
Influence of Microstructure and Mechanical Properties of Dissimilar Rotary Friction Welded Inconel to Stainless Steel Joints
 , , and
, , and
Abstract
:1. Introduction
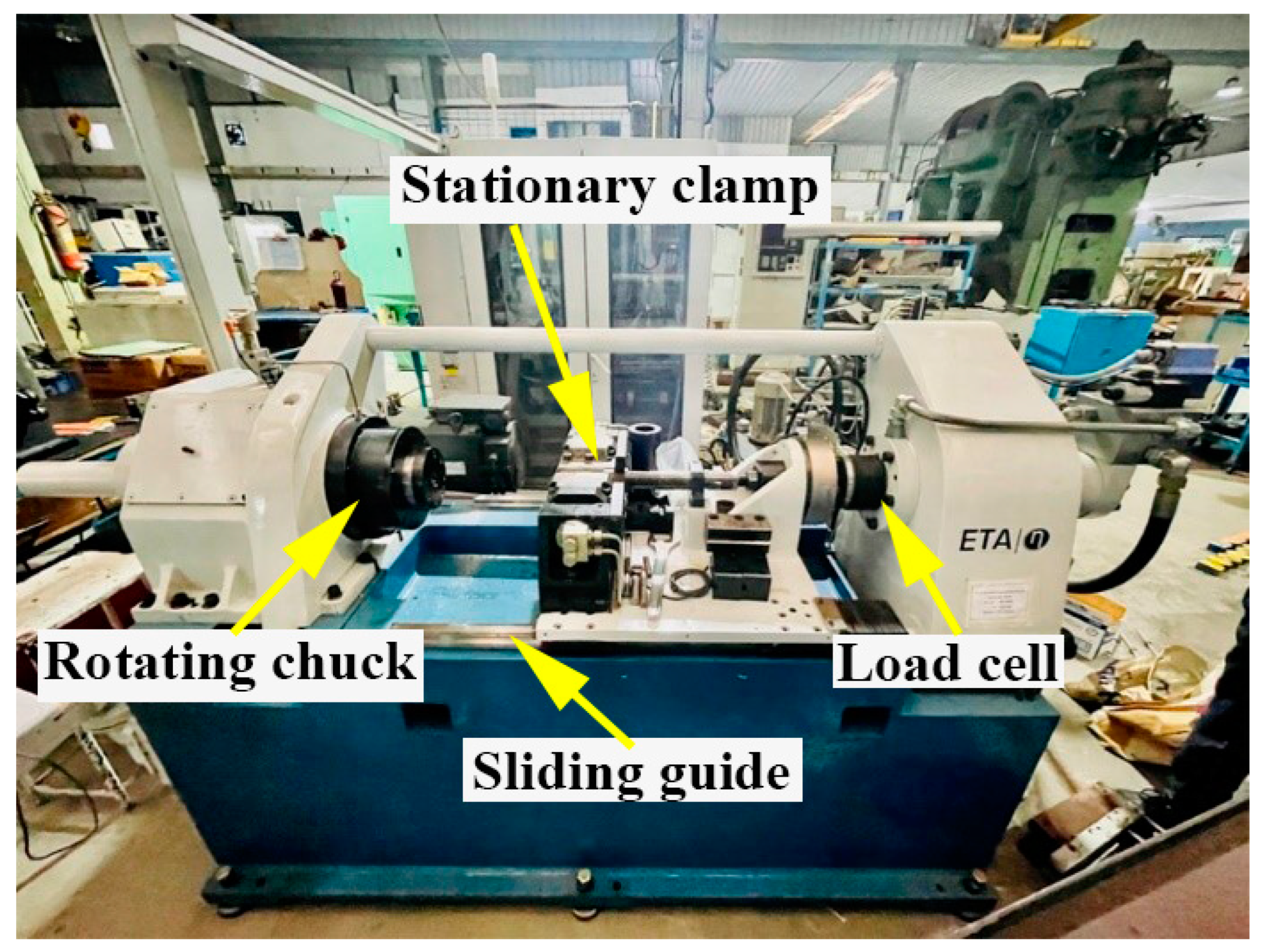
2. Experimental Procedure
