
Influence of Retrogression Time on the Fatigue Crack Growth Behavior of a Modified AA7475 Aluminum Alloy


Abstract
:1. Introduction
2. Experimental
3. Results and Discussions
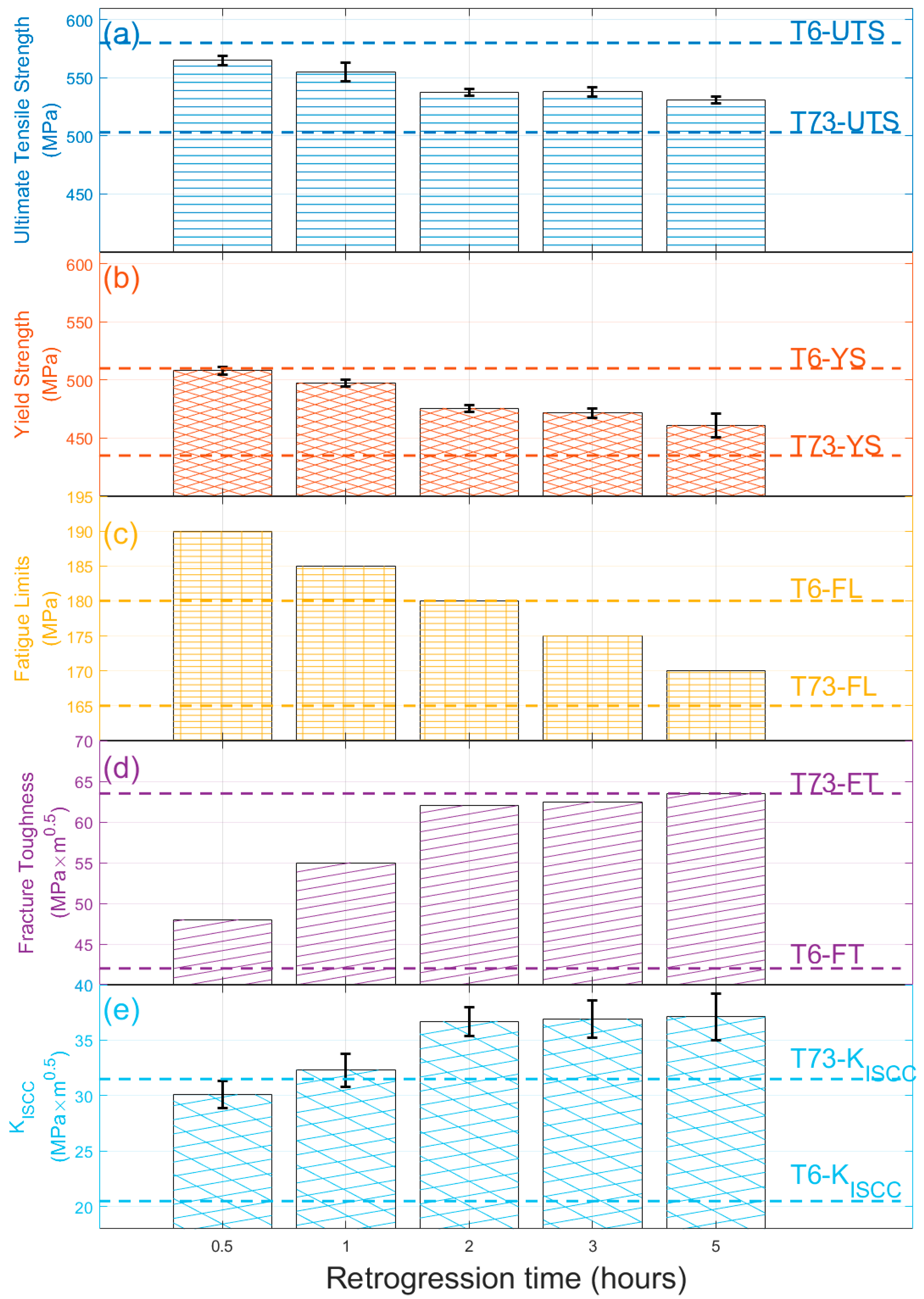
3.1. Mechanical Properties, Fracture Toughness and Other Properties of Studied Alloy
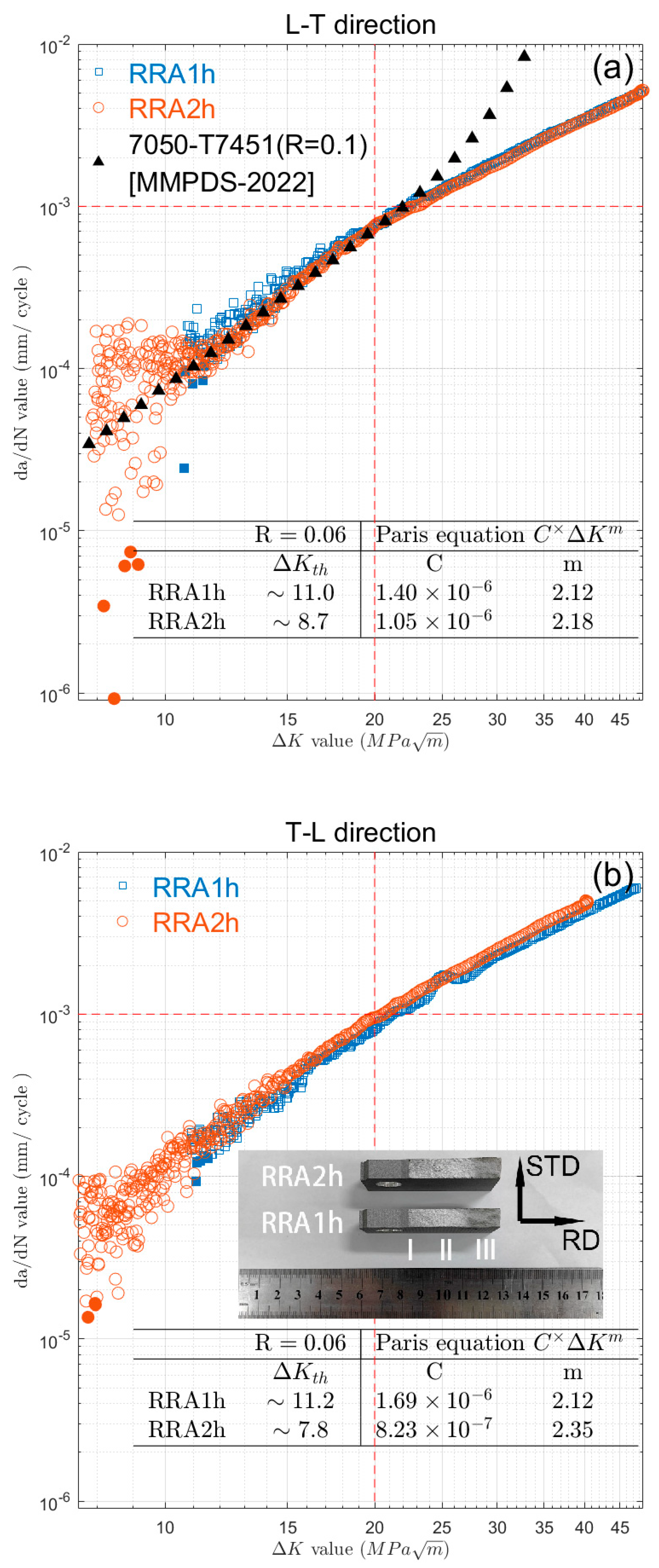
3.2. Fatigue Crack Growth Study

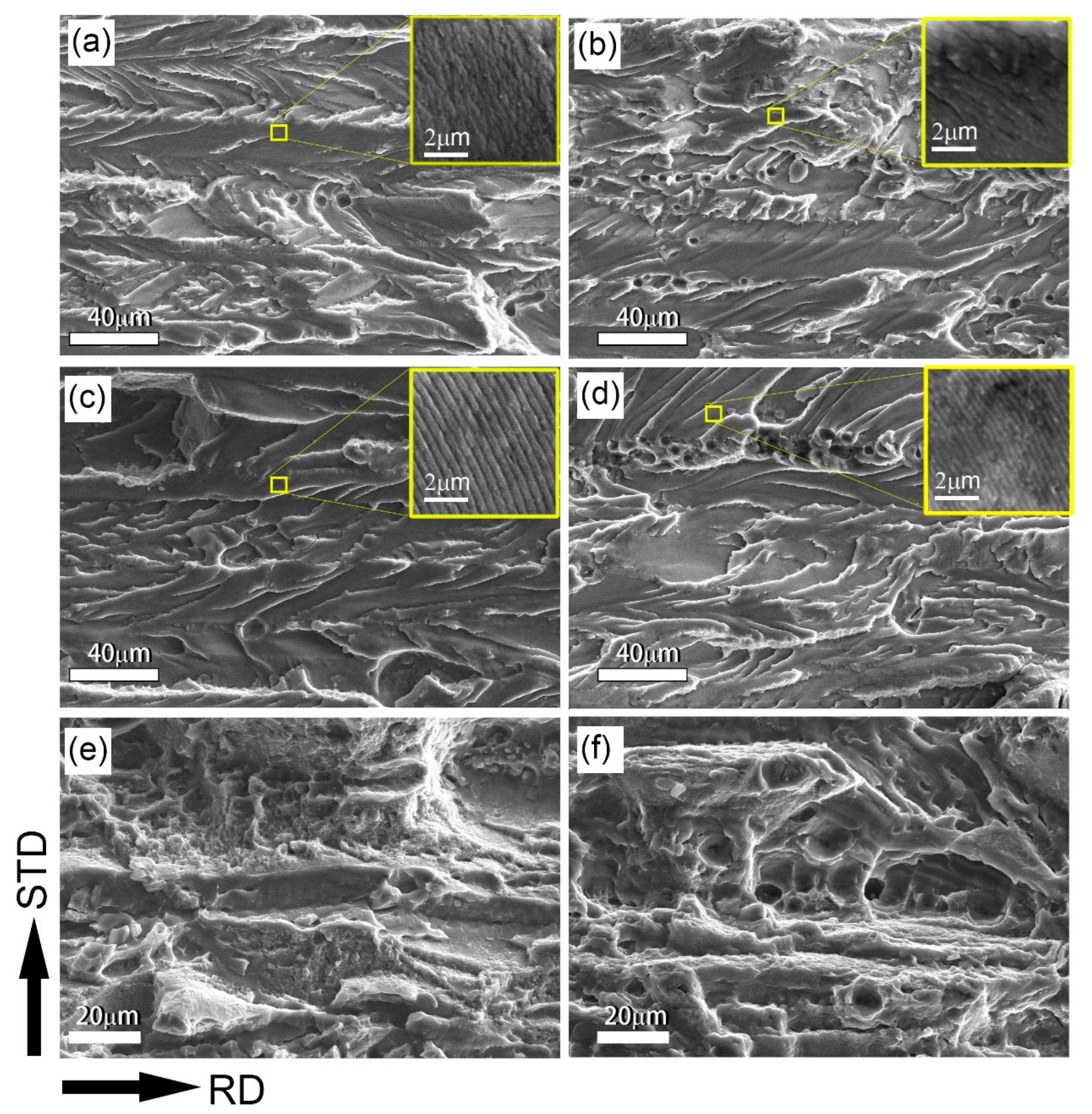
3.3. Fractographic Characterizations
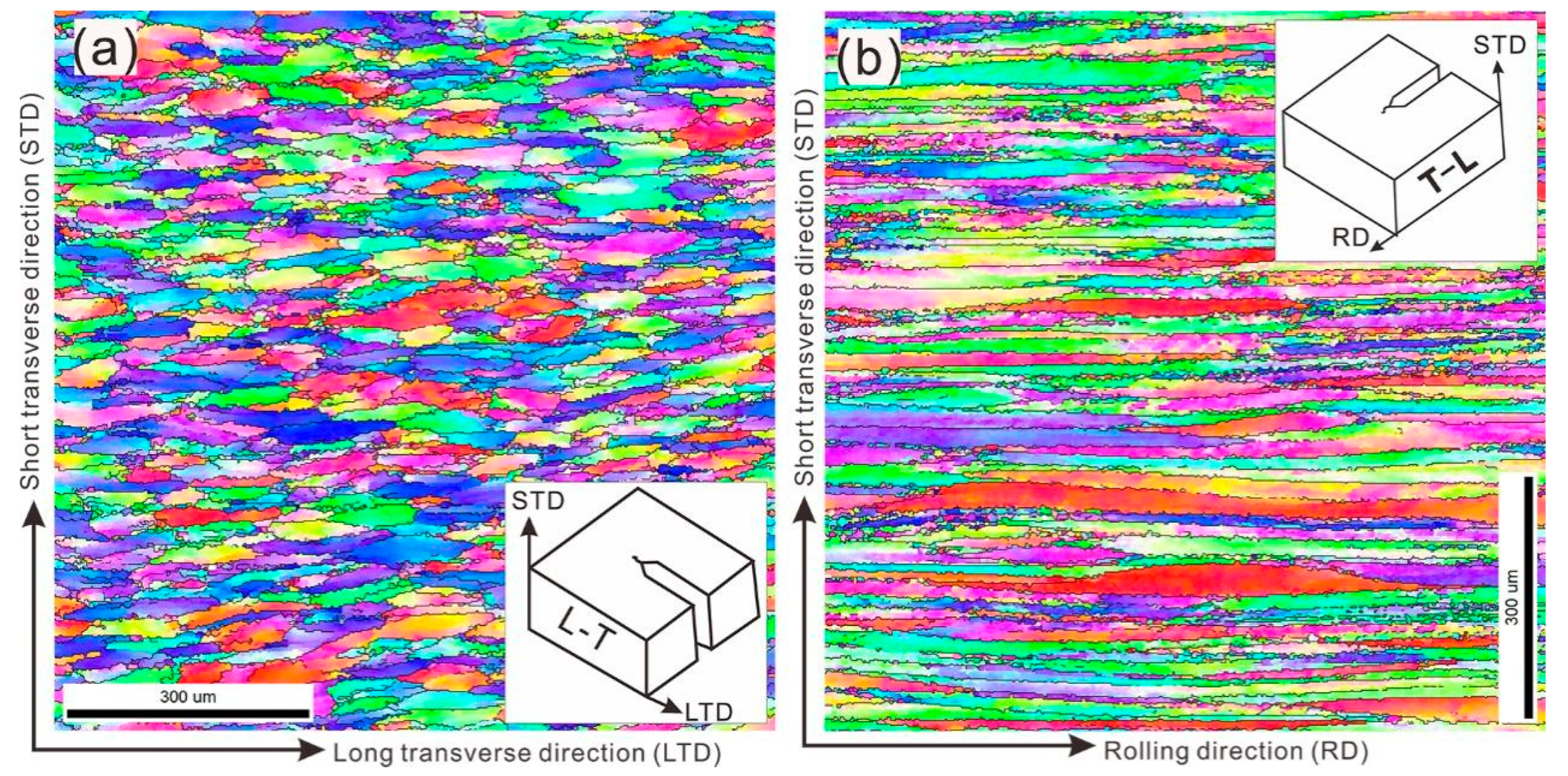
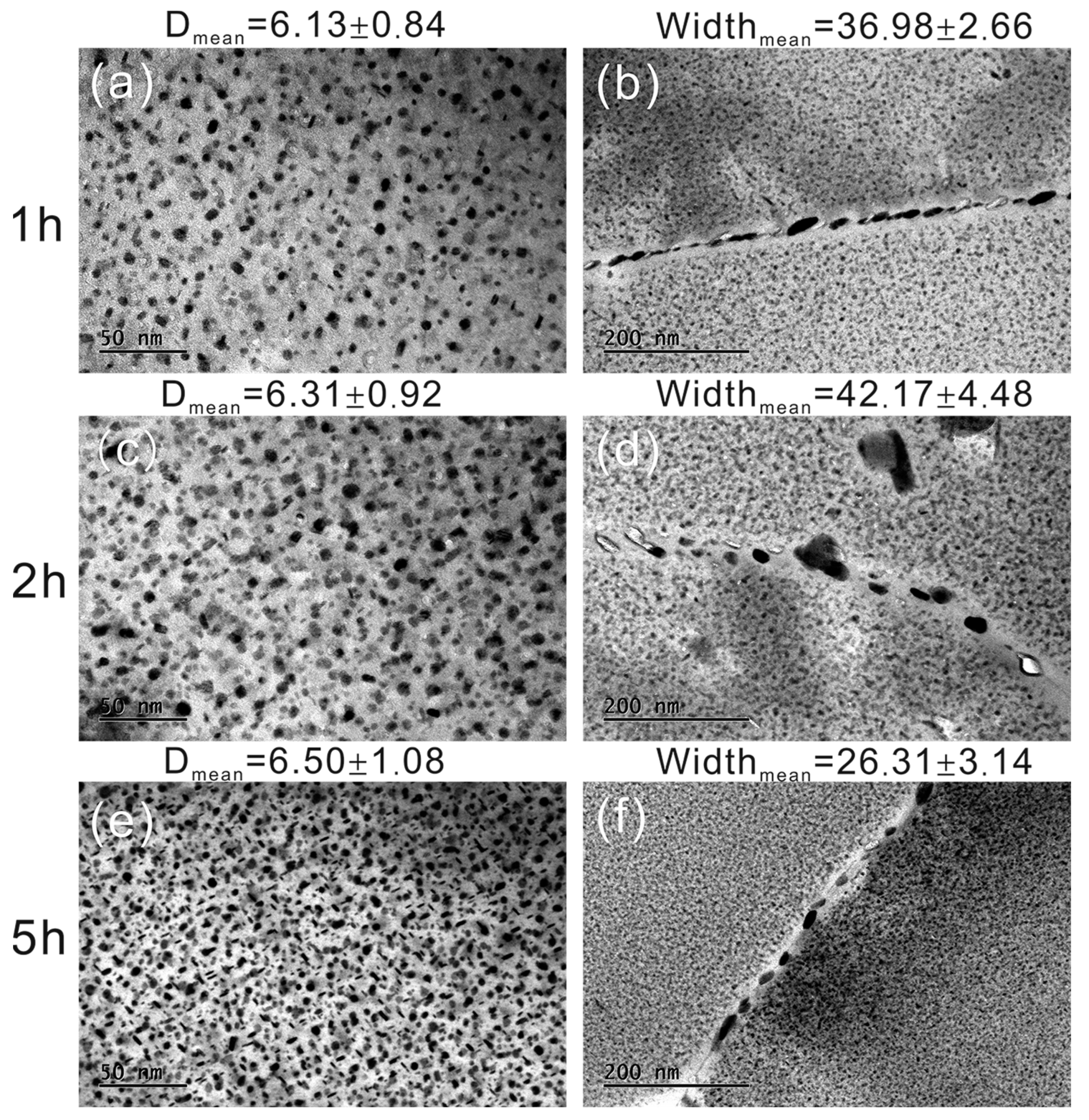
3.4. Microstructure Characterizations and Discussions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rometsch, P.A.; Zhang, Y.; Knight, S. Heat treatment of 7xxx series aluminium alloys—Some recent developments. Trans. Nonferrous Met. Soc. China 2014, 24, 2003–2017. [Google Scholar] [CrossRef]
- Lezaack, M.B.; Hannard, F.; Simar, A. Understanding the ductility versus toughness and bendability decoupling of large elongated and fine grained Al 7475-T6 alloy. Mater. Sci. Eng. A 2022, 839, 142816. [Google Scholar] [CrossRef]
- Han, B.; Zheng, X.; Wang, W.; Zhang, Y.; Xu, Y.; He, K.; Zeng, Y.; Zhang, X. Microstructures and properties of a high strength, toughness, and corrosion resistance Al-Zn-Mg-Cu alloy under an over-aging state. Mater. Lett. 2022, 325, 132674. [Google Scholar] [CrossRef]
