
Processing Optimization of Shear Thickening Fluid Assisted Micro-Ultrasonic Machining Method for Hemispherical Mold Based on Integrated CatBoost-GA Model
Abstract
:1. Introduction
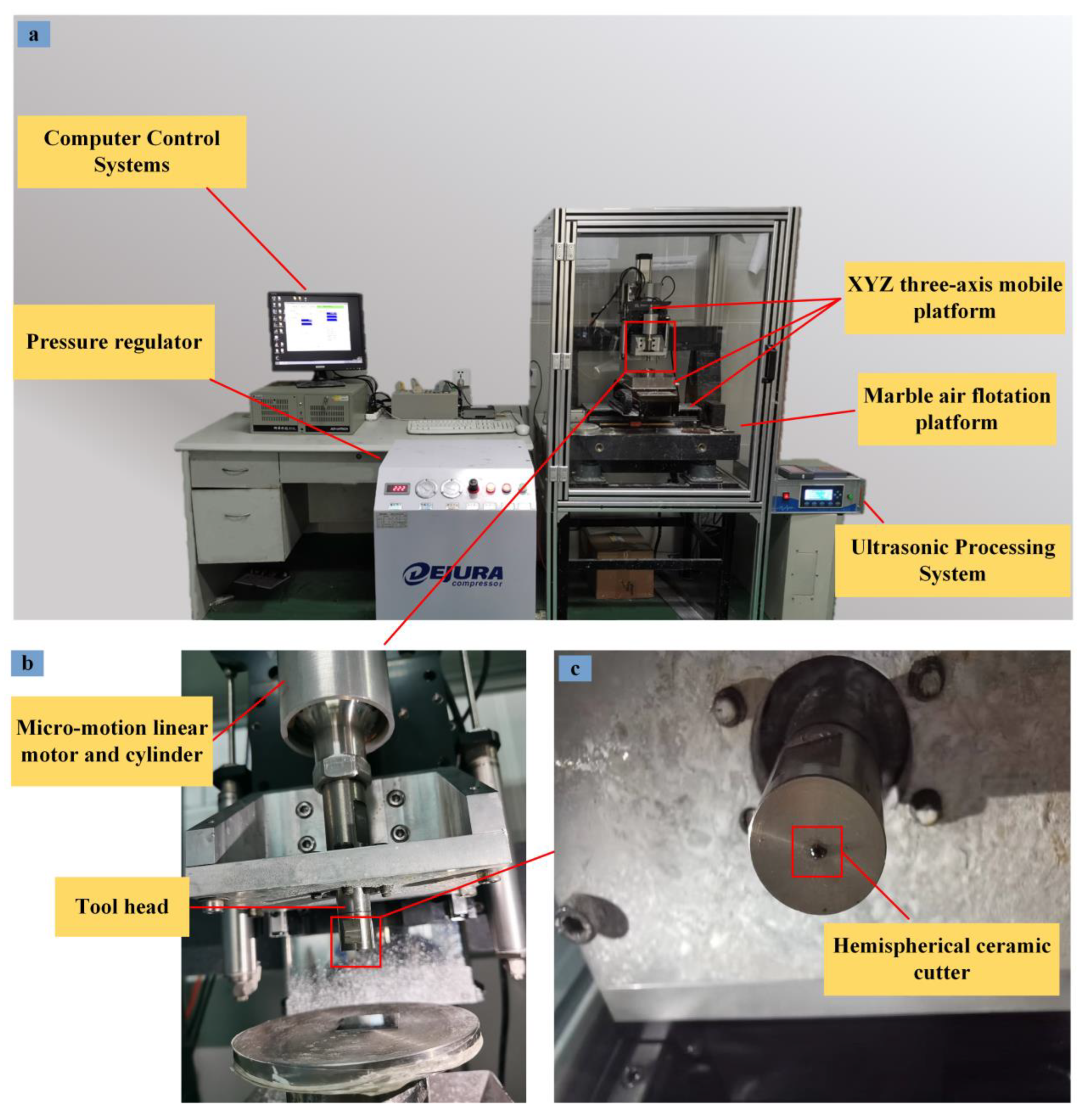
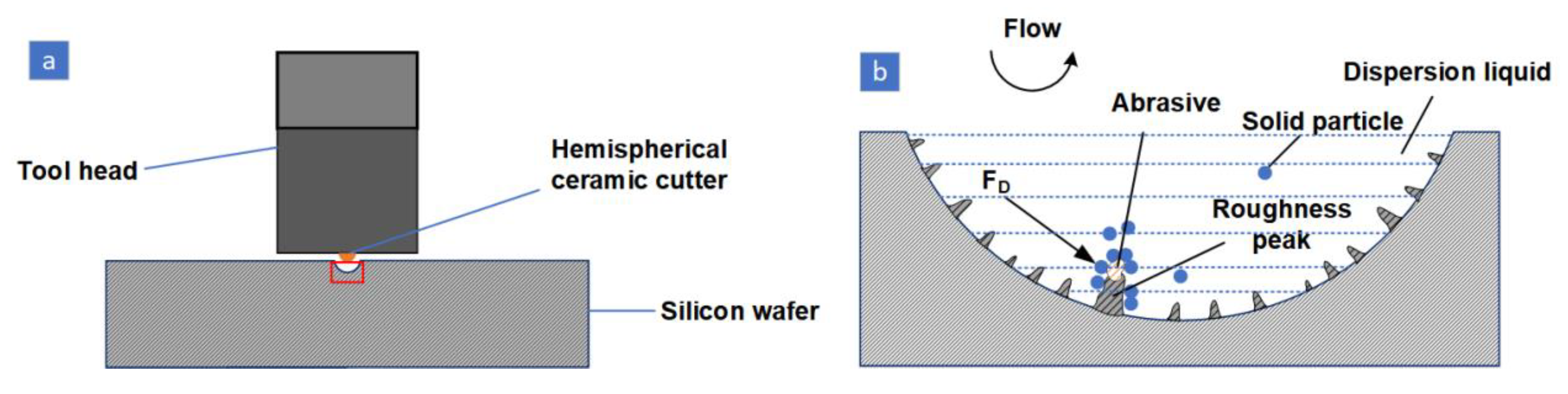
2. Processing Experiment
2.1. Experimental Procedure
2.2. Experimental Design
2.3. Experimental Results
3. Principles of Integrated Algorithms
3.1. CatBoost Prediction Model
- CatBoost trains the entire dataset and processes the classification features with minimal information loss by means of target statistics.
- When CatBoost runs, the various different features are combined into one feature. The tree structure in CatBoost is split into individual sub-trees, and combinations are not considered during the first split of the tree. During subsequent splits, CatBoost combines all combinations with all categorical features in the dataset. All splits selected by CatBoost in the tree are considered as two different categories and are used for the combination.