3. Results
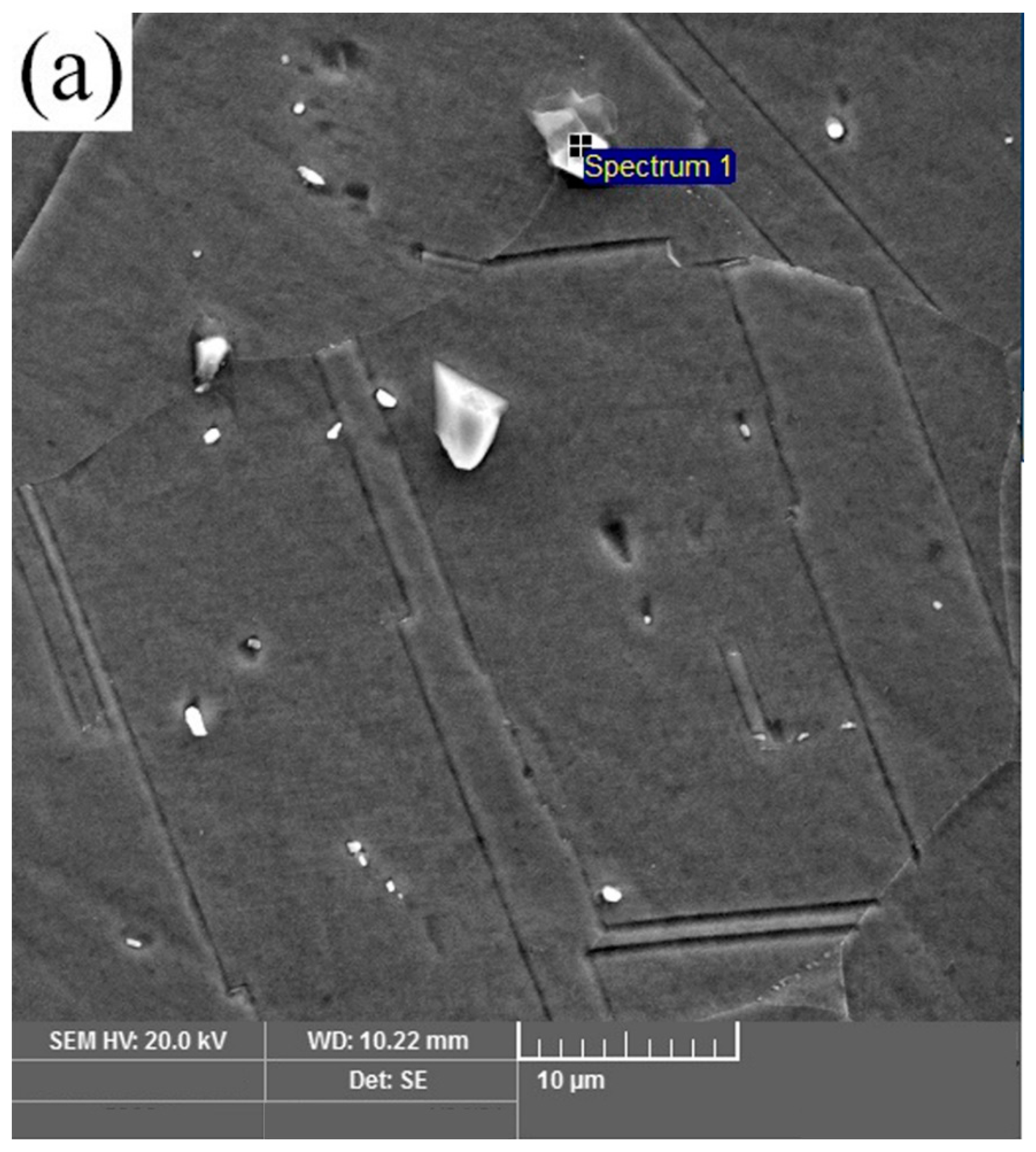
3.1. Base Metal Microstructure
3.2. Macrostructure of Welds
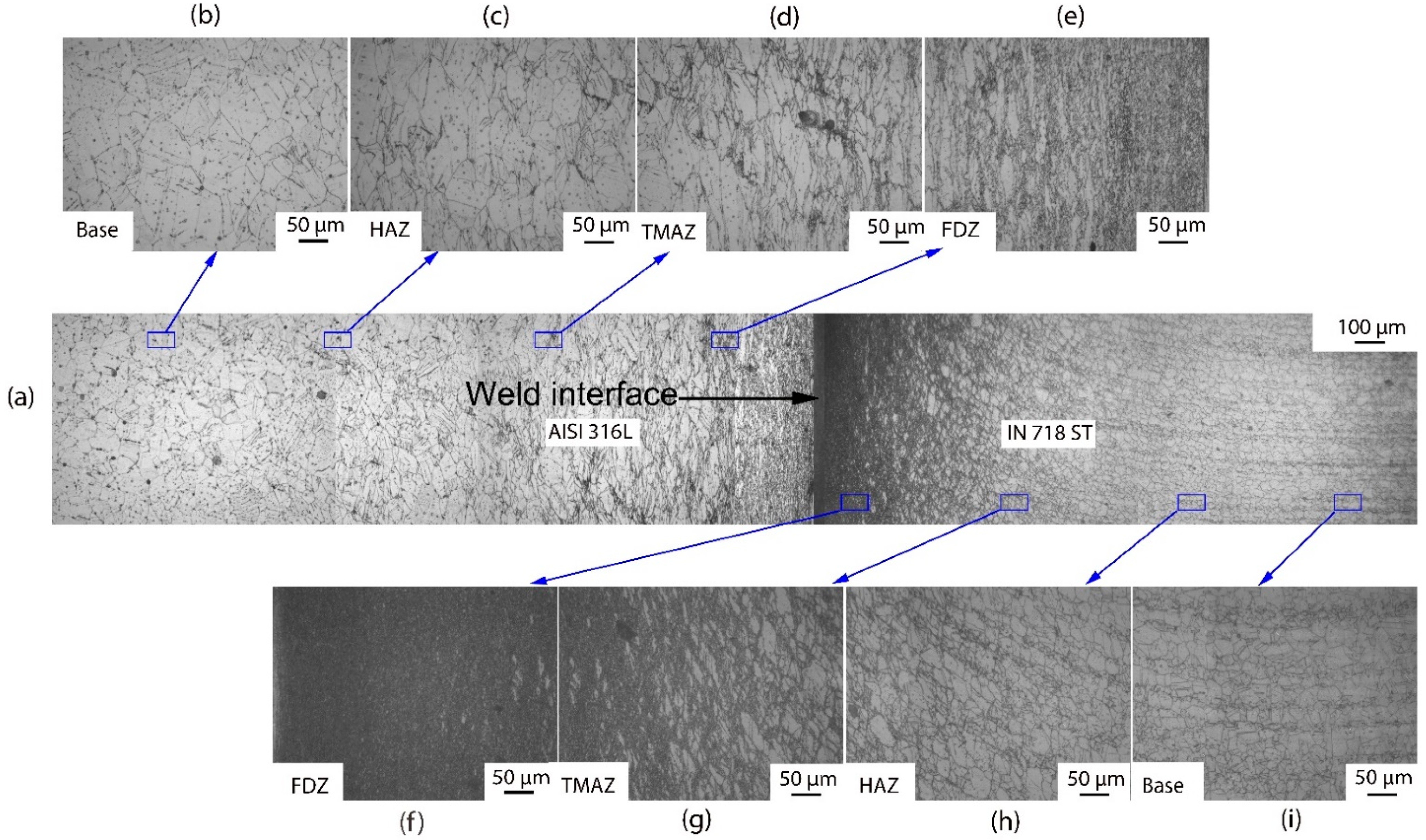
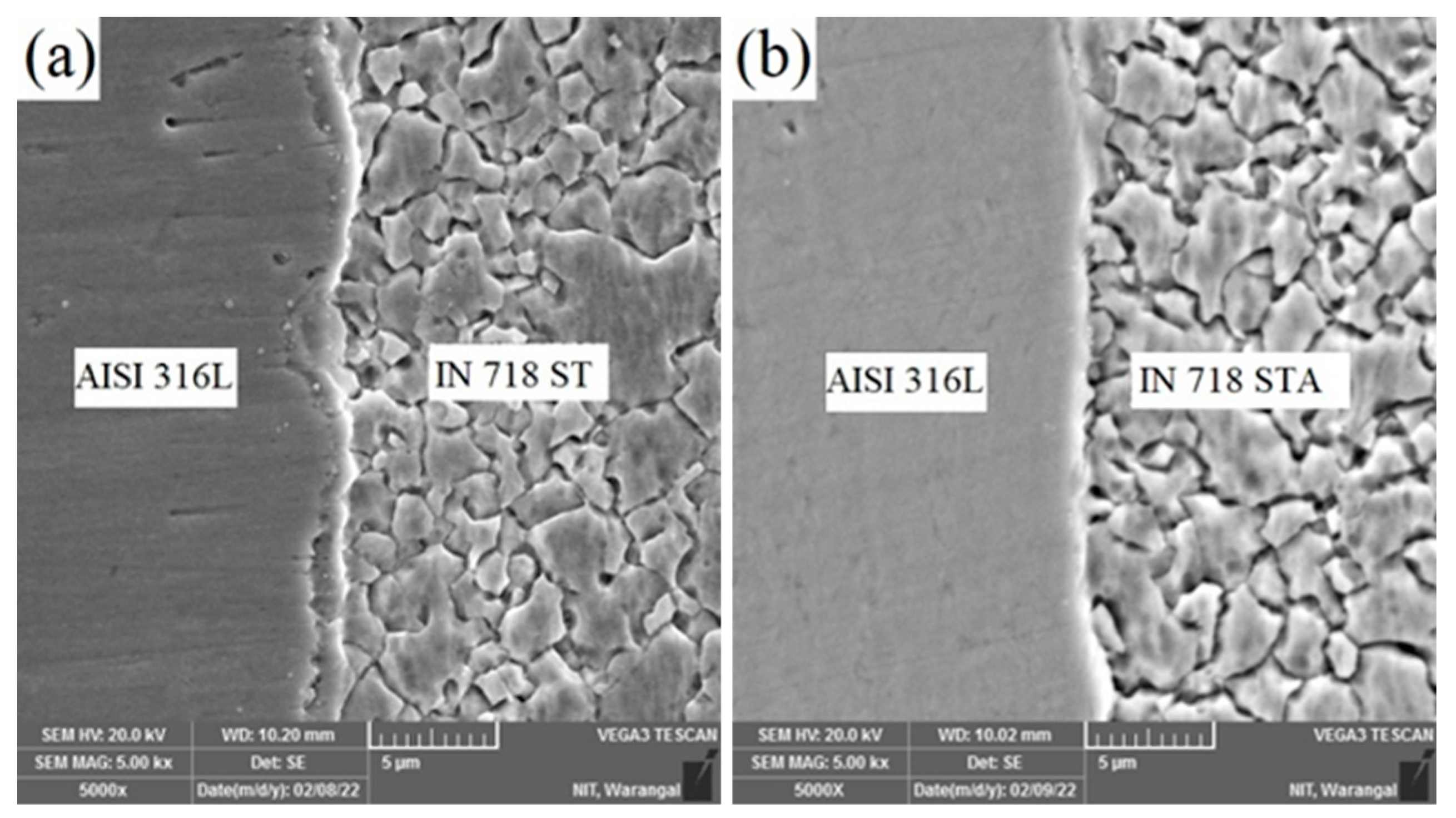
3.3. Microstructure of Welds
3.4. Mechanical Properties
4. Conclusions
- A defect-free, sound-dissimilar AISI 316L/IN 718 weld was obtained without any cracks or incomplete bonding in all conditions using the continuous drive friction welding process.