- Ohnishi, T.; Ibaraki, Y.; Ito, T. Improvement of Fracture Toughness in 7475 Aluminum Alloy by the RRA (Retrogression and Re-Aging) Process. Mater. Trans. JIM 1989, 30, 601–607. [Google Scholar] [CrossRef] [Green Version]
- Association, T.A. International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys; The Aluminum Association, Inc.: Arlington, VA, USA, 2018. [Google Scholar]
- Zhou, Y.-R.; Tian, N.; Liu, W.; Zeng, Y.; Wang, G.-D.; Han, S.-D.; Zhao, G.; Qin, G.-W. Mechanism of heterogeneous distribution of Cr-containing dispersoids in DC casting 7475 aluminum alloy. Trans. Nonferrous Met. Soc. China 2022, 32, 1416–1427. [Google Scholar] [CrossRef]
- Ahmed, H.; Eivani, A.R.; Zhou, J.; Duszczyk, J. Thermomechanical Processing: Effect of Homogenization Treatment on the Sizes, Distributions and Compositions of Dispersoids in AA7475 Aluminum Alloy. In Proceedings of the 11th International Conference on Aluminium Alloys, Aachen, Germany, 22–26 September 2008; pp. 621–628. [Google Scholar]
- Zhang, Y.; Rometsch, P.A.; Muddle, B.C. Characterisation and Control of Al3Zr dispersoids in Al-Zn-Mg-Cu-Zr Alloys; DGM: Bremen, Germany, 2011. [Google Scholar]