- A new method to overcome gradient bias is used in CatBoost, which is an ordered boosting method.
- The forgotten tree data structure is used as a predictor in CatBoost, and the same criteria are used in the hierarchical process of the tree. The forgetting tree is a balanced tree that is not prone to overfitting. Better results can be achieved with these improvements to CatBoost.
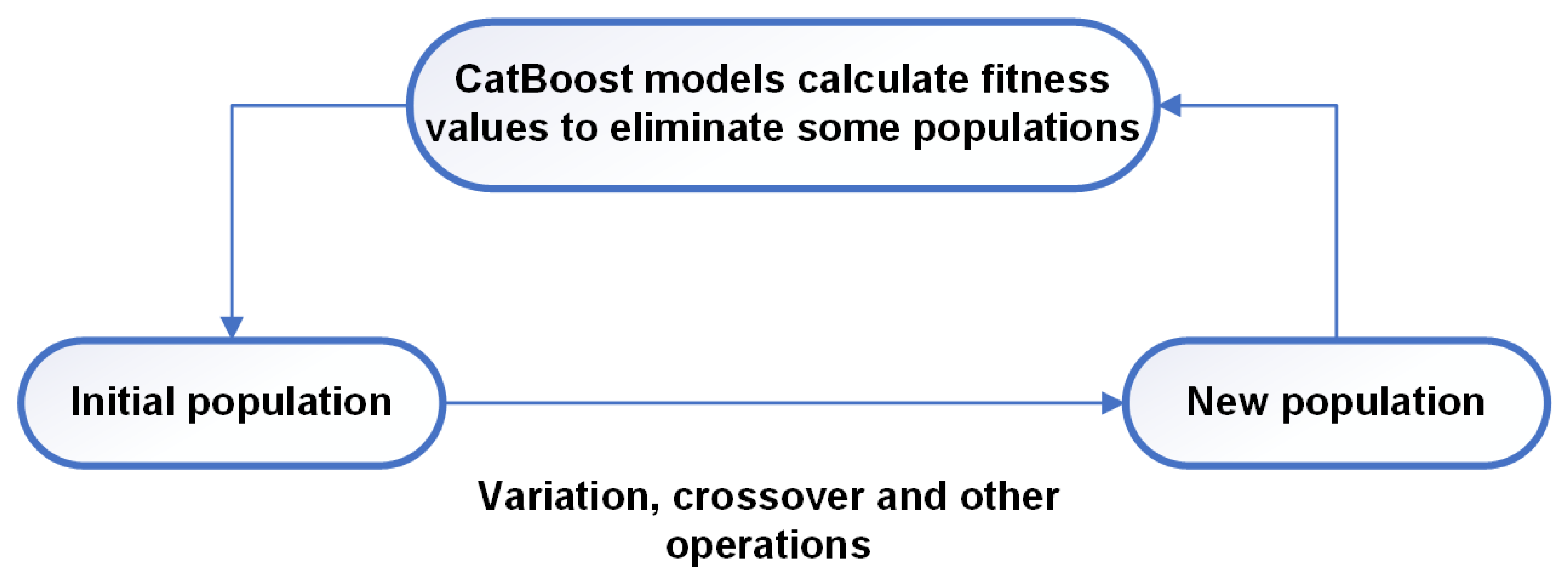
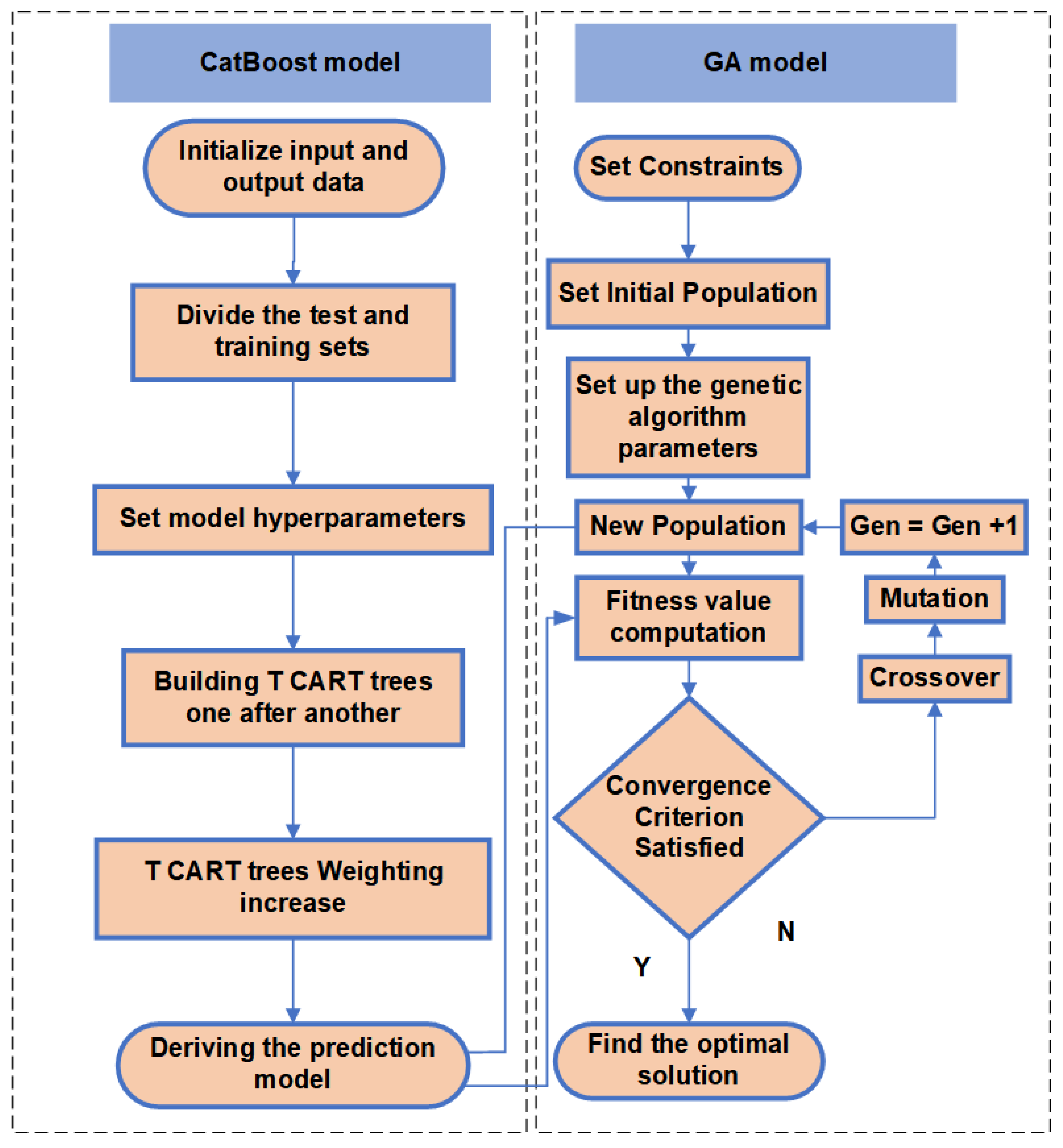
3.2. Multi-Objective Optimization Process
4. Analysis and Discussion
4.1. Analysis of Variance
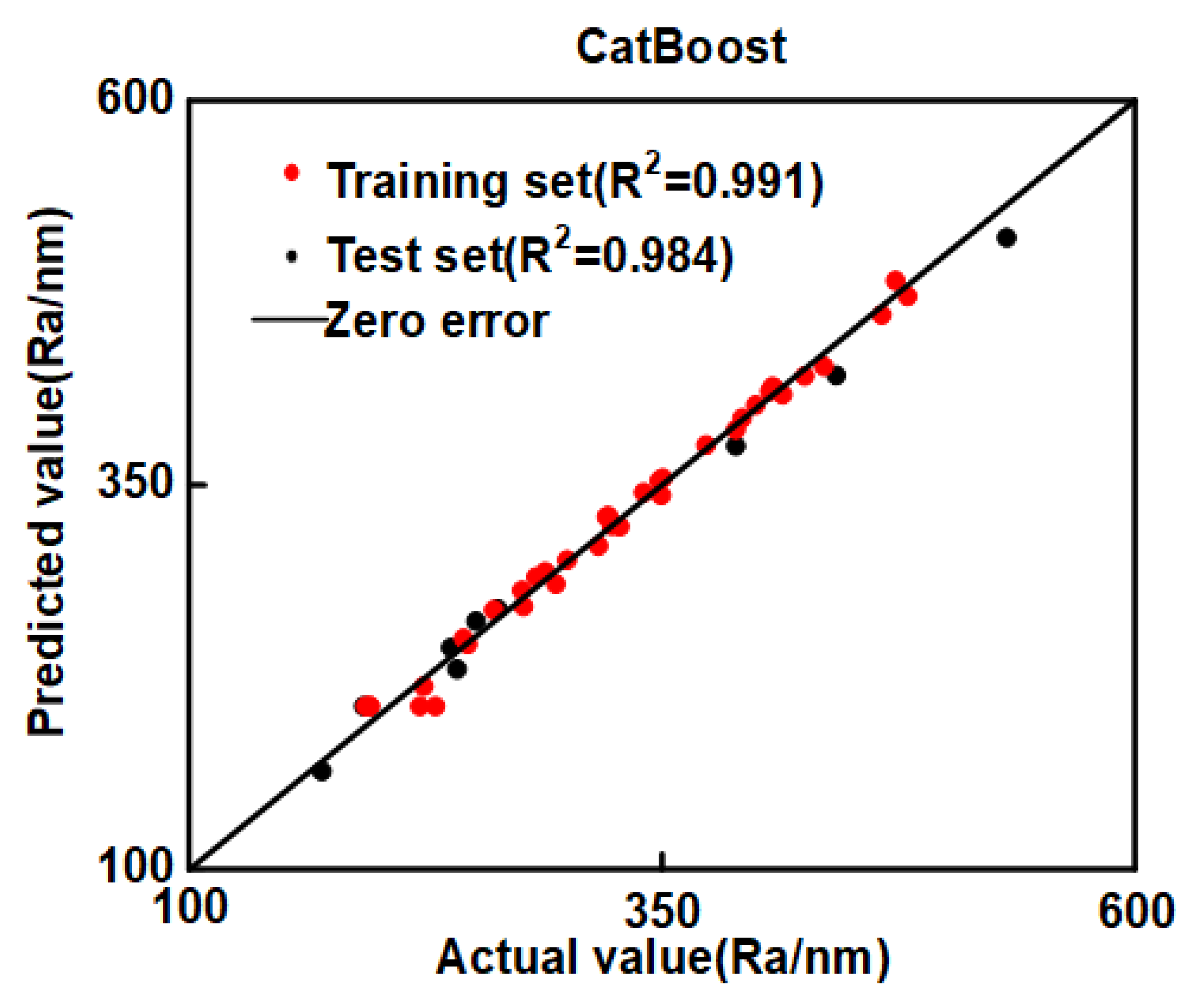
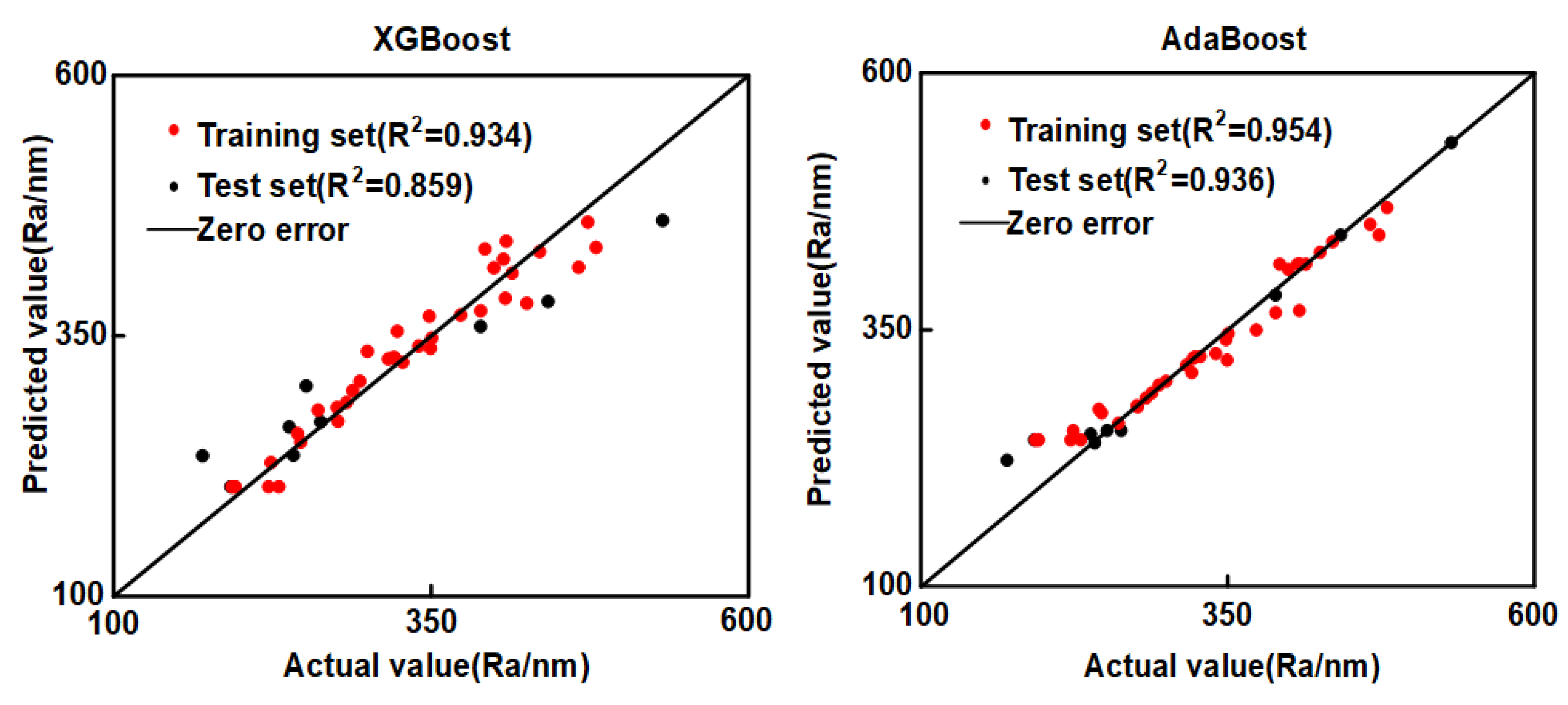
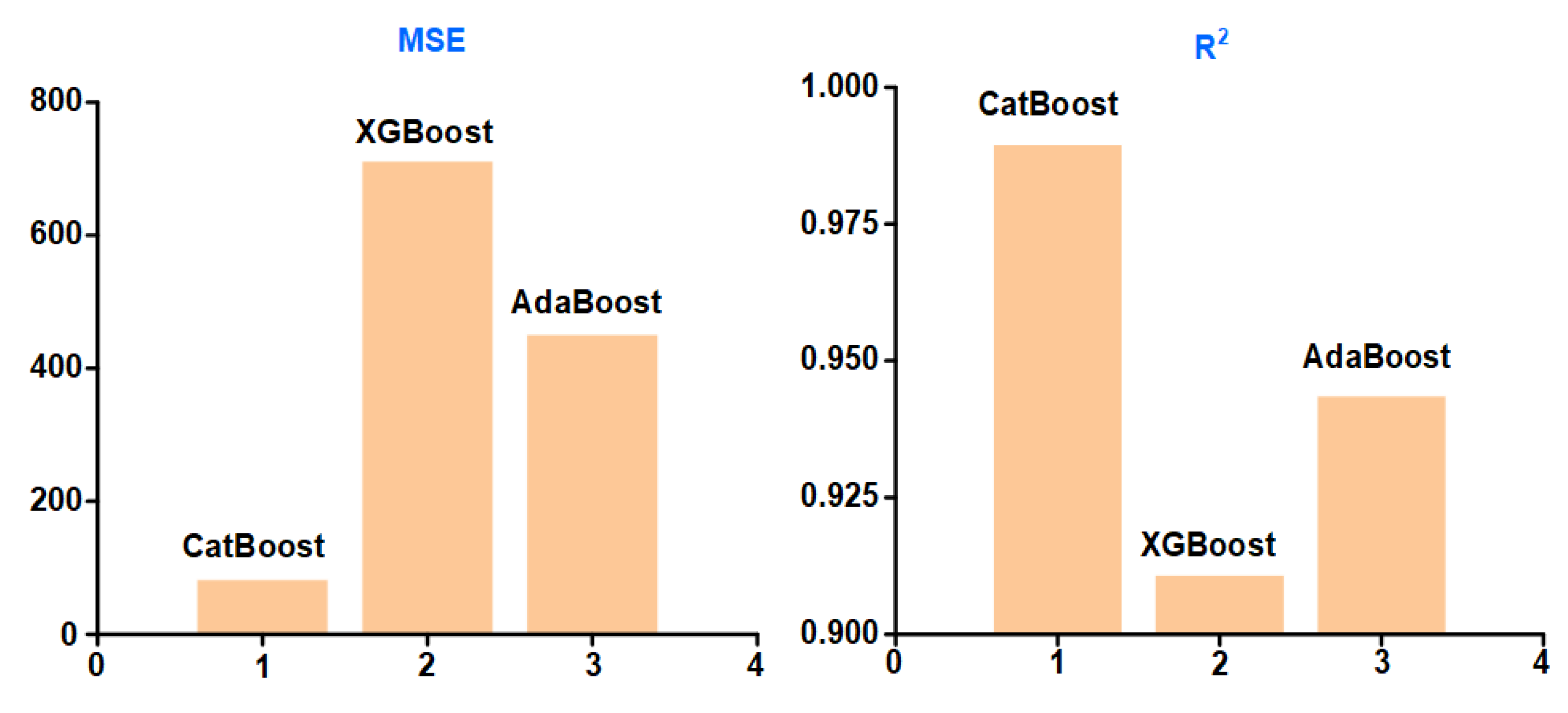
4.2. Performance Evaluation of CatBoost
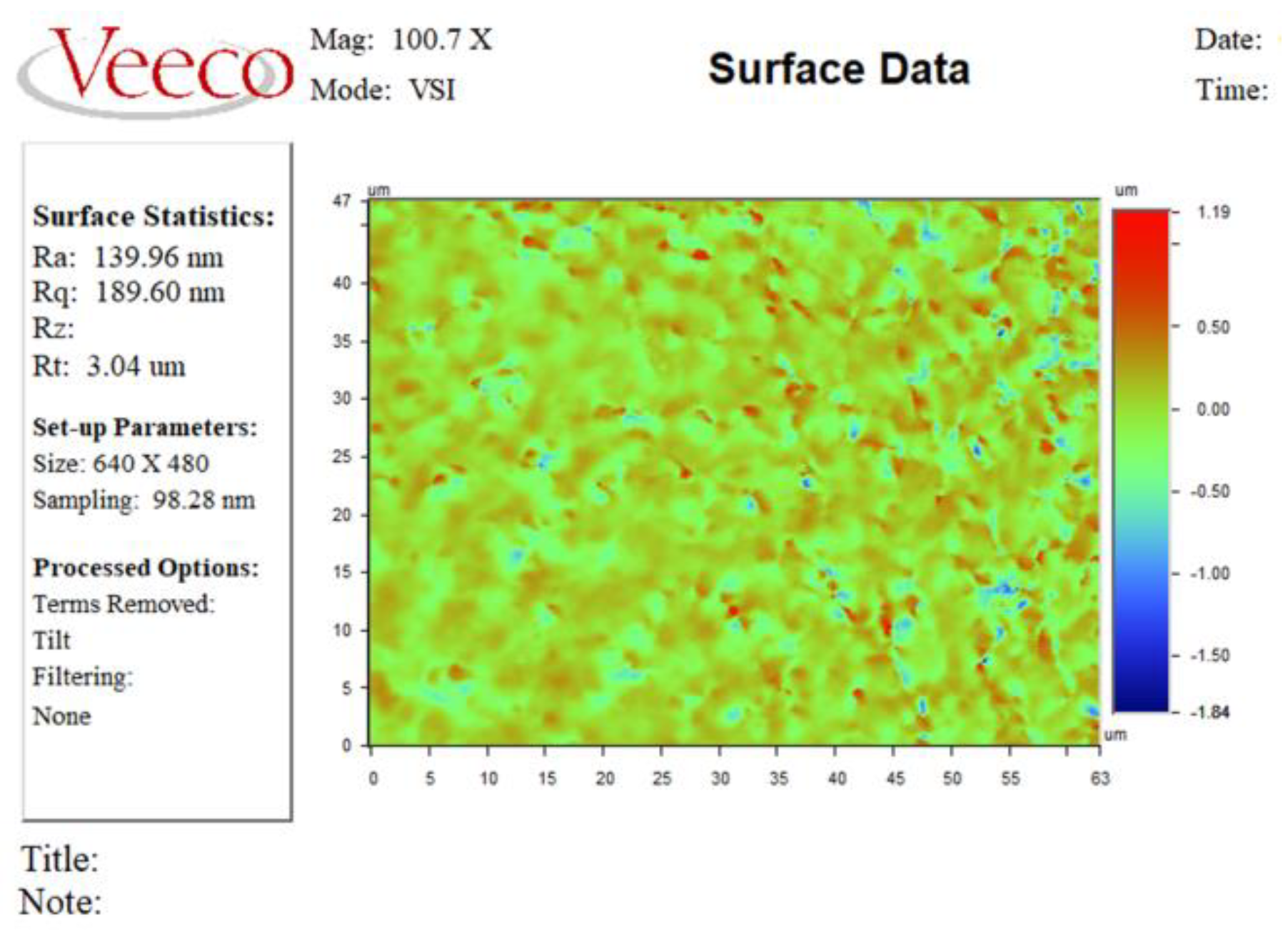
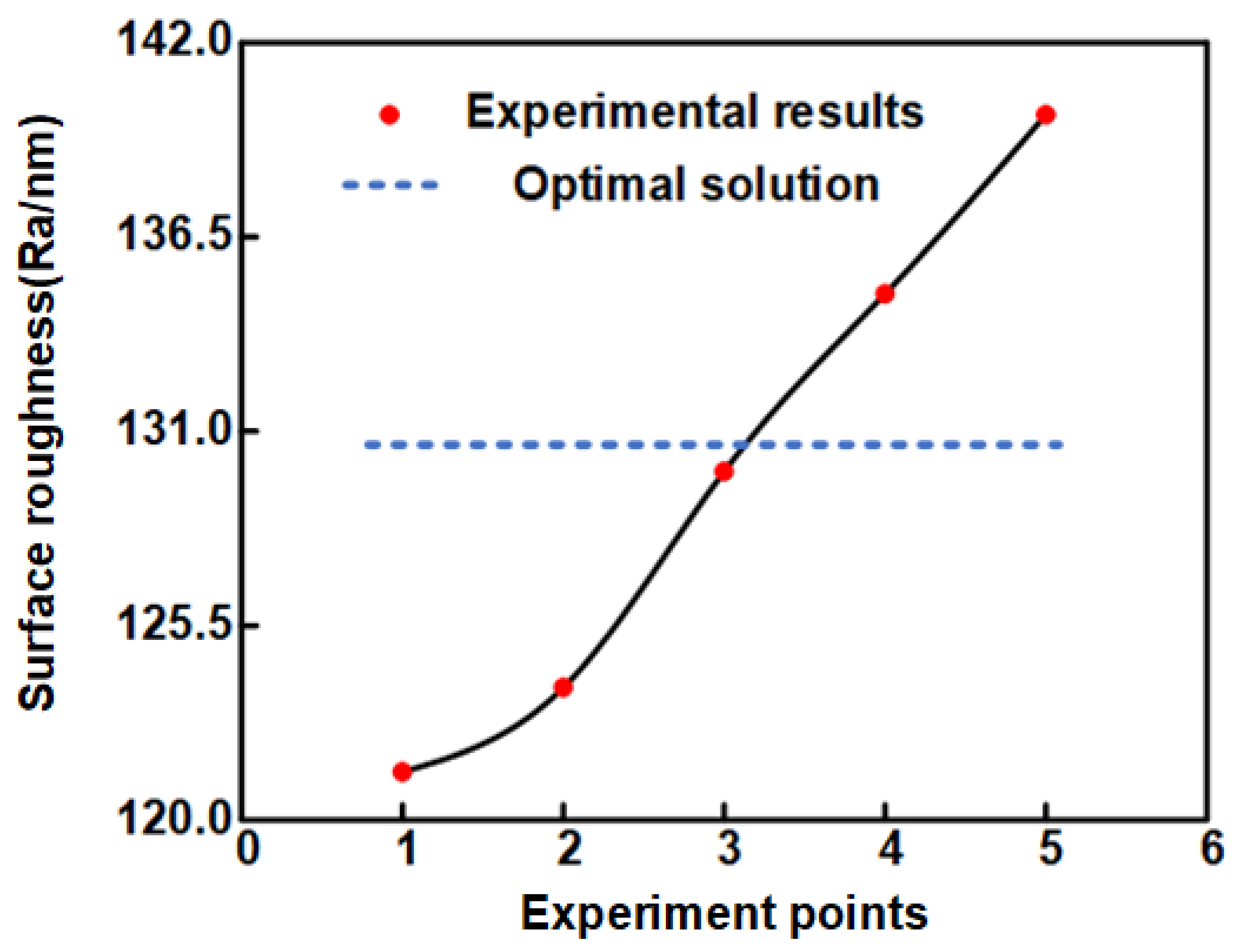
5. Experimental Verification
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xia, D.; Yu, C.; Kong, L. The Development of Micromachined Gyroscope Structure and Circuitry Technology. Sensors 2014, 14, 1394–1473. [Google Scholar] [CrossRef] [Green Version]
- Dong, L.; Avanesian, D. Drive-Mode Control for Vibrational MEMS Gyroscopes. IEEE Trans. Ind. Electron. 2009, 56, 956–963. [Google Scholar] [CrossRef] [Green Version]
- Shao, X.; Shi, Y. Neural Adaptive Control for MEMS Gyroscope with Full-State Constraints and Quantized Input. IEEE Trans. Ind. Inf. 2020, 10, 6444–6454. [Google Scholar] [CrossRef]
- Zhang, R.; Xu, B.; Shi, P. Output Feedback Control of Micromechanical Gyroscopes Using Neural Networks and Disturbance Observer. IEEE Trans. Neural Netw. Learn. Syst. 2022, 33, 962–972. [Google Scholar] [CrossRef] [PubMed]
- Mohammadi, Z.; Salarieh, H. Investigating the Effects of Quadrature Error in Parametrically and Harmonically Excited MEMS Rate Gyroscopes. Measurement 2016, 87, 152–175. [Google Scholar] [CrossRef]
- Zhao, J.; Xiang, Y.; Fan, C. A New Method for Polishing the Inner Wall of a Circular Tube with a Soft Abrasive Rotating Jet. Powder Technol. 2022, 398, 117068. [Google Scholar] [CrossRef]