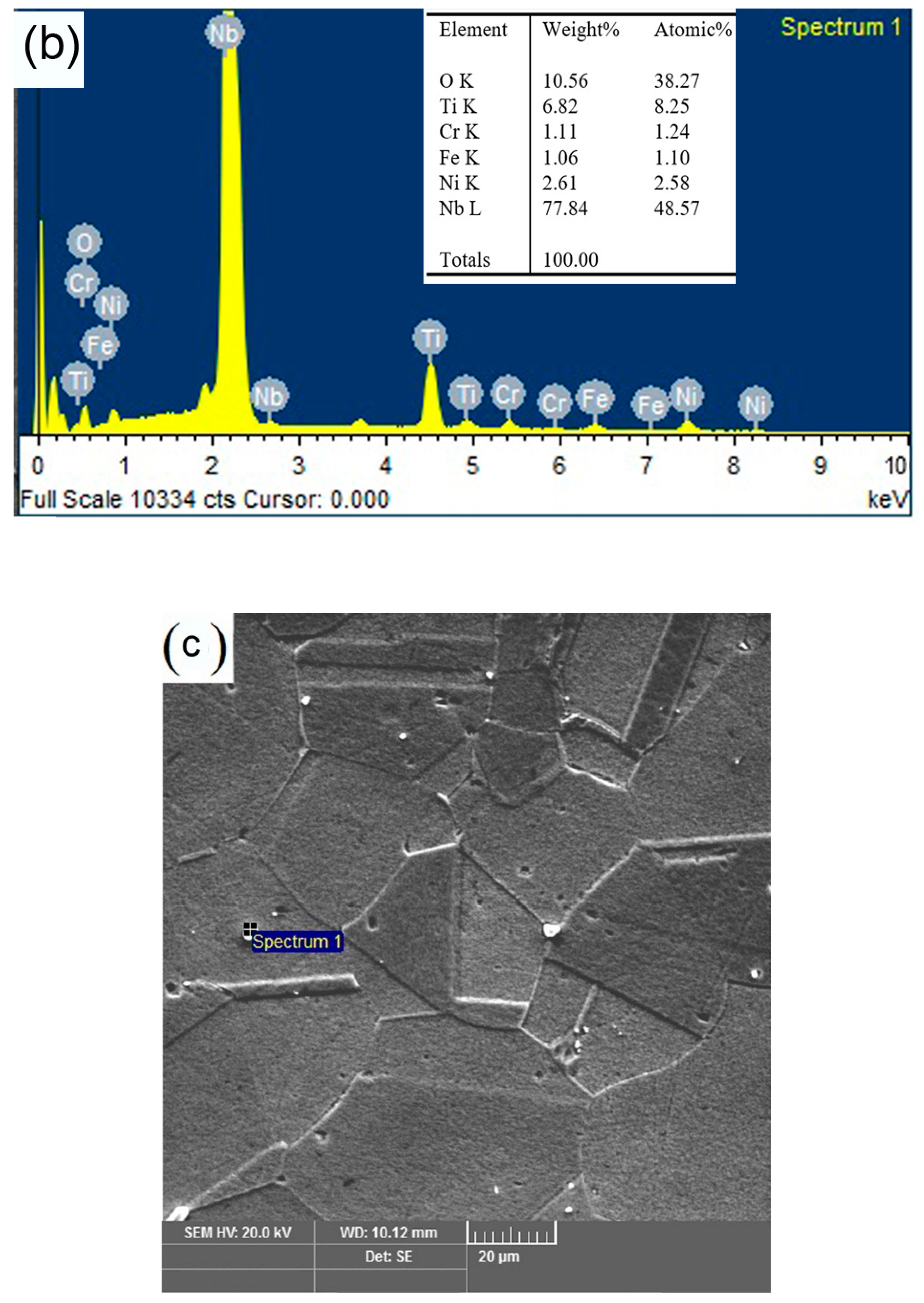
- The macrostructure of the dissimilar AISI 316L/IN 718 weld illustrated that AISI 316L has more flash than IN 718, indicating that AISI 316L underwent more plastic deformation than IN 718 during the welding process.