- Ludtka, G.M.; Laughlin, D.E. The influence of microstructure and strength on the fracture mode and toughness of 7XXX series aluminum alloys. Metall. Trans. A 1982, 13, 411–425. [Google Scholar] [CrossRef]
- Tsai, T.C.; Chuang, T.H. Role of grain size on the stress corrosion cracking of 7475 aluminum alloys. Mater. Sci. Eng. A 1997, 225, 135–144. [Google Scholar] [CrossRef]
- Safyari, M.; Moshtaghi, M.; Hojo, T.; Akiyama, E. Mechanisms of hydrogen embrittlement in high-strength aluminum alloys containing coherent or incoherent dispersoids. Corros. Sci. 2022, 194, 109895. [Google Scholar] [CrossRef]
- Chakraborty, P.; Tiwari, V. Dynamic fracture behaviour of AA7475-T7351 alloy at different strain rates and temperatures. Eng. Fract. Mech. 2023, 279, 109065. [Google Scholar] [CrossRef]
- Yang, J.-G.; Ou, B.-L. Hot Ductility Behavior and HAZ Hot Cracking Susceptibility of 7475-T7351 Aluminum alloy. Scand. J. Metall. 2001, 30, 146–157. [Google Scholar] [CrossRef]
- Xu, D.K.; Rometsch, P.A.; Birbilis, N. Improved solution treatment for an as-rolled Al-Zn-Mg-Cu alloy. Part I. Characterisation of constituent particles and overheating. Mater. Sci. Eng. A 2012, 534, 234–243. [Google Scholar] [CrossRef]
- Allen, C.M.; O’Reilly, K.A.Q.; Cantor, B.; Evans, P.V. Intermetallic phase selection in 1XXX Al alloys. Prog. Mater. Sci. 1998, 43, 89–170. [Google Scholar] [CrossRef]
