
Optimization of Tensile Strength in the Paper Material Cutting Process Based on CO2 Laser Process Parameters

 , , , and
, , , and
Abstract
:1. Introduction
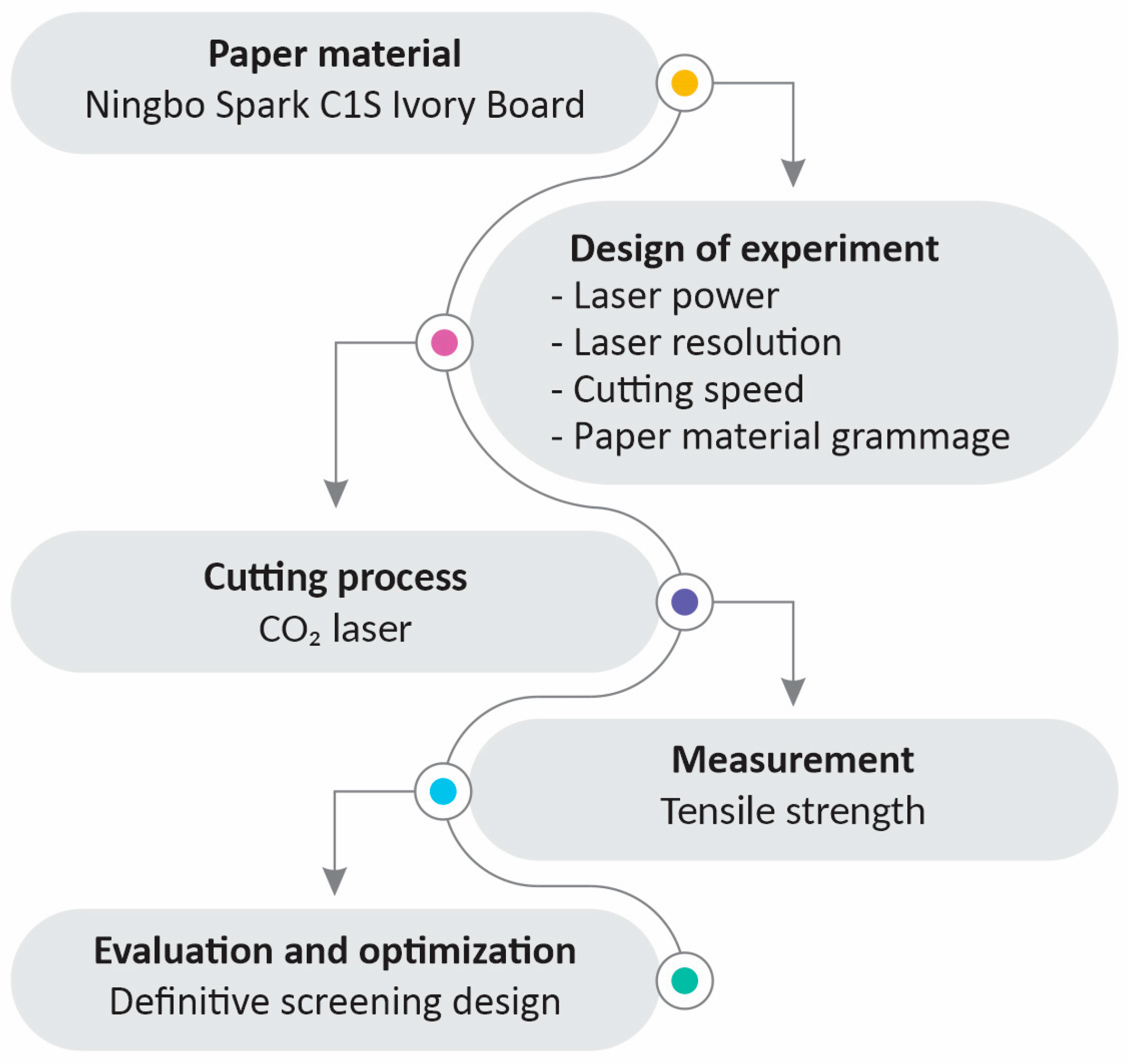
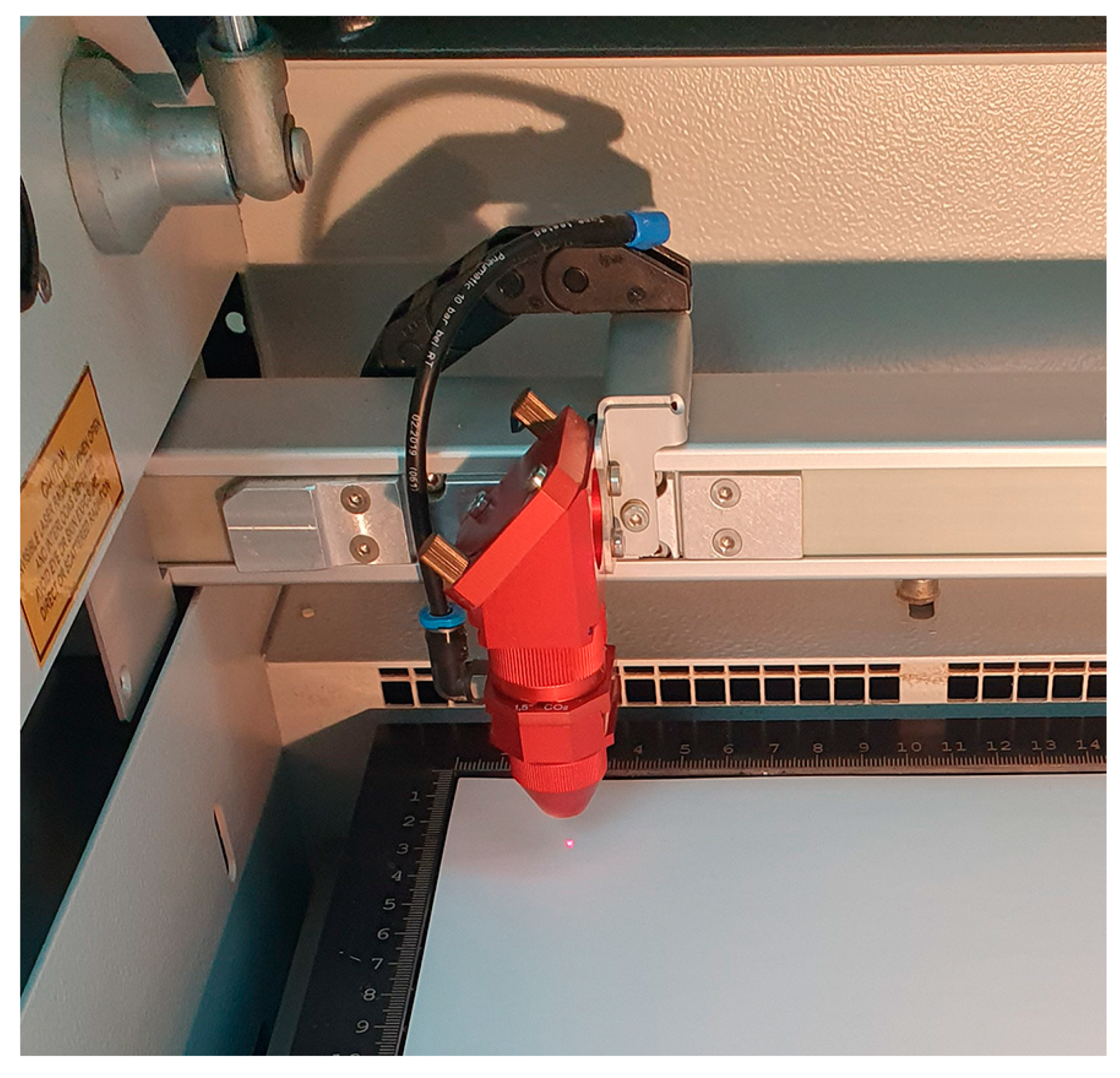
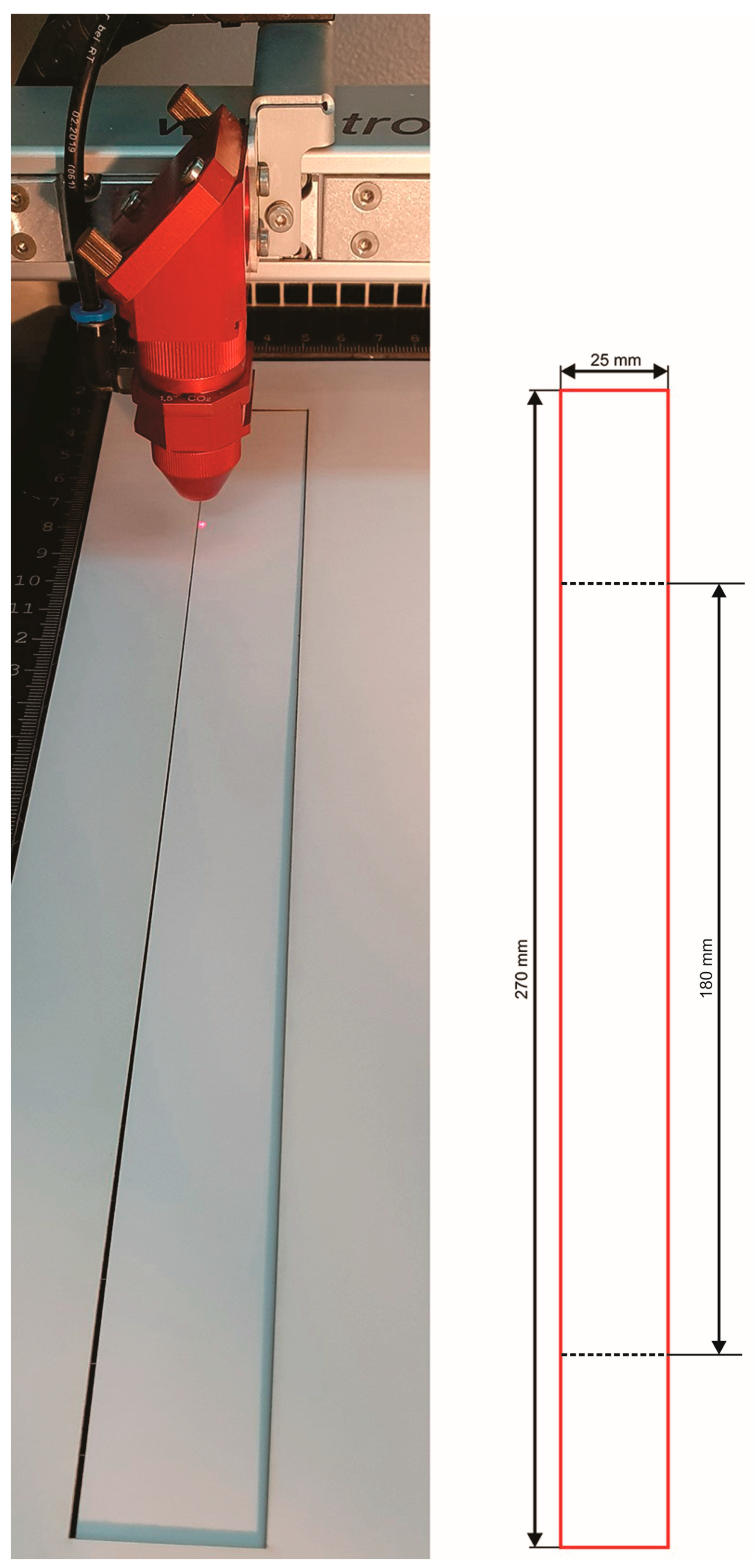