- The microstructure of the friction welds in AISI 316L/IN 718 ST and AISI 316L/IN 718 STA conditions revealed the dissolution of precipitates during welding. Recrystallization of grains resulted in a fine grain structure at the weld interface, where the peak temperature occurs during welding.
- The dissimilar PWHT continuous friction welded sample resulted in the highest hardness among all conditions in the FDZ and TMAZ zone due to the formation of precipitates. However, on the AISI 316L side, there was a drop in hardness due to larger exposure to high temperatures, resulting in grain growth.
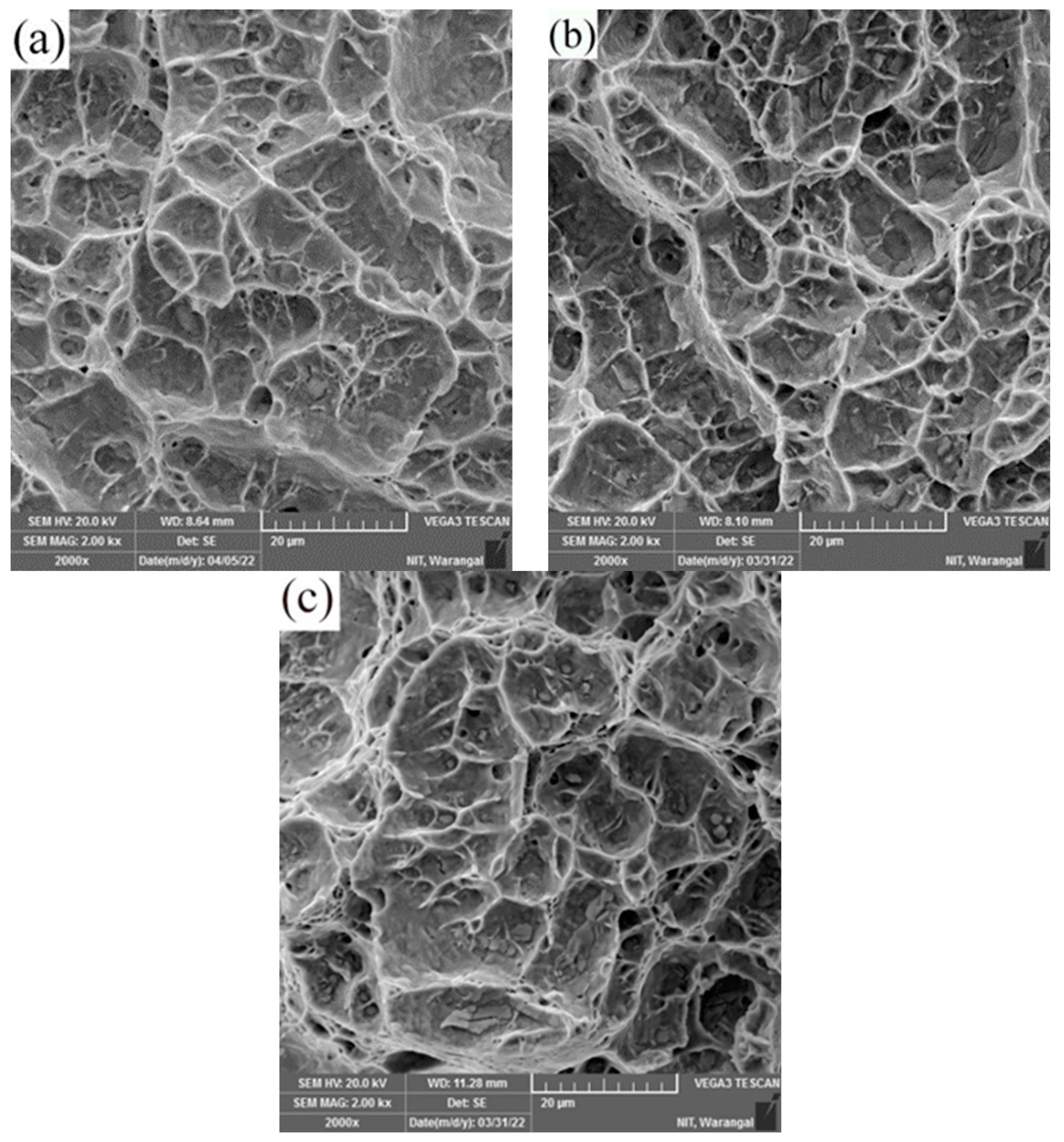
- Tensile samples failed in the HAZ region for all dissimilar friction weld joints of AISI 316L/IN 718 ST, AISI 316L/IN 718 STA, and PWHT. The reason for this is that the HAZ has a larger grain size in comparison to both the weld interface and the base metal.