- Verma, B.B.; Atkinson, J.D.; Kumar, M. Study of fatigue behaviour of 7475 aluminium alloy. Bull. Mater. Sci. 2001, 24, 231–236. [Google Scholar] [CrossRef]
- Wen, K.; Xiong, B.; Zhang, Y.; Li, Z.; Li, X.; Huang, S.; Yan, L.; Yan, H.; Liu, H. Over-aging influenced matrix precipitate characteristics improve fatigue crack propagation in a high Zn-containing Al-Zn-Mg-Cu alloy. Mater. Sci. Eng. A 2018, 716, 42–54. [Google Scholar] [CrossRef]
- Islam, M.U.; Wallace, W. Retrogression and reaging response of 7475 aluminium alloy. Met. Technol. 1983, 10, 386–392. [Google Scholar] [CrossRef]
- Islam, M.U.; Wallace, W. Stresscorrosion-rack grovvth behaviour of 7475 T6 retrogressed and reaged aluminium alloy. Met. Technol. 1984, 11, 320–322. [Google Scholar] [CrossRef]
- Poole, W.J.; Shercliff, H.R.; Castillo, T. Process Model for Two Step Age Hardening of 7475 Aluminium Alloy. Mater. Sci. Technol. 1997, 13, 897–903. [Google Scholar] [CrossRef]
- Cina, B.M.; Gan, R. Reducing the Susceptibility of Alloys, Particularly Aluminium Alloys, to Stress Corrosion Cracking. U.S. Patent Application No. 3,856,584A, 24 December 1974. [Google Scholar]