- Zhao, J.; Huang, J.; Wang, R.; Peng, H.; Hang, W.; Ji, S. Investigation of the Optimal Parameters for the Surface Finish of K9 Optical Glass Using a Soft Abrasive Rotary Flow Polishing Process. J. Manuf. Process. 2020, 49, 26–34. [Google Scholar] [CrossRef]
- Zhao, J.; Jiang, E.; Qi, H.; Ji, S.; Chen, Z. A Novel Polishing Method for Single-Crystal Silicon Using the Cavitation Rotary Abrasive Flow. Precis. Eng. 2020, 61, 72–81. [Google Scholar] [CrossRef]
- Fan, C.; Liu, K.; Chen, Y.; Xue, Y.; Zhao, J.; Khudoley, A. A New Modelling Method of Material Removal Profile for Electrorheological Polishing with a Mini Annular Integrated Electrode. J. Mater. Process. Technol. 2022, 305, 117589. [Google Scholar] [CrossRef]
- Heidari, A.; Chan, M.-L.; Yang, H.-A.; Jaramillo, G.; Taheri-Tehrani, P.; Fonda, P.; Najar, H.; Yamazaki, K.; Lin, L.; Horsley, D.A. Micromachined Polycrystalline Diamond Hemispherical Shell Resonators. In Proceedings of the 2013 Transducers Eurosensors XXVII: The 17th International Conference on Solid-State Sensors, Actuators and Microsystems (TRANSDUCERS EUROSENSORS XXVII), Barcelona, Spain, 16–20 June 2013; pp. 2415–2418. [Google Scholar]
- Fonda, P.; Nakamoto, K.; Heidari, A.; Yang, H.-A.; Horsley, D.A.; Lin, L.; Yamazaki, K. A Study on the Optimal Fabrication Method for Micro-Scale Gyroscopes Using a Hybrid Process Consisting of Electric Discharge Machining, Chemical Etching or Micro-Mechanical Milling. CIRP Ann. 2013, 62, 183–186. [Google Scholar] [CrossRef]
- Ji, S.; Cao, H.; Zhao, J.; Pan, Y.; Jiang, E. Soft Abrasive Flow Polishing Based on the Cavitation Effect. Int. J. Adv. Manuf. Technol. 2019, 101, 1865–1878. [Google Scholar] [CrossRef]
- Zhao, J.; Huang, J.; Xiang, Y.; Wang, R.; Xu, X.; Ji, S.; Hang, W. Effect of a Protective Coating on the Surface Integrity of a Microchannel Produced by Microultrasonic Machining. J. Manuf. Process. 2021, 61, 280–295. [Google Scholar] [CrossRef]
- Chen, Y.; Feng, X.; Xin, G. Experimental Study on Ultrasonic Vibration-Assisted WECDM of Glass Microstructures with a High Aspect Ratio. Micromachines 2021, 12, 125. [Google Scholar] [CrossRef] [PubMed]