- The dissimilar AISI 316L/IN 718 ST and AISI 316L/IN 718 STA friction weldments showed a slightly lower UTS and higher ductility (YS = 634 ± 9 MPa, UTS = 728 ± 7 MPa, 14 ± 1.5 % El and YS = 602 ± 3 MPa, UTS = 697 ± 2 MPa, 17 ± 0.9 % El, respectively) compared to the dissimilar weldment in PWHT condition (YS = 730 ± 2 MPa, UTS = 828 ± 5 MPa, 9 ± 1.2 % El). This may be attributed to the precipitate formation during PWHT and the dissolution of precipitates during the welding process in the STA condition.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lingenfelter, A.C. Welding of Inconel Alloy 718: A Historical Overview. Superalloys 1989, 673–683. [Google Scholar] [CrossRef]
- Thompson, R.G. Microfissuring of Alloy 718 in the Weld Heat-Affected Zone. JOM 1988, 40, 44–48. [Google Scholar] [CrossRef]
- Çam, G.; Koçak, M. Progress in joining of advanced materials. Int. Mater. Rev. 1998, 43, 1–44. [Google Scholar] [CrossRef]
- Richards, N.L.; Chaturvedi, M.C. Effect of minor elements on weldability of nickel base superalloys. Int. Mater. Rev. 2000, 45, 109–129. [Google Scholar] [CrossRef]
- Janaki Ram, G.D.; Venugopal Reddy, A.; Prasad Rao, K.; Reddy, G.M.; Sarin Sundar, J.K. Microstructure and tensile properties of Inconel 718 pulsed Nd-YAG laser welds. J. Mater. Process. Technol. 2005, 167, 73–82. [Google Scholar] [CrossRef]
- Sivaprasad, K.; Raman, S.G.S.; Mastanaiah, P.; Reddy, G.M. Influence of magnetic arc oscillation and current pulsing on microstructure and high temperature tensile strength of alloy 718 TIG weldments. Mater. Sci. Eng. A 2006, 428, 327–331. [Google Scholar] [CrossRef]
- Sivaprasad, K.; Raman, S.G.S. Influence of magnetic arc oscillation and current pulsing on fatigue behavior of alloy 718 TIG weldments. Mater. Sci. Eng. A 2007, 448, 120–127. [Google Scholar] [CrossRef]
- Janaki Ram, G.D.; Venugopal Reddy, A.; Prasad Rao, K.; Reddy, G.M. Control of Laves phase in Inconel 718 GTA welds with current pulsing. Sci. Technol. Weld. Join. 2004, 9, 390–398. [Google Scholar] [CrossRef]
- McGuire, M.F. Stainless Steels for Design Engineers; ASM International: Almere, The Netherlands, 2018; pp. 296–301. [Google Scholar] [CrossRef]
- Padilha, A.F.; Tavares, C.F. Delta ferrite formation in austenite stainless steel. Mater. Sci. Forum. 2013, 730, 733–738. [Google Scholar] [CrossRef] [Green Version]
- Lalam, S.V.; Reddy, G.M.; Mohandas, T.; Kamaraj, M.; Murty, B.S. Continuous drive friction welding of Inconel 718 and EN24 dissimilar metal combination. Mater. Sci. Technol. 2009, 25, 851–861. [Google Scholar] [CrossRef]
- Ajay, V.; Babu, N.K.; Ashfaq, M.; Kumar, T.M.; Krishna, K.V. A Review on rotary and linear friction welding of inconel alloys. Trans. Indian Inst. Met. 2021, 74, 2583–2598. [Google Scholar] [CrossRef]
- Bansal, A.; Sharma, A.K.; Das, S.; Kumar, P. On microstructure and strength properties of microwave welded Inconel 718/ stainless steel (SS-316L). Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2016, 230, 939–948. [Google Scholar] [CrossRef]
- Hinojos, A.; Mireles, J.; Reichardt, A.; Frigola, P.; Hosemann, P.; Murr, L.E.; Wicker, R.B. Joining of Inconel 718 and 316 Stainless Steel using electron beam melting additive manufacturing technology. Mater. Des. 2016, 94, 17–27. [Google Scholar] [CrossRef] [Green Version]
- Ramkumar, T.; Selvakumar, M.; Narayanasamy, P.; Begam, A.A.; Mathavan, P.; Raj, A.A. Studies on the structural property, mechanical relationships and corrosion behaviour of Inconel 718 and SS 316L dissimilar joints by TIG welding without using activated flux. J. Manuf. Process. 2017, 30, 290–298. [Google Scholar] [CrossRef]