- Marlaud, T.; Deschamps, A.; Bley, F.; Lefebvre, W.; Baroux, B. Evolution of precipitate microstructures during the retrogression and re-ageing heat treatment of an Al–Zn–Mg–Cu alloy. Acta Mater. 2010, 58, 4814–4826. [Google Scholar] [CrossRef]
- Nicolas, M.; Deschamps, A. Characterisation and Modelling of Precipitate Evolution in an Al-Zn-Mg Alloy during Non-isothermal Heat Treatment. Acta Mater. 2003, 51, 6077–6094. [Google Scholar] [CrossRef] [Green Version]
- Nicolas, M. Precipitation Evolution in an Al-Zn-Mg Alloy during Non-Isothermal Heat Treatments and in the Heat-Affected Zone of Welded Joints; Grenoble Institute of Technology: Grenoble, France, 2002. [Google Scholar]
- Bucci, R.J. Selecting aluminum alloys to resist failure by fracture mechanisms. Eng. Fract. Mech. 1996, 12, 407–441. [Google Scholar] [CrossRef]
- McNaughtan, D.; Worsfold, M.; Robinson, M.J. Corrosion product force measurements in the study of exfoliation and stress corrosion cracking in high strength aluminium alloys. Corros. Sci. 2003, 45, 2377–2389. [Google Scholar] [CrossRef]
- Brown, B.F.; Beachem, C.D. A study of the stress factor in corrosion cracking by use of the pre-cracked cantilever beam specimen. Corros. Sci. 1965, 5, 745–750. [Google Scholar] [CrossRef]
- ASTM. Standard Test Method for Measurement of Fatigue Crack Growth Rates; ASTM: West Conshohocken, PA, USA, 2008; Volume E674-08. [Google Scholar]