- Zhao, C.; Wang, X.; Zhao, B.; Jiao, F. Microstructure of High-Performance Aluminum Alloy Surface Processed by the Single-Excitation Same-Frequency Longitudinal–Torsional Coupled Ultrasonic Vibration Milling. Materials 2018, 11, 1975. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, C.; Rentsch, R.; Brinksmeier, E. Advances in Micro Ultrasonic Assisted Lapping of Microstructures in Hard–Brittle Materials: A Brief Review and Outlook. Int. J. Mach. Tools Manuf. 2005, 45, 881–890. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, R.; Huang, J.; Hu, B.; Ji, S. Micro Ultrasonic Machining Hemispherical Mold for MEMS Resonator Gyroscope Using a Novel Ultraprecise Ceramic Entire-Ball Tool. J. Micromech. Microeng. 2020, 30, 075007. [Google Scholar] [CrossRef]
- Li, M.; Lyu, B.; Yuan, J.; Dong, C.; Dai, W. Shear-Thickening Polishing Method. Int. J. Mach. Tools Manuf. 2015, 94, 88–99. [Google Scholar] [CrossRef]
- Li, M.; Lyu, B.; Yuan, J.; Yao, W.; Zhou, F.; Zhong, M. Evolution and Equivalent Control Law of Surface Roughness in Shear-Thickening Polishing. Int. J. Mach. Tools Manuf. 2016, 108, 113–126. [Google Scholar] [CrossRef]
- Xie, Y.; Gui, F.-X.; Wang, W.-J.; Chien, C.-F. A Two-Stage Multi-Population Genetic Algorithm with Heuristics for Workflow Scheduling in Heterogeneous Distributed Computing Environments. IEEE Trans. Cloud Comput. 2022, 1. [Google Scholar] [CrossRef]
- Xie, Y.; Sheng, Y.; Qiu, M.; Gui, F. An Adaptive Decoding Biased Random Key Genetic Algorithm for Cloud Workflow Scheduling. Eng. Appl. Artif. Intell. 2022, 112, 104879. [Google Scholar] [CrossRef]
- Pan, Z.; Meng, Z.; Chen, Z.; Gao, W.; Shi, Y. A Two-Stage Method Based on Extreme Learning Machine for Predicting the Remaining Useful Life of Rolling-Element Bearings. Mech. Syst. Signal Process. 2020, 144, 106899. [Google Scholar] [CrossRef]
- Asteris, P.G.; Skentou, A.D.; Bardhan, A.; Samui, P.; Pilakoutas, K. Predicting Concrete Compressive Strength Using Hybrid Ensembling of Surrogate Machine Learning Models. Cem. Concr. Res. 2021, 145, 106449. [Google Scholar] [CrossRef]
- Mahjoubi, S.; Barhemat, R.; Guo, P.; Meng, W.; Bao, Y. Prediction and Multi-Objective Optimization of Mechanical, Economical, and Environmental Properties for Strain-Hardening Cementitious Composites (SHCC) Based on Automated Machine Learning and Metaheuristic Algorithms. J. Clean. Prod. 2021, 329, 129665. [Google Scholar] [CrossRef]