- Sahu, A.K.; Bag, S.; Huang, K. Mitigation of micro-cracks in dissimilar welding of Inconel 718 and austenitic stainless steel. Philos. Mag. Lett. 2020, 100, 365–374. [Google Scholar] [CrossRef]
- Li, Y.F.; Hong, S.T.; Choi, H.; Han, H.N. Solid-state dissimilar joining of stainless steel 316L and Inconel 718 alloys by electrically assisted pressure joining. Mater. Charact. 2019, 154, 161–168. [Google Scholar] [CrossRef]
- Anitha, P.; Majumder, M.C.; Saravanan, V.; Rajakumar, S. Microstructural Characterization and Mechanical Properties of Friction-Welded IN718 and SS410 Dissimilar Joint. Met. Microstruct. Anal. 2018, 7, 277–287. [Google Scholar] [CrossRef]
- Anandaraj, J.A.; Rajakumar, S.; Balasubramanian, V.; Petley, V. Investigation on mechanical and metallurgical properties of rotary friction welded In718/SS410 dissimilar materials. Mater. Today Proc. 2021, 45, 962–966. [Google Scholar] [CrossRef]
- Cheepu, M.; Venkateswarlu, D.; Nageswara Rao, P.; Muthupandi, V.; Sivaprasad, K.; Che, W.S. Microstructure characterization of superalloy 718 during dissimilar rotary friction welding. Mater. Sci. Forum MSF 2019, 969, 211–217. [Google Scholar] [CrossRef]
- Cheepu, M.; Che, W.S. Characterisation of Interfacial Microstructure in Friction Welds between Inconel 718 and SM45C Steel. Trans. Indian Inst. Met. 2020, 73, 1567–1571. [Google Scholar] [CrossRef]
- Kong, Y.S.; Cheepu, M.; Kim, D.G. Microstructure and Mechanical Properties of Friction-Welded and Post-Heat-Treated Inconel 718. Trans. Indian Inst. Met. 2020, 73, 1449–1453. [Google Scholar] [CrossRef]
- Kimura, M.; Nakashima, K.; Kusaka, M.; Kaizu, K.; Nakatani, Y.; Takahashi, M. Joining phenomena and tensile strength of joint between Ni-based superalloy and heat-resistant steel by friction welding. Int. J. Adv. Manuf. Technol. 2019, 103, 1297–1308. [Google Scholar] [CrossRef]
- Zhu, Y.; Guo, Y.; Yang, L. Microstructure-based strength distribution across the welds of nickel-based superalloy inconel 751 and austenite steel 21-4N joined by inertia friction welding. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2013, 44, 396–405. [Google Scholar] [CrossRef]
- Damodaram, R.; Raman, S.G.S.; Rao, K.P. Microstructure and mechanical properties of friction welded alloy 718. Mater. Sci. Eng. A 2013, 560, 781–786. [Google Scholar] [CrossRef]
- Damodaram, R.; Raman, S.G.S.; Prasad Rao, K. Effect of post-weld heat treatments on microstructure and mechanical properties of friction welded alloy 718 joints. Mater. Des. 2014, 53, 954–961. [Google Scholar] [CrossRef]
- Kim, N.Y.; Kim, J.H.; Kong, Y.S.; Yoon, J.W.; Yeom, J.T.; Lee, D.G.; Park, N.K. The Effect of Post Weld Heat Treatment on Mechanical Properties of Friction-Welded Alloy 718 and SNCRW Stainless Steel. Adv. Mater. Res. 2007, 26–28, 511–514. [Google Scholar] [CrossRef]
- Huang, Z.W.; Li, H.Y.; Preuss, M.; Karadge, M.; Bowen, P.; Bray, S.; Baxter, G. Inertia friction welding dissimilar nickel-based superalloys alloy 720Li to IN718. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. A 2007, 38, 1608–1620. [Google Scholar] [CrossRef]
- Chaturvedi, M.C.; Han, Y. Strengthening mechanisms in Inconel 718 superalloy. Met. Sci. 1983, 17, 145–149. [Google Scholar] [CrossRef]
- Rehman, A.U.; Babu, N.K.; Talari, M.K.; Usmani, Y.S. Microstructure and Mechanical Property Correlation between Rotary Friction Welded Nitinol–Nitinol Joints. Front. Mater. 2021, 8, 726383. [Google Scholar] [CrossRef]
- Wang, H.; Ikeuchi, K.; Takahashi, M.; Ikeda, A. Microstructures of Inconel 718 alloy subjected to rapid thermal and stress cycle—Joint performance and its controlling factors in friction welding of Inconel 718 alloy. Weld. Int. 2009, 23, 662–669. [Google Scholar] [CrossRef]