- Paris, P.; Erdogan, F. A Critical Analysis of Crack Propagation Laws. J. Basic Eng. 1963, 85, 528–533. [Google Scholar] [CrossRef]
- Battelle Memorial Institute. Metallic Materials Properties Development and Standardization (MMPDS) Handbook; Battelle Memorial Institute: Columbus, OH, USA, 2022. [Google Scholar]
- Connors, W.C. Fatigue striation spacing analysis. Mater. Charact. 1994, 33, 245–253. [Google Scholar] [CrossRef]
- Koko, A.; Elmukashfi, E.; Becker, T.H.; Karamched, P.S.; Wilkinson, A.J.; Marrow, T.J. In situ characterisation of the strain fields of intragranular slip bands in ferrite by high-resolution electron backscatter diffraction. Acta Mater. 2022, 239, 118284. [Google Scholar] [CrossRef]
- Benjamin Britton, T.; Wilkinson, A.J. Stress fields and geometrically necessary dislocation density distributions near the head of a blocked slip band. Acta Mater. 2012, 60, 5773–5782. [Google Scholar] [CrossRef]
- Marquis, F.D.S. Microstructural design of 7 × 50 aluminium alloys for fracture and fatigue. In Nano and Microstructrual Design of Advanced Materials; Elsevier: Amsterdam, The Netherlands, 2003. [Google Scholar]