- Chaki, S.; Bathe, R.N.; Ghosal, S.; Padmanabham, G. Multi-Objective Optimisation of Pulsed Nd:YAG Laser Cutting Process Using Integrated ANN–NSGAII Model. J. Intell. Manuf. 2018, 29, 175–190. [Google Scholar] [CrossRef]
- Lu, Y.; Maftouni, M.; Yang, T.; Zheng, P.; Young, D.; Kong, Z.J.; Li, Z. A Novel Disassembly Process of End-of-Life Lithium-Ion Batteries Enhanced by Online Sensing and Machine Learning Techniques. J. Intell. Manuf. 2022, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Jin, Z.; Lim, D.D.; Zhao, X.; Mamunuru, M.; Roham, S.; Gu, G.X. Machine Learning Enabled Optimization of Showerhead Design for Semiconductor Deposition Process. J. Intell. Manuf. 2023, 1–11. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, Z.; Wang, C.; Xu, W. Accelerating Ultrashort Pulse Laser Micromachining Process Comprehensive Optimization Using a Machine Learning Cycle Design Strategy Integrated with a Physical Model. J. Intell. Manuf. 2022, 1–17. [Google Scholar] [CrossRef]
- Lü, X.; Wu, Y.; Lian, J.; Zhang, Y.; Chen, C.; Wang, P.; Meng, L. Energy Management of Hybrid Electric Vehicles: A Review of Energy Optimization of Fuel Cell Hybrid Power System Based on Genetic Algorithm. Energy Convers. Manag. 2020, 205, 112474. [Google Scholar] [CrossRef]
- Ding, Y.; Zhang, W.; Yu, L.; Lu, K. The Accuracy and Efficiency of GA and PSO Optimization Schemes on Estimating Reaction Kinetic Parameters of Biomass Pyrolysis. Energy 2019, 176, 582–588. [Google Scholar] [CrossRef]
- Yuan, Y.; Xu, H.; Wang, B.; Yao, X. A New Dominance Relation-Based Evolutionary Algorithm for Many-Objective Optimization. IEEE Trans. Evol. Computat. 2016, 20, 16–37. [Google Scholar] [CrossRef]
- Zhao, J.; Li, L.; Nie, H.; Chen, X.; Liu, J.; Shu, X. Multi-Objective Integrated Optimization of Tool Geometry Angles and Cutting Parameters for Machining Time and Energy Consumption in NC Milling. Int. J. Adv. Manuf. Technol. 2021, 117, 1427–1444. [Google Scholar] [CrossRef]