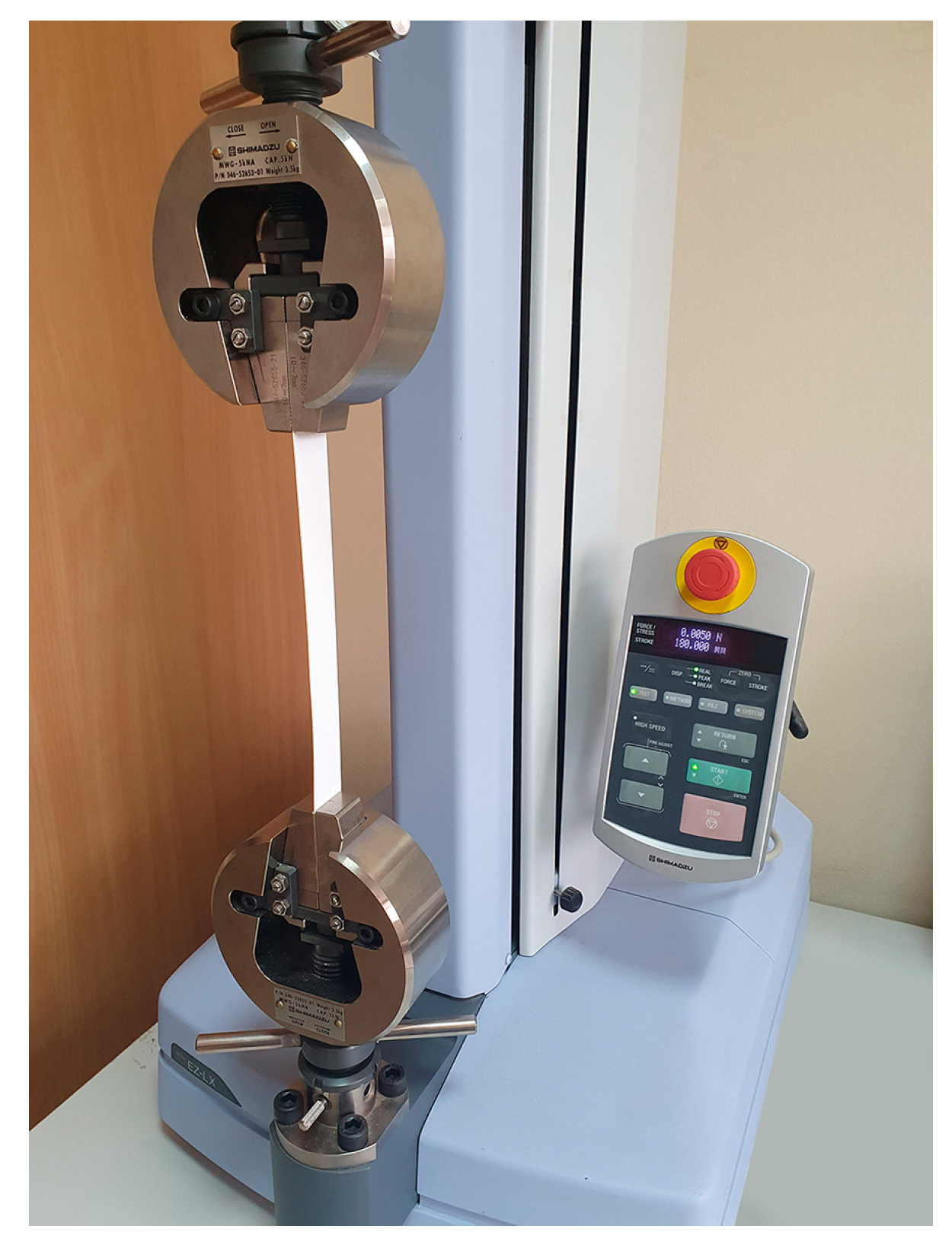
2. Materials and Methods
3. Results and Discussion
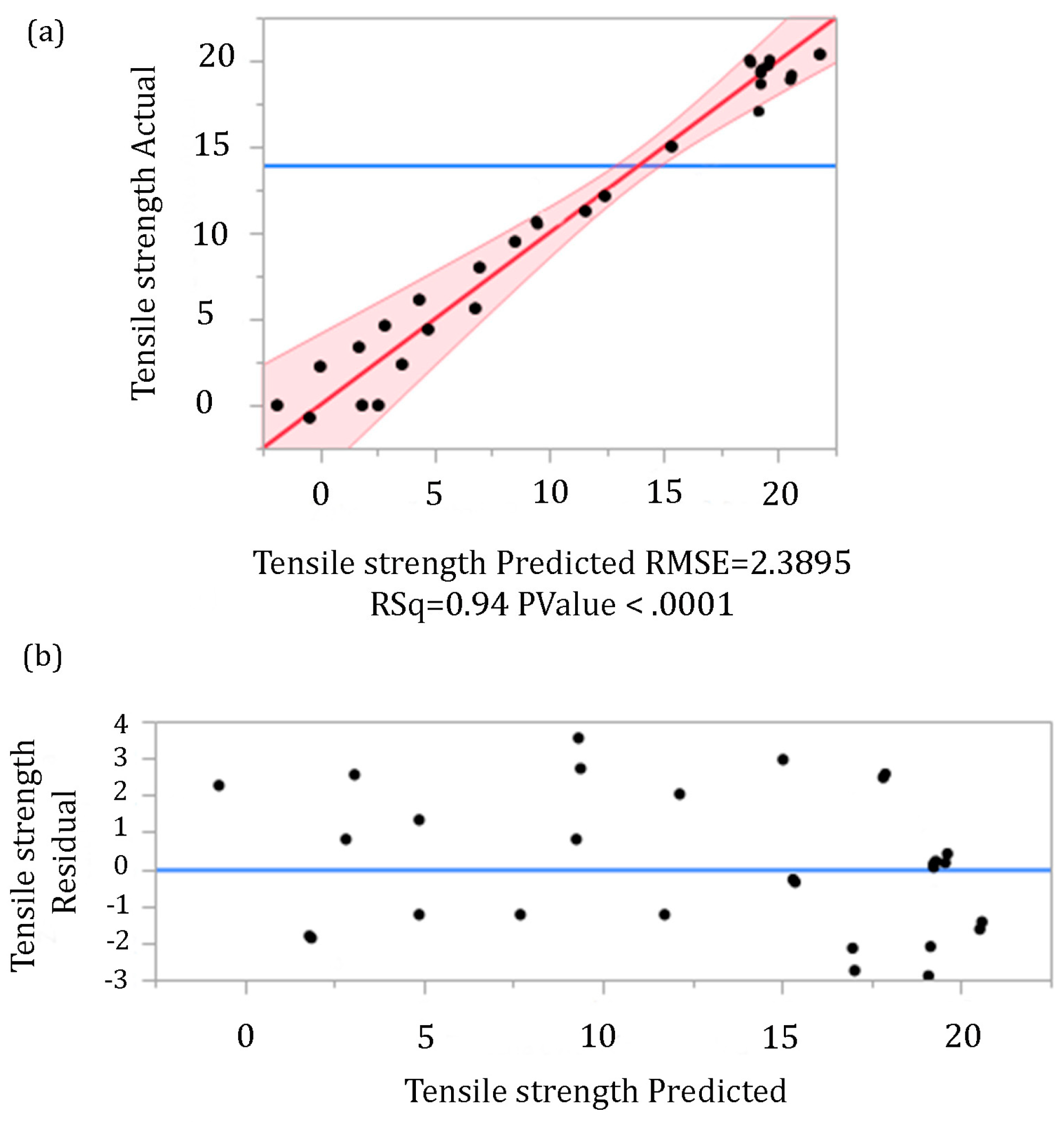
3.1. Evaluation of the DSD Model
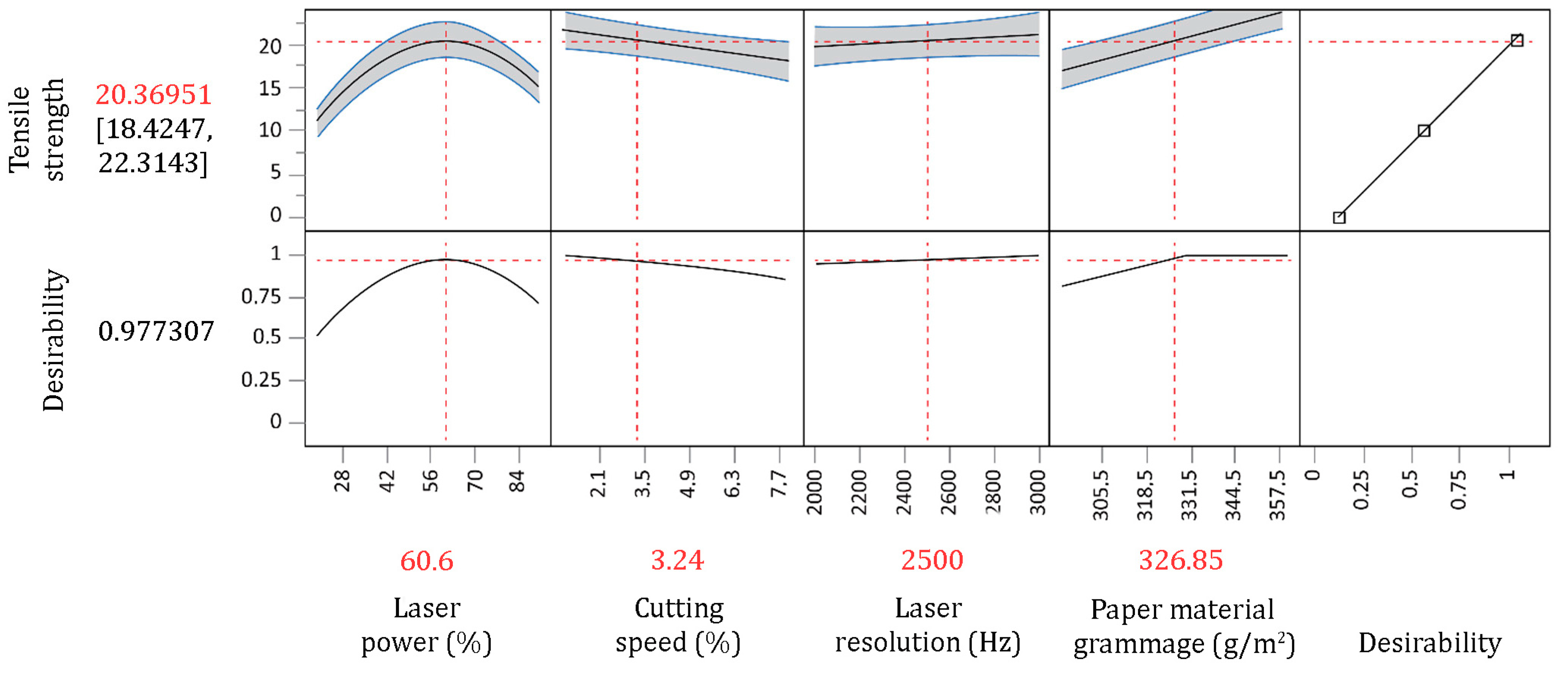
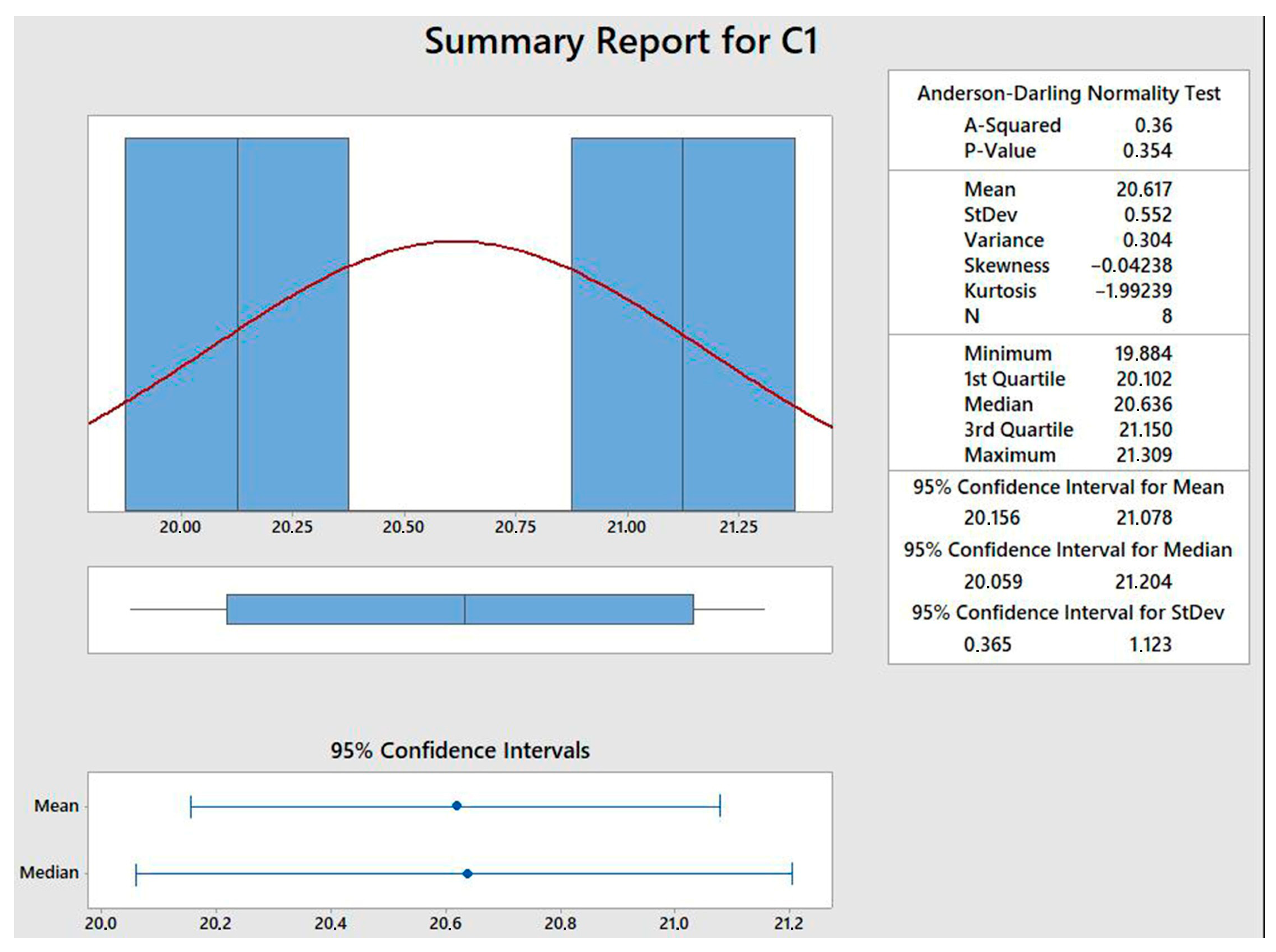
3.2. Process Optimization
4. Conclusions