- Garner, A.; Donoghue, J.; Geurts, R.; Al Aboura, Y.; Winiarski, B.; Prangnell, P.B.; Burnett, T.L. Large-scale serial sectioning of environmentally assisted cracks in 7xxx Al alloys using femtosecond laser-PFIB. Mater. Charact. 2022, 188, 111890. [Google Scholar] [CrossRef]
- Viana, F.; Pinto, A.M.P.; Santos, H.M.C.; Lopes, A.B. Retrogression and Re-ageing of 7075 Aluminium Alloy: Microstructural Characterization. J. Mater. Process. Technol. 1999, 92-93, 54–59. [Google Scholar] [CrossRef] [Green Version]
- Grosvenor, A.R. Microstructural Evolution during Retrogression and Reaging Treatment of Aluminium Alloy 7075; Department of Materials Engineering, Monash University: Melbourne, Australia, 2008. [Google Scholar]
- Zhang, Q.; Zhu, Y.; Gao, X.; Wu, Y.; Hutchinson, C. Training high-strength aluminum alloys to withstand fatigue. Nat. Commun. 2020, 11, 5198. [Google Scholar] [CrossRef]
- Deschamps, A.; Hutchinson, C.R. Precipitation kinetics in metallic alloys: Experiments and modeling. Acta Mater. 2021, 220, 117338. [Google Scholar] [CrossRef]
- Lee, S.-H.; Jung, J.-G.; Baik, S.-I.; Seidman, D.N.; Kim, M.-S.; Lee, Y.-K.; Euh, K. Precipitation strengthening in naturally aged Al–Zn–Mg–Cu alloy. Mater. Sci. Eng. A 2021, 803, 140719. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temper | Condition | Aging Process |
|---|---|---|
| T6 | Peak-aged | 24 h/121 °C |