- Tian, L.; Luo, Y. A Study on the Prediction of Inherent Deformation in Fillet-Welded Joint Using Support Vector Machine and Genetic Optimization Algorithm. J. Intell. Manuf. 2020, 31, 575–596. [Google Scholar] [CrossRef]
- Pashazadeh, H.; Gheisari, Y.; Hamedi, M. Statistical Modeling and Optimization of Resistance Spot Welding Process Parameters Using Neural Networks and Multi-Objective Genetic Algorithm. J. Intell. Manuf. 2016, 27, 549–559. [Google Scholar] [CrossRef]
- Alvarado-Iniesta, A.; Guillen-Anaya, L.G.; Rodríguez-Picón, L.A.; Ñeco-Caberta, R. Multi-Objective Optimization of an Engine Mount Design by Means of Memetic Genetic Programming and a Local Exploration Approach. J. Intell. Manuf. 2020, 31, 19–32. [Google Scholar] [CrossRef]
- Samat, A.; Li, E.; Du, P.; Liu, S.; Miao, Z.; Zhang, W. CatBoost for RS Image Classification with Pseudo Label Support from Neighbor Patches-Based Clustering. IEEE Geosci. Remote Sens. Lett. 2022, 19, 8004105. [Google Scholar] [CrossRef]
- Jabeur, S.B.; Gharib, C.; Mefteh-Wali, S.; Arfi, W.B. CatBoost Model and Artificial Intelligence Techniques for Corporate Failure Prediction. Technol. Forecast. Soc. Change 2021, 166, 120658. [Google Scholar] [CrossRef]
- Luo, M.; Wang, Y.; Xie, Y.; Zhou, L.; Qiao, J.; Qiu, S.; Sun, Y. Combination of Feature Selection and CatBoost for Prediction: The First Application to the Estimation of Aboveground Biomass. Forests 2021, 12, 216. [Google Scholar] [CrossRef]
- Agarwal, S. On the Mechanism and Mechanics of Material Removal in Ultrasonic Machining. Int. J. Mach. Tools Manuf. 2015, 96, 1–14. [Google Scholar] [CrossRef]
- Huang, G.; Wu, L.; Ma, X.; Zhang, W.; Fan, J.; Yu, X.; Zeng, W.; Zhou, H. Evaluation of CatBoost Method for Prediction of Reference Evapotranspiration in Humid Regions. J. Hydrol. 2019, 574, 1029–1041. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Symbol | Levels | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| PPM concentration (%) | A | 5 | 15 | 25 |
| Abrasive concentration (%) | B | 4 | 8 | 12 |
| Ultrasonic energy (w) | C | 72 | 84 | 96 |
| Tool lowering speed (μm/s) | D | 1 | 2 | 3 |
| Average particle size (μm) | E | 1 | 2 | 3 |
| Run Order | A | B | C | D | E | Ra (nm) |