- Laser power, paper material grammage, and cutting speed are the main process parameters that affect the tensile strength of the paper material. Increasing the laser power increases the tensile strength up to a certain level, while after that it has an inverse effect on the final specimen strength.
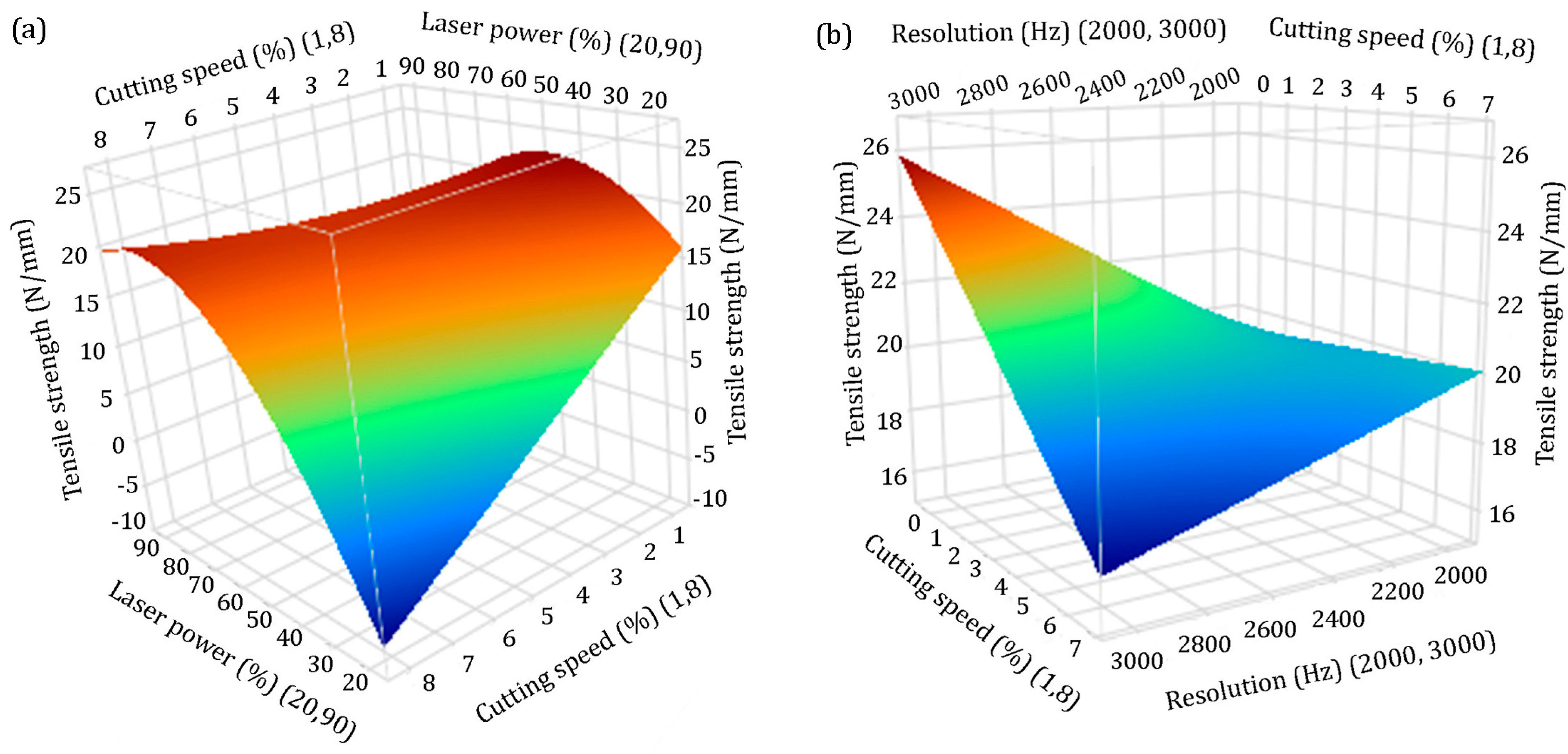
- The interaction between laser power, laser resolution, and cutting speed was found to be statistically significant. At a constant high cutting speed (8%), the laser power has a pronounced influence on the increase of tensile strength, while the greatest influence was observed at the maximum laser power (90%). At constant high values of laser resolution, the tensile strength increases with decreasing cutting speed. The tensile strength is greater when the resolution value is set to 3000 Hz and kept constant.