| T73 | Over-aged | 6 h/121 °C + 30 h/163 °C |
| RRA | -- | 24 h/121 °C + (0.5–5) h/180 °C + 12 h/121 °C |
| Retrogression Time (Hours) | Young’s Modulus (MPa) | Yield Strength (MPa) | KIC (MPa√m) | Particle Size (nm) | Calculated Volume Fraction (%) |
|---|---|---|---|---|---|
| 0.5 | 72,000 | 508 | 48 | 5.90 | 3.08 |
| 1 | 72,000 | 497.4 | 55 | 6.13 | 3.51 |
| 2 | 72,000 | 475.7 | 62 | 6.31 | 3.98 |
| 3 | 72,000 | 471.8 | 62.5 | 6.42 | 4.00 |
| 5 | 72,000 | 461 | 63.5 | 6.50 | 4.08 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, X.; Yang, Y.; Tang, J.; Han, B.; Xu, Y.; Zeng, Y.; Zhang, Y. Influence of Retrogression Time on the Fatigue Crack Growth Behavior of a Modified AA7475 Aluminum Alloy. Materials 2023, 16, 2733. https://doi.org/10.3390/ma16072733
Zheng X, Yang Y, Tang J, Han B, Xu Y, Zeng Y, Zhang Y. Influence of Retrogression Time on the Fatigue Crack Growth Behavior of a Modified AA7475 Aluminum Alloy. Materials. 2023; 16(7):2733. https://doi.org/10.3390/ma16072733
Chicago/Turabian StyleZheng, Xu, Yi Yang, Jianguo Tang, Baoshuai Han, Yanjin Xu, Yuansong Zeng, and Yong Zhang. 2023. "Influence of Retrogression Time on the Fatigue Crack Growth Behavior of a Modified AA7475 Aluminum Alloy" Materials 16, no. 7: 2733. https://doi.org/10.3390/ma16072733