|---|---|---|---|---|---|---|
| 1 | −1 | 0 | 0 | 0 | −1 | 170.26 |
| 2 | −1 | 0 | −1 | 0 | 0 | 238.42 |
| 3 | −1 | 0 | 0 | −1 | 0 | 241.77 |
| 4 | −1 | −1 | 0 | 0 | 0 | 251.76 |
| 5 | −1 | 0 | 0 | 1 | 0 | 263.23 |
| 6 | −1 | 0 | 1 | 0 | 0 | 389.03 |
| 7 | −1 | 1 | 0 | 0 | 0 | 442.12 |
| 8 | −1 | 0 | 0 | 0 | 1 | 532.22 |
| 9 | 0 | 0 | 0 | 0 | 0 | 192.44 |
| 10 | 0 | 0 | 0 | 0 | 0 | 193.4 |
| 11 | 0 | 0 | 0 | 0 | 0 | 195.47 |
| 12 | 0 | 0 | 0 | 0 | 0 | 195.85 |
| 13 | 0 | 0 | 0 | 0 | 0 | 222.08 |
| 14 | 0 | 0 | 0 | 0 | 0 | 230.24 |
| 15 | 0 | 0 | −1 | −1 | 0 | 224.1 |
| 16 | 0 | 0 | 1 | 1 | 0 | 245.07 |
| 17 | 0 | 0 | −1 | 1 | 0 | 247.36 |
| 18 | 0 | 0 | 0 | −1 | −1 | 261.08 |
| 19 | 0 | 1 | 0 | −1 | 0 | 276.01 |
| 20 | 0 | 0 | 1 | −1 | 0 | 276.76 |
| 21 | 0 | −1 | 0 | −1 | 0 | 283.47 |
| 22 | 0 | −1 | −1 | 0 | 0 | 316.44 |
| 23 | 0 | −1 | 0 | 1 | 0 | 320.75 |
| 24 | 0 | 1 | −1 | 0 | 0 | 321.78 |
| 25 | 0 | 1 | 0 | 1 | 0 | 327.8 |
| 26 | 0 | 0 | −1 | 0 | −1 | 340.35 |
| 27 | 0 | 1 | 0 | 0 | −1 | 348.61 |
| 28 | 0 | 0 | 0 | 1 | −1 | 349.62 |
| 29 | 0 | 1 | 1 | 0 | 0 | 350.51 |
| 30 | 0 | 0 | 1 | 0 | −1 | 373.29 |
| 31 | 0 | −1 | 1 | 0 | 0 | 389.13 |
| 32 | 0 | 0 | −1 | 0 | 1 | 399.55 |
| 33 | 0 | 0 | 1 | 0 | 1 | 406.95 |
| 34 | 0 | −1 | 0 | 0 | −1 | 408.46 |
| 35 | 0 | −1 | 0 | 0 | 1 | 409.14 |
| 36 | 0 | 0 | 0 | −1 | 1 | 413.81 |
| 37 | 0 | 0 | 0 | 1 | 1 | 435.55 |
| 38 | 0 | 1 | 0 | 0 | 1 | 473.43 |
| 39 | 1 | 0 | 0 | −1 | 0 | 288.36 |
| 40 | 1 | 0 | 0 | 1 | 0 | 293.97 |
| 41 | 1 | 0 | 1 | 0 | 0 | 299.85 |
| 42 | 1 | 1 | 0 | 0 | 0 | 323.42 |
| 43 | 1 | 0 | 0 | 0 | 1 | 392.4 |
| 44 | 1 | 0 | −1 | 0 | 0 | 425.39 |
| 45 | 1 | −1 | 0 | 0 | 0 | 466.15 |
| 46 | 1 | 0 | 0 | 0 | −1 | 479.83 |
| Factors | Degrees of Freedom | Sum of Squares | Mean Squares | F | p | |
|---|---|---|---|---|---|---|
| Model | 20 | 350,100 | 17,505.52 | 24.65 | <0.0001 | significant |
| A (um) | 1 | 12,129.44 | 12,129.44 | 17.08 | 0.0004 | |
| B (%) | 1 | 21.09 | 21.09 | 0.0297 | 0.8646 | |
| C (w) | 1 | 2948.06 | 2948.06 | 4.15 | 0.0523 | |
| D (μm/s) | 1 | 2969.62 | 2969.62 | 4.18 | 0.0515 | |
| E (μm) | 1 | 33,447.11 | 33,447.11 | 47.09 | <0.0001 | |