- The statistical model states that the maximum tensile strength values (20.37 N/mm) are obtained with a laser power of 60.6%, a cutting speed of 3.24%, a resolution of 2500 Hz, and a paper material grammage of 326.85 g/m2. With medium laser power and a lower speed, a maximum tensile strength value can be obtained. Increasing the laser power and cutting speed results in a slight decrease in tensile strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Powell, J. CO2 Laser Cutting; Springer: London, UK, 1988. [Google Scholar]
- Ružiak, I.; Igaz, R.; Kubovský, I.; Gajtanska, M.; Jankech, A. Prediction of the Effect of CO2 Laser Cutting Conditions on Spruce Wood Cut Characteristics Using an Artificial Neural Network. Appl. Sci. 2022, 12, 11355. [Google Scholar] [CrossRef]
- Kubovský, I.; Krišťák, Ľ.; Suja, J.; Gajtanska, M.; Igaz, R.; Ružiak, I.; Réh, R. Optimization of Parameters for the Cutting of Wood-Based Materials by a CO2 Laser. Appl. Sci. 2020, 10, 8113. [Google Scholar] [CrossRef]
- Nagai, K.; Shimizu, K. Using a High-Power Fibre Laser to Cut Concrete. Appl. Sci. 2021, 11, 4414. [Google Scholar] [CrossRef]
- Seo, Y.; Lee, D.; Pyo, S. High-Power Fiber Laser Cutting for 50-mm-Thick Cement-Based Materials. Materials 2020, 13, 1113. [Google Scholar] [CrossRef] [Green Version]
- Lee, D.; Seo, Y.; Pyo, S. Effect of Laser Speed on Cutting Characteristics of Cement-Based Materials. Materials 2018, 11, 1055. [Google Scholar] [CrossRef] [Green Version]
- Ninikas, K.; Kechagias, J.; Salonitis, K. The Impact of Process Parameters on Surface Roughness and Dimensional Accuracy during CO2 Laser Cutting of PMMA Thin Sheets. J. Manuf. Mater. Process. 2021, 5, 74. [Google Scholar] [CrossRef]
- Mushtaq, R.T.; Wang, Y.; Rehman, M.; Khan, A.M.; Mia, M. State-Of-The-Art and Trends in CO2 Laser Cutting of Polymeric Materials—A Review. Materials 2020, 13, 3839. [Google Scholar] [CrossRef]
- Chen, X.; Li, T.; Zhai, K.; Hu, Z.; Zhou, M. Using orthogonal experimental method optimizing surface quality of CO2 laser cutting process for PMMA microchannels. Int. J. Adv. Manuf. Technol. 2017, 88, 2727–2733. [Google Scholar] [CrossRef]
- Haddadi, E.; Moradi, M.; Karimzad Ghavidel, A.; Karimzad Ghavidel, A.; Meiabadi, S. Experimental and parametric evaluation of cut quality characteristics in CO2 laser cutting of polystyrene. Optik 2019, 184, 103–114. [Google Scholar] [CrossRef]
- Girdu, C.C.; Gheorghe, C. Simulation of Melting Efficiency in Laser Cutting of Hardox 400 Steel. Materials 2022, 15, 7192. [Google Scholar] [CrossRef]
- Girdu, C.C.; Gheorghe, C.; Radulescu, C.; Cirtina, D. Influence of Process Parameters on Cutting Width in CO2 Laser Processing of Hardox 400 Steel. Appl. Sci. 2021, 11, 5998. [Google Scholar] [CrossRef]
- Mahrle, A.; Borkmann, M.; Pfohl, P. Factorial Analysis of Fiber Laser Fusion Cutting of AISI 304 Stainless Steel: Evaluation of Effects on Process Performance, Kerf Geometry and Cut Edge Roughness. Materials 2021, 14, 2669. [Google Scholar] [CrossRef] [PubMed]
- Son, S.; Lee, D. The Effect of Laser Parameters on Cutting Metallic Materials. Materials 2020, 13, 4596. [Google Scholar] [CrossRef]
- Riveiro, A.; Quintero, F.; Boutinguiza, M.; Del Val, J.; Comesaña, R.; Lusquiños, F.; Pou, J. Laser Cutting: A Review on the Influence of Assist Gas. Materials 2019, 12, 157. [Google Scholar] [CrossRef] [Green Version]
- Fomin, V.M.; Golyshev, A.A.; Orishich, A.M.; Shulyatev, V.B. Energy balance in high-quality cutting of steel by fiber and CO2 lasers. J. Appl. Mech. Tech. Phys. 2017, 58, 371–378. [Google Scholar] [CrossRef]
- He, Y.; Xie, H.; Ge, Y.; Lin, Y.; Yao, Z.; Wang, B.; Jin, M.; Liu, J.; Chen, X.; Sun, Y. Laser Cutting Technologies and Corresponding Pollution Control Strategy. Processes 2022, 10, 732. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Costa-Herrero, L.; Domínguez-Fernández, A. Effect of Process Parameters on the Quality of Laser-Cut Stainless Steel Thin Plates. Metals 2021, 11, 1224. [Google Scholar] [CrossRef]
- Happonen, A.; Stepanov, A.; Piili, H.; Salminen, A. Innovation Study for Laser Cutting of Complex Geometries with Paper Materials. Phys. Procedia 2015, 78, 128–137. [Google Scholar] [CrossRef] [Green Version]
- Ready, J.F. Industrial Applications of Lasers, 2nd ed.; Academic Press: Cambridge, MA, USA, 1997. [Google Scholar]
- Rämö, S. Effects of Coating on Laser Cuttability of Coated Papers and Boards. Master’s Thesis, Lappeenranta University of Technology, Lappeenranta, Finland, 2004. [Google Scholar]
- Stepanov, A.; Saukkonen, E.; Piili, H.; Salminen, A. Effect of Moisture Content of Paper Material on Laser Cutting. Phys. Procedia 2015, 78, 120–127. [Google Scholar] [CrossRef] [Green Version]