- Özdemir, N. Investigation of the mechanical properties of friction-welded joints between AISI 304L and AISI 4340 steel as a function rotational speed. Mater. Lett. 2005, 59, 2504–2509. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Mani Prabu, S.S.; Madhu, H.C.; Perugu, C.S.; Akash, K.; Ajay Kumar, P.; Kailas, S.V.; Anbarasu, M.; Palani, I.A. Microstructure, Mechanical Properties and Shape Memory Behaviour of Friction Stir Welded Nitinol. Mater. Sci. Eng. 2017, 693, 233–236. [Google Scholar] [CrossRef]
- Mary, C.; Jahazi, M. Linear friction welding of IN-718 process optimization and microstructure evolution. Adv. Mater. Res. 2007, 15–17, 357–362. [Google Scholar] [CrossRef]
- Rehman, A.U.; Babu, N.K.; Talari, M.K.; Anwar, S.; Usmani, Y.; Al-Samhan, A.M. Dissimilar Rotary Friction Welding of Inconel 718 to F22 Using Inconel 625 Interlayer. Appl. Sci. 2021, 11, 10684. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Fe | Cr | Mn | Ni | Mo | C | Si | P | S |
|---|---|---|---|---|---|---|---|---|---|
| AISI 316L | Bal | 16.5 | 1.0 | 10.4 | 2.1 | 0.03 | 0.4 | 0.02 | 0.001 |
| Elements | Fe | Cr | Ni | Mo | Nb | V | Ti | Al | Si |
| IN718 | 19.7 | 18.1 | 51.6 | 3.2 | 5.1 | 0.3 | 1.1 | 0.5 | 0.3 |
| Condition | Heat Treatment |
|---|---|
| ST condition- solution treatment | Holding at 980 °C/1 h |
| STA condition- solution treatment and aging | 980 °C/1 h, air cooling to room temperature + 720 °C/8 h, furnace cooling + 620 °C/9 h, air cooling. |
| PWHT-ST post welded sample direct aging | 720 °C/8 h, furnace cooling + 620 °C/9 h, air cooling |
| Parameter | AISI 316L/IN718 ST | AISI 316L/IN718 STA |
|---|---|---|
| Friction Pressure (MPa) | 197 | 197 |
| Forge Pressure (MPa) | 394 | 394 |
| Friction Burn-Off (mm) | 4 | 4 |
| Forge Time (s) | 4 | 4 |
| Total Burn-Off (mm) | 8.465 | 8.26 |
| Material | AISI 316L Side (µm) | IN 718 Side (µm) | ||||||
|---|---|---|---|---|---|---|---|---|
| Condition | FDZ | TMAZ | HAZ | Base | FDZ | TMAZ | HAZ | Base |
| AISI 316L/IN718 ST | 6 ± 2 | 30 ± 9 | 69 ± 5 | 64 ± 7 | 5 ± 2 | 17 ± 5 | 36 ± 7 | 26 ± 4 |
| AISI 316L/IN718 STA | 7 ± 3 | 32 ± 7 | 73 ± 6 | 64 ± 5 | 8 ± 2 | 23 ± 6 | 40 ± 9 | 34 ± 3 |
| PWHT | 9 ± 3 | 35 ± 6 | 76 ± 6 | 69 ± 3 | 9 ± 3 | 25 ± 8 | 42 ± 6 | 36 ± 5 |
| Condition | Yield Strength (YS), MPa | Ultimate Tensile Strength (UTS), MPa | % Elongation (% El) |
|---|---|---|---|
| AISI316L/IN718 STA | 602 ± 3 | 697 ± 2 | 17 ± 0.9 |
| AISI316/IN718 ST | 634 ± 9 | 728 ± 7 | 14 ± 1.5 |
| PWHT | 730 ± 2 | 828 ± 5 | 9 ± 1.2 |
| IN718 ST Parent Material | 999 ± 3 | 1304 ± 6 | 40 ± 2.9 |
| IN718 STA Parent Material | 1161 ± 5 | 1393 ± 4 | 33 ± 2 |
| AISI 316L Parent Material | 558 ± 2 | 716 ± 3 | 58 ± 3.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Beeravolu, A.R.; Babu, N.K.; Talari, M.K.; Rehman, A.U.; Srirangam, P. Influence of Microstructure and Mechanical Properties of Dissimilar Rotary Friction Welded Inconel to Stainless Steel Joints. Materials 2023, 16, 3049. https://doi.org/10.3390/ma16083049
Beeravolu AR, Babu NK, Talari MK, Rehman AU, Srirangam P. Influence of Microstructure and Mechanical Properties of Dissimilar Rotary Friction Welded Inconel to Stainless Steel Joints. Materials. 2023; 16(8):3049. https://doi.org/10.3390/ma16083049
Chicago/Turabian StyleBeeravolu, Akhil Reddy, Nagumothu Kishore Babu, Mahesh Kumar Talari, Ateekh Ur Rehman, and Prakash Srirangam. 2023. "Influence of Microstructure and Mechanical Properties of Dissimilar Rotary Friction Welded Inconel to Stainless Steel Joints" Materials 16, no. 8: 3049. https://doi.org/10.3390/ma16083049