mechanisms of a Co-Ni-based superalloy. Mater. Sci. Eng. A 2020, 788, 139638. [Google Scholar] [CrossRef]
- Koundinya, N.T.B.N.; Karnati, A.K.; Sahadevan, A.; Murty, S.V.S.N.; Kottada, R.S. Assessment of the post-dynamic recrystallization effects on the overall dynamic recrystallization kinetics in a Ni-base superalloy. J. Alloys Compd. 2023, 930, 167412. [Google Scholar] [CrossRef]
- Hu, D.C.; Wang, L.; Wang, N.; Chen, M.H.; Wang, H.J. Hot tensile deformation behaviors of TA32 titanium alloy based on back-propagation neural networks and three-dimensional thermal processing maps. J.Mater. Res. Technol. 2022, 18, 4786–4795. [Google Scholar] [CrossRef]
- Wen, D.X.; Wang, J.K.; Wang, K.; Xiong, Y.B.; Huang, L.; Zheng, Z.Z.; Li, J.J. Hot tensile deformation and fracture behaviors of a typical ultrahigh strength steel. Vacuum 2019, 169, 108863. [Google Scholar] [CrossRef]
- Coyne-Grell, A.; Blaizot, J.; Rahimi, S.; Violatos, I.; Nouveau, S.; Dumont, C.; Nicolaӱ, A.; Bozzolo, N. Recrystallization mechanisms and associated microstructure evolution during billet conversion of a gamma-gamma′ nickel based superalloy. J. Alloys Compd. 2022, 916, 165465. [Google Scholar] [CrossRef]
- Li, X.Q.; Le, Q.C.; Hu, C.L.; Wang, T.; Hu, W.X.; Bao, L.; Wang, P.; Li, D.D.; Zhou, X. Hot tensile deformation behaviour and microstructure evolution of Al3La phase reinforced Mg-5Li-3Al-2Zn alloy formed in-situ by La2O3 particle. Mater. Charact. 2022, 185, 111772. [Google Scholar] [CrossRef]
- Engel, B.; Ohneseit, S.; Mäde, L.; Beck, T. Influence of grain orientation distribution on the high temperature fatigue behaviour of notched specimen made of polycrystalline nickel-base superalloy. Metals 2021, 11, 731. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, J.; Jia, F.; Lu, Y.; Zhang, Q.; Jiao, S.; Jiang, Z. Analysis of flow behaviour and strain partitioning mechanism of bimetal composite under hot tensile conditions. Int. J. Mech. Sci. 2020, 169, 105317. [Google Scholar] [CrossRef]
- Dai, Q.; Deng, Y.; Jiang, H.; Tang, J.; Chen, J. Hot tensile deformation behaviors and a phenomenological AA5083 aluminum alloy fracture damage model. Mater. Sci. Eng. A 2019, 766, 138325. [Google Scholar] [CrossRef]
- Al-Hammadi, R.A.; Zhang, R.; Cui, C.Y.; Zhou, Z.J.; Zhou, Y.Z. Effects of temperature on superplastic and fracture behaviors of a Ni-Co-based superalloy. J. Alloys Compd. 2023, 958, 170524. [Google Scholar] [CrossRef]
- Shabani, A.; Toroghinejad, M.R.; Aminaei, M. Hot deformation behavior of FeCrCuMnNi high entropy alloy. Mater. Chem. Phys. 2023, 295, 127213. [Google Scholar] [CrossRef]
- Jain, R.; Umre, P.; Sabat, R.K.; Kumar, V.; Samal, S. Constitutive and artificial neural network modeling to predict hot deformation behavior of CoFeMnNiTi eutectic high-entropy Alloy. J. Mater. Eng. Perform. 2022, 31, 8124–8135. [Google Scholar] [CrossRef]
- Shayanpoor, A.A.; Rezaei Ashtiani, H.R. The phenomenological and physical constitutive analysis of hot flow behavior of Al/Cu bimetal composite. Appl. Phys. A 2022, 128, 636. [Google Scholar] [CrossRef]
- Santosh, S.; Sampath, V.; Mouliswar, R.R. Hot deformation characteristics of NiTiV shape memory alloy and modeling using constitutive equations and artificial neural networks. J. Alloys Compd. 2022, 901, 163451. [Google Scholar] [CrossRef]
- Chandrashekhar, K.G.; Girish, D.P.; Ashok, K.A. Optimization and prediction on the mechanical behavior of granite particle reinforced Al6061 matrix composites using deer hunting optimization based DNN. Silicon 2022, 14, 8745–8763. [Google Scholar] [CrossRef]
- Asadian-Pakfar, M.; Sedaee, B.; Nakhaee, A. A time-bounded approach for reducing runtime of well placement optimization using PSO and PSOGA algorithms. Geoenergy Sci. Eng. 2023, 231, 212391. [Google Scholar] [CrossRef]
- Dudek, G. Generating random weights and biases in feedforward neural networks with random hidden nodes. Inf. Sci. 2019, 481, 33–56. [Google Scholar] [CrossRef]
- Aliakbari Sani, S.; Khorram, A.; Jaffari, A.; Ebrahimi, G. Development of processing map for InX-750 superalloy using hyperbolic sinus equation and ANN model. Rare Met. 2021, 40, 3598–3607. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Mo | Nb | Fe | Al | Ti | C | Mn | Si | Co | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 8 | 3.15 | 5 | 0.4 | 0.4 | 0.1 | 0.5 | 0.5 | 1 | Bal. |
| i = 1 | i = 2 | i = 3 | i = 4 | |
|---|---|---|---|---|
| j = 1 | −3.429 | 16,320 | 901,000 | 218,100 |
| j = 2 | 3.81 | −21,880 | −1,465,000 | −2,663,000 |
| j = 3 | −1.576 | 10,490 | 867,300 | 1,228,000 |
| j = 4 | 0.3105 | −2003 | −228,800 | −262,000 |
| j = 5 | −0.02804 | 70.08 | 25,710 | 24,690 |
| j = 6 | 0.0034 | 22.21 | −93.67 | −637.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, X.-Z.; Chen, X.-M.; Ning, M.-T. Analysis of Hot Tensile Fracture and Flow Behaviors of Inconel 625 Superalloy. Materials 2024, 17, 473. https://doi.org/10.3390/ma17020473
Pan X-Z, Chen X-M, Ning M-T. Analysis of Hot Tensile Fracture and Flow Behaviors of Inconel 625 Superalloy. Materials. 2024; 17(2):473. https://doi.org/10.3390/ma17020473
Chicago/Turabian StylePan, Xin-Zhe, Xiao-Min Chen, and Meng-Tao Ning. 2024. "Analysis of Hot Tensile Fracture and Flow Behaviors of Inconel 625 Superalloy" Materials 17, no. 2: 473. https://doi.org/10.3390/ma17020473