- Al Drais, S.; Al Zhraa Ibrahim, F.; Al Fouderi, N.; Mamedov, A. Design of an automated paper cutting machine. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Sao Paulo, Brazil, 5–8 April 2021; pp. 811–817. [Google Scholar]
- Yin, Z.; Xu, L. Finite Element Analysis and Optimization Design of Paper Cutter Cutting Blade Based on ANSYS. In Proceedings of the International Conference on Robots and Intelligent System (ICRIS 2018), Changsha, China, 26–27 May 2018; pp. 475–478. [Google Scholar] [CrossRef]
- Piili, H. A Theory of Interaction Mechanism between Laser Beam and Paper Material. Phys. Procedia 2015, 78, 163–173. [Google Scholar] [CrossRef]
- Riley, A. Paper and paperboard packaging. In Packaging Technology; Fundamentals, Materials and Processes; Woodhead Publishing: Sawston, UK, 2012; pp. 178–239. [Google Scholar] [CrossRef]
- Kirwan, M.J. Paper and Paperboard Packaging Technology; Blackwell Publishing Ltd.: Oxford, UK, 2005. [Google Scholar]
- Malmberg, H.; Kujanpää, V. Cutting paper—Application report. Ind. Laser Solut. Manuf. 2006, 21, 21–24. [Google Scholar]
- Piili, H. Characterization of Laser Beam and Paper Material Interaction. Ph.D. Thesis, Lappeenranta University of Technology, Lappeenranta, Finland, 2013. [Google Scholar]
- Hovikorpi, J.; Laakso, P.; Malmberg, H.; Kujanpää, V.; Miikki, N. Laser cutting of paper. In Proceedings of the 23rd International Congress on Laser Materials Processing and Laser Microfabrication, San Francisco, CA, USA, 4–7 October 2004. [Google Scholar] [CrossRef]
- Federle, H.; Keller, S. Papier schneiden mit Laser. Pap. Kunstst. Verarb. 1992, 27, 32–39. [Google Scholar]
- Malmberg, H.; Leino, K.; Kujanpää, V. Laser Cutting of Paper and Board; Lappeenranta University of Technology: Lappeenranta, Finland, 2006. [Google Scholar]
- Malmberg, H.; Salminen, A.; Kujanpää, V. Laser cutting of mineral pigment coated papers. In Proceedings of the 25th International Congress on Applications of Laser and Electro-Optics, Congress Proceedings, Scottsdale, AZ, USA, 30 October–2 November 2006; p. 510. [Google Scholar] [CrossRef]
- Stepanov, A.; Piili, H.; Salminen, A. Color change in laser cutting of paper material. In Proceedings of the 29th International Congress on Applications of Lasers and Electro-Optics, Anaheim, CA, USA, 26–30 September 2010; pp. 1394–1403. [Google Scholar] [CrossRef]
- Stepanov, A.; Piili, H.; Saukkonen, E.; Salminen, A. Effect of linear cutting energy on coloration of paper in laser cutting of paper material. In Proceedings of the 30th International Congress on Applications of Lasers and Electro-Optics, Orlando, FL, USA, 23–27 October 2011; pp. 71–79. [Google Scholar] [CrossRef]
- Spicar-Mihalic, P.; Toley, B.; Houghtaling, J.; Liang, T.; Yager, P.; Fu, E. CO2 laser cutting and ablative etching for the fabrication of paper-based devices. J. Micromech. Microeng. 2013, 23, 067003. [Google Scholar] [CrossRef]
- Mahmud, M.A.; Blondeel, E.J.M.; Kaddoura, M.; MacDonald, B.D. Creating compact and microscale features in paper-based devices by laser cutting. Analyst 2016, 141, 6449–6454. [Google Scholar] [CrossRef] [PubMed]
- Mahmud, M.A.; Blondeel, E.J.M.; Kaddoura, M.; MacDonald, B.D. Features in Microfluidic Paper-Based Devices Made by Laser Cutting: How Small Can They Be? Micromachines 2018, 9, 220. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nie, J.; Liang, Y.; Zhang, Y.; Le, S.; Li, D.; Zhang, S. One-step patterning of hollow microstructures in paper by laser cutting to create microfluidic analytical devices. Analyst 2013, 138, 671–676. [Google Scholar] [CrossRef]
- Pillai, S.P.; Abhiram, B.R.; Kumar, A.S.; Ashish, U.S.; Harikrishnan, G. Solar powered desktop CNC machine for fabric and paper cutting. IOP Conf. Ser.: Mater. Sci. Eng. 2019, 577, 012071. [Google Scholar] [CrossRef] [Green Version]
- Pagès, H.; Piombini, H.; Enguehard, F.; Acher, O. Demonstration of paper cutting using single emitter laser diode and infrared-absorbing ink. Opt. Express. 2005, 13, 2351–2357. [Google Scholar] [CrossRef]
- Huppert, F.; Holzl, G.; Kranz, M. Design Different: Pen and Paper for Laser Cutting. IEEE Pervasive Comput. 2019, 18, 29–37. [Google Scholar] [CrossRef]
- Happonen, A.; Stepanov, A.; Piili, H. Feasible Application Area Study for Linear Laser Cutting in Paper Making Processes. Phys. Procedia 2015, 78, 174–181. [Google Scholar] [CrossRef] [Green Version]
- Jones, B.; Nachtsheim, C.J. Definitive screening designs with added two-level categorical factors. J. Qual. Technol. 2013, 45, 121–129. [Google Scholar] [CrossRef] [Green Version]
- Jones, B.; Nachtsheim, C.J. A class of three-level designs for definitive screening in the presence of second-order effects. J. Qual. Technol. 2011, 43, 1–15. [Google Scholar] [CrossRef]