| AB | 1 | 27,738.24 | 27,738.24 | 39.06 | <0.0001 | |
| AC | 1 | 19,064.71 | 19,064.71 | 26.84 | <0.0001 | |
| AD | 1 | 62.75 | 62.75 | 0.0884 | 0.7687 | |
| AE | 1 | 50,483.80 | 50,483.80 | 71.08 | <0.0001 | |
| BC | 1 | 483.25 | 483.25 | 0.6804 | 0.4172 | |
| BD | 1 | 52.69 | 52.69 | 0.0742 | 0.7876 | |
| BE | 1 | 3853.06 | 3853.06 | 5.43 | 0.0282 | |
| CD | 1 | 754.79 | 754.79 | 1.06 | 0.3125 | |
| CE | 1 | 163.16 | 163.16 | 0.2297 | 0.6359 | |
| DE | 1 | 1115.33 | 1115.33 | 1.57 | 0.2217 | |
| A2 | 1 | 43,217.88 | 43,217.88 | 60.85 | <0.0001 | |
| B2 | 1 | 67,482.73 | 67,482.73 | 95.02 | <0.0001 | |
| C2 | 1 | 21,110.45 | 21,110.45 | 29.72 | <0.0001 | |
| D2 | 1 | 546.14 | 546.14 | 0.7690 | 0.3889 | |
| E2 | 1 | 143,900 | 143,900 | 202.58 | <0.0001 | |
| Residual | 25 | 17,755.67 | 710.23 | |||
| Lack of fit | 20 | 16,360.28 | 818.01 | 2.93 | 0.1182 | not significant |
| Pure Error | 5 | 1395.39 | 279.08 | 24.65 | ||
| Cor Total | 45 | 367,900 |
| Dataset | Performance Metric | Surface Roughness (Ra) |
|---|---|---|
| Training | R2 | 0.9908 |
| MSE | 59.4319 | |
| Testing | R2 | 0.9843 |
| MSE | 178.9357 |
| Run Order | A | B | C | D | E | Ra (nm) |
|---|---|---|---|---|---|---|
| 1 | 10.542 | 6.541 | 81.478 | 0.503 | 0.11 | 130.787 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, J.; Zhao, J.; Song, F.; Xu, X.; Lan, Y. Processing Optimization of Shear Thickening Fluid Assisted Micro-Ultrasonic Machining Method for Hemispherical Mold Based on Integrated CatBoost-GA Model. Materials 2023, 16, 2683. https://doi.org/10.3390/ma16072683
Yin J, Zhao J, Song F, Xu X, Lan Y. Processing Optimization of Shear Thickening Fluid Assisted Micro-Ultrasonic Machining Method for Hemispherical Mold Based on Integrated CatBoost-GA Model. Materials. 2023; 16(7):2683. https://doi.org/10.3390/ma16072683
Chicago/Turabian StyleYin, Jiateng, Jun Zhao, Fengqi Song, Xinqiang Xu, and Yeshen Lan. 2023. "Processing Optimization of Shear Thickening Fluid Assisted Micro-Ultrasonic Machining Method for Hemispherical Mold Based on Integrated CatBoost-GA Model" Materials 16, no. 7: 2683. https://doi.org/10.3390/ma16072683