- Xiao, L.; Lin, D.K.J.; Bai, F. Constructing definitive screening designs using conference matrices. J. Qual. Technol. 2012, 44, 2–8. [Google Scholar] [CrossRef]
- Jones, B.; Nachtsheim, C.J. Effective design-based model selection for definitive screening designs. Technometrics 2017, 59, 319–329. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Unit | Value |
|---|---|---|
| Moisture | % | 6.5 ± 1.0 |
| Smoothness PPS (Top) | μm | 1.4 |
| Brightness ISO (TOP) | % | 93.0 ± 2.0 |
| 75°Gloss (Top) | % | 50 ± 10 |
| IGT Blister (Top) | m/s | ≥1.5 |
| COBB Test (60 s) (Top/Back) | g/m2 | 40 ± 15 |
| PLY bonding | J/m2 | ≥130 |
| Squareness | mm | ≤2.0 |
| Size Deviation | mm | 0–2 |
| Variables | Minimum Level | Middle Level | Maximum Level |
|---|---|---|---|
| Laser power (%) | 20 | 55 | 90 |
| Cutting speed (%) | 1 | 4 | 8 |
| Laser resolution (Hz) | 2000 | 2500 | 3000 |
| Paper material grammage (g/m2) | 295 | 325 | 360 |
| Exp. No. | Laser Power (%) | Cutting Speed (%) | Laser Resolution (Hz) | Paper Material Grammage (g/m2) | Tensile Strength (N/mm) |
|---|---|---|---|---|---|
| 1 | 55 | 8 | 3000 | 360 | 20.467 |
| 2 | 55 | 1 | 2000 | 295 | 14.282 |
| 3 | 90 | 4 | 2000 | 360 | 19.898 |
| 4 | 20 | 4 | 3000 | 295 | – |
| 5 | 90 | 1 | 2500 | 295 | 12.106 |
| 6 | 20 | 8 | 2500 | 360 | – |
| 7 | 90 | 8 | 2000 | 325 | 19.155 |
| 8 | 20 | 1 | 3000 | 325 | 19.173 |
| 9 | 90 | 8 | 3000 | 295 | 15.016 |
| 10 | 20 | 1 | 2000 | 360 | 20.037 |
| 11 | 90 | 1 | 3000 | 360 | 17.050 |
| 12 | 20 | 8 | 2000 | 295 | – |
| 13 | 55 | 4 | 2500 | 325 | 19.510 |
| 14 | 55 | 8 | 3000 | 360 | 20.311 |
| 15 | 55 | 1 | 2000 | 295 | 14.830 |
| 16 | 90 | 4 | 2000 | 360 | 20.050 |
| 17 | 20 | 4 | 3000 | 295 | – |
| 18 | 90 | 1 | 2500 | 295 | 12.873 |
| 19 | 20 | 8 | 2500 | 360 | – |
| 20 | 90 | 8 | 2000 | 325 | 18.898 |
| 21 | 20 | 1 | 3000 | 325 | 19.164 |
| 22 | 90 | 8 | 3000 | 295 | 15.028 |
| 23 | 20 | 1 | 2000 | 360 | 19.736 |
| 24 | 90 | 1 | 3000 | 360 | 16.196 |
| 25 | 20 | 8 | 2000 | 295 | – |
| 26 | 55 | 4 | 2500 | 325 | 19.38 |
| 27 | 55 | 4 | 2500 | 325 | 19.290 |
| 28 | 55 | 4 | 2500 | 325 | 18.651 |
| Parameter | Paper Material Grammage (g/m2) | All Experiments | ||
|---|---|---|---|---|
| 295 | 325 | 360 | ||
| Minimum | 12.106 | 18.651 | 16.196 | 12.106 |
| Maximum | 15.028 | 19.510 | 20.467 | 20.467 |
| Mean | 14.023 | 19.152 | 19.218 | 17.777 |
| Standard Deviation | 1.242 | 0.271 | 1.634 | 2.612 |
| Ratio | 1.241 | 1.046 | 1.264 | 1.691 |
| Descriptive Factor | Value |
|---|---|
| R2 | 0.937 |
| R2adj | 0.906 |
| AIC | 154.371 |
| BIC | 152.525 |
| RMSE | 2.390 |
| Source | Degrees of Freedom | Sum of Square | Variance | F Parameter |
|---|---|---|---|---|
| Model | 9 | 1530.331 | 170.037 | 29.779 |
| Error | 18 | 102.779 | 5.710 | Prob > F |
| C. Total | 27 | 1633.109 | – | <0.0001 |
| Lack of Fit | 16 | 102.46285 | 6.40393 | 40.537 |
| Pure Error | 2 | 0.31595 | 0.15798 | Prob > F |
| Total Error | 18 | 102.77880 | – | 0.063 |
| Term | Estimated Value | Standard Error | t Value | Probability > |t| |
|---|---|---|---|---|
| Laser power (%) * Cutting speed (%) | 6.256 | 0.664 | 9.420 | <0.0001 * |
| Laser power (%) | 4.408 | 0.534 | 8.250 | <0.0001 * |
| Paper material grammage (g/m2) | 3.481 | 0.534 | 6.510 | <0.0001 * |
| Cutting speed (%) | –2.829 | 0.534 | –5.290 | <0.0001 * |
| Cutting speed (%) * Resolution (Hz) | –1.837 | 0.738 | –2.490 | 0.0228 |
| Laser power (%) * Resolution (Hz) | 1.194 | 0.664 | 1.800 | 0.0891 |
| Resolution (Hz) | –0.224 | 0.534 | –0.420 | 0.6799 |
| Run | Laser Power (%) | Cutting Speed (%) | Laser Resolution (Hz) | Paper Material Grammage (g/m2) | Tensile Strength (N/mm) |
|---|---|---|---|---|---|
| 1 | 60.6 | 3.24 | 2500 | 325 | 20.884 |
| 2 | 60.6 | 3.24 | 2500 | 325 | 21.197 |
| 3 | 60.6 | 3.24 | 2500 | 325 | 20.071 |
| 4 | 60.6 | 3.24 | 2500 | 325 | 21.007 |
| 5 | 60.6 | 3.24 | 2500 | 325 | 20.196 |
| 6 | 60.6 | 3.24 | 2500 | 325 | 20.362 |
| 7 | 60.6 | 3.24 | 2500 | 325 | 20.911 |
| 8 | 60.6 | 3.24 | 2500 | 325 | 21.309 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pincjer, I.; Miketic, N.; Gvoic, V.; Maricic, K.; Vukelic, D.; Prica, M. Optimization of Tensile Strength in the Paper Material Cutting Process Based on CO2 Laser Process Parameters. Materials 2023, 16, 2719. https://doi.org/10.3390/ma16072719
Pincjer I, Miketic N, Gvoic V, Maricic K, Vukelic D, Prica M. Optimization of Tensile Strength in the Paper Material Cutting Process Based on CO2 Laser Process Parameters. Materials. 2023; 16(7):2719. https://doi.org/10.3390/ma16072719
Chicago/Turabian StylePincjer, Ivan, Nada Miketic, Vesna Gvoic, Katarina Maricic, Djordje Vukelic, and Miljana Prica. 2023. "Optimization of Tensile Strength in the Paper Material Cutting Process Based on CO2 Laser Process Parameters" Materials 16, no. 7: 2719. https://doi.org/10.3390/ma